
Как измерить диаметр цилиндра двигателя?
Как проводить измерения индикаторными нутромерами?
Нутромеры предназначены для измерения диаметров отверстий, размеров пазов и внутреннего расстояния между поверхностями. Данные приборы применяются в тех случаях, когда использование линейки и рулетки невозможно или не обеспечивает необходимую точность замеров.
Приборы данного типа являются идеальным инструментом для проверки внутреннего диаметра цилиндров при сборке и ремонте автомобильных моторов. Сфера их применения: слесарные мастерские, пункты автосервиса и механосборочные цеха.
Что измеряют нутромеры
Существует два метода замеров: абсолютный и относительный. Первый применяется при использовании микрометрического нутромера. Прибор помещается внутрь отверстия и работает аналогично микрометру. Он замеряет абсолютное расстояние от одной поверхности до другой в миллиметрах.
Относительный метод применяется при использовании индикаторного нутромера. Перед началом измерений прибор приводится в рабочее положение, настраивается и выставляется «на ноль».
Перед началом измерений прибор приводится в рабочее положение, настраивается и выставляется «на ноль».
Принцип работы и характеристики индикаторных нутромеров
Каждый прибор состоит из двух основных узлов: индикатора с циферблатом часового типа и измерительной части (стебля). Величина перемещения подвижного стержня передается на отсчетное устройство с помощью клиновой или рычажной передачи.
Характеристики индикаторных нутромеров:
- минимальный диаметр измеряемого отверстия – от 6 мм;
- погрешность – 0,15-0,025 мм;
- цена деления – от 0,01 до 0,001 мм;
- движение стержня – от 1 до 10 мм (зависит от модели).
Как работать с индикаторным нутромером
Как того требует инструкция, перед началом работы инструмент нужно выставить «на ноль». Удобнее всего это сделать с помощью калибровочного кольца. При его отсутствии можно воспользоваться концевой мерой со струбциной или другим прибором (например, микрометром или штангенциркулем).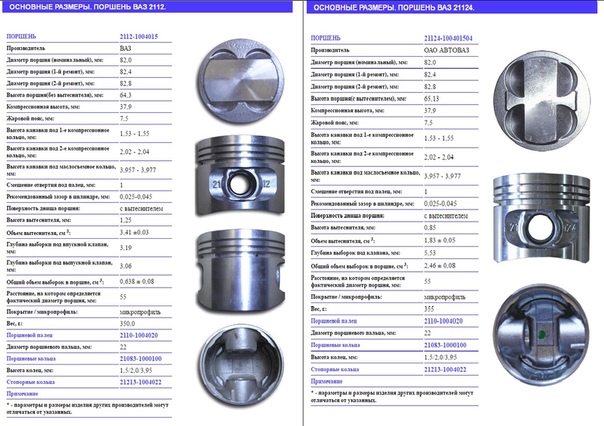
Настройка нутромера по микрометру
В первую очередь проверяется точность микрометра с помощью концевой меры. Если погрешность находится в допустимых пределах, то действовать необходимо по следующему плану:
- подбирается сменный стержень (например, длиной 10 мм) и устанавливается на измерительную штангу нутромера;
- на микрометре так же выставляется размер 10 мм, после чего зажимается стопорный винт;
- нутромер фиксируется в тисках через деревянную втулку на стебле. Этим обеспечивается его неподвижность;
- стержень нутромера помещается между измерительными губками микрометра;
- отклонившаяся стрелка совмещается с отметкой «ноль» на циферблате вращением головки индикатора.
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний.
Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца.
Снимаем показания: стрелка отклонилась влево на 15 делений. Делаем расчет: умножаем 15 на цену одного деления (0,01 мм) и получаем 0,15 мм.
Зная диаметр образца (10 мм), производим окончательный расчет: 10+0,15=10,15 мм.
При снятии показаний стоит учитывать, что индикатор имеет две шкалы:
- большую – сотые доли мм.;
- малую – миллиметры.
Для измерения отверстий больших размеров применяются дополнительные стержни-удлинители, входящие в комплектацию нутромера. Более детальную информацию о том, как пользоваться прибором, вы можете найти в инструкции по эксплуатации.
Как работать микрометрическим нутромером
Перед началом работ прибор устанавливается «на ноль» с помощью меры, входящей в комплект. Процедуру рекомендуется выполнять при температуре +20 о С по следующему плану:
- микрометрическая головка размещается между губами установочной меры;
- вращением барабана добиваемся прижатия измерительных поверхностей с обеих сторон;
- закручиваем фиксирующий винт и извлекаем прибор.


Снимаем показания. Если нулевое значение на барабане совпадает с продольной линией на стебле, то прибор настроен и готов к работе.
Как измерять микрометрическим нутромером
Принцип работы с таким прибором отличается от замеров с помощью индикаторных аналогов. Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Следующее действие – завинчиваем до упора стопорный винт и извлекаем прибор из отверстия для снятия показаний. Для получения искомого значения складываются три составляющие:
- значение на шкале;
- длина манометрической головки;
- размер удлинителя, если таковой применяется.
Условия эксплуатации, хранения и методика поверки нутромеров
Межповерочный интервал для измерителей данного типа составляет 1 год. Поверка прибора производится в соответствии с методикой МИ 2192-92.
Поверка прибора производится в соответствии с методикой МИ 2192-92.
Условия эксплуатации нутромеров:
- окружающая температура – от +15 до +25 о С;
- влажность – до 80%;
- установка ноля – перед каждым началом работы.
При пользовании индикаторным нутромером рекомендуется его удерживать за деревянную втулку. В противном случае, стальная штанга будет нагреваться от тепла руки. Это повлечет ее удлинение на сотые доли миллиметра, что спровоцирует искажение показаний индикатора.
Как разобрать индикаторный нутромер
Разборка прибора производится в порядке, обратном сборке. Сначала вывинчивается удлинительный стержень, а затем индикатор отделяется от измерительной штанги. Перед длительным хранением все элементы конструкции, за исключением циферблата индикатора, протираются авиационным бензином и смазываются. Хранение нутромера осуществляется в упаковочном боксе при температуре +20±5°С.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.
Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.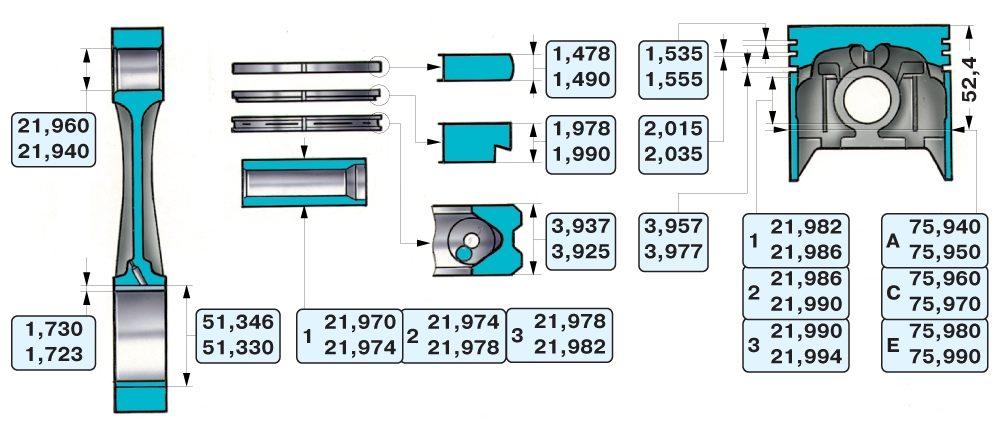
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Штихмас. Как измерить диаметр цилиндра?
Для разных видов измерений нужна своя точность. Размеры деталей обычно измеряют микрометром. Но что делать, если измерить нужно не саму деталь, а отверстие в ней? Сегодня, мы поговорим о малоизвестном инструменте для которого не составит труда дать значение с точностью до сотых миллиметров для блока цилиндров вашего автомобиля.
Предназначение штихмаса
Штихмас – это инструмент для измерения размеров отверстий разной формы. Поэтому его называют нутромером. Штихмас при измерении соприкасается с поверхностью только в двух точках.
Измеряют диаметры круглых отверстий или ширины паза (расстояния между плоскостями). Точность измерения – одна сотая часть миллиметра.
Есть более точные приборы (цена делений 5 мкм).
С его помощью можно понять, насколько сношены внутренние цилиндрические поверхности, определить овальность, узнать насколько реальный размер детали отличается от нужного.
Виды штихмасов
Общепринятой классификации штихмасов нет. Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров.
Микрометрический измеряет реальную длину.
Индикаторные сравнивают шаблон и реальный размер. Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя.
Штихмасы имеют разные отсчётные устройства и способы передачи. Разными могут быть формы поверхностей, которые помогают измерять.
Измерительные поверхности трёхточечного штихмаса расположены под углом 120° друг к другу. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали. Информацию о размере берут на цифровой шкале нутромера.
Сферический штихмас – это инструмент, измерительные поверхности которого находятся на одной сфере. Максимальная длина 1000 мм. Он относится к двухточечным. Для измерений нужно сделать больше замеров, чем трехточечным.
Штихмасом цанговым (шариковым) измеряют небольшие отверстия, которые не под силу измерить микрометрическим (диаметр от 0,95 до 18 мм). Снабжён комплектом головок разных типов. Для измерения головку нужного размера и формы вводят в отверстие, внутренняя игла смещается вдоль оси, цанги прижимаются к его стенкам.
Самым точным, удобным и дорогим является электронный штихмас.
Микрометрический штихмас
Состоит из стального прута, концы которого заточены в виде шара, и устройства со шкалами для определения расстояний.
Существует специальное понятие: «снимать штихмас». Оно обозначает процесс измерения деталей.
Штихмас относится к группе инструментов, называемых калибрами.
Микрометрический штихмас имеет большое сходство с микрометром. Можно сказать, что принцип действия у них один и тот же, а расположения измеряемых деталей разное.
Микрометрическая головка – основная деталь этого штихмаса. Она состоит из стержня (стебля), винта, барабана.
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.
Индикаторный штихмас
Это может быть устройство, по внешнему виду напоминающее циркуль. Его подпружиненные ножки на концах загнуты наружу. Это измерительные поверхности. Ножки такого кронциркуля-штихмаса сдвигаются и раздвигаются винтом.
Другие модели выполнены в форме стержня (направляющая втулка), с одного конца которого находится круглая шкала со стрелкой.
