
Шлифовка коленчатого вала в домашних условиях: процесс, инструменты, цена
04.02.20239 501 1 5 Двигатель
Автор:Иван Баранов
Со временем эксплуатации транспортного средства любой его узел или агрегат будет нуждаться в ремонте. Многие автомобилисты сталкиваются с таким вопросом, как шлифовка коленвала, в результате износа рабочих поверхностей всевозможных подшипников. Именно технологическому процессу восстановления коленчатых валов и посвящен этот материал.
Содержание
- 1 В каких случаях необходимо производить шлифовку коленвала?
- 1.1 Причины, по которым возникает необходимость расточки
- 1.2 Симптомы необходимости ремонта шеек коленчатого вала
- 2 Подробная инструкция
- 2.1 Инструменты, станок
- 2.2 Этапы
- 3 Как можно продлить жизнь коленвалу?
- 4 Видео «Шлифовка коленвала»
[ Раскрыть]
[ Скрыть]
В каких случаях необходимо производить шлифовку коленвала?
Коленчатый шкив представляет собой довольно сложный по конструкции и функционированию элемент двигателя. Его предназначение заключается в преобразовании возвратно-поступательных движений поршней в крутящий момент. Если объяснить в двух словах, то коленвал позволяет транспортному средству двигаться, без него невозможна работа ни одного двигателя.
Его предназначение заключается в преобразовании возвратно-поступательных движений поршней в крутящий момент. Если объяснить в двух словах, то коленвал позволяет транспортному средству двигаться, без него невозможна работа ни одного двигателя.
Перед тем, как рассказать, что такое расточка коленвала, разберемся, что же влияет на его износ:
- В блоке двигателя коленчатый монтируется в нижней части как минимум на пяти подшипниках (коренных). Кроме того, здесь находится и некоторое количество шатунных подшипников (в зависимости от числа цилиндров). Необходимость расточки компонента возникает в результате износа шатунных или коренных элементов.
- Также на это влияют и шатуны, которые связаны с поршнями. Они монтируются к эксцентрическим кольцам при помощи подшипников скольжения.
- Если автомобиль долгое время эксплуатируется без обслуживания колец и так называемых вкладышей, в системе значительно снижается уровень давление смазывающей жидкости.
 От этого из строя может выйти даже двигатель.
От этого из строя может выйти даже двигатель.
 От этого из строя может выйти даже двигатель.
От этого из строя может выйти даже двигатель.Именно в таких случаях, если вы не хотите приобретать вышедшие из строя компоненты, осуществляется расточка коленвала, то есть процесс восстановления его работоспособности. Профессионалы в этой отрасли давно знают, что конструкция коренных и шатунных элементов скольжения коленчатого шкива осуществляется с использованием сменных вкладышей. В том случае, когда их износ достигает критических пределов, приходится разбирать двигатель и монтировать новые компоненты.
Причины, по которым возникает необходимость расточки
На самом деле причины, по которым осуществляется процесс восстановления и шлифовка коленвала, очень банальны. И связаны они исключительно с эксплуатацией транспортного средства.
Причины необходимости восстановления следующие:
- Если вы регулярно используете низкокачественную смазывающую жидкость. Смазка низкого качества напрямую влияет на износ всех компонентов.
- Если вы меняете моторную жидкость гораздо реже, не соблюдая срок замены. В том числе речь идет и о фильтрующих элементах. В добавок к этому, если масло низкокачественное, то необходимость расточки наступит гораздо раньше.
- Еще один недостаток в эксплуатации — это недостаточный прогрев мотора перед началом езды. Особенно это касается эксплуатации транспортного средства в зимнее время года. В этом случае машину нужно как следует прогревать.
- Если транспортное средство регулярно используется в режиме повышенных нагрузок.
- Если в двигатель внутреннего сгорания каким-то образом попадает влага.
- В том случае, если произошел повышенный износ посадочных мест, поскольку сопрягаемые элементы ДВС изначально были низкокачественными. Либо же при эксплуатации авто был нарушен режим их термической обработки.
 Смазка низкого качества напрямую влияет на износ всех компонентов.
