
Диагностика ГБЦ: неисправности, методы устранения
Головка блока цилиндров является важной деталью мотора любого авто, поскольку она определяет продуктивность сгорания в цилиндрах бензина и, таким образом, мощность двигателя и качество его работы. Однако, аналогично всем остальным узлам автомобильного двигателя, со временем происходит износ ГБЦ и появляется необходимость срочного ремонта. Его проводят многие специализированные фирмы, нужно лишь выбрать такую компанию, которая занимается восстановлением головок блоков цилиндров именно определённой модели авто.
Диагностика и техническое обслуживание
В данном вопросе основной задачей хозяина транспортного средства становится периодическая диагностика узлов, наиболее часто становящихся неисправными. Таковыми являются:
- Клапаны, сальники клапанов.
- Уплотнительная прокладка.
Наибольшего внимания требует прокладка. В случае её износа возможно смешивание рабочих жидкостей, что чревато выходом двигателя из строя.
- Изменение высоты головки блока цилиндров.
- Необходимость прессования клапанов и седел.
- Прекращение работы одного либо более клапанов и необходимость их замены.
- Необходимость шлифования крышки.
- Необходимость замены уплотнительной прокладки.
- Необходимость устранения микротрещин.
При условии понимания возможных последствий каждого шага и наличия нужных инструментов можно проводить ремонт ГБЦ самостоятельно, но даже лучшее оборудование при отсутствии опыта не позволит решить проблему.
%rtb-4%
Виды неисправностей ГБЦ
При наличии навыков ремонта автомобильных моторов возможно самостоятельное выполнение ремонтных работ. Необходимо знать вероятные причины неисправности данного узла:
- Дефекты привалочной плоскости головок блоков цилиндров.
 Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости.
Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости. - Трещины на головке блока цилиндра. Главными причинами являются интенсивная эксплуатация двигателя, его перегревание, ошибки относительно затяжки креплений, сделанные во время установки узла. В случае небольших размеров трещин и допускания их существования производителем может быть продолжена эксплуатация комплектующей. Однако в других случаях необходима замена узла, который был повреждён.
- Износ втулок в клапанах. Направляющие втулки могут быть изношены вследствие большого пробега мотора, применения низкокачественного или грязного масла, наличия в составе масла примесей топлива, способствующих разжижению масла. Для решения проблемы необходимы замена втулок и проверка работоспособности охлаждающей системы, а также состояния масла.
- Износ клапанных седел. В этом случае причинами могут выступать заправка машины топливом низкого качества, значительный пробег двигателя, ошибки, связанные с установкой опережения зажигания. Для решения проблемы необходима правка либо замена седел. Нужно также в обязательном порядке проверить систему питания и систему зажигания, а также в случае необходимости провести восстановление.
- Разрушение резьбы, которая находится в отверстиях головки блока цилиндров. Возможные причины: неправильная затяжка свечей либо болтов либо же постоянное перегревание двигателя. Для устранения этой поломки необходимы высверливание старой резьбы и установка футорок. Можно нарезать новую резьбу, имеющую увеличенные размеры.
 Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости.
Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости.
Устройство ГБЦ
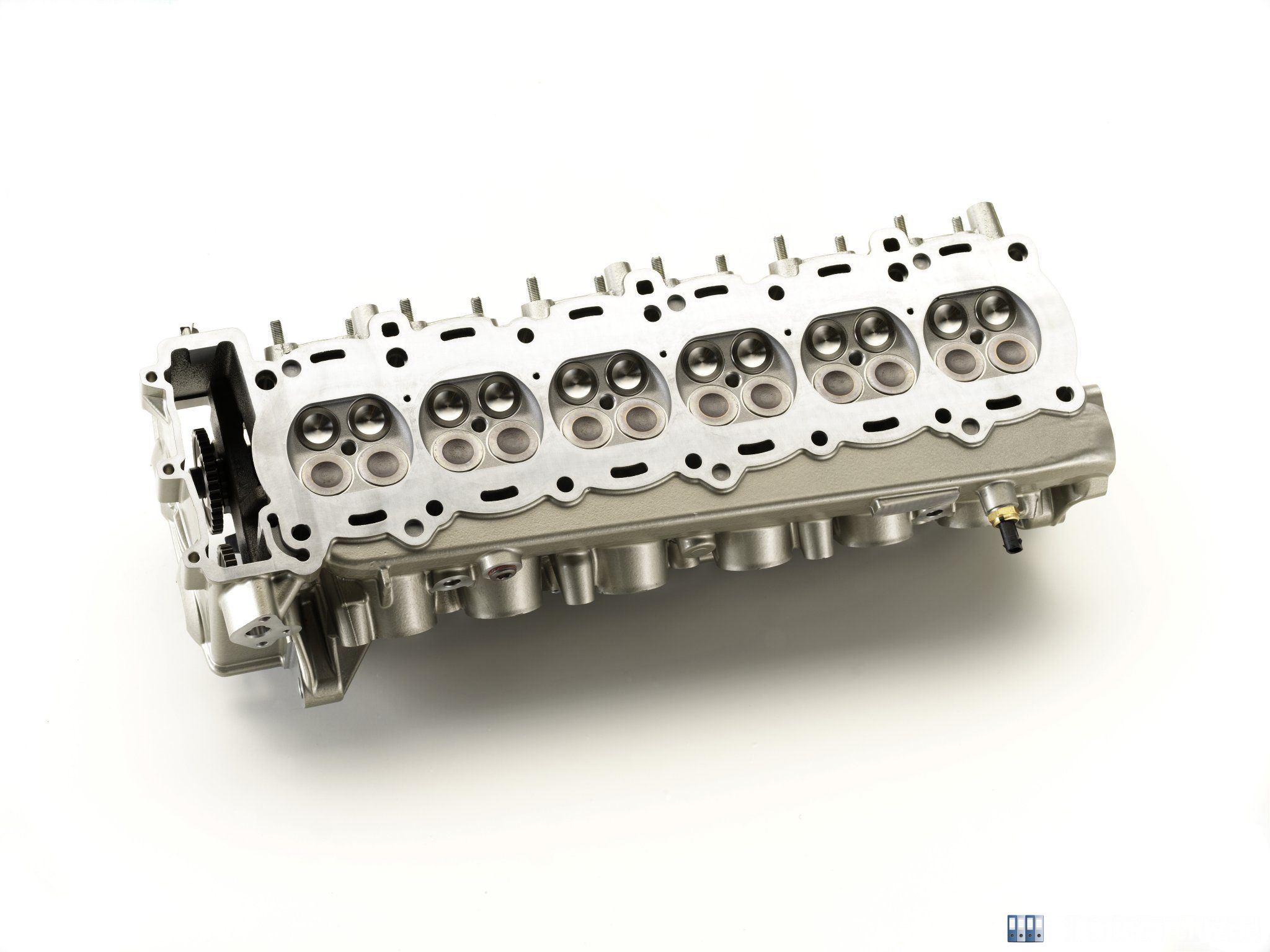
Как мы делаем головку блока цилиндров?
Работа по изготовлению головки блока цилиндров начинается с чертежа и чугунной заготовки. На чертеже указаны точные размеры. Из чугунной заготовки в течение полутора дней будет получена будущая головка блока цилиндров. Но как это происходит?
На чертеже указаны точные размеры. Из чугунной заготовки в течение полутора дней будет получена будущая головка блока цилиндров. Но как это происходит?
Головка блока цилиндров должна быть способна выдерживать температуры до 700°C и давление от воспламенения свыше 200 бар при работающем двигателе. Головка блока цилиндров закрывает верхнюю часть блока цилиндра и образует верхнюю часть камеры сгорания. Внутри головки блока цилиндров устанавливаются впускные и выпускные клапаны, а так же топливная форсунка. Таким образом, головка блока цилиндров должна быть изготовлена не только из материала высшего качества, но так же должна соблюдаться высокая точность в изготовлении.