Внутри направляющей втулки есть два стержня разной длины. Тот, что покороче, прикасается к головке. В нем находится движок и стержень для измерения.
Вначале прибор устанавливают на нужный размер. Движок с пружиной передаёт движение на индикатор. Стрелка двигается и указывает отклонение размера.
Телескопический штихмас
Устройство телескопического штихмаса похоже на устройство микрометра. Точность измерения 0,01 мм.
Точность измерения 0,01 мм.
Предназначен для проверки горизонтальных и вертикальных поверхностей, овальности, конусности валов, отверстий и цилиндров.
Измерительные части штихмаса делают из следующих видов стали:
- цементуемых углеродистых 15 и 20;
- углеродистых 12А;
- шарикоподшипниковой ШХ15;
- инструментальных легированных Х и ХГ.
Для того, чтобы измерительные поверхности сохранялись как можно дольше, их хромируют, азотируют или делают наплавку из прочного сплава.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.
Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
Требования при работе со штихмасом
Для максимальной точности измерений инструментом нужно соблюдать некоторые требования:
- Измерительные поверхности должны быть чистыми.
- Процедуру измерения проводят при 20 градусах.
- После измерения поверхности, которые прикасались к измеряемым плоскостям, промывают чистым бензином. Смазывают техническим вазелином.
- Штихмас хранят в футляре.

Как правильно измерить диаметр цилиндра.
Автор: LSA , 22 Марта 2011 в Измерения
16 сообщений в этой теме
Рекомендуемые сообщения
Создайте аккаунт или авторизуйтесь, чтобы оставить комментарий
Комментарии могут оставлять только зарегистрированные пользователи
Создать аккаунт
Зарегистрировать новый аккаунт.
Есть аккаунт? Войти.
Недавно просматривали 0 пользователей
Ни один зарегистрированный пользователь не просматривает эту страницу.
Популярные темы
Автор: DEN000
Создана 29 Января 2019
Автор: ChumakAV
Создана 31 Декабря 2019
Автор: Nadegda_
Создана 24 Декабря 2019
Автор: владимир 332
Создана 3 Декабря 2019
Автор: 5ive
Создана 25 Декабря 2019
Автор: владимир 332
Создана 27 Декабря 2019
Автор: UNECE
Создана 8 Декабря 2019
Автор: UNECE
Создана 24 Августа 2017
Автор: Багаутдинов
Создана 28 Ноября 2019
Автор: макарка
Создана 19 Декабря 2019
Автор: SB_Danilev
Создана 15 Декабря 2019
Автор: mpanikovskiy
Создана 14 Июня 2012
Автор: метролог2009
Создана 10 Сентября 2015
Автор: sergeevich-33
Создана 26 Декабря 2018
Автор: efim
Создана 31 Декабря 2015
Автор: efim
Создана 23 Октября 2019
Автор: AtaVist
Создана 11 Августа 2017
Автор: Metrolog-sever
Создана 2 Июля 2014
Автор: UNECE
Создана 8 Декабря 2016
Автор: E_lena
Создана 1 Апреля 2016
Автор: метролог2009
Создана 10 Сентября 2015
Классы поршней для двигателей ВАЗ.

На современном рынке присутствует большое количество поршней как отечественных, так и зарубежных производителей. Вне зависимости от места изготовления изделия, поршень ДВС должен соответствовать требованиям каждой конкретной модели двигателя. Так, поршень Ваз, входящий в комплект, не должен отличаться по своей массе более чем на ±2,5 грамма. Именно это обстоятельство снизит вибрацию запущенного двигателя. В розничной торговле принято реализовывать поршни одной весовой категории. При необходимости осуществляется подгонка поршней по массе.
Стоит отметить, что зазор, имеющийся между поверхностью поршня и цилиндром должен быть равен величине, установленной для конкретной модели двигателя. По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). Как запчасти поставляют только поршни классов — А, С и Е. Этих размеров вполне достаточно для подбора деталей к любому блоку цилиндров и обеспечения необходимых зазоров. Модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — (A, B, C), размер шага — 0,01 мм. Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм. На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных. Для двигателя 2101 можно было подобрать изделие на 0,2мм., 0,4мм. и на 0,6 мм., а для 21011 — 0,4 мм. и 0,7 мм.
Модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — (A, B, C), размер шага — 0,01 мм. Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм. На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных. Для двигателя 2101 можно было подобрать изделие на 0,2мм., 0,4мм. и на 0,6 мм., а для 21011 — 0,4 мм. и 0,7 мм.
Изготовление поршней осуществляется из сплавов алюминия. Имеющийся в них кремний позволяет снижать коэффициент теплового расширения, а, следовательно, и увеличивать износостойкость изделия. Сплавы, содержащие 13% кремния именуют эвтектическими, а те, где его содержание выше – заэвтектическими. С увеличением процентного содержания кремния в сплаве увеличиваются теплопроводные характеристики изделия, но, в то же время, происходит ухудшение его литейных и механических свойств.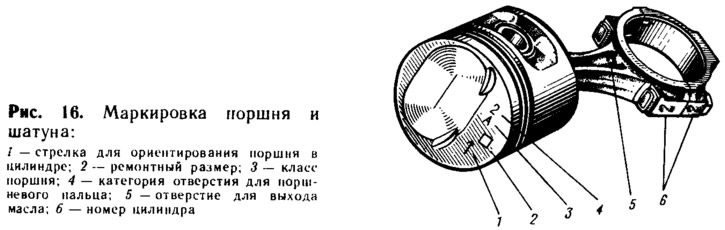 Дабы улучшить их, в сплавы вводят легирующие медь, марганец, хром и никель.
Дабы улучшить их, в сплавы вводят легирующие медь, марганец, хром и никель.
Отметим 2 основных способа изготовления заготовок поршня. Первая – отливка в специальную форму (кокиль) наиболее распространена. Второй – ковка или горячая штамповка.
После механической обработки изделие проходит термическую обработку с целью повышения его твердости, износостойкости, прочности, а так же для снятия остаточного напряжения металлов. Благодаря своей структуре кованый металл повышает прочностные характеристики изделия. Однако классическая конструкция кованых изделий, имеющая высокую юбку, получается достаточно тяжелой. Помимо этого, кованые детали не могут быть использовать в своем составе термокомпенсирующие пластины и кольца. Увеличивается объем, что приводит к росту тепловой деформации, потому происходит необходимость увеличения зазора между поршнем и цилиндром. Следовательно, растет их износ, шум и расход масла. Кованые поршни оправдывают свое применение лишь в той ситуации, когда в большинстве своем двигатель автомобиля эксплуатируют на предельных режимах.
Сегодня прослеживаются несколько основных тенденций в технологическом конструировании поршней: уменьшается их вес, все чаще используются тонкие поршневые кольца, снижается компрессионная высота, используются короткие поршневые пальцы, применяются новейшие защитные покрытия. Все вышеперечисленные характеристики находят свое отражение в Т-образной конструкции поршня. Эти изделия имеют уменьшенную по площади направляющей части и высоту юбку. Изготавливаются из заэвтектических сплавов, имеющих высокое содержание кремния. Поршни, имеющие Т-образную форму, практически всегда изготавливаются методом горячей штамповки.
Прежде чем принять решение об изготовлении определенной конструкции поршня, разработчик в обязательном порядке анализирует поведения узлов шатунно-поршневых групп. Фактически детали современного двигателя рассчитываются на пределе возможностей конструкций и материалов. Здесь предпочтение отдается конструкциям, имеющим минимальную стоимость, способную обеспечить утвержденный ресурс изделия. Именно поэтому отклонения от штатного режима работы двигателя приводит к сокращениям в ресурсе определенных деталей и узлов.
Именно поэтому отклонения от штатного режима работы двигателя приводит к сокращениям в ресурсе определенных деталей и узлов.
Проверка цилиндров, поршней и поршневых колец
Цилиндр
Проверьте стенки цилиндра на наличие царапин, шероховатостей или гребней, что указывает на чрезмерный износ. Если стенки цилиндра неровные или имеют глубокие царапины, цилиндр требует расточки до ремонтного размера и установки поршней увеличенного диаметра.
|
Рис. 2.137. Схема измерения и измерение диаметра цилиндра в продольном и поперечном направлении двигателя: a – 50 мм; b – 95 мм |
Используя нутромер 1, измерьте диаметр цилиндра в продольном и поперечном направлении двигателя в двух положениях («a» и «b»), как показано на рисунке 2. 137.
137.
При наличии любого из следующих условий расточите цилиндр.
Диаметр цилиндра превышает предельное значение.
Разность диаметров в двух положениях (см. выше) превышает допуск конусности.
Разность диаметров в продольном и поперечном направлении двигателя превышает допуск овальности.
Диаметр цилиндра
Номинальное значение: 78,000–78,014 мм.
Предельное значение: 78,114 мм.
Допуск конусности и овальности: 0,10 мм.
|
ПРИМЕЧАНИЕ При необходимости расточки любого из четырех цилиндров, при ремонте двигателя все четыре цилиндра должны растачиваться до одного и того же следующего ремонтного размера. Это необходимо для однородности и баланса. |
Поршни
Проверьте поршень на наличие повреждений и трещин. Поврежденный или дефектный поршень должен быть заменен.
Поврежденный или дефектный поршень должен быть заменен.
|
Рис. 2.138. Измерение диаметра поршня |
Как показано на рисунке 2.138, диаметр поршня должен измеряться в положении «a» от конца юбки поршня в направлении, перпендикулярном поршневому пальцу.
Диаметр поршня
Стандартный размер: 77,953–77,968 мм.
Стандартный размер (новый (с покрытием)): 77,969–77,984 мм.
Увеличенный размер 0,50 мм: 78,453–78,468 мм.
Зазор между поршнем и цилиндром
Измерьте диаметр цилиндра и диаметр поршня, разность указанных размеров представляет собой величину зазора между поршнем и цилиндром. Зазор между поршнем и цилиндром должен быть в пределах нормы. Если зазор отличается от нормы, расточите цилиндр и используйте поршень увеличенного ремонтного размера.
|
Рис. 2.139. Измерение зазора между поршнем и цилиндром |
Номинальное значение: 0,032–0,061 мм.
Номинальное значение (поршень с покрытием (новый)): 0,016–0,045 мм.
Предельное значение: 0,161 мм.