Смазка низкого качества напрямую влияет на износ всех компонентов.Симптомы необходимости ремонта шеек коленчатого вала
Итак, при каких симптомах возникает необходимость восстановления узла и ремонта шеек.
Это обычно происходит при проявлении следующих дефектов:
- Если при демонтаже узла вы заметили, что на трущихся поверхностях образовались царапины в результате механического воздействия.
- Если значительно увеличились допустимые размеры зазоров, это также является недостатком.
- Если на поверхности шеек образовались кольцевые риски.
- Если произошел перегрев двигателя, при это заклинили или расплавились вкладыши.
Подробная инструкция
С причинами и симптомами необходимости восстановления мы разобрались. Где расточить коленвал и сколько это стоит? Именно такой вопрос приходит в голову каждому владельцу транспортного средства, столкнувшегося с необходимостью ремонта узла. Ответ прост — коленчатый шкив вполне можно расточить в домашних условиях, разумеется, при наличии необходимого оборудования (станка), инструментов и определенных знаний.
Произвести такую процедуру в гараже практически невозможно, поскольку для этого нужен специальный станок.

Но вы должны максимально понимать эту тему, поскольку изучить техническую литературу и посмотреть один раз, как это делает специалист, будет крайне недостаточно. Как минимум, нужно иметь соответствующий опыт. Итак, как происходит расточка — весь технологический процесс с подробным описанием предоставлен ниже.
Загрузка …
Инструменты, станок
- Первое, что вам потребуется для восстановления узла — это специализированный станок. Учтите, что без него работа будет невозможной, станок — это самое важное.
- Набор гаечных ключей.
Этапы
- Итак, перейдем к технологическому процессу. В первую очередь необходимо будет демонтировать с мотора все навесное оборудование. В данном случае нужно также снять сцепление с маховиком, а также КПП. Слейте все расходный материалы (моторную жидкость, антифриз) из систем. Подождите какое-то время, пока полностью не сольется все масло. Используйте весь необходимый для этого инструмент.
- После того, как демонтировано все навесное оборудование, мотор следует вытащить из подкапотного пространства. Разумеется, самому справиться с этой задачей у вас вряд ли получится, поэтому заранее позаботьтесь о том, чтобы у вас был помощник.
- Далее, необходимо вскрыть поддон двигателя. После этого можно открутить крышки шатунных и коренных подшипников. Используйте для этого весь необходимый инструмент. Когда крышки откручены, их можно демонтировать вместе с вкладышами, а сам коленчатый шкив для восстановления следует извлечь.
- Следующим этапом процесса восстановления коленчатого вала будет полная прочистка. Это делается перед тем, как осуществлять его расточку. Очистка элемента должна быть наиболее эффективной, поскольку этот шаг является очень важным во всем процессе.
- Как правило, сам процесс шлифовки начинается с работы с шатунными шейками. Чтобы осуществить эту процедуру, коленчатый вал необходимо установить на специализированный станок. Как вы можете увидеть на фото, такой станок вы вряд ли сможете взять в прокат, поэтому данная процедура возможна только в специализированных автосервисах или на производстве. Шатунные шейки необходимо правильно отшлифовать, соблюдая технологию (сначала измеряется самая изношенная шейка, чтобы определить размеры, до которых необходимо осуществлять расточку). Если ошибиться в этом вопросе, последствия могут быть необратимыми вплоть до того, что потребуется замена компонента.
- Когда этот шаг завершен, на станке необходимо осуществить балансировку. После балансировки при помощи стоек с индикатором элементы должны находиться в таком виде, чтобы ось шеек не совпадала, их следует выставить по оси вращения. Это условие является обязательным, поэтому также обратите на это внимание. Таким образом при балансировке наружная поверхность шеек стачивается до нужных габаритов.
- И только потом, когда выполнены все приведенные выше действия и узел установлен на станок, можно приступать к самому процессу шлифовки коленчатого шкива. Вам необходимо правильно его отшлифовать, после чего коленчатый вал промывается. Промывка должна осуществляться очень качественно, особое внимание необходимо уделять смазочным каналам.
- После всех этих этапов наступает черед коренных шеек. Как и в предыдущем случае, начать необходимо с той шейки, которая изношена больше остальных. Таким образом определяется их ремонтный размер. Все остальные шейки подгоняются под эти габариты.