Виртуальный производство
Процесс по сверлению и фрезерные операции начинают не на станке, а на компьютере. Каждый фрезерная операция, выполняется обрабатывающим центром, для того, чтобы превратить металлическую заготовку в готовую головку блока цилиндров заранее проходит программирование и моделирование с помощью программного обеспечения ProENGINEER и NCSimul. Bernd Scherer является экспертом в такой виртуальной обработки. Он является производственным планировщиком и координатором NC на MTU. Он описывает процедуру программирования следующим образом: как оператор станка, он вначале выбирает правильные инструменты для конкретных режущих и сверлильных работ на компьютерной системе управления инструментом. Затем он помещает трехмерную виртуальную головку блока цилиндров на виртуальный стол обрабатывающей машины и обеспечивает его виртуальную фиксацию с помощью зажимных приспособлений. С помощью нескольких щелчков мыши он указывает ProENGINEER — программному обеспечению, где и как большая часть поверхности будет срезать, какие отверстия должны будут просверлены. «Система помогает убедиться, что вы всегда используете правильные размеры», пояснил Шерер. Затем он программирует следующий шаг. «Хитрая часть в программирование заключается в нахождение наилучшей последовательности движений на станке, чтобы все поверхности эффективно были обработаны, в этом есть экономическая и технологическое совершенство данной программы», добавил эксперт.
Bernd Scherer является экспертом в такой виртуальной обработки. Он является производственным планировщиком и координатором NC на MTU. Он описывает процедуру программирования следующим образом: как оператор станка, он вначале выбирает правильные инструменты для конкретных режущих и сверлильных работ на компьютерной системе управления инструментом. Затем он помещает трехмерную виртуальную головку блока цилиндров на виртуальный стол обрабатывающей машины и обеспечивает его виртуальную фиксацию с помощью зажимных приспособлений. С помощью нескольких щелчков мыши он указывает ProENGINEER — программному обеспечению, где и как большая часть поверхности будет срезать, какие отверстия должны будут просверлены. «Система помогает убедиться, что вы всегда используете правильные размеры», пояснил Шерер. Затем он программирует следующий шаг. «Хитрая часть в программирование заключается в нахождение наилучшей последовательности движений на станке, чтобы все поверхности эффективно были обработаны, в этом есть экономическая и технологическое совершенство данной программы», добавил эксперт.
Компьютерное моделирование
Для того, чтобы проверить работу данной программы, на сколько она правильно будет проводить данные операции, эксперт имитирует механическую обработку головки блока цилиндров на компьютере. Затем он можно увидеть, как именно движется инструмент и где может быть противоречие в работе между машиной и деталью. Это является основным преимуществом, так как в реальных условиях производства, любое столкновение может привести к существенному повреждению машины, инструмента и обрабатываемой детали. Производственный рабочий MTU снимает заусенцы и стружку на обработанной части заготовки. Головки цилиндров прибывают в MTU из литейного в качестве литых заготовок. Перед тем, как передается для сборки, их поверхности должны быть обработаны и должны быть просверлены отверстия.
Головка блока цилиндра – шаг за шагом.
Настало время для реальных действий. Программа виртуальной обработки создана в ProEngineer передается на реальный станок.

Многоступенчатая обработка
во второй обрабатывающий центр Финиш-автоматах отверстия направляющих клапанов и выемок седла клапана в то же время так , чтобы они точно на одном уровне. Проверка геометрии и размеров с точностью до сотых долей миллиметра после обработки гарантирует , что клапаны функционируют отлично. Второй этап промывки гарантирует , что требования к технической чистоты выполнены. И, наконец, сборка рабочий подходит защитный кожух и заглушки. Если часть проходит последующее испытание на герметичность, он готов к последней стадии производства — фитинга впускных и выпускных клапанов , которые соответственно пропускают воздух внутрь и выхлопных газов из камеры сгорания. Затем головка цилиндра полностью снаряжены в течение длительного срока эксплуатации высокой производительности на двигателе.
Что такое шлифовка ГБЦ и для чего собственно необходима эта процедура?
Шлифовка головки блока цилиндров — это технологический процесс, производимый на специальном оборудовании, с целью доведения плоскости ГБЦ до определенных параметров допустимых заводом изготовителем для плотного сопряжения головки с блоком цилиндров.
Есть несколько вариантов, при которых рекомендована данная процедура:
-
Вариант первый.
Зачастую автомобилисты обращаются с уже сложившейся проблемой, а именно заменой прокладки ГБЦ в связи с течью. Но надо понимать, что это уже видимый результат неправильной работы вашего автомобиля. Причиной может служить, как незначительный перегрев двигателя в связи с неисправностями в системе охлаждения, так и абсолютно случайное попадание воды и в последствие деформация ГБЦ и прогоревшая прокладка, требующая замены. Очень важно выяснить причину неисправности и провести грамотную дефектовку и вероятнее всего причиной пробитой прокладки явилось нарушения сопряжения плоскости ГБЦ и блока цилиндров.
-
Вариант второй
Не редко встречаются обращения владельцев автомобилей с большим пробегом, а соответственно естественным износом. Либо те, кто просто поездил без масла в результатом чего стало «масляное голодание» двигателя. Естественно этим машинам рекомендуется капитальный ремонт ДВС. Действие серьезное и затратное. Но в любом случае не стоит ограничиваться только теми работами, которые указала дефектовка. Ведь головка уже снята и можно уделить ей немного времени и сделать идеально ровной. И при правильной эксплуатации автомобиля это поможет отсрочить на длительный период дальнейшие ремонты.
-
Вариант третий.
Сварочные работы, связанные с ремонтом трещин ГБЦ. При этом повышенная температура локально нагревает головку и происходит деформация. Так же на полости образуются швы, которые тоже убираются при помощи шлифовки ГБЦ.
-
Вариант четвертый.
При не регулярной замене либо некачественной охлаждающей жидкости на полости появляется коррозия. Вариант лечения — шлифовка головки.
-
Вариант пятый (банальный)
Данный случай имеет место быть зимой. Зачастую в связи с нехваткой времени либо просто с желанием сэкономить, мы решаем самостоятельно залить антифриз в систему охлаждения. Тем более, что антифриз уже куплен и лежит он у нас в багажнике. Чего же проще! Остановить машину и залить жидкость. Теперь внимание! Разогретый двигатель, а по системе охлаждения начинает циркулировать ледяной антифриз. В результат, локальный удар и деформация ГБЦ. И снова –шлифовка ГБЦ.
-
Вариант шестой.
Тюнинг автомобиля. Этот вариант касается только любителей, которые фанатично стремятся изменить параметры двигателя.