Зазор между поршневым кольцом и канавкой
|
ПРИМЕЧАНИЕ В этом случае диаметр цилиндра измеряется в осевом направлении двигателя в двух положениях. |
Зазор между поршневымкольцом и канавкой
Проверка производится при чистых, сухих и свободных от нагара поршневых канавках.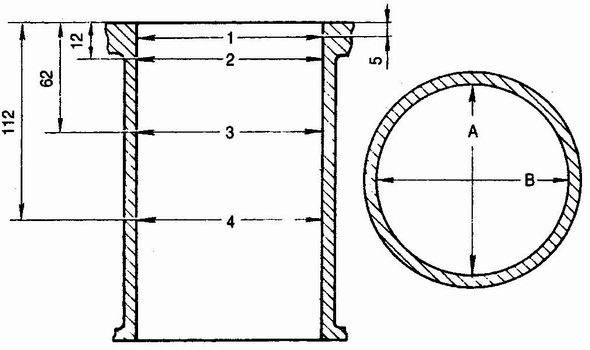
Установите новое поршневое кольцо 1 в поршневую канавку и измерьте зазор щупом 2.
|
Рис. 2.140. Измерение зазора между поршневым кольцом и канавкой: а – 19,5 мм |
Если зазор – отличается от нормы, замените поршень.
Поршневые кольца
Чтобы измерить зазор в замке поршневого кольца, установите поршневое кольцо 1 в цилиндр, а затем измерьте зазор щупом 2. Если измеренный зазор отличается от нормы, замените кольцо.
|
Рис. 2.141. Измерение зазора в замке поршневого кольца: а – 120 мм |
|
ПРИМЕЧАНИЕ Удалите нагар и очистите верхнюю часть цилиндра перед установкой поршневого кольца. |
Зазор в замке поршневого кольца
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|
106. |
107. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца. |
108. Прочистите отверстия для стока масла подходящей по толщине проволокой. |
|
109. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. |
110. Проверьте зазор между кольцами и канавками на поршне. |
111. …замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами. |
|
Пояснение к операциям 110 и 111 Номинальный зазор, мм: Предельно допустимый зазор для всех колец — 0,15 мм. |
||
|
112. |
113. …щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25- 0,45 мм, предельно допустимый (вследствие износа) — 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо. |
114. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца. |
|
115. |
116. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером… |
117. …а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах. |
|
118. |
119. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы. |
120. Если на поверхностях коленчатого вала, по которым работают сальники, имеются глубокие риски, царапины, забоины, коленчатый вал необходимо заменить. |
|
121. |
122. …отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом. Затем промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифования не должна превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров. |
123. Промерьте коренные и шатунные шейки коленчатого вала. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера. |
|
124. |
||
|
Подбор вкладышей коленчатого вала Номинальный диаметр шеек коленчатого вала, мм: коренных 50,799-50,819 Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм: первого на 0,25 третьего на
0,75 Номинальная толщина вкладышей, мм: коренных 1,824-1,831 Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм: первого на 0,25 третьего на
0,75 Зазоры между вкладышами и шейками коленчатого вала, мм: для коренных подшипников: номинальный — 0,026-0,073, предельно
допустимый — 0,11; Биение коленчатого вала должно составлять, мм: по средней коренной шейке и посадочной поверхности под ведущую
шестерню масляного насоса — не более 0,03; Размеры полуколец, поставляемых в запчасти: номинальный — 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) — 2,437-2,487 мм. Осевой зазор коленчатого вала: номинальный — 0,06-0,26 мм, предельно допустимый — 0,35 мм. |
||
|
125. |
126. Осмотрите коренные вкладыши. Если на них имеются трещины,
задиры, выкрашивание, замените вкладыши. На вкладышах запрещается
проводить любые подгоночные работы. |
127. Тщательно прочистите и промойте масляные каналы коленчатого вала. При этом… |
|
128. …не рекомендуется самостоятельно выпрессовывать заглушки (для этого обратитесь в специализированную мастерскую). |
129. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок замените в сборе с крышками коренных подшипников. |
130. |
| Пояснение | ||
|
Неплоскостность поверхности с прилегания ведомого диска сцепления не должна превышать 0,05 мм. Непараллельность поверхности с прилегания ведомого диска сцепления и поверхности b для крепления сцепления относительно поверхности а, прилегающей к фланцу коленчатого вала, не должна превышать 0,1 мм. Биение маховика на поверхностях b и c не должно превышать
0,1 мм. |
||
|
Для удаления глубоких рисок и задиров поверхность с маховика можно проточить, при этом слой снимаемого металла не должен превышать 1 мм. Одновременно с поверхностью с необходимо проточить поверхность b, выдерживая размер между ними 0,5+0,1 мм. При проточке выдержите параллельность поверхностей a, b и c. Зубчатый венец на маховике не должен проворачиваться при приложении к нему крутящего момента 600 Н-м (60 кгс/м) и сдвигаться в осевом направлении при проложении к нему усилия 4000 Н (400 кгс). |
||
|
|
||
| 132. Проверьте состояние заднего сальника коленчатого вала. Сальник, имеющий повреждения (трещины), износ рабочей кромки, потерявший эластичность, замените. | 133. Держатель заднего сальника коленчатого
вала не должен иметь трещин, сильных деформаций привалочной поверхности
к блоку цилиндров. |
134. Проверьте состояние зубьев венца маховика и в случае их повреждения замените маховик. |
|
|
||
|
135. Замените или отремонтируйте маховик, если на поверхностях прилегания ведомого диска сцепления или… |
136. …фланца коленчатого вала имеются риски и задиры. |
|
|
137. Если на поверхности прилегания ведомого диска сцепления
видны цвета побежалости (маховик был перегрет), то, возможно, посадка
зубчатого венца на маховике недостаточно плотная. |
||

 Очистите головку поршня от нагара.
Очистите головку поршня от нагара. Для этого с помощью набора щупов измерьте ширину канавок в нескольких
местах по окружности, а затем…
Для этого с помощью набора щупов измерьте ширину канавок в нескольких
местах по окружности, а затем…/a132.gif) Измерьте зазоры в замках колец. Это можно сделать,
вставив кольцо в специальную оправку. При отсутствии оправки вставьте
кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как
оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов,
выньте поршень из цилиндра и…
Измерьте зазоры в замках колец. Это можно сделать,
вставив кольцо в специальную оправку. При отсутствии оправки вставьте
кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как
оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов,
выньте поршень из цилиндра и…/7.gif) Осмотрите цилиндры. Если на зеркале цилиндров есть
царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный
размер или замените блок цилиндров. При таких дефектах глубиной
более 0,8 мм блок ремонту не подлежит и его надо заменить.
Осмотрите цилиндры. Если на зеркале цилиндров есть
царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный
размер или замените блок цилиндров. При таких дефектах глубиной
более 0,8 мм блок ремонту не подлежит и его надо заменить. Измерьте диаметр поршня на расстоянии 51,5 мм от его
днища в плоскости, перпендикулярной поршневому пальцу. Вычислите
зазоры между поршнями и цилиндрами.
Измерьте диаметр поршня на расстоянии 51,5 мм от его
днища в плоскости, перпендикулярной поршневому пальцу. Вычислите
зазоры между поршнями и цилиндрами. Если на коренных и шатунных шейках есть незначительные
задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного
размера (в специализированной мастерской). После этого…
Если на коренных и шатунных шейках есть незначительные
задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного
размера (в специализированной мастерской). После этого… Если на рабочих поверхностях упорных полуколец имеются
задиры, риски и отслоения, замените полукольца. На полукольцах запрещается
проводить любые подгоночные работы.
Если на рабочих поверхностях упорных полуколец имеются
задиры, риски и отслоения, замените полукольца. На полукольцах запрещается
проводить любые подгоночные работы.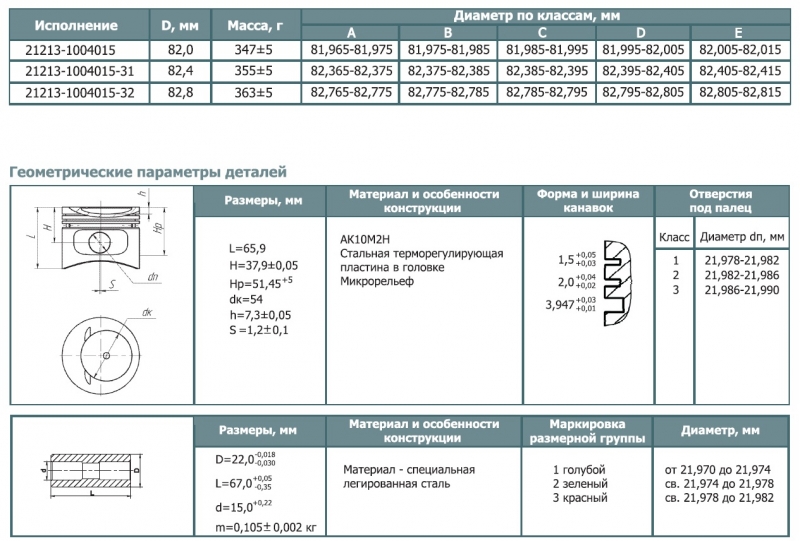
 Измерьте осевой зазор коленчатого вала. Для этого установите
коленчатый вал и упорные полукольца в блок цилиндров и затяните
болты крепления крышек коренных подшипников. Установите маховик.
Закрепите индикатор так, чтобы его ножка опиралась на рабочую поверхность
маховика (контакта с ведомым диском сцепления). Сдвиньте коленчатый
вал до упора вниз (от индикатора) и установите стрелку индикатор
на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет значение
зазора. Если зазор превышает предельно допустимый, замените упорные
полукольца.
Измерьте осевой зазор коленчатого вала. Для этого установите
коленчатый вал и упорные полукольца в блок цилиндров и затяните
болты крепления крышек коренных подшипников. Установите маховик.
Закрепите индикатор так, чтобы его ножка опиралась на рабочую поверхность
маховика (контакта с ведомым диском сцепления). Сдвиньте коленчатый
вал до упора вниз (от индикатора) и установите стрелку индикатор
на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет значение
зазора. Если зазор превышает предельно допустимый, замените упорные
полукольца.
 Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установите насос
с прокладкой) и залейте Тосол А-40 в рубашку охлаждения. Если в
каком-нибудь месте заметите течь, значит блок негерметичен и его
надо заменить.
Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос (установите насос
с прокладкой) и залейте Тосол А-40 в рубашку охлаждения. Если в
каком-нибудь месте заметите течь, значит блок негерметичен и его
надо заменить.
 Для этого измерьте диаметр шеек, а затем
диаметр коренных подшипников, установив крышки с вкладышами на блок
и затянув их соответствующими моментами. Вычислите зазор. Если он
превышает предельно допустимый, коленчатый вал необходимо прошлифовать
под следующий ремонтный размер. Эту работу рекомендуется выполнять
в специализированной мастерской.
Для этого измерьте диаметр шеек, а затем
диаметр коренных подшипников, установив крышки с вкладышами на блок
и затянув их соответствующими моментами. Вычислите зазор. Если он
превышает предельно допустимый, коленчатый вал необходимо прошлифовать
под следующий ремонтный размер. Эту работу рекомендуется выполнять
в специализированной мастерской. Это можно проверить
в специализированной мастерской. Маховик с ослабленной посадкой
зубчатого венца необходимо заменить.
Это можно проверить
в специализированной мастерской. Маховик с ослабленной посадкой
зубчатого венца необходимо заменить.ШАТУННО-ПОРШНЕВАЯ ГРУППА
Особенности устройства
|
Рис. 2–34. Основные размеры шатунно-поршневой группы |
Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
|
Рис. 2–35. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра |
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Таблица 2–1
Классы шатунов по массе верхней и нижней головок
|
Рис. |
 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатунаПодгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
|
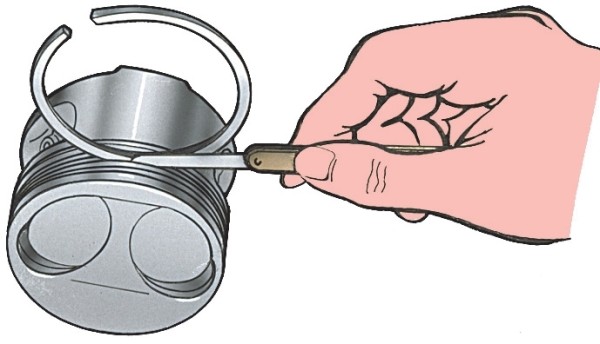
Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки |
|
Рис. |
 2–38. Проверка посадки поршневого пальца
2–38. Проверка посадки поршневого пальцаСборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
|
Рис. 2–39. Проверка зазора между поршневыми кольцами и канавками |
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис.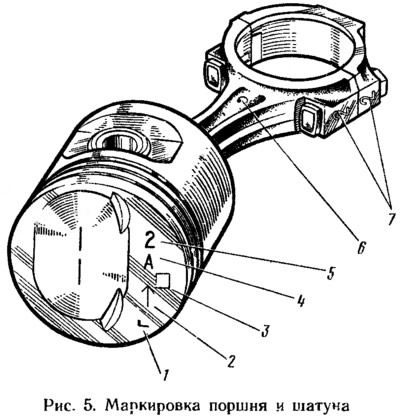 2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
|
Рис. 2–40. Проверка зазора в замке колец |
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2–40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
Износ поршневых колец | Весёлый Карандашик
Пока бензокоса или бензопила работает исправно, у Вас не появится интереса к изучению возможных в будущем причин отказа в работе двигателя, будь он 4Т или 2-х тактным.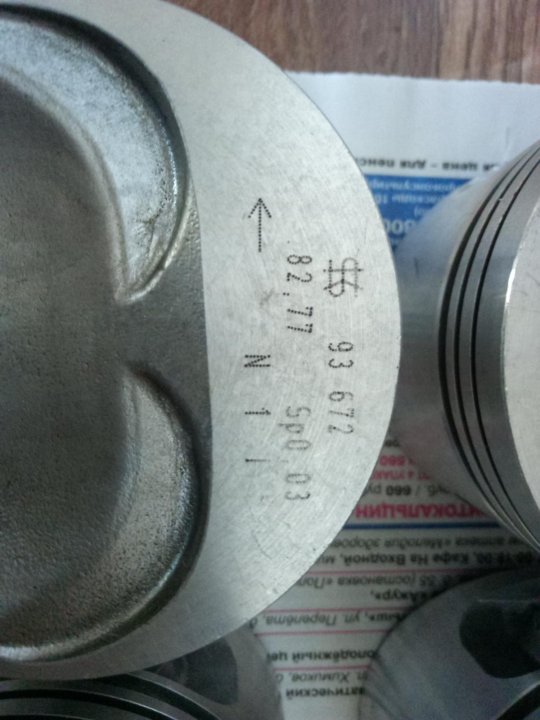 Даже когда соблюдаются все предписанные условия эксплуатации и рекомендуемые виды топливных составляющих, никто не может гарантировать безотказную работу двигателя и его долговечность, так как все предписания указываются только Р-Е-К-О-М-Е-Н-Д-О-В-А-Н-О. Нет гарантии соответствия указанным о высококачественной сборке таких же высококачественных деталей, а так же соблюдение РЕКОМЕНДОВАННЫХ предписаний самим пользователем при эксплуатации.
Даже когда соблюдаются все предписанные условия эксплуатации и рекомендуемые виды топливных составляющих, никто не может гарантировать безотказную работу двигателя и его долговечность, так как все предписания указываются только Р-Е-К-О-М-Е-Н-Д-О-В-А-Н-О. Нет гарантии соответствия указанным о высококачественной сборке таких же высококачественных деталей, а так же соблюдение РЕКОМЕНДОВАННЫХ предписаний самим пользователем при эксплуатации.
Не буду высказываться в научно-техническую сторону обязательных правил эксплуатации и ремонта двигателей внутреннего сгорания, так как об этом есть кому писать и говорить, а всего лишь поделюсь тем, что сделали мы в конкретно описываемом случае ремонта двухтактного двигателя бензокосы. Обойдёмся без всякого рода критики и смазливых высказываний, ведь это всего лишь неопределённая ситуация, о которой пойдёт речь.
В одном из случаев очередного ремонта бензокосы все технические параметры для оптимальных условий работы её двигателя находились в пределах нормы. Эксплуатация бензокосы в течении двух сезонов подряд была на уровне заботливого хозяина, а внешний вид напоминал свежий распакованный экземпляр. И если бы кто не знал о данной бензокосе, как и где её использовали, то, наверняка, сказал бы, что это бракованное изделие. Двигатель завести никто не смог, хотя владелец её утверждал, что последний раз не возникали трудности в запуске двигателя, который проработал около двух часов подряд и был остановлен через выключатель стоп-двигатель.
Эксплуатация бензокосы в течении двух сезонов подряд была на уровне заботливого хозяина, а внешний вид напоминал свежий распакованный экземпляр. И если бы кто не знал о данной бензокосе, как и где её использовали, то, наверняка, сказал бы, что это бракованное изделие. Двигатель завести никто не смог, хотя владелец её утверждал, что последний раз не возникали трудности в запуске двигателя, который проработал около двух часов подряд и был остановлен через выключатель стоп-двигатель.
Настораживало описание владельца о прожорливости двигателя с незначительными прострелами и некоторую потерю оборотов на холостом режиме. Появление слабого дымка пользователь компенсировал уменьшением количества масла в топливной смеси. Боялся, что переборщил с маслом. Наконец-то! Признался.
Со временем, при оптимальной эксплуатации двигателя, износ поршневых колец всё равно происходит, ещё и самим собой. В одних случаях раньше того самого гарантированного времени, в других случаях помогают этому сами владельцы-пользователи.
В конкретном случае, при последнем запуске двигателя, компрессия была ещё достаточна для запуска двигателя на холодной(вязкой) топливной смеси. А пользователь ещё и уменьшал количество масла в смеси, тем самым увеличивая степень износа поршневой группы.
Что тут интересного может быть? Обычное дело. Заменить колечки и снова в работу. Ну, если бы всё так просто, как пишется. Люди в поле, а коса дома, да и в запасе только кольца 44 -го размера вместо требующихся 42-ых. Как тут быть?
Самостоятельная шлифовка поршневых колец под размер.
Пришлось подгонять имеющиеся поршневые кольца под меньший размер. Необходимо было выполнить условия, при которых поршневое кольцо приняло бы абсолютно круглую форму и полностью прижималось бы ко всей поверхности цилиндра.
Поршневые кольца изготавливают с размерами согласно полученным эпюрам для равномерного усилия прижатия поршневого кольца к стенкам цилиндра, а в нашем случае новое, большее поршневое кольцо обладало большей силой, нежели нормальное, изготовленное по размеру. Более того, при неудачной установке колец на поршень, возможна деформация кольца, что ведёт к последующему неравномерному износу кольца и стенки цилиндра.
Более того, при неудачной установке колец на поршень, возможна деформация кольца, что ведёт к последующему неравномерному износу кольца и стенки цилиндра.
Важным фактором для замены поршневых колец служит и потеря их упругости. На малых оборотах двигателя и при малых нагрузках старые и перегретые поршневые кольца не обеспечат достаточное уплотнение между цилиндром, даже когда их размер всё ещё соответствует эксплуатационному допуску. На больших оборотах двигателя и в нагрузке такие поршневые кольца ещё достаточно уплотнятся и двигатель будет работать как и прежде, что и происходило в случае с описываемой бензокосой.
У имеющихся в нашем распоряжении поршневых колец был увеличен размер по высоте на 0,6 мм и кольцо не подходило по размеру с размером канавки на поршне. Радиальная ширина кольца соответствовала размеру старых колец, а вот радиальный размер пришлось подгонять множественными пробами, что бы не перестараться и не увеличить концевой зазор.
Напомню, что это всего лишь неопределённая ситуация, а не обязательная рекомендация к возможному использованию в очередном или в запланированном ремонте. /Смотреть видео/
/Смотреть видео/
Размер по высоте уменьшали притиркой на заточном круге и ручной шлифовкой на поверхности отрезного круга. Отрезной круг удобен тем, что армирован стекловолокном, которое уменьшает площадь соприкосновения притирочной поверхности с абразивом и не позволяет абразиву углубляться в поверхность притирки.
На концевом зазоре поршневых колец, после обрезки одного конца, подточкой круглым надфилем восстановили вторую половину концевого замка. Обязательно после каждой подточки поршневое кольцо вставляли в цилиндр и проверяли величину образующегося концевого зазора в сжатом состоянии.