- Затем, когда все этапы процесса завершены, вам следует осуществить проверку правильности формы узла. Сравнивать со стандартами бессмысленно, иначе в чем смысл шлифовки. Но все размеры должны соответствовать друг другу и быть пропорциональны. Некоторые осуществляют расточку коленвала с напылением, такой шаг позволяет увеличить ресурс эксплуатации узла. Однако, напыление не является обязательным условием, поэтому мы обойдемся без него.
 Используйте весь необходимый для этого инструмент.
Используйте весь необходимый для этого инструмент. Как вы можете увидеть на фото, такой станок вы вряд ли сможете взять в прокат, поэтому данная процедура возможна только в специализированных автосервисах или на производстве. Шатунные шейки необходимо правильно отшлифовать, соблюдая технологию (сначала измеряется самая изношенная шейка, чтобы определить размеры, до которых необходимо осуществлять расточку). Если ошибиться в этом вопросе, последствия могут быть необратимыми вплоть до того, что потребуется замена компонента.
Как вы можете увидеть на фото, такой станок вы вряд ли сможете взять в прокат, поэтому данная процедура возможна только в специализированных автосервисах или на производстве. Шатунные шейки необходимо правильно отшлифовать, соблюдая технологию (сначала измеряется самая изношенная шейка, чтобы определить размеры, до которых необходимо осуществлять расточку). Если ошибиться в этом вопросе, последствия могут быть необратимыми вплоть до того, что потребуется замена компонента. Вам необходимо правильно его отшлифовать, после чего коленчатый вал промывается. Промывка должна осуществляться очень качественно, особое внимание необходимо уделять смазочным каналам.
Вам необходимо правильно его отшлифовать, после чего коленчатый вал промывается. Промывка должна осуществляться очень качественно, особое внимание необходимо уделять смазочным каналам.Когда все работы завершены, необходимо произвести полную прочистку узла от продуктов износа, то есть металлической стружки и прочего мусора. Далее, узел необходимо смазать, затем собираются все компоненты механизма. Полученный узел монтируется обратно в двигатель. Вся сборка происходит в обратной последовательности.
Далее, узел необходимо смазать, затем собираются все компоненты механизма. Полученный узел монтируется обратно в двигатель. Вся сборка происходит в обратной последовательности.
Как можно продлить жизнь коленвалу?
- Нужно бережно использовать свое авто. Не допускайте перегрева двигателя, как можно реже ездите на повышенных оборотах.
- Вовремя меняйте расходный материалы (масло, фильтр).
- Лучше не используйте дополнительные присадки (желательно сразу брать качественное масло).
- Процесс ремонта ДВС лучше доверять профессионалам.
Видео «Шлифовка коленвала»
Больше информации — на видео.
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (71.43%)
Нет (28.57%)
Шлифовка коленвала – причины и технология ремонта
Как бы не боролись инженеры и конструкторы с силой трения, она пока является единственным фактором, приводящим к износу деталей. Именно из-за износа рабочей поверхности многочисленных подшипников скольжения многие автолюбители начинают изучать, как происходит шлифовка коленвала.
Именно из-за износа рабочей поверхности многочисленных подшипников скольжения многие автолюбители начинают изучать, как происходит шлифовка коленвала.
Учитывая, что процедура эта чрезвычайно сложна и ответственна, проводить её могут специально подготовленные работники при наличии соответствующего токарного оборудования. Водителю остаётся лишь усвоить причины, по которым приходится проводить обработку коленчатого вала, принимать меры к тому, чтобы за ремонтом двигателя приходилось обращаться как можно реже.
Содержание
- Для чего производится шлифовка коленвала
- Как шлифуют коленвал?
- Как можно продлить жизнь коленвалу?
Для чего производится шлифовка коленвала
Коленчатый вал – это сложная по конфигурации деталь, которая преобразует возвратно-поступательные движения поршней в крутящий момент. Проще говоря, благодаря коленвалу автомобиль получает возможность ехать. Без этой детали не может работать ни один мотор.
- В блоке мотора коленвал закреплён в нижней части на пяти (и более) коренных подшипниках, количество шатунных подшипников соответствует количеству цилиндров.