Делаем вывод: шлифовка ГБЦ, осуществляется при каждом снятии головки блока цилиндров –это приводит к выравниванию поверхности ГБЦ, а, следовательно, увеличивает плотность прилегания головки к блоку. Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Специальный прайс стоимости работ по металообработке
| Наименование работ | ДВС 0.8-1.3 | ДВС 1.5-2.0 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.10 | 900 | 900 | 200 | |||
| фрезеровка головки блока 0.15 | 1000 | 1000 | 200 | |||
| фрезеровка головки блока V-6 | 1000 | 200 | ||||
| фрезеровка головки блока V-8 | 1250 | 250 | ||||
фрезеровка головки блока ряд.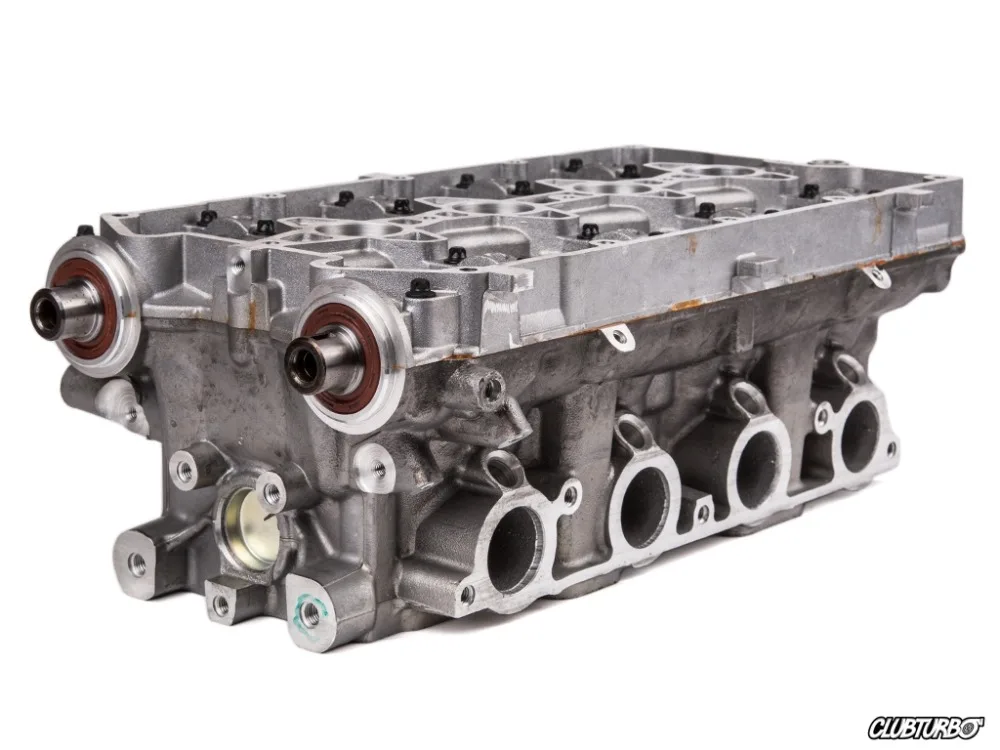 6 6 |
1250 | 250 |
| Наименование работ | ДВС 1,5-1,6 | ДВС 2,0-2,4 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.05 | 500 | 700 | 100 | |||
| фрезеровка головки блока 0.10 | 650 | 850 | 150 | |||
| фрезеровка головки блока 0.15 | 750 | 950 | 150 | |||
| фрезеровка головки блока V-6 | 750 | 150 | ||||
| фрезеровка головки блока V-8 | 750 | 150 | ||||
фрезеровка головки блока ряд. 6 6 |
750 | 150 |
Головки цилиндров — полное руководство
Головка блока цилиндров находится в верхней части двигателя. Его цель — уплотнить верхнюю часть цилиндра для создания камеры сгорания. Головка также образует корпус для клапанного механизма и свечей зажигания. Внутри ГБЦ есть сложные проходы для охлаждающей жидкости и масла. Голова вместе с компонентами, в которых она находится, известна как верхний конец двигателя.
Во многих смыслах головка является механическим центром управления двигателем.Это место встречи систем впуска, выпуска, зажигания и топливной системы.
строительство
Головки цилиндров изготавливаются из чугуна или литого алюминия. Литой алюминий дороже в производстве, но обеспечивает значительную экономию веса и лучше отводит тепло, чем чугун. Практически все серийные бензиновые двигатели используют алюминиевую головку, в то время как чугун по-прежнему широко используется для дизелей из-за его более высокой прочности.
Внутренняя часть головки блока цилиндров представляет собой сложную сеть масляных каналов и каналов для охлаждающей жидкости, даже более сложную, чем блок цилиндров.Чтобы сформировать эти внутренние полости, головы часто отливают методом литья по выплавляемым моделям.
Литье по потере пены
В этом методе литья используется модель головки блока цилиндров из полистирола, изготовленная путем склеивания слоев. Затем модель заполняется формовочным песком и заполняются все пустоты. Это создает плесень вокруг полистирола, который затем испаряется и заменяется расплавленным алюминием. После затвердевания металла песок удаляется и промывается перед обработкой отливки.
Камера сгорания
Камера сгорания — это пространство, в котором сжигается топливно-воздушная смесь. Он образован головкой блока цилиндров вверху, стенками цилиндра и поршнем в качестве дна. Форма камеры сгорания образована выемкой в нижней части головки блока цилиндров. Форма этого углубления определяет, как топливо смешивается с воздухом и как эта смесь горит.
Форма этого углубления определяет, как топливо смешивается с воздухом и как эта смесь горит.
Цель состоит в том, чтобы добиться полного сгорания топлива с равномерным распространением пламени по камере.Топливо необходимо перемешать, и это достигается за счет создания турбулентности — очень быстрого завихрения — смеси, когда поршень движется вверх на такте сжатия.
Форма камеры сгорания менялась на протяжении всей истории создания двигателя.
- В камера клиновидная , такт сжатия выталкивает смесь из узкого конца клина в более широкий конец, создавая турбулентность и концентрируя смесь вокруг свечи зажигания.
- А полукамера представляет собой куполообразную выемку, которая обычно используется на перекрестных головках с одним клапаном.Когда свеча зажигания находится по центру камеры, образуется короткий путь пламени к головке поршня. Сферическая природа полукамеры затрудняет установку нескольких клапанов, которые сегодня используются в большинстве двигателей.
- А односкатная крыша камера сгорания аналогичен полукамеру, но с плоскими поверхностями, что позволяет разместить четыре клапана на цилиндр. Крышные камеры являются наиболее часто используемыми в двигателях, произведенных за последние тридцать лет.

Порты
Отверстия в головке блока цилиндров — это проходы, через которые воздух и выхлопные газы попадают в камеру сгорания и выходят из нее. Они залиты в головку, и их размер и форма имеют большое значение для потока, проходящего через двигатель.
Одна сторона блока обычно подсоединяется к воздухозаборнику, другая — к выпускному коллектору. Это известно как напорная головка , и на сегодняшний день является наиболее распространенным.Обратный поток — это термин для головки блока цилиндров, в которой клапаны находятся на одной стороне, но это редко используется, поскольку оно менее эффективно, чем конструкция с поперечным потоком.
В двигателях с несколькими впускными и выпускными клапанами на цилиндр может быть одно отверстие на цилиндр или одно отверстие для всех впускных и выпускных клапанов. Большое количество вычислений и исследований требуется для формирования портов, чтобы обеспечить максимальный объем и скорость воздуха, проходящего через них.
Большое количество вычислений и исследований требуется для формирования портов, чтобы обеспечить максимальный объем и скорость воздуха, проходящего через них.
Макеты головок цилиндров
в верхний кулачок (OHC) двигатель, преобладающий тип двигателя, используемый сегодня, распредвал находится в головке, тогда как для Верхний клапан (OHV) Схема распредвала находится в блоке.
Рядные двигателиимеют только одну головку блока цилиндров, в то время как плоские двигатели V и W будут иметь несколько головок блока цилиндров, по одной для каждого ряда цилиндров.
Модификации и обновления
Настил головки цилиндров
Головка блока цилиндров может деформироваться в течение всего срока службы, а нижняя поверхность, сопряженная с блоком, может износиться. Чтобы восстановить идеально ровную поверхность, поверхность головки блока цилиндров обрабатывается с помощью процесса, известного как укладка настила, шлифовка поверхности или снятие кромки головки.
Портирование
Портирование — это процесс, при котором порты двигателя модифицируются — обычно открываются, а стенки полируются идеально гладко. Это улучшит прохождение газа через головку. Полировка — это трудоемкий процесс, но ее можно выполнить дома с минимальным набором инструментов, поэтому она популярна среди ремонтников двигателей своими руками.
Современные вычисления CFD (вычислительная гидродинамика) теперь склоняются к теории, согласно которой даже после переноса стенки портов будут более эффективными, если их оставить слегка шероховатыми и не отполированными.
Головка блока цилиндров (автомобиль)
3.3.
Головка цилиндра
Головка блока цилиндров представляет собой отливку, прикрученную к верхней части блока цилиндров
. В нем размещены впускной и выпускной тарельчатые клапаны
, расположены отверстия для свечи зажигания или форсунки
, образуется верхняя поверхность камеры сгорания
и происходит реакция давления сгорания
. Каналы для охлаждающей жидкости, полости, впускные и выпускные отверстия
Каналы для охлаждающей жидкости, полости, впускные и выпускные отверстия
, смазочные каналы, а также свечи зажигания
или бобышки форсунок (рис.3.19) также расположены внутри или бобышки форсунок (рис. 3.19) также находятся внутри
отливки головки.