Если зазор получится больше регламентированного, то двигатель вообще не заведётся. Это уже проверено.
Малые двухтактные двигатели очень чувствительны к уровню компрессии из-за малого рабочего объёма. Пробовали запускать севшие двигатели на жирной топливной смеси с низкооктановым бензином, который позволял заводиться двухтактным двигателям со слабой компрессией, но работать такой двигатель не мог, он явным образом тупил и дымил.
После подгонки поршневого кольца под нужный размер на всех имеющихся кромках с внутренней и на рабочей поверхности плоским надфилем выполнили едва заметную фаску для лучшей притирки колец и для хорошего уплотнения.
Через час работы двигатель завели и владелец косы успел на покос. Бензокоса у него работает каждую неделю, а колечки поршневые менять не собирается. То ли лишний раз разбирать двигатель не хочет, то ли доволен её работой и самостоятельный ремонт бензокосы его уже больше не беспокоит.
Ваша оценка!
[Всего: 0 В среднем: 0]
Summary
Article Name
«Поршневые кольца не по размеру»
Description
Важным фактором для замены поршневых колец служит и потеря их упругости. На малых оборотах двигателя и при малых нагрузках старые и перегретые поршневые кольца не обеспечат достаточное уплотнение между цилиндром, даже когда их размер всё ещё соответствует эксплуатационному допуску. На больших оборотах двигателя и в нагрузке такие поршневые кольца ещё достаточно уплотнятся и двигатель будет работать как и прежде, что и происходило в случае с описываемой бензокосой. У имеющихся в нашем распоряжении поршневых колец был увеличен размер по высоте на 0,6 мм и кольцо не подходило по размеру с размером канавки на поршне. Радиальная ширина кольца соответствовала размеру старых колец, а вот радиальный размер пришлось подгонять множественными пробами, что бы не перестараться и не увеличить концевой зазор.
У имеющихся в нашем распоряжении поршневых колец был увеличен размер по высоте на 0,6 мм и кольцо не подходило по размеру с размером канавки на поршне. Радиальная ширина кольца соответствовала размеру старых колец, а вот радиальный размер пришлось подгонять множественными пробами, что бы не перестараться и не увеличить концевой зазор.
Author
Игорь Александрович
Publisher Name
«Весёлый Карандашик»
«Подписаться на рассылку» 2 302Gap Rap: Как измерить и установить зазор поршневого кольца
Когда вы покупаете высокопроизводительные комплекты поршневых колец , , вы без сомнения обнаружите, что доступно множество различных наборов и стилей (не секрет). И многие из этих наборов колец предназначены для ручной установки на каждое отверстие цилиндра. Как правило, кольца с напильником конструируются таким образом, чтобы иметь размер 0,005 дюйма (очевидно, больше, чем размер отверстия цилиндра). По замыслу, вы должны измерить и установить концевые зазоры.Это относится только к верхнему и второму кольцам в каждом наборе колец. Пакет маслосъемных колец не подходит для напильника. Даже в пакетах колец с напильником, пакет маслосъемных колец просто устанавливается в том виде, в каком он был поставлен производителем (мы вернемся к этому позже).
По замыслу, вы должны измерить и установить концевые зазоры.Это относится только к верхнему и второму кольцам в каждом наборе колец. Пакет маслосъемных колец не подходит для напильника. Даже в пакетах колец с напильником, пакет маслосъемных колец просто устанавливается в том виде, в каком он был поставлен производителем (мы вернемся к этому позже).
Зачем нужно подпиливать набор колец?
Причина, по которой компрессионное кольцо устанавливается напильником в высокопроизводительном двигателе, заключается в том, что зазор влияет на производительность. Слишком большой зазор, и давление в цилиндре вытечет через зазор, и двигатель теряет мощность.Слишком маленький зазор, и концы колец будут стыковаться друг с другом при нагревании и расширении двигателя. Это может повредить ваш двигатель.
Согласно многолетнему исследованию Speed Pro (которое актуально и сегодня):
«Сравнительные испытания с использованием двигателя Chevrolet с малым блоком объемом 350 кубических дюймов выявили определенные улучшения в контроле над газом и увеличении мощности, поскольку зазоры между торцами верхнего кольца были уменьшены. Прорыв был уменьшен примерно на 50 процентов, а увеличение мощности варьировалось от 5 до 13 процентов.Базовый тест проводился с зазором верхнего кольца, установленным на 0,024 дюйма.
Прорыв был уменьшен примерно на 50 процентов, а увеличение мощности варьировалось от 5 до 13 процентов.Базовый тест проводился с зазором верхнего кольца, установленным на 0,024 дюйма.
Во втором испытании зазоры верхнего кольца были уменьшены до 0,016 дюйма. Дополнительное испытание было проведено с зазорами верхнего кольца, установленными на 0,010 дюйма. В этом заключительном тесте результаты снова показали уменьшение прорыва; но на более высоких скоростях наблюдалась заметная потеря мощности. Осмотр колец показал, что верхние кольца стыковались. Движение со стыковкой кольцевых зазоров приведет к истиранию стенок цилиндра и / или отслаиванию молибдена с поверхности кольца.”
Как видите, правильное заполнение промежутков увеличивает мощность.
Итак, каков правильный зазор кольца для вашего двигателя?
На самом деле на этот вопрос нет одного ответа. Зазор верхнего кольца будет изменяться в зависимости от количества тепла, вводимого в двигатель. Большинство людей говорят, что зазоры на втором кольце больше зависят от диаметра отверстия цилиндра. Добавление закиси азота или наддува (с турбонаддувом или наддувом) или создание комбинации, которая работает аномально горячо, повлияет на зазоры.Основное практическое правило: зазор в 0,004 дюйма торцевого зазора на дюйм диаметра отверстия цилиндра — хорошее место для начала. Некоторые комплекты вторых колец могут быть немного ослаблены, но это зависит от конфигурации колец и спецификаций производителя.
Добавление закиси азота или наддува (с турбонаддувом или наддувом) или создание комбинации, которая работает аномально горячо, повлияет на зазоры.Основное практическое правило: зазор в 0,004 дюйма торцевого зазора на дюйм диаметра отверстия цилиндра — хорошее место для начала. Некоторые комплекты вторых колец могут быть немного ослаблены, но это зависит от конфигурации колец и спецификаций производителя.
Ниже приводится таблица рекомендуемых зазоров для обычных колец (типа зазора) из поршневых колец Total Seal:
| Улица, полоса, круг | Газ, Щелочь, E85 | Диаметр отверстия x 0,0045 дюйма | Диаметр отверстия x.0045 ” | Мин. 0,015 дюйма |
| Закись азота до 150 л.с. | Газ, Щелочь, E85 | Диаметр отверстия x 0,0055 дюйма | Диаметр отверстия x 0,0055 дюйма | Мин. 0,015 дюйма |
| Закись азота 150–350 л.с. | Газ, Щелочь, E85 | Диаметр отверстия x 0,0065 дюйма | Диаметр отверстия x 0,0065 дюйма | Мин. 0,015 дюйма 0,015 дюйма |
| Закись азота 350 л.с. + | Газ, Щелочь, E85 | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин. 0,015 дюйма |
| Мягкое усиление до 15 фунтов | Газ, Щелочь, E85 | Диаметр отверстия x.0055 ” | Диаметр отверстия x 0,0055 дюйма | Мин. 0,015 дюйма |
| Средний наддув 15-30 фунтов | Газ, Щелочь, E85 | Диаметр отверстия x 0,007 дюйма | Диаметр отверстия x 0,007 дюйма | Мин. 0,015 дюйма |
| High Boost 30 фунтов + | Газ, Щелочь, E85 | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин. 0,015 дюйма |
| Мягкое усиление до 15 фунтов | Nitro | Диаметр отверстия x 0,006 дюйма | Диаметр отверстия x 0,006 дюйма | Мин.015 ” |
| Средний наддув 15-30 фунтов | Nitro | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин.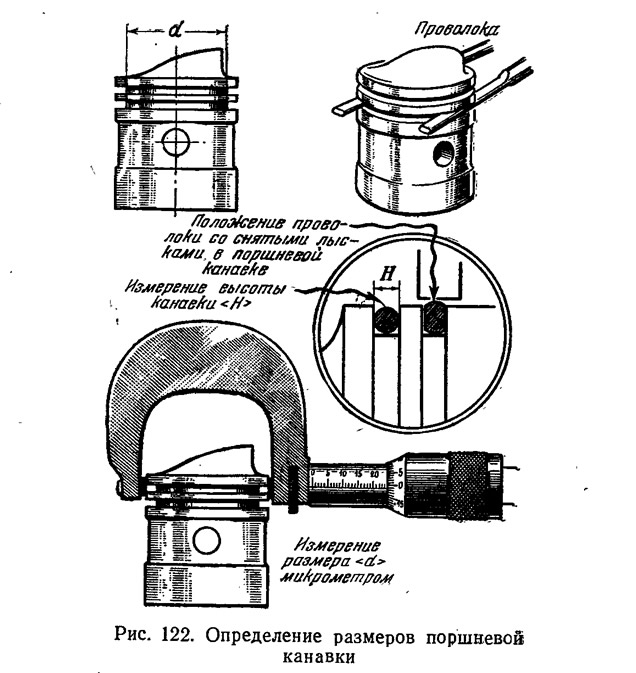 0,015 дюйма 0,015 дюйма |
| High Boost 30 фунтов + | Nitro | Диаметр отверстия x 0,009 дюйма | Диаметр отверстия x 0,009 дюйма | Мин. 0,015 дюйма |
Total Seal отмечает, что это общие рекомендации по устранению зазоров и не должны считаться абсолютными. Также следует учитывать состояние настройки двигателя, условия эксплуатации и личный опыт.
Как измерить и подпилить кольцевой зазор
Так как же измерить разрыв?