- Шатуны, связанные с поршнями также прикрепляются к эксцентрическим шейкам с помощью подшипников скольжения.
- Коренные и шатунные подшипники – вот зона повышенного внимания автовладельца. Для того, чтобы подшипники выполняли свою работу, по скрытой системе смазки к ним подаются масло.
- С течением времени происходит износ вкладышей и шеек, давление масла падает, мотор выходит из строя.

Вот для того, чтобы вернуть двигатель к жизни, но при этом не покупать новые детали, используется шлифовка коленвала.
Конструкция коренных и шатунных подшипников скольжения коленвала предполагает использование сменных вкладышей из специального сплава. Если износ достигает определенных пределов, следует разобрать мотор и установить новые вкладыши, которые будут чуть толще, чем, те, которые были установлены первоначально. Диаметр шеек, хотя и уменьшен из-за износа, но всё же, не позволяет установить сразу коленвал на новые вкладыши.
Следует сточить наружную поверхность шейки до такого диаметра, который позволит установить его с новыми ремонтными вкладышами. Процесс подгонки диаметра коренных и шатунных шеек под новые вкладыши и называется – шлифовкой коленвала. Изменение диаметра происходит на сотые и десятые доли миллиметра, а количество шлифовок ограничено количеством ремонтных размеров вкладышей.
Процесс подгонки диаметра коренных и шатунных шеек под новые вкладыши и называется – шлифовкой коленвала. Изменение диаметра происходит на сотые и десятые доли миллиметра, а количество шлифовок ограничено количеством ремонтных размеров вкладышей.
Как шлифуют коленвал?
Хотя отечественные автомобили предоставляют владельцам неограниченные возможности при проведении самостоятельного ремонта, есть процедуры, которые физически невозможно выполнить в условиях даже хорошо оборудованного гаража. Так и шлифовка коленвала своими руками в условиях гаража невозможна, так как для этого необходимо сложное высокоточное токарное оборудование.
Кроме этого работник, выполняющий шлифовку должен пройти соответствующее обучение, а для качественного выполнения задания обладать достаточным опытом. Автовладелец в данном случае без дела не останется, так как ему следует выполнить следующие процедуры:
- снять с двигателя всё навесное оборудование, включая коробку передач и сцепление с маховиком;
- извлечь двигатель из моторного отсека;
- вскрыв поддон мотора, открутить крышки коренных и шатунных подшипников;
- снять крышки с вкладышами и извлечь коленвал;
- очищенный коленвал передают в руки токарю.

Для шлифовки используют специальный станок, который позволяет изменять ось вращения. Шлифовку начинают либо с шатунных шеек, либо с самых изношенных коренных. Измеряя максимально изношенную шейку можно определить размер, до которого придётся производить расточку. После балансировки и выстраивания шеек строго по оси вращения, наружная поверхность шеек протачивается до необходимого размера. После обработки коленвал обязательно вымывают, особенно смазочные каналы. Это участок работы, который вполне можно назвать шлифовкой коленвала своими руками.
Как можно продлить жизнь коленвалу?
Автовладельцы, которым приходилось на собственном опыте познать, как шлифуют коленвал, знают, насколько дорогостоящей может быть эта операция. Кроме того, приходится полностью разбирать мотор, что влечёт за собой дополнительные финансовые затраты. Даже при условии срочности ремонта, машина несколько дней ездить не будет, а в последующий обкаточный период должна эксплуатироваться очень осторожно.
Во многом срок эксплуатации мотора зависит от самого водителя. Для того, чтобы как можно дольше не обращаться за помощью специалистов, следует выполнять простые правила:
- бережно эксплуатировать машину, не допуская перегрева или работы на повышенных нагрузках;
- своевременно менять моторное масло и фильтры, при этом заливать только такое, которое рекомендовано производителем автомобиля;
- очень осторожно относиться к вопросу использования всевозможных присадок к маслу;
- любой ремонт, связанный с проникновением в полость мотора доверять только квалифицированным сотрудникам.
Контролировать состояние коленвала можно по известным признакам, к которым относят давление в системе смазки и состояние моторного масла. Заботливый автовладелец за время эксплуатации авто может и не столкнуться с подобным видом ремонта двигателя.
ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА
www.swisschuck.comЭта статья была написана для SwissChuck, ведущего производителя зажимных приспособлений, с явной целью дать своим клиентам рекомендации по скорости и подаче.
Шлифовка коленчатого вала
Вместе с распределительным валом коленчатый вал является наиболее сложной и дорогостоящей механической частью двигателя внутреннего сгорания. Вся мощность двигателя действует на коленчатый вал. Следовательно, кривошип преобразует возвратно-поступательное линейное движение поршней во вращательное движение и усилие. Это вращательное усилие передается на трансмиссию, а затем на колеса. Коленчатые валы либо выкованы из стального прутка для более мощных дизельных двигателей, либо подвергнуты термообработке поверхности в диапазоне от 25 до 40 HRc. В качестве альтернативы изготавливают коленчатые валы из литого чугуна с шаровидным графитом от 150 до 250 BHN для автомобильных двигателей. Однако сегодня преобладают кованые коленчатые валы, так как они легче и обладают более высокими демпфирующими свойствами, чем литые коленчатые валы.
Однако сегодня преобладают кованые коленчатые валы, так как они легче и обладают более высокими демпфирующими свойствами, чем литые коленчатые валы.
Современные станки для шлифования коленчатых валов работают почти исключительно с керамическим кругом из эльбора на высоких рабочих скоростях.
Различные участки шлифования коленчатого вала требуют различных стратегий шлифования.
· Колчание для соединительных стержней (ответственность за действие подъема)
· Журналы для подшипников (концентрические с осью вращения коленчатого вала)
· Фланцы для монтажа Flywheel
· End Journ
Рисунок 1: Номенклатура коленчатых валов
Рисунок 2: Шлифовальные операции, выполняемые на коленчатом валу
Основное различие при шлифовании коленчатого вала заключается в шлифовке коленчатых валов (шатунных шеек) и коренных подшипников.
Иллюстрация 3: Шлифование шатунных шеек и шатунных шеек
Кроме того, на каждом конце коленчатого вала выполняются две стандартные операции врезания с цилиндрическим углом наружного диаметра. Один для концевого штока, где установлена ведущая звездочка распределительного вала. С другой стороны, операция врезания под вторым углом предназначена для шлифования фланца, на котором установлен маховик.
Один для концевого штока, где установлена ведущая звездочка распределительного вала. С другой стороны, операция врезания под вторым углом предназначена для шлифования фланца, на котором установлен маховик.
Рис. 4: Шлифование диаметра фланца и концевого штока
В то время как шлифование шеек представляет собой цилиндрическую врезную операцию, шлифование шатунных шеек является несколько более сложным, поскольку шатунная шейка совершает дополнительное орбитальное движение, которое компенсируется перемещением колесо назад и вперед вдоль его оси X.
Рисунок 5: Орбитальное движение шатунной шейки и осевое смещение шлифовального круга
При стандартном врезном шлифовании точка контакта всегда находится на одной и той же горизонтальной оси шлифовального круга и заготовки. Напротив, точка контакта при шлифовке шатунной шейки перемещается вертикально вверх и вниз, как показано ниже:
Иллюстрация 6: Орбитальное движение шатунной шейки и смещение точки контакта
Для этого требуется сложный алгоритм для координации движений оси заготовки по оси C и оси X, чтобы шатунная шейка была идеально круглой. Для шлифовки шатунов существует несколько вариантов, в зависимости от созвездия шлифовального круга шлифовальной бабки станка. Если имеется только одна шлифовальная головка, она шлифует каждый штифт отдельно, как показано ниже.
Для шлифовки шатунов существует несколько вариантов, в зависимости от созвездия шлифовального круга шлифовальной бабки станка. Если имеется только одна шлифовальная головка, она шлифует каждый штифт отдельно, как показано ниже.
Рис. 7: Шлифовка шатунной шейки одинарной шлифовальной головкой
Если станок для шлифовки кривошипов имеет две шлифовальные головки, он одновременно шлифует две шатунные шейки. В более простом созвездии колесных головок колесные головки могут двигаться одновременно назад и вперед. Для коленчатого вала четырехцилиндрового двигателя две шатунные шейки на одной и той же горизонтальной оси шлифуются вместе. Это могут быть шатунные шейки 1 и 4 или 2 и 3, как показано ниже.