Головка блока цилиндров съемная для легкого доступа к клапанам
и верхним частям поршней, а также для облегчения обработки отверстия
цилиндра, камеры сгорания и отверстий клапана
. Сопрягаемые грани ГБЦ и блока
Рис. 3.19. Верхний распределительный вал четырехцилиндровый
ГБЦ. ,
имеют плоскую шлифовку, так что прослоенная прокладка зажата между ними, когда головка прикручивается на
болтами, образуя водонепроницаемое и газонепроницаемое соединение.
3.3.1.
Материалы головки цилиндра
Материал головки цилиндров должен быть легко отлит со сложной внутренней формой как для каналов охлаждающей жидкости, так и для впускных и выпускных отверстий. Материал должен быть достаточно прочным на сжатие
Материал должен быть достаточно прочным на сжатие
и способным непрерывно работать при колебаниях давления и температуры газа
при жестком креплении к блоку цилиндров болтами или шпильками. Хотя нагрузки
давления газа не являются чрезмерными для имеющихся материалов, преобладающие температурные градиенты
вызывают неравномерное расширение и сжатие металла в этих областях.В результате в головке блока цилиндров возникают термические напряжения
, что в конечном итоге приводит к деформации или даже трещинам в
критических областях, подверженных воздействию тепла сгорания.
(A) (B)
Рис. 3.20. Формы камеры сгорания.
A. Полусферическая камера. Б. Клиновая камера.
Идеальный материал головки блока цилиндров должен ограничивать температуру поверхности, чтобы смазка
оставалась эффективной, горючие смеси бензина и воздуха не перегревались, вызывая детонацию
, горячие точки, способствующие преждевременному воспламенению, не образовывались, и циклические термические напряжения
не развиваются. В частности, при различных условиях эксплуатации, таких как непрерывная работа
В частности, при различных условиях эксплуатации, таких как непрерывная работа
с полной нагрузкой на автомагистралях или работа при частичной нагрузке со слабыми смесями и поздним воспламенением, температура поверхности
повышается, вызывая локальные термические напряжения, которые могут легко достигать опасно высоких значений
, если не будет достаточно тепла. рассеялся.
Обычно используемые материалы — серый чугун и алюминиевые сплавы. Обычный чугун
для головки блока цилиндров соответствует большинству требований, таких как дешевизна, хорошая литье, хорошая обрабатываемость
, хорошая коррозионная стойкость, адекватная жесткость, прочность и твердость, а также низкое тепловое расширение
.Но у него есть недостатки — большой вес и низкая теплопроводность. Головка из алюминиевого сплава
, напротив, имеет половину веса эквивалентной чугунной головки
. Он также имеет теплопроводность в три раза лучше, чем у чугуна
, благодаря чему снижается вероятность теплового искажения, а система охлаждения головки позволяет использовать более высокие степени сжатия
.%20Toyota%20Aygo%20-%20193368%20-%203f860b67-8074-4300-bc2e-96ed6f051723-DSCN0037.JPG) Недостатки алюминиевого сплава в том, что он дороже,
Недостатки алюминиевого сплава в том, что он дороже,
его коррозионная стойкость уступает чугуну, он намного мягче, чем чугун, и он имеет высокое тепловое расширение
, которое вызывает истирание между головкой из алюминиевого сплава и отливкой. -iron
блок цилиндров при запуске и остановке двигателей, так что необходимы отдельные износостойкие седла клапана
и направляющие вкладыши.
Состав чугуна, используемого в головках цилиндров, аналогичен составу, используемому в блоках цилиндров
(раздел 3.1). Однако в случае алюминиевых сплавов предпочтительны несколько иные составы
. Два обычно рекомендуемых алюминиевых сплава — это
(i) 3,0% меди. 5% кремния, 0,5% марганца в матрице алюминия; и
(ii) 4,5% кремния, 0,5% марганца, 0,5% магния в матрице алюминия.
Медь и кремний в сплавах уменьшают тепловое расширение и сжатие, а
улучшает текучесть и литейные свойства алюминия.Медь способствует старению
, а кремний улучшает сопротивление истиранию. Добавление марганца и магния
Добавление марганца и магния
улучшает прочность сплава. Коррозионная стойкость слегка превосходящего сплава, содержащего медь
, уступает коррозионной стойкости кремний-алюминиевого сплава, не содержащего меди.
3.3.2.
Камеры сгорания бензинового двигателя
Головка блока цилиндров образует верхнюю часть камеры сгорания. Реакции сгорания в камере сгорания
различаются в зависимости от типа топлива, формы камеры сгорания, эффективности системы охлаждения
, расположения свечей зажигания и клапанов, степени сжатия и качества
всасываемого заряда.Форма камеры сгорания, один из наиболее важных факторов
, в первую очередь зависит от формы верхней части поршня и формы кармана, образованного в головке
цилиндра. Эти формы имеют большое влияние на контроль плавности горения.
Камеры сгорания бывают двух типов, например, нетурбулентная полусферическая камера (Рис.
3.20A) и турбулентная клиновая камера (Рис. 3.20B).
3.20B).
В нетурбулентных полусферических камерах сгорание исходит от расположенной по центру свечи зажигания
и, следовательно, завершается в кратчайшие сроки.Конечные газы, вызывающие аномальное сгорание
, имеют мало времени на реакцию, и поэтому детонация сводится к минимуму.
Быстро горящий заряд вызывает высокую скорость повышения давления, что приводит к некоторой шероховатости и шуму двигателя
при средних и больших нагрузках при низких оборотах двигателя. Это может быть неприемлемо для пассажиров. Полусферическая камера лучше всего подходит для гоночных автомобилей.
Камера сгорания с турбулентным клином предназначена для обеспечения равномерной скорости горения за счет управления горением
путем изменения формы камеры сгорания, что приводит к плавному выработке энергии
.Поршень к концу такта сжатия приближается к низкому или плоскому участку
головки, называемому зоной сжатия или зоной закалки. Газы выдавливаются из этой области
в большую часть камеры сгорания, создавая турбулентность внутри заряда. Поскольку свеча зажигания
Поскольку свеча зажигания
расположена в сильно турбулентной части заряда, за зажиганием следует
плавное и быстрое горение. Конечные газы, остающиеся в зоне сдавливания, сжимаются до очень тонкого слоя
менее 0.Толщина 25 мм, когда поршень находится в верхней мертвой точке и охлаждается
и, следовательно, не реагирует. Заряд, примыкающий к поверхности камеры сгорания, имеет толщину от 0,005
мм до 0,050 мм и не горит, поскольку температура заряда ниже температуры его воспламенения
мм.
Полусферические камеры сгорания с меньшей площадью поверхности по сравнению с их объемом выделяют на
меньше несгоревших углеводородов, чем клиновая камера сгорания, которая имеет относительно высокое отношение площади поверхности к объему
.Улучшение конструкции камеры сгорания было добавлено путем изменения
клапанов клиновой головки на расходящиеся углы, изменения положения свечи зажигания,
уменьшения площади гашения и уменьшения отношения площади поверхности камеры сгорания к объему.
Некоторыми примерами таких модифицированных камер являются полисферические, полуклиновые и почечные формы
.
Головка блока цилиндров, показанная на рис. 3.21A, имеет резервуар для создания турбулентности (TGP), который
создает сильную турбулентность или завихрение топливовоздушной смеси во время сгорания.Часть смеси
вдавливается в бак во время сжатия. Он сгорает первым при возгорании и выливается из
с большой скоростью. Это способствует быстрому распространению пламени и лучшему горению.
В устройстве камеры предварительного сгорания (рис. 3.21B) есть горшок с небольшим вентилем
и свеча зажигания. Бедная смесь поступает в основную камеру сгорания. Богатая смесь поступает
в камеру сгорания, где происходит воспламенение. Горячие горящие газы врываются в бедную смесь
, воспламеняя ее.Это обеспечивает хорошую турбулентность и быстрое сгорание бедных смесей,
, и, таким образом, сводит к минимуму выбросы.