Сначала установите отдельное кольцо в определенный цилиндр (обычно мы начинаем с цилиндра № 1 в порядке зажигания двигателя). Кольцо должно иметь прямоугольную форму в отверстии. Вы можете сделать это с помощью штангенциркуля с круговой шкалой (часть измерителя глубины в задней части шкалы), но гораздо проще и удобнее использовать коммерческий инструмент для возведения в квадрат кольца ( Summit Racing имеет более 30 ).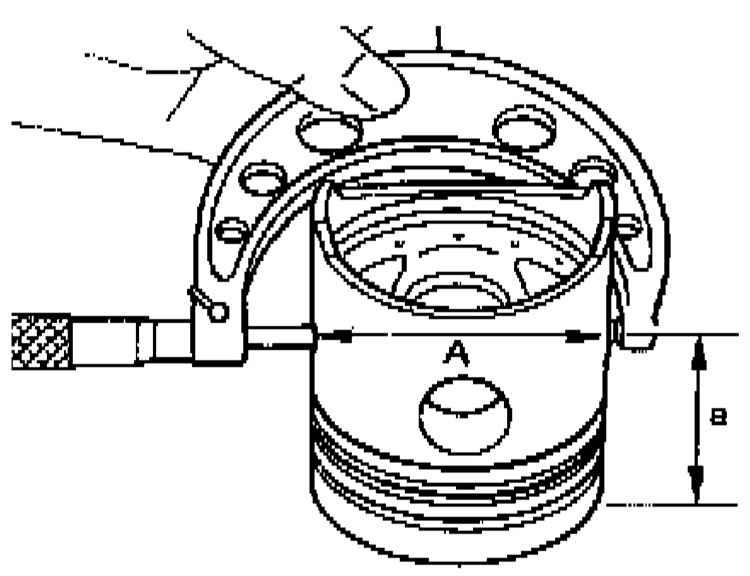 В этом случае кольцо вставляется в отверстие, а затем — квадратный инструмент. Поскольку большинство инструментов являются полыми или имеют внутренний доступ (см. Сопроводительные фотографии ниже), вы просто потяните кольцо обратно под квадрат к лицевой стороне инструмента, и все готово.
В этом случае кольцо вставляется в отверстие, а затем — квадратный инструмент. Поскольку большинство инструментов являются полыми или имеют внутренний доступ (см. Сопроводительные фотографии ниже), вы просто потяните кольцо обратно под квадрат к лицевой стороне инструмента, и все готово.
Для проверки зазора используется обычный щуп . Вставьте щуп в зазор (если он есть), чтобы определить размер. Если вы начинаете с колец, размер которых превышает 0,005 дюйма, то, вероятно, будет нулевой зазор, и кольца могут даже перекрываться.Чтобы уменьшить размер кольца (увеличить зазор), вы должны подпилить кольцо с помощью инструмента для зазоров.
Доступны сложные инструменты для зазоров , но они также дороги. Относительно недорогую и легко доступную альтернативу можно приобрести у Sealed Power или Summit Racing. Этот конкретный инструмент имеет ручную рукоятку, которая вращает роторный карбид, который, в свою очередь, сокращает зазор в торце кольца (см. Фотографии ниже).
Фотографии ниже).
Продвигайте кольца медленно. Запилить небольшое количество, проверить зазор в соответствующем отверстии и при необходимости пропилить больше.Идея состоит в том, чтобы эффективно «подкрасться» к разрыву. После того, как зазор установлен, вы должны аккуратно удалить заусенцы с торцевого зазора другой маленькой мелкозубой ручной пилкой. Если зазоры слишком велики, вам придется приобрести новое кольцо или набор колец, так что не торопитесь!
При заправке опорных колец следует подбирать каждое кольцо для каждого конкретного цилиндра. Если вы сделаете это таким образом, вы получите индивидуально подогнанное верхнее кольцо и индивидуально подогнанное второе кольцо для каждого цилиндра. Чтобы все было организовано, мы помечаем на большом белом плакате номер каждого цилиндра и откладываем кольца с зазорами в сторону для последующей установки на каждый поршень.
Установка поршневых колец
Поршневые кольца следует устанавливать после сборки пакета поршень – шатун. Есть много способов установить кольца, но самый любимый метод — аккуратно намотать кольца на поршни .
Есть много способов установить кольца, но самый любимый метод — аккуратно намотать кольца на поршни .
Есть инструмент для этого?
Да! В прошлом поршневые кольца были более толстыми, с гораздо более высоким натяжением, чем мы видим сегодня. Тогда некоторые двигателестроители устанавливали кольца на поршень с помощью специального набора плоскогубцев.Сегодня поршневые кольца с меньшим натяжением и меньшим поперечным сечением можно устанавливать на поршень вручную. Пакет маслосъемных колец прост в установке, начиная с расширителя маслосъемного кольца. Неважно, в каком направлении он смотрит; просто намотайте его на поршень и вставьте в канавку масляного кольца. Затем осторожно намотайте маслосъемную планку маслосъемного кольца. Один идет ко дну канавки масляного кольца; другой наверх. Каждый зазор на пакете маслосъемных колец (включая расширитель и комплект верхних и нижних скребковых направляющих) должен располагаться на расстоянии 120 градусов друг от друга. С эспандером нужно быть осторожным, так как его концы могут перекрываться. После установки пакет маслосъемных колец должен свободно перемещаться из стороны в сторону в канавке. Обязательно дважды (и трижды) проверьте расширитель перед тем, как протолкнуть поршень в отверстие.
С эспандером нужно быть осторожным, так как его концы могут перекрываться. После установки пакет маслосъемных колец должен свободно перемещаться из стороны в сторону в канавке. Обязательно дважды (и трижды) проверьте расширитель перед тем, как протолкнуть поршень в отверстие.
Второе кольцо устанавливается следующим, а верхнее — последним. Если вы исследуете упаковку колец, вы почти всегда найдете набор круглых выемок, называемых «шипами», как на верхнем, так и на втором кольце. Эти метки устанавливаются лицевой стороной вверх.При «намотке» компрессионных колец вниз рекомендуется использовать небольшую отвертку, чтобы удерживать конец кольца с зазором подальше от поршня. Это предотвращает царапание поршня кольцевым зазором.
После установки поверните зазоры, чтобы они не совпадали. Однако имейте в виду, что поршневые кольца фактически вращаются в канавке поршня во время работы. Разделение зазоров сводит к минимуму количество масляного загрязнения, которое может произойти во время первоначального запуска двигателя, но вы не можете контролировать расположение зазоров после запуска двигателя.
Чтобы подробнее узнать, как установить зазоры между кольцами, посмотрите слайд-шоу ниже.
Автор: Уэйн Скраба Уэйн Скраба — стойкий автолюбитель и постоянный автор OnAllCylinders. Он владел собственным скоростным магазином, строил гоночные автомобили, уличные удилища и нестандартные мотоциклы, а также реставрировал маслкары. Он является автором пяти книг с практическими рекомендациями и написал более 4500 технических статей, которые были опубликованы в шестидесяти различных автомобильных, мотоциклетных и авиационных журналах по всему миру.Как узнать свой размер обуви
Примерка
Вся танцевальная обувь Eckse производится в трех вариантах исполнения: узкая, средняя и широкая. Если вы собираетесь самостоятельно определять размер стопы, измерьте ногу в соответствии с этими инструкциями и используйте графическую информацию ниже.
Как измерить ногу
1. Поставьте ногу на чистый лист бумаги и перенесите на нее вес тела. Обведите ступню самостоятельно или попросите кого-нибудь сделать это тонким карандашом.Держите карандаш наклоном к ступне как можно ближе (см. Рис. 1).
Обведите ступню самостоятельно или попросите кого-нибудь сделать это тонким карандашом.Держите карандаш наклоном к ступне как можно ближе (см. Рис. 1).
2. Затем измерьте длину от крайней точки пятки до самого длинного пальца стопы по линии С (см. Рис. 2).
3. Для определения подгонки стопы измерить обхват плюсны (согласно рис. 1 и 3 — по линии А, то есть между наиболее выступающими костями внутреннего и внешнего свода стопы).
4. По индивидуальному заказу необходимо также измерить обхват прямого подъема стопы (по линии В, то есть в самой узкой части подъема стопы, примерно в его середине, как показано на рис.1 и 3). В это время гибкая линейка должна плотно обхватывать ногу.
Размер
Обувь для танцев Eckse производится по самой простой системе измерения стопы — метрической системе, где длина стопы в миллиметрах совпадает с размером обуви. Если вы собираетесь определить свой метрический размер самостоятельно, подробно следуйте приведенным ниже инструкциям. Если вы делаете заказ по почте (в том числе по электронной почте) или по телефону, вы также можете указать размер вашей повседневной обуви, размер и модель обуви другого производителя, которая вам подходит в настоящее время.Это очень важная дополнительная информация для специалистов нашей компании. Если ваши требования к размеру и / или подгонке выходят за рамки стандартных размеров и фурнитуры Eckse Co. (см. Далее), вы можете сделать индивидуальный заказ, то есть вы можете заказать любую модель размера и фитинга в соответствии с вашим желаю. Цена и сроки изготовления индивидуального заказа зависят от его сложности и обычно выше стандартных.
Если вы делаете заказ по почте (в том числе по электронной почте) или по телефону, вы также можете указать размер вашей повседневной обуви, размер и модель обуви другого производителя, которая вам подходит в настоящее время.Это очень важная дополнительная информация для специалистов нашей компании. Если ваши требования к размеру и / или подгонке выходят за рамки стандартных размеров и фурнитуры Eckse Co. (см. Далее), вы можете сделать индивидуальный заказ, то есть вы можете заказать любую модель размера и фитинга в соответствии с вашим желаю. Цена и сроки изготовления индивидуального заказа зависят от его сложности и обычно выше стандартных.
Таблица преобразования размеров обуви в различных системах измерения *.
* Все приведенные соответствия являются приблизительными.
Таблица типовых размеров и примерки танцевальной обуви Eckse
Фурнитура для мужской и мужской обуви:
Фурнитура женской обуви с высотой каблука 40—60 мм:
Фурнитура женской обуви с высотой каблука 70–90 мм:
Помните, что все приведенные соответствия приблизительны.
Как заказать обувь?
Как работает коленвал — Все подробности
При сгорании топлива поршень выстреливает прямо вниз по цилиндру, работа коленчатого вала заключается в преобразовании этого поступательного движения во вращение — в основном за счет поворота и подталкивания поршня вверх по цилиндру.
Терминология коленчатого вала достаточно специализированная, поэтому мы начнем с названия нескольких частей. А журнал это часть вала, которая вращается внутри подшипника.Как видно выше, шейки коленчатого вала бывают двух типов: коренные шейки образуют ось вращения коленчатого вала, а шейки шатуна закреплены на концах шатунов, идущих до поршней.