Рис. 8: Шлифование шатунных шеек двойной шлифовальной головкой
Рис. 9: Одновременное шлифование двойной шлифовальной головкой
Современные станки для шлифовки коленчатых валов также могут иметь шлифовальные головки, которые могут двигаться в противоположных направлениях друг относительно друга. Эта установка позволяет шлифовать шатунные шейки, расположенные не на одной горизонтальной оси, например, шатунные шейки 1 и 2 или 3 и 4.
Эта установка позволяет шлифовать шатунные шейки, расположенные не на одной горизонтальной оси, например, шатунные шейки 1 и 2 или 3 и 4.
Рисунок 10: Шлифовка шатунов с двумя отдельными шлифовальными головками
Шлифование коренных подшипников
Коренные шейки являются местами расположения подшипников коленчатого вала в двигателе. Поскольку они находятся в идеальном соответствии с осью вращения коленчатого вала, шлифование коренных подшипников является стандартной операцией врезного шлифования наружного диаметра. Та же конфигурация шлифовального станка используется для шлифования шатунных шеек. Станок может иметь одну или две шлифовальные головки.
Рисунок 11: Шлифование шейки подшипника с помощью одинарной шлифовальной головки
В дополнение к подходу с одним шлифовальным кругом, описанному выше, конфигурация с двумя шлифовальными кругами может одновременно шлифовать две шейки подшипника.
Рис. 12: Одновременное шлифование шеек подшипников с помощью двойной шлифовальной головки
В качестве альтернативы шейки подшипников можно шлифовать на бесцентровом шлифовальном станке. Здесь все шейки подшипников шлифуются за один установ со сложной колесной формулой. При бесцентровом шлифовании заготовка свободно сидит на так называемом рабочем лезвии. Он прижимается к шлифовальному кругу регулирующим кругом. На следующем рисунке показана типичная установка бесцентрового колеса:
Здесь все шейки подшипников шлифуются за один установ со сложной колесной формулой. При бесцентровом шлифовании заготовка свободно сидит на так называемом рабочем лезвии. Он прижимается к шлифовальному кругу регулирующим кругом. На следующем рисунке показана типичная установка бесцентрового колеса:
Рис. 13: Бесцентровое шлифование шеек коренных подшипников
Параметры процесса плунжерного шлифования коленчатого вала
Скорость вращения колеса vc диапазон составляет от 80 до 100 м/с, особенно при шлифовке шатунных шеек.
Подача vf : Скорость подачи врезания (мм/мин) имеет несколько предустановленных точек переключения, известных при стандартном круглом врезном шлифовании. В начале цикла шлифования шлифовальный круг подается с высокой скоростью подачи в заданное безопасное положение заготовки, чтобы сократить время шлифования воздухом.
Рис. 14: Шлифование диаметра шатунной шейки и упорной поверхности
После подачи сигнала о контакте станок запускает более медленный цикл черновой подачи до тех пор, пока не будет достигнута заданная точка переключения. Здесь станок снижает скорость подачи до предварительно заданной чистовой скорости подачи, пока не достигнет следующей заданной точки переключения. Затем он изменяет чистовую чистовую скорость подачи до тех пор, пока не будет достигнут окончательный заданный размер. На этом этапе станок останавливает подачу. Тем не менее, он остается неподвижным в течение нескольких оборотов в фиксированном положении по оси X, называемом искровым разрядом. Искровой разряд служит для снятия остаточного напряжения в заготовке и придания окончательного размера и чистоты поверхности.
Здесь станок снижает скорость подачи до предварительно заданной чистовой скорости подачи, пока не достигнет следующей заданной точки переключения. Затем он изменяет чистовую чистовую скорость подачи до тех пор, пока не будет достигнут окончательный заданный размер. На этом этапе станок останавливает подачу. Тем не менее, он остается неподвижным в течение нескольких оборотов в фиксированном положении по оси X, называемом искровым разрядом. Искровой разряд служит для снятия остаточного напряжения в заготовке и придания окончательного размера и чистоты поверхности.