Рис. 3.21. Цилиндр.
3.21. Цилиндр.
A. С котлом, создающим турбулентность. Б. С камерой предварительного сгорания.
3.3.3.
Камеры сгорания дизельного двигателя
В дизельных двигателях камера сгорания играет важную роль в работе двигателя.
Камера должна быть спроектирована так, чтобы обеспечивать равномерное перемешивание сжатого воздуха и впрыскиваемого топлива
.Есть много хороших конструкций камер сгорания с ХИ, каждая из которых имеет форму
, обеспечивающую эффективную завихрение. Эти конструкции можно условно разделить на два основных класса
:
(i) Прямой впрыск
(ii) Непрямой впрыск
В первом типе топливо впрыскивается непосредственно в закрытый конец цилиндра, тогда как в
В последнем типе топливо распыляется в отдельную небольшую камеру, которая соединена с цилиндром
небольшим проходом или горловиной.
Прямой впрыск.
На рис. 3.22 показаны основные принципы камеры сгорания с прямым впрыском (DI),
, которая использовалась в тяжелых транспортных средствах на протяжении многих лет и, в слегка измененной форме,
в настоящее время используется для автомобильных двигателей объемом 2 литра. .
Поскольку в ВМТ поршень находится очень близко к плоской головке блока цилиндров, глубокая полость, обработанная в поршне
, содержит большую часть воздуха. Для получения необходимой степени сжатия необходимы верхние клапаны
.Неглубокие выемки в головке поршня обеспечивают зазор для головок клапанов.
Однако неточная установка фаз газораспределения приводит к удару клапанов по поршню. Многоканальный инжектор
позволяет тонко распыленному топливу под высоким давлением (17 МПа) проникать в быстро движущийся воздух
и просто попадать в полость поршня.
Рис. 3.22. Камера сгорания с прямым впрыском.
Завихрение создается как в вертикальной, так и в горизонтальной плоскостях. Поднимающийся поршень направляет воздух
Поднимающийся поршень направляет воздух
в полость, которая перемещается, как показано на рисунке.Когда поршень приближается к ВМТ
ВМТ, это движение ускоряется из-за сжимающего действия воздуха между поршнем и головкой.
Горизонтальное или вращательное завихрение можно получить, наклонив впускное отверстие по касательной к цилиндру,
или замаскировав впускной клапан. Рисунок 3.22A иллюстрирует последнюю конфигурацию, которая является наиболее популярной. Объединение обоих вихревых движений создает вихревой воздушный поток в полости и обеспечивает
хорошую подачу кислорода в зону горения.
Непрямой впрыск.
До середины 1980-х годов тип непрямого впрыска (IDI) обычно использовался в небольших двигателях CI
, устанавливаемых на легковые автомобили. По сравнению с традиционным двигателем DI для тяжелых транспортных средств, IDI работает с
Рис. 3.23. Камера сгорания с косвенным впрыском
(вихревая камера).
более плавно, и поскольку типы IDI используют более низкое давление впрыска
, двигатель может работать
в большом диапазоне скоростей.
Многие камеры сгорания IDI имеют форму
на основе конструкции кометы Рикардо, показанной на
Рис.3.23. В этой конструкции вихревая камера
соединена с основной камерой горловиной
, которая работает при более высокой температуре, чем окружающий металл
.
Воздух проталкивается через горячее горло в камеру
во время сжатия, поэтому к концу этого хода
передняя камера содержит очень горячий воздух в состоянии сильного завихрения. Топливо, впрыскиваемое
в эту быстро движущуюся воздушную массу, быстро распыляется до очень тонкого состояния. Такое распыление
чрезвычайно эффективно, даже если топливо впрыскивается в виде «мягкой» струи с помощью иглы или сопла
с одним отверстием, установленного при сравнительно низком давлении порядка 9.8 МПа.
Как только в вихревой камере начинается горение, горящее топливо вместе с несгоревшим
и частично сгоревшим топливом переносится в поршневую полость в основной камере. Если период впрыска
Если период впрыска
продлен для получения более высокой мощности двигателя, большая часть топлива, впрыскиваемого ближе к концу
периода распыления, не воспламеняется до тех пор, пока не смешается с воздухом в основной камере. Этот
обеспечивает продолжение горения в течение относительно долгого времени, пока он, наконец, не достигнет стадии
, на которой топливо не может найти достаточно кислорода.За пределами этой точки из выхлопной трубы
начинает исходить черный дым. Эта точка появления дыма указывает на максимальное количество топлива, которое может быть впрыскано
без ущерба для экономии, а также представляет собой максимальную мощность, которую
может получить от двигателя.
В двигателе IDI комбинация горячего воздуха и отличного распыления дает короткую задержку зажигания
. По сравнению с типом DI в двигателях IDI интенсивность детонации дизельного двигателя ниже, двигатель
работает более плавно и требуемое цетановое число топлива может быть ниже. У двигателей DI
У двигателей DI
степень сжатия составляет около 16: 1, но в двигателях IDI используется более высокая степень сжатия, порядка
, составляющая 22: 1, а в некоторых случаях достигает 30: 1. В дополнение к требованиям холодного запуска требуется высокая степень сжатия. Степень сжатия
в двигателях IDI также улучшает тепловой КПД, то есть экономию, по сравнению с коэффициентом сжатия
в двигателях DI. Эта особенность также в некоторой степени противодействует большей потере тепла из-за большей площади поверхности камеры сгорания IDI
.
Холодный запуск.
Для всех двигателей CI требуется специальное приспособление для холодного пуска. Хотя впрыск большего количества топлива
и больший процент легко воспламеняющихся фракций, содержащихся во впрыскиваемом заряде
, обычно достаточно для запуска холодного двигателя прямого впрыска, более высокие тепловые потери в установках IDI
требуют, чтобы эти двигатели имели дополнительный холод. стартовые сооружения.
стартовые сооружения.
Для холодного пуска двигателя с ХИ используется один или несколько из следующих методов:
(a) Свеча подогрева, , часто называемая свечой накаливания или горячей лампой, установленная в вихревой камере.Воздух
в камере нагревается электрически за несколько секунд до запуска холодного двигателя.
В наши дни эти вилки часто управляются автоматически.
(6) Нагреватели коллектора, — электрический блок, установлены для предварительного нагрева воздуха, когда он проходит через впускной коллектор
к цилиндру.
(c) Форсунка Pintaux, форсунка игольчатого типа, имеет вспомогательное отверстие для направления топлива в горловину
камеры во время периода запуска.
Свеча накаливания (рис.3.24) устанавливается в каждой камере предварительного сгорания рядом с инжектором. Когда
ключ зажигания включен, наконечники свечей накаливания становятся вишнево-красными с температурой около
1310 К. Световой индикатор накаливания гаснет, когда свечи накаливания становятся достаточно теплыми для запуска двигателя
Световой индикатор накаливания гаснет, когда свечи накаливания становятся достаточно теплыми для запуска двигателя
. Как только двигатель запустился, таймер удерживает свечи накаливания, чтобы они продолжали накалять
(пост-накаливание), пока двигатель не достигнет определенной температуры. Последующее свечение помогает улучшить работу двигателя
на холоде и уменьшить количество белого дыма.Типовая схема подключения системы накаливания показана на
Рис. 3.25.
Рис. 3.24. Свеча накаливания.
Рис. 3.25. Электропроводка системы свечей накаливания.
3.3.4.
Впускной и выпускной патрубки
Системы впуска и выпуска
разработаны с учетом требований максимальной мощности двигателя
с минимальным ограничением
. В то же время
впускная система обеспечивает
удовлетворительное распределение заряда в
впускной системе при частичном дросселировании
и холостых оборотах.
Рис. 3.26. Головка блока цилиндров с сиамскими портами.