Для дополнительной путаницы шейки шатунов сокращенно обозначаются как шейки шатунов и также обычно называются шатун , или цапфы головные . Цапфы стержней соединены с главными шейками посредством полотна .
Расстояние между центром коренной шейки и центром пальца коленчатого вала называется радиус коленвала , также называемый ход кривошипа . Это измерение определяет диапазон хода поршня при вращении коленчатого вала — это расстояние сверху вниз известно как ход . Ход поршня будет в два раза больше радиуса кривошипа.
Это измерение определяет диапазон хода поршня при вращении коленчатого вала — это расстояние сверху вниз известно как ход . Ход поршня будет в два раза больше радиуса кривошипа.
Задний конец коленчатого вала выходит за пределы картера и заканчивается фланец маховика .Этот прецизионно обработанный фланец прикручен к маховик , большая масса которого помогает сгладить пульсацию поршней, срабатывающих в разное время. Через маховик вращение передается через трансмиссию и главную передачу на колеса. В АКПП коленчатый вал прикручен к коронная шестерня , несущий гидротрансформатор, передавая привод на автоматическую коробку передач. По сути, это мощность двигателя, а мощность передается туда, где она необходима: гребные винты для лодок и самолетов, индукционные катушки для генераторов и опорные колеса транспортного средства.
Передний конец коленчатого вала, иногда называемый носиком, представляет собой вал, выходящий за пределы картера. Этот вал будет заблокирован с зубчатым колесом, которое приводит в движение клапанный механизм через зубчатый ремень или цепь [или, в высокотехнологичных приложениях, зубчатые передачи], и шкив, который передает мощность через приводной ремень на такие аксессуары, как генератор переменного тока и водяной насос. .
Этот вал будет заблокирован с зубчатым колесом, которое приводит в движение клапанный механизм через зубчатый ремень или цепь [или, в высокотехнологичных приложениях, зубчатые передачи], и шкив, который передает мощность через приводной ремень на такие аксессуары, как генератор переменного тока и водяной насос. .
Детали коленчатого вала
Основные журналы
коренные шейки или просто главные шейки зажаты в блоке двигателя, и двигатель вращается вокруг этих шейек.Все шейки коленчатого вала будут обработаны идеально гладкими и круглыми и часто закалены. Основные шейки закреплены в седлах, в которых установлена сменная вкладыш подшипника буду сидеть. Подшипник мягче, чем шейка, и его можно заменять по мере износа, и он спроектирован так, чтобы поглощать небольшое количество загрязнений, если таковые имеются, чтобы не повредить коленчатый вал. А крышка коренного подшипника затем прикручивается к шейке болтами и затягивается с точным крутящим моментом.
[Схема главной цапфы с подшипниками и отверстиями]
Цепи движутся по масляной пленке, которая вдавливается в пространство между шейкой и подшипником через отверстие в седле коленчатого вала и соответствующее отверстие во вкладыше подшипника.При правильном давлении масла и подаче масла шейка и подшипник не должны соприкасаться.
Шатунные шейки
шейки шатуна смещены от оси вращения и прикреплены к большие концы шатунов поршней. Как ни странно, их также часто называют шатун или шатунные опоры . Подача масла под давлением идет через наклонный масляный канал, просверленный от основной шейки.
В некоторых шатунах просверлено отверстие для масла, позволяющее распылять масло на стенку цилиндра. В этом случае опорные подшипники шатуна будут иметь канавку для подачи масла в шатун.
Смазка коленчатого вала
Контакт металл-металл — враг эффективного двигателя, поэтому и главные шейки, и шейки стержней движутся по масляной пленке, которая находится на поверхности подшипника.
Подать масло к коренному подшипнику скольжения легко: масляные каналы от блока цилиндров ведут к каждому седлу коленчатого вала, а соответствующее отверстие в корпусе подшипника позволяет маслу достигать шейки.
Подшипники шейки шатуна требуют такой же смазки, но они вращаются вокруг коленчатого вала со смещением. Для подачи масла к этим подшипникам масляные каналы проходят внутри коленчатого вала — через основную шейку, по диагонали через перемычку и через отверстия в шейках шатунов. Канавка в подшипнике коренной тяги позволяет маслу непрерывно выталкиваться по каналу к шейкам шатунов, чему способствует выброс наружу центробежной силой вращающегося коленчатого вала.
Зазоры между шейками и подшипниками являются основным источником давления масла в двигателе.Если зазоры слишком велики, масло вытекает свободно, а давление не поддерживается. Слишком малые зазоры вызовут высокое давление масла и риск контакта металла с металлом. Поэтому важно, чтобы зазор между подшипниками и шейками измерялся при ремонте двигателя.
Противовесы
Коленчатый вал подвержен сильным вращающим силам, а масса шатуна и поршня, движущиеся вверх и вниз, оказывает значительную силу.Противовесы отлиты как часть коленчатого вала, чтобы уравновесить эти силы. Эти противовесы обеспечивают более плавную работу двигателя и более высокие обороты.
Коленчатый вал балансируется на заводе. В этом процессе прикрепляется маховик, и весь узел вращается на машине, которая измеряет, где он находится вне баланса. Балансировочные отверстия просверлены в противовесах для уменьшения веса. Если необходимо добавить вес, просверливается отверстие, которое затем заполняется хэви-металлом или меллори.Это повторяется до тех пор, пока коленчатый вал не будет сбалансирован.
Упорные шайбы коленчатого вала
В какой-то момент по его длине будут установлены две или более упорных шайб, чтобы предотвратить продольное перемещение коленчатого вала. На изображенном коленчатом валу с обеих сторон центральной шейки имеются упорные шайбы. Эти упорные шайбы устанавливаются между обработанными поверхностями перемычки и седла коленчатого вала, поддерживая заданный небольшой зазор и сводя к минимуму величину бокового движения, доступного для коленчатого вала.Расстояние, на которое коленчатый вал может перемещаться из конца в конец, называется его осевым люфтом, и допустимый диапазон будет указан в руководствах по обслуживанию.
Эти упорные шайбы устанавливаются между обработанными поверхностями перемычки и седла коленчатого вала, поддерживая заданный небольшой зазор и сводя к минимуму величину бокового движения, доступного для коленчатого вала.Расстояние, на которое коленчатый вал может перемещаться из конца в конец, называется его осевым люфтом, и допустимый диапазон будет указан в руководствах по обслуживанию.
В некоторых двигателях эти упорные шайбы являются частью коренных подшипников, в других, как правило, более старых типов, используются отдельные шайбы.
Основные сальники
Оба конца коленчатого вала выходят за пределы картера, поэтому необходимо предусмотреть какой-либо метод предотвращения утечки масла через эти отверстия. Это работа двух основных масляных уплотнений, одного спереди и одного сзади.
сальник задний главный устанавливается между задней главной шейкой и маховиком. Обычно это манжетное уплотнение из синтетического каучука.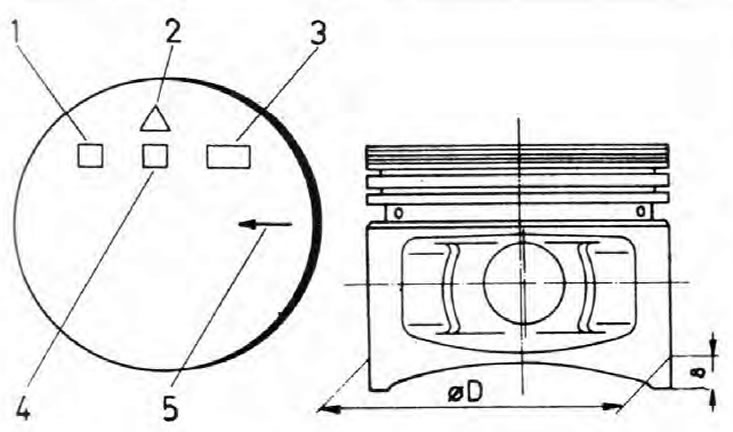 Прокладка вдавливается в углубление между блоком цилиндров и масляным поддоном. Уплотнение имеет фасонную кромку, которая плотно прижимается к коленчатому валу пружиной, называемой подвязкой.
Прокладка вдавливается в углубление между блоком цилиндров и масляным поддоном. Уплотнение имеет фасонную кромку, которая плотно прижимается к коленчатому валу пружиной, называемой подвязкой.
Неисправное масляное уплотнение является серьезной проблемой, поскольку оно примыкает к основным шейкам, которые получают и нуждаются в хорошей подаче масла под давлением. В сочетании с вращением коленчатого вала это приводит к быстрой потере моторного масла из-за любого нарушения сальника.
сальник передний похож на задний, хотя его выход из строя менее катастрофичен, и к нему легче получить доступ. Передний сальник будет за шкивами и шестерней привода ГРМ.
Сальник сам по себе является дешевой деталью, но для доступа к нему требуется много труда по снятию трансмиссии, сцепления, маховика и, возможно, коленчатого вала. Поэтому рекомендуется заменять сальники каждый раз, когда двигатель разбирается и детали доступны.
Схемы коленчатого вала
Базовый коленчатый вал, показанный выше, от рядного 4-цилиндрового двигателя. Другие конструкции коленчатого вала будут зависеть от компоновки двигателя. Более подробно эта тема освещена в статье о компоновке двигателя. Но следует отметить, что в двигателях V-образной формы и W два шатуна могут иметь общую шейку штока. Ниже показаны некоторые типовые схемы коленчатого вала.
Другие конструкции коленчатого вала будут зависеть от компоновки двигателя. Более подробно эта тема освещена в статье о компоновке двигателя. Но следует отметить, что в двигателях V-образной формы и W два шатуна могут иметь общую шейку штока. Ниже показаны некоторые типовые схемы коленчатого вала.
Коленчатый вал V6
Коленчатый вал V6 является в некотором роде специализированным, потому что он требует, чтобы шейки шатуна были разделены для поддержания равномерного интервала зажигания. Это требует, чтобы цапфы стержней были расколоты или раздвинуты, что известно как шплинт или Журнал разъемный дизайн.
Неисправности
Коленчатый вал, будучи очень прочным, является надежным элементом, и отказы коленчатого вала случаются редко, если только двигатель не работает в экстремальных условиях.