Шлифование коленчатых валов с помощью керамических кругов из эльбора и нитрида
Сегодня в современных станках для шлифования коленчатых валов используются круги из керамического эльбора (Vit), которые работают при высоких поверхностных скоростях от 80 до 160 м/с и высоких скоростях подачи vf. Диаметр колес варьируется в диаметре от 500 до 750 мм. В общем, конструкция колеса состоит из сегментов CBN, наплавленных на подложки из карбида кремния, которые, в свою очередь, наклеены на стальной корпус. В качестве альтернативы существуют решения с непрерывными кольцами, установленными на корпусе из стали или полимеров, армированных углеродным волокном (CFRP).
В качестве альтернативы существуют решения с непрерывными кольцами, установленными на корпусе из стали или полимеров, армированных углеродным волокном (CFRP).
Требования к охлаждающей жидкости для высокоскоростного шлифования
Высокие скорости круга обеспечивают более холодное шлифование, так как CBN-зерно имеет более короткий контакт с заготовкой, так как CBN обладает высокой теплопроводностью, которая отводит тепло из зоны резания. Кроме того, при шлифовании с Vit CBN процесс должен проходить при высоком давлении охлаждающей жидкости не менее 15–20 бар с использованием шлифовального масла или водорастворимой охлаждающей жидкости. В Европе пользователи предпочитают шлифовальное масло, тогда как в Северной Америке пользователи предпочитают охлаждающие жидкости на водной основе. Кроме того, полезно использовать дополнительную чистящую насадку с высоким давлением от 30 до 80 бар, поскольку она продлевает срок службы шлифовальных кругов.
Производительность
Для кругов VIT CBN скорость съема материала Q-Prime составляет от 30 до 80 мм3/мм/сек.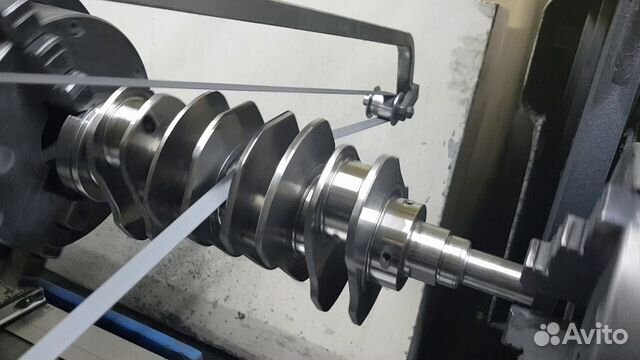 Для шатунов Q-простые числа находятся в нижней части этого диапазона, т. е. около 30 мм3/мм/сек. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм). Скорость съема материала Q-prime составляет 150 мм3/мм/сек или даже выше для предварительной обработки кругами из CBN с гальваническим покрытием. Высокие подачи vf приводят к более короткому циклу шлифования и, таким образом, к лучшей экономичности процесса. Дополнительным преимуществом использования керамических кругов из CBN являются длительные интервалы правки. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм).
Для шатунов Q-простые числа находятся в нижней части этого диапазона, т. е. около 30 мм3/мм/сек. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм). Скорость съема материала Q-prime составляет 150 мм3/мм/сек или даже выше для предварительной обработки кругами из CBN с гальваническим покрытием. Высокие подачи vf приводят к более короткому циклу шлифования и, таким образом, к лучшей экономичности процесса. Дополнительным преимуществом использования керамических кругов из CBN являются длительные интервалы правки. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм).
Алмазная правка кругов из эльборового нитрида
Круги из эльборового нитрида должны быть правятся с помощью ротационных алмазных правящих инструментов. Как правило, правку проводят следующим образом: Контакт между правящим валком и шлифовальным кругом устанавливается в асинхронном режиме. Перевязка происходит в синхронном режиме. Как правило, выполняется три-четыре правочных прохода с глубиной резания от 0,003 до 0,005 мм. Как правило, для скорости подачи правки vd применяются следующие рекомендации: подача правки равна размеру зерна, умноженному на число оборотов круга.