Впускной и выпускной каналы представляют собой отлитые в головке блока цилиндров каналы, ведущие от коллекторов
к соответствующим клапанам. Оптимальная конструкция не всегда возможна из-за требований лопатки
к бобышкам болтов головки, направляющим клапанам, охлаждающим каналам и зазору отверстия
толкателя. Рядные двигатели имеют впускные и выпускные отверстия, расположенные на одной стороне двигателя
. Поэтому часто два цилиндра используют один и тот же порт из-за ограниченного пространства
.Эти порты называются сиамскими портами (рис. 3.26). Сиамские впускные каналы
распространены в рядных двигателях, но редки в двигателях V-типа. Более крупные порты и лучшее дыхание возможны в двигателях
, у которых впускное отверстие находится на одной стороне головки, а выпускное отверстие — на противоположной стороне
. В этих двигателях для каждого цилиндра обычно предусмотрен отдельный порт (рис. 3.27).
3.27).
Рис. 3.27. Головка блока цилиндров с отдельными портами.
3.3.5.
Проходы охлаждающей жидкости
Охлаждающая жидкость течет из самой холодной части
двигателя в самую горячую часть.
Охлаждающая жидкость подается в блок, где она
направляется вокруг цилиндров, после
она течет вверх через прокладку
к охлаждающим каналам, залитым в головку цилиндров
. Нагретый хладагент собирается в общей точке
и возвращается в
радиатор для охлаждения, прежде чем он будет переработан
.
Относительно большие отверстия
выполнены на поверхности прокладки головки
в охлаждающие каналы головки. Они
необходимы, потому что сердечник охлаждающего канала
поддерживается через эти отверстия
во время отливки головки.Отверстия
между головкой и блоком обычно слишком большие для правильного потока охлаждающей жидкости
. В этом случае прокладка головки per-
В этом случае прокладка головки per-
играет важную роль, обеспечивая калиброванное ограничение
с пробитыми отверстиями
для правильного потока охлаждающей жидкости через каждое отверстие
(рис. 3.28). Следовательно, прокладка головки
должна быть установлена правильно для надлежащего охлаждения двигателя.
Специальные охлаждающие сопла или дефлекторы встроены в головку для направления охлаждающей жидкости к той части
головки, где требуется отвод локального тепла, например к области выпускного клапана
.Некоторые дефлекторы отлиты в системе охлаждения, а другие — запрессованные сопла из листового металла
.
3.3.6.
Смазочные каналы
Смазочное масло подается в механизм верхнего клапана либо через толкатели клапана
(рис. 3.29), либо через просверленные каналы в головке и отливке блока (рис. 3.30). Прокладка головки
имеет специальные отверстия, позволяющие маслу проходить между блоком и головкой без утечки
. Из клапанного механизма масло возвращается в масляный поддон через каналы возврата масла. Эти
Из клапанного механизма масло возвращается в масляный поддон через каналы возврата масла. Эти
состоят из просверленных отверстий в некоторых двигателях или относительно больших литых отверстий в большинстве двигателей fdr
, что снижает общий вес двигателя и, следовательно, стоимость.
Рис. 3.28. Контроль расхода охлаждающей жидкости.
Рис. 3.29. Смазка клапанного механизма через полые толкатели.
3.3.7.
Шпилька и установочный болт
Головка блока цилиндров помещается на верхнюю часть блока цилиндров, и обе соединяются вместе
шпильками или установочными болтами.Когда головка блока цилиндров прикручивается к блоку, она находится под давлением
, поэтому шпильки или установочные болты находятся в напряжении. Это действие вытягивает и растягивает
металл вокруг резьбовой области в верхней части блока цилиндров (рис. 3.31). Чтобы обеспечить достаточную прочность соединения
3.31). Чтобы обеспечить достаточную прочность соединения
, глубина резьбового расточенного отверстия должна быть как минимум в два раза больше диаметра шпильки
установочного болта, а резьба в блоке должна начинаться как минимум на 0,3 их диаметра
ниже поверхности (рис.3.31).
Рис. 3.30. Просверлены каналы подачи масла в блоке и головке для смазки клапана.
Рис. 3.31. Зенковка под головку блока цилиндров, резьбовую головку блока цилиндров и блок цилиндров с резьбой
отверстий для шпильки или установочного болта.
Отверстия для прижимных винтов должны быть как можно ближе к отверстию, в противном случае поверхности соединения
имеют тенденцию открываться во время сгорания, тем самым снижая их сжатие и эффективность уплотнения.Но если отверстия расположены слишком близко к верху цилиндрического отверстия, они искажаются из-за округлости.
С головкой блока цилиндров из алюминиевого сплава всегда следует использовать установочные болты; в противном случае становится практически невозможным извлечение головки
через шпильки, если между шпильками
и их соответствующими отверстиями в головке цилиндров образуются какие-либо продукты коррозии.
Минимальное количество резьбовых прижимных отверстий в верхней части блока составляет четыре или
в некоторых случаях пять для двигателей с объемом каждого цилиндра примерно до полулитра.Сверх этого объема цилиндра
используются шесть, семь, а иногда даже восемь или девять прижимных винтов.
Рекомендуемый материал для качественных прижимных шпилек или установочных болтов — марганец-молибденовая сталь
, типичный состав которой: 0,35% углерода, 0,2% кремния, 1,6% марганца, ганези
, 0,3% молибдена и 97,55% железа. . После термообработки механические свойства
этой стали становятся следующими:
Прочность на растяжение = 1000 Н / мм2
Предел текучести = 800 Н / мм2
Ударная вязкость = 47 Джоулей
Твердость = от 290 до 340 по Бринеллю
Безопасная рабочая прочность для этой стали составляет 640 Н / мм, что обычно принимается как 80% от предела текучести сталей
.
Как определить, неисправна ли головка цилиндров или треснула
Как узнать, нужна ли вам новая головка цилиндров?
Каждый двигатель время от времени подлежит ремонту.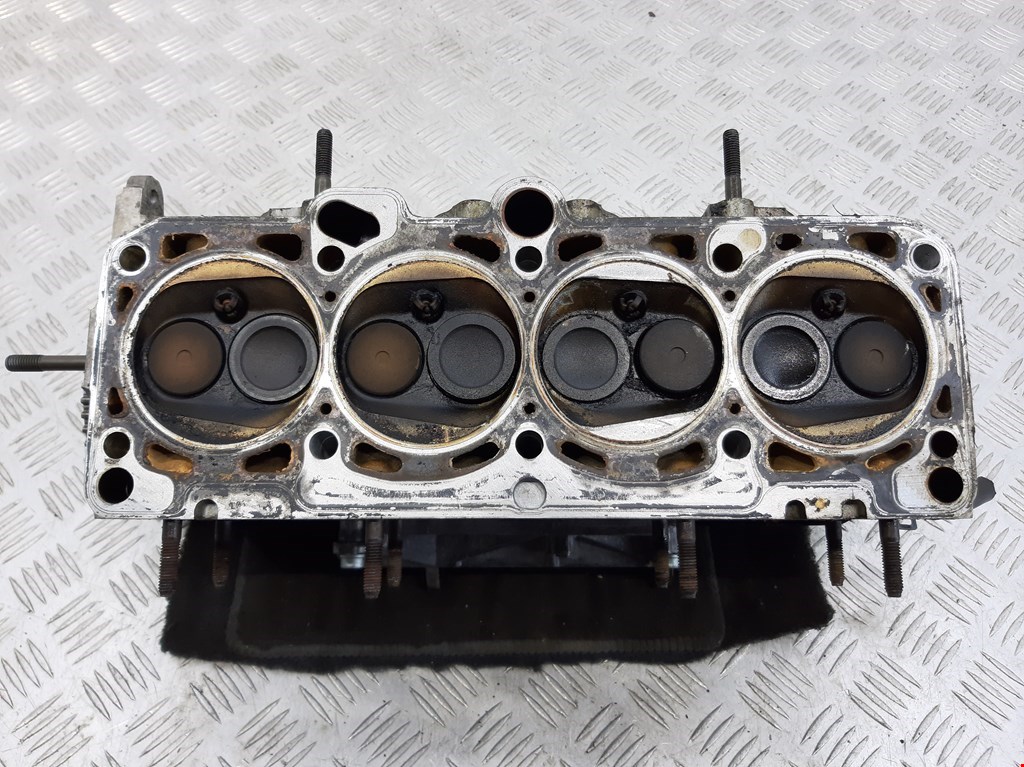 Одна из наиболее важных частей большинства двигателей — это головка блока цилиндров, которая в случае повреждения может оказаться все более опасной, чем дольше она остается без ремонта. Вот некоторые предупреждающие знаки и симптомы, которые могут быть вызваны повреждением головки блока цилиндров.