Перевязка происходит в синхронном режиме. Как правило, выполняется три-четыре правочных прохода с глубиной резания от 0,003 до 0,005 мм. Как правило, для скорости подачи правки vd применяются следующие рекомендации: подача правки равна размеру зерна, умноженному на число оборотов круга.
Пример расчета скорости подачи при правке vd:
Дано:
Зернистость: B126 (0,126 мм)
Число оборотов колеса nw: 3000 об/мин правку при той же скорости шпинделя для операции шлифования, так как шлифовальные круги растут с увеличением скорости резания. Учитывая, что ни один шлифовальный круг не является однородным, это может привести к овальности шлифовального круга, что может проявиться на диаметре штифта в виде волнистости.
История случаев
Ниже приведен типичный случай шлифования.
| Практическое руководство — двигатель и трансмиссия
Бесплатная производительность от шлифовки и сверления
Сборка высокопроизводительного двигателя требует времени, терпения и определенного бюджета. Посмотрим правде в глаза, независимо от того, насколько вы хороши, всегда будет необходимость в механической обработке какой-то части двигателя во время восстановления. Однако есть также много областей, в которых вы можете потратить немного времени вместо денег, чтобы улучшить производительность и долговечность вашего двигателя.
Посмотрим правде в глаза, независимо от того, насколько вы хороши, всегда будет необходимость в механической обработке какой-то части двигателя во время восстановления. Однако есть также много областей, в которых вы можете потратить немного времени вместо денег, чтобы улучшить производительность и долговечность вашего двигателя.
Одна из таких частей также является основным узлом двигателя — коленчатым валом. Конечно, заводские коленчатые валы не обрабатываются в соответствии со стандартами производительности и часто даже близко не соответствуют этим характеристикам. Как и в большинстве других деталей серийного автомобиля, здесь есть много возможностей для улучшения в ряде областей, и коленчатый вал не исключение. Каждый коленчатый вал проходит процесс механической обработки, но требует минимального объема работы. Производители обычно хотят приложить достаточно усилий, чтобы кривошип работал в нормальных условиях вождения и прослужил достаточное количество времени.
Во многих случаях ненужный материал, который, возможно, использовался для индексации кривошипа во время обработки, остается на месте. Если этот материал висит на стороне шатунной шейки, он просто действует как дополнительный вращающийся вес. Кроме того, противовесы, балансировочные отверстия и стороны журналов обычно соответствуют цвету лица второкурсника на балу возвращения домой. Используя прямошлифовальную и прямоугольную шлифовальные машины с набором камней и кругов, вы можете легко удалить шероховатости, канавки, зазубрины, острые кромки и выступы на кривошипе. Все эти небольшие дефекты на самом деле являются рассадниками трещин, поэтому эта процедура может повысить долговечность вашей рукоятки. Также, сняв фаски с краев масляных каналов на коренных и шатунных шейках, можно улучшить смазочные характеристики.
Еще одна вещь, которую можно сделать, пока вы этим занимаетесь, это срезать немного жира с шатунов. Снятие веса с кривошипа очень полезно для улучшения реакции дроссельной заслонки и ускорения оборотов. Однако есть определенные вещи, которые вам необходимо принять во внимание, прежде чем вы просто начнете строгать с помощью кофемолки.
Снятие веса с кривошипа очень полезно для улучшения реакции дроссельной заслонки и ускорения оборотов. Однако есть определенные вещи, которые вам необходимо принять во внимание, прежде чем вы просто начнете строгать с помощью кофемолки.
Любой вес, снимаемый с шатунных шеек, должен быть компенсирован удалением такого же количества материала с противовеса под углом 180 градусов напротив цапф. Кроме того, если будут установлены новые поршни, которые, например, окажутся на 100 грамм легче оригинальных, то 100 граммов можно снять с противоположного противовеса. Механический цех собирается просверлить противовесы, чтобы сбалансировать узел с новыми поршнями, так что вы можете снять его самостоятельно. Если случайно вы немного усердствуете в удалении материала, в механическом цехе есть возможность добавить металлические заглушки к кривошипу, чтобы он правильно балансировался. Кривошип все еще можно использовать, но добавление необходимого веса может быть дорогим. Имейте это в виду, когда будете шлифовать!
Мы заработали кредиты на ручную обработку коленчатого вала от Dodge 440ci.