Одна из наиболее важных частей большинства двигателей — это головка блока цилиндров, которая в случае повреждения может оказаться все более опасной, чем дольше она остается без ремонта. Вот некоторые предупреждающие знаки и симптомы, которые могут быть вызваны повреждением головки блока цилиндров.
Слабый двигатель
Головки цилиндров отвечают за сдерживание и управление внутренним сгоранием цилиндров двигателя, а это означает, что если эта способность нарушена, эффективность и мощность двигателя могут снизиться.Это проявляется в меньшем расходе топлива, медленном ускорении и трудностях подъема на крутые подъемы.
Вердикт : Чаще всего это один из первых признаков треснувшей головки блока цилиндров, и, как правило, его можно отремонтировать на ранней стадии.
Утечка масла
Oil отвечает за смазку механических частей двигателя, включая головку блока цилиндров. Трещина в головке блока цилиндров может вызвать утечку, что наиболее заметно по лужице масла, образующейся на земле, когда автомобиль находится на стоянке в течение достаточно длительного времени. Такой знак может быть поводом для беспокойства, так как масло или охлаждающая жидкость также могут вернуться во внутренние камеры двигателя, если трещина достаточно велика.
Такой знак может быть поводом для беспокойства, так как масло или охлаждающая жидкость также могут вернуться во внутренние камеры двигателя, если трещина достаточно велика.
Вердикт : Обычно, если масло не попало в двигатель и не вызвало каких-либо повреждений других деталей, протекающая головка цилиндра все еще может быть отремонтирована и может не требовать замены.
Утечка охлаждающей жидкости
Охлаждающая жидкость отвечает за охлаждение двигателя, головки блока цилиндров и многие другие процессы. Как и в случае с маслом, треснувшая головка блока цилиндров может вызвать утечку охлаждающей жидкости.Это можно заметить по луже, образующейся под автомобилем, когда он припаркован, или по сигналу предупреждения о перегреве, загорающемуся на приборной панели автомобиля. Охлаждающая жидкость потенциально может загрязнить масло, поэтому головку блока цилиндров следует отремонтировать как можно скорее.
Вердикт : Если охлаждающая жидкость не загрязнила масло из-за достаточно большой трещины в головке блока цилиндров, на этом этапе головку обычно можно отремонтировать, а не заменить.
Пропуски зажигания двигателя
В цилиндрах двигателя воздух и газ образуют смесь под давлением, которая взрывается при возгорании, создавая мощность.Треснувшая головка цилиндра может быть не в состоянии создать необходимую атмосферу для правильного сгорания внутри этих цилиндров, что приводит к отказам сгорания или пропускам зажигания в двигателе. Двигатель может неоднократно выходить из строя во время использования или вообще не запускаться.
Вердикт : Это более серьезный признак, обычно указывающий на серьезные повреждения. Всегда лучше сдать головку блока цилиндров для ремонта или замены, если она начинает проявлять признаки износа, чтобы избежать еще более высоких затрат на ремонт, когда неисправность головки блока цилиндров приводит к повреждению в другом месте автомобиля.
Дым
Белый дым, исходящий от двигателя, может указывать на катастрофический отказ головки блока цилиндров, при котором выхлопные газы сбрасываются прямо в моторное отделение. Это последняя стадия полного отказа головки блока цилиндров, и ее следует избегать, просто отправляясь в ремонт при первых признаках повреждения.
Это последняя стадия полного отказа головки блока цилиндров, и ее следует избегать, просто отправляясь в ремонт при первых признаках повреждения.
Вердикт : Головка блока цилиндров на этом этапе должна быть заменена как можно скорее, поскольку она либо выводит выхлопные газы, либо вызывает загрязнение масла охлаждающей жидкостью, что не является здоровым для систем любого автомобиля.
Специалисты по ремонту ГБЦ
Поскольку ремонт неисправных головок цилиндров или прокладок не является типичным проектом, выполняемым своими руками, мы рекомендуем вам обратиться в профессиональную компанию. Clearwater Cylinder Head Inc. (CCH) — уважаемый, опытный (более 25 лет) дилер. Мы специализируемся на предоставлении качественных и восстановленных головок блока цилиндров с гарантией для различных транспортных средств (легковые, грузовые, лодки и т. Д.). Благодаря огромному онлайн-каталогу головок цилиндров у нас, скорее всего, найдутся головки для ваших потребностей в ремонте. Квалифицированный персонал CCH будет рад помочь вам подобрать головку блока цилиндров, подходящую для вашего автомобиля. Пожалуйста, свяжитесь с Clearwater Cylinder Head Inc. по бесплатному телефону 1-800-572-1963.
Квалифицированный персонал CCH будет рад помочь вам подобрать головку блока цилиндров, подходящую для вашего автомобиля. Пожалуйста, свяжитесь с Clearwater Cylinder Head Inc. по бесплатному телефону 1-800-572-1963.
Что такое разъем для головки цилиндров и как он увеличивает мощность?
Это работа только для самых опытных механиков, но перенос головы может привести к впечатляющему увеличению мощности при правильном выполнении
Есть бесчисленное множество способов модифицировать автомобиль для увеличения мощности, но все они сводятся к одним и тем же общим факторам: подавать больше воздуха и топлива в цилиндры, эффективно сжигать его и выпускать его как можно быстрее и плавнее.И хотя многие заправщики одержимы принудительной индукцией, перенос головки блока цилиндров — гораздо менее радикальная, но стоящая модификация, которая могла бы принести в конюшню еще несколько лошадей.
Головки цилиндров изготавливаются с использованием процесса литья, при этом чугун или алюминиевый сплав заливают в шаблон для застывания. Во время этого процесса может произойти отливка, которая является дефектом, вызванным утечкой металла из стыков в отливке и контактом между основанием формы и материалом в расплавленном состоянии.После изготовления основного материала головки используется обработка с ЧПУ для фрезерования седел клапанов и любых других небольших фасок и надрезов, необходимых для завершения конструкции головки цилиндров.
Анатомия головки блока цилиндров с соответствующим клапанным механизмом выше Все это приводит к довольно грубой головке блока цилиндров, влияющей на поток жидкости, когда она проходит через боковую часть головки блока цилиндров и попадает в цилиндры через горловину клапана. Для наиболее эффективного потока жидкости и максимальной производительности головку блока цилиндров можно обработать, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Для наиболее эффективного потока жидкости и максимальной производительности головку блока цилиндров можно обработать, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Перфорация базовой головки может быть завершена с помощью небольшого ручного сверла с коническими сверлами шлифовального станка, которые по сути действуют как моторизованная наждачная бумага.Для более тяжелых работ, таких как согласование портов, вам понадобится шлифовальный станок и твердосплавные заусенцы, чтобы аккуратно прорезать материал головки блока цилиндров. Более сложную геометрию можно перенести с помощью станка с ЧПУ, используя лазерное наведение для идеальной формы и бритья головки блока цилиндров в точном соответствии с заданными пользователем параметрами.
Перенос головы — долгий, сложный и запутанный процесс, но выигрыш в мощности может того стоить.
Чтобы правильно проанализировать и подтвердить работу, сначала необходимо протестировать головку на стенде для измерения расхода воздуха, который измеряет объемный расход (сколько воздуха входит и выходит из головки).Это даст базовую цифру для сравнения после того, как головка будет полностью перфорирована и отполирована, что приведет непосредственно к увеличению мощности.
Установка ГБЦ для испытаний на стенде воздушного потокаВ головке блока цилиндров есть много областей, которые можно обработать:
• Выхлопные отверстия — материал можно срезать, особенно в верхней части каждого выпускного отверстия, где воздух с наибольшей скоростью выходит из цилиндра. Также можно выполнить согласование порта с выпускным коллектором, убедившись, что нет изменений в диаметре между любыми компонентами, которые в противном случае могли бы вызвать ограничение.
Также можно выполнить согласование порта с выпускным коллектором, убедившись, что нет изменений в диаметре между любыми компонентами, которые в противном случае могли бы вызвать ограничение.
• Впускные отверстия — материал можно сбрить, чтобы избавить порт от выбоин и нежелательного металла от литья, но при этом сохранится определенная шероховатость поверхности, чтобы способствовать испарению топлива, отложившегося на боковых сторонах порта. Изменение всей ориентации впускного порта также может быть крайней, но эффективной формой перфорации головки, например, изменение угла порта по отношению к бегунку от впускного коллектора для минимизации возмущения потока жидкости.Согласование портов также применяется к впускному коллектору, чтобы убедиться, что он точно соответствует
• Карман горловины клапана — возможно, наиболее важная область, которую нужно сгладить и расширить, способствуя эффективному движению потока через горловину за счет сглаживания любых кромок и фаски, оставленных заводской обработкой
• Седло клапана — особенно сложная работа, которую почти наверняка должен выполнять только тот, у кого есть доступ к оборудованию с ЧПУ, эта модификация гарантирует, что клапаны создают точное уплотнение с седлом клапана в закрытом состоянии, тем самым улучшая объемный КПД клапана. двигатель
двигатель
• Камера сгорания — полировка верхней части камеры сгорания (в которой находится свеча зажигания) способствует эффективному выпуску газа из цилиндра, а полированная поверхность обеспечивает плавный переход сгоревшей топливно-воздушной смеси из цилиндра. цилиндр и в выпускной коллектор
Соответствие порта может включать стружку из выпускного и впускного коллектора вместо головки блока цилиндров. Когда увеличение мощности от других методов достигнет предела до точки, перенос головки может стать отличным следующим шагом к созданию еще одного скачка мощности.Не ждите огромных скачков мощности; результаты, очевидно, зависят от исходного состояния ГБЦ и качества изготовления. Если вы верите в болтовню на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до более 50 л. С. Дополнительно от порта и полировки, так что это ни в коем случае не линейный процесс.
Если вы верите в болтовню на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до более 50 л. С. Дополнительно от порта и полировки, так что это ни в коем случае не линейный процесс.
Однако небольшое расширение впускного и выпускного отверстий немного изменит способ выработки мощности вашим двигателем; крутящий момент будет принесен в жертву в диапазоне оборотов из-за уменьшения скорости жидкости из-за нового расширения порта, но прирост мощности будет высоким в диапазоне оборотов, так как больший объемный расход воздуха и топлива может пройти в цилиндры.Соедините отверстие головки с рабочим распределительным валом с хорошим высоким подъемом клапана, и это может иметь серьезный потенциал для более высокой выходной мощности в верхнем диапазоне оборотов.
Двигатель LS1, похоже, имеет широкий простор для работы с головкой блока цилиндров.
Предостережение перед тем, как вы начнете разбирать головку блока цилиндров с помощью дрели — этот вид модификации должен выполняться только тем, у кого есть прошлый опыт, или путем передачи головки в профессиональную мастерскую для обработки.Чрезмерное портирование головы не оставляет пути назад; это приведет к тому, что головка блока цилиндров окажется в мусорном ведре и ее придется заменить.
Так что не полагайтесь на обучающие материалы или статьи YouTube, посвященные портированию и полировке головки блока цилиндров. Однако с помощью опытного прикосновения и некоторого точного шлифования вы можете получить некоторых когда-либо необходимых дополнительных лошадей обратно под капот, что по сути является просто очисткой!
American Cylinder Head Inc — Продажа и ремонт головок цилиндров
Добро пожаловать в американскую головку блока цилиндров
Если вам нужен Quality , вам нужна головка цилиндра American
- Головка блока цилиндров Ремонт и Восстановление
- Головки цилиндров для автомобильной, тяжелой и промышленной техники и КПГ
- Огромный выбор ГБЦ на складе
- Превосходное качество
- ISO 9001: 2009 Сертифицировано
- Отличные цены
- Возможна обработка на заказ
- Ремонт головки блока цилиндров для тяжелых условий эксплуатации
- Ремонт головки промышленного блока цилиндров
- Головки блока цилиндров для сжатого природного газа (КПГ)
- 6 Точка зрения наших головок блока цилиндров
- Сделано в США
Информация о головке блока цилиндров (США)
Адрес: 499 Lesser Street Oakland CA 94601 Часы работы:
Пн-пт 7:00 — 16:30
Телефон: (800) 356-4889
Факс: (510) 536-6620
Электронная почта: sales @ americancylinderheads. com
com
или воспользуйтесь нашей контактной формой
Почему мы?
- У нас на складе есть новые и отремонтированные головки блока цилиндров, готовые к отправке.
- Fast Service, мы обработаем ваш заказ, как только вы его отправите.
- Превосходное качество. American Cylinder Head придерживается очень точных международных стандартов; мы
сертифицированы по ISO 9001: 2009. - Мы НЕ передаем нашу работу на аутсорсинг, все делается в нашем магазине здесь, в Калифорнии, США.
- У нас есть возможность отремонтировать головки цилиндров для тяжелых условий эксплуатации и промышленного назначения!
- Предлагаем индивидуальную обработку головки блока цилиндров.
- Оптовые заказы доступны по запросу.

Компания American Cylinder Head является ЕДИНСТВЕННЫМ предприятием по восстановлению головок блока цилиндров в Соединенных Штатах, которое соответствует требованиям ISO 9001-2009.
Чтобы соответствовать требованиям ISO, мы прошли строгую программу сертификации, в которой основное внимание уделялось контролю качества. Соответствуя стандарту ISO 9001: 2009, американская головка блока цилиндров демонстрирует приверженность качеству, стремление к постоянному совершенствованию и сознательную заботу об удовлетворении потребностей клиентов.
Итак, что для вас означает соответствие стандарту ISO 9001: 2009 компании American Cylinder Head?
ISO 9001: 2009 означает, что вы, как потребитель, можете рассчитывать на качественное обслуживание с момента принятия заказа до его отправки.Жалоба на соответствие стандарту ISO 9001: 2009 гарантирует американским заказчикам головок цилиндров, что в их распоряжении находится знающий и обученный персонал.

Нет такого файла или каталога.
Ultimate LS Cathedral Port Руководство по головкам цилиндров
Головки цилиндров Cathedral Port были ошибочно отвергнуты многими в кругах серии LS как «устаревшие». Однако их тонкое поперечное сечение позволяет создавать высокоскоростные рабочие колеса меньшего объема с отличным потоком. Для уличного автомобиля такая конструкция означает отличную реакцию на дроссельную заслонку, крутящий момент и среднюю мощность.
Этот технический совет взят из полной книги ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ РУКОВОДСТВО ПО ГОЛОВКЕ ЦИЛИНДРОВ GM LS-СЕРИИ. Подробное руководство по этому вопросу вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://lsenginediy. com/ultimate-ls -кафедральный порт-руководство-головки цилиндров /
com/ultimate-ls -кафедральный порт-руководство-головки цилиндров /
Испытания
Dyno доказали, что сопоставимые послепродажные головки портовых портов могут сравниться с прямоугольным портом по пиковой мощности, при этом оказавшись гораздо более впечатляющими под кривой.Для шоссейных гонок идеален порт с кафедральным собором, который даже доказал свою пригодность в дрэг-рейсинге с измененным углом клапана и более крупными рабочими колесами.
Заводские руководители
LS1
Оригинальный дизайн головки блока цилиндров Gen III, с которого все началось, помогал производить 350 л.с. при рабочем объеме 5,7 литра. В модельные годы происходят изменения, которые обозначаются различными номерами отливок (последние три цифры — это номер детали).Более поздние отливки «241» отличались более легкими клапанами, более распространенной конфигурацией болтов крышки центрального клапана и несколькими другими нюансами, делающими их более желанными, чем отливка «853».