Изношенные журналы
Без достаточного давления масла шейки коленчатого вала будут контактировать с опорными поверхностями, постепенно увеличивая зазор и ухудшая давление масла./a130.gif) В крайнем случае это может привести к разрушению подшипников и серьезному повреждению двигателя.Если журналы изношены до предела, предусмотренного для их использования, или уже не имеют идеально круглой формы, их необходимо отшлифовать, как описано ниже.
В крайнем случае это может привести к разрушению подшипников и серьезному повреждению двигателя.Если журналы изношены до предела, предусмотренного для их использования, или уже не имеют идеально круглой формы, их необходимо отшлифовать, как описано ниже.
Усталость
Постоянные силы, действующие на коленчатый вал, могут привести к усталостным трещинам, обычно обнаруживаемым на галтеле, где шейки соединяются со стенкой. Гладкий радиус этого галтеля имеет решающее значение для предотвращения слабых мест, ведущих к усталостным трещинам. Коленчатый вал можно проверить на наличие трещин с помощью магнафлюкс .
Модификации и обновления
Шлифовка коленчатого вала
Журналы изнашиваются со временем. У них может образоваться шероховатая поверхность, они могут стать некруглыми или заостренными. В этих случаях их поверхность можно восстановить с помощью шлифовки коленчатого вала. Когда коленчатый вал заточен, его шейки будут уменьшаться в диаметре и, следовательно, увеличиваться в размерах, поэтому потребуется установка более толстых подшипников.
Коленчатые валы Stroker
Объем цилиндра можно увеличить, перемещая поршни на более длинный ход.Ход двигателя определяется радиусом кривошипа, который представляет собой расстояние между шейками шатуна и коренными шейками. Коленчатый вал с большим радиусом коленчатого вала будет производить более длинный ход и больший объем цилиндра — это известно как коленчатый вал с ходовым движением. При установке строкера потребуются более короткие шатуны. В противном случае поршни могут перемещаться в цилиндре слишком высоко, вызывая неприемлемо более высокое сжатие или удар о крышу цилиндра.
Коленчатые валы Strokerдля часто модифицируемых двигателей продаются в комплекте с более короткими шатунами и поршнями.Строкер-комплект для двигателя Mazda MX5 Miata 1.8L может преобразовать его в двигатель 2L по цене около 5500 долларов.
Офсетное шлифование
Альтернативой установке коленчатого вала с ходовым механизмом является шлифовка шейки шатуна до меньшего размера со смещением — таким образом, центр шейки смещается от средней линии коленчатого вала.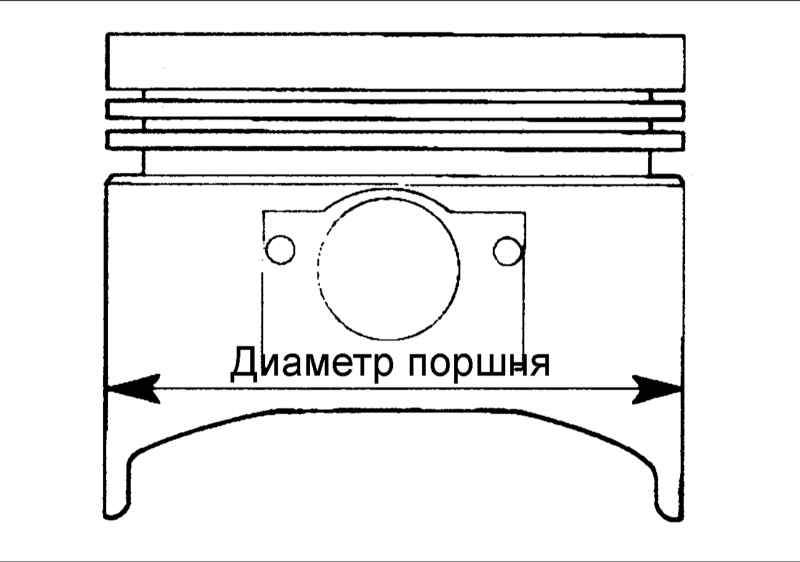 Это проиллюстрировано выше.
Это проиллюстрировано выше.
Видно, что при перемещении центра шейки штока радиус кривошипа был увеличен, что привело к увеличению хода.Это специализированная обработка, и достигаемое увеличение хода будет зависеть от толщины шейки.
Как делается коленчатый вал
В большинстве серийных двигателей используется чугунный коленчатый вал, который изготавливается путем заливки расплавленного чугуна в форму. Кованые коленчатые валы используются в некоторых высокопроизводительных двигателях. Кованый коленчатый вал изготавливается путем нагревания стального блока до докрасна, а затем с использованием чрезвычайно высокого давления для придания ему формы.
После ковки или литья коленчатого вала его шейки и опорные поверхности обрабатываются идеально гладкими.Просверливаются масляные каналы или масляные каналы. Серийные двигатели обычно оставляют перемычки с их первоначальной черновой отделкой, но двигатели с высокими характеристиками обрабатывают каждую часть коленчатого вала для уменьшения сопротивления масла.
Шейки должны быть тверже, чем их подшипники, чтобы износ заменялся на подшипниках, а не на коленчатом валу, который должен служить в течение всего срока службы двигателя. Производственный процесс будет включать упрочнение этих участков азотированием или термообработкой.
Коленчатые валы с исключительно высокими характеристиками и нестандартными характеристиками изготавливаются из блока твердого материала, в результате чего получается коленчатый вал в виде заготовки. Производство одноразового коленчатого вала с помощью этого процесса будет стоить как минимум около 3000 долларов, поэтому он предназначен для соревнований, гонок и восстановления.
Практическое руководство по: восстановление двухтактного двигателя Top-End
Периодически, если у вас есть двухтактный двигатель, наступает момент, когда вам нужно перестраивать верхнюю часть вашего двигателя.Надеюсь, это не станет для вас сюрпризом и станет частью вашего планового графика технического обслуживания, а не незапланированного отказа двигателя.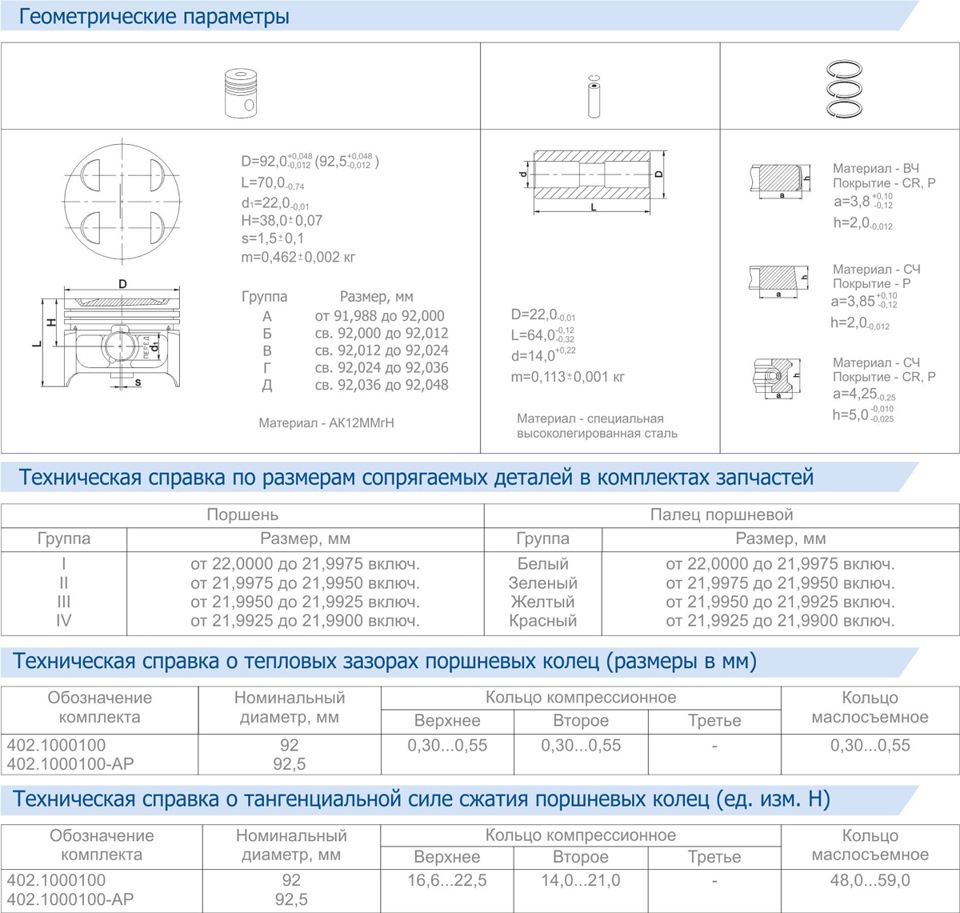 Хотя двухтактные двигатели являются относительно простыми механическими устройствами, их восстановление требует знания принципов их работы, внимания к деталям и систематического подхода.
Хотя двухтактные двигатели являются относительно простыми механическими устройствами, их восстановление требует знания принципов их работы, внимания к деталям и систематического подхода.
Мы собираемся дать множество советов, касающихся модернизации двухтактных двигателей верхнего уровня. Эти советы будут обсуждаться в хронологическом порядке и будут охватывать все этапы сборки, от подготовки перед перестройкой до разборки и последующей сборки.Советы, которыми мы собираемся поделиться, не должны рассматриваться как исчерпывающие все, что нужно сделать, они сосредоточены на вещах, которые либо часто упускаются из виду, либо невероятно важны. Давайте начнем!
Предварительный разбор
Диагностика — Есть ли какие-либо признаки того, что перед разборкой двигателя существует определенная проблема? Если да, то стоит ли провести какие-либо диагностические тесты, такие как компрессия или утечка в картере?
Очистка машины — Найдите время, чтобы тщательно очистить машину, прежде чем открывать двигатель, особенно если вы будете обслуживать верхнюю часть машины, не снимая двигатель с машины./10.gif)
Прежде чем разбирать двигатель, оцените конкретную проблему с двигателем, если вы восстанавливаете его из-за неисправности в работе.
Руководство по техническому обслуживанию — Не рекомендуется выполнять техническое обслуживание двигателя без заводского руководства по обслуживанию OEM. Перед началом работы убедитесь, что у вас есть руководство для вашей машины. Руководство — единственное место, где вы найдете пределы обслуживания, характеристики крутящего момента и другие важные данные.
Разборка
Предельное содержание загрязняющих веществ — После снятия цилиндра оберните верхнюю часть картера чистой тканью без ворса.Грязь является одной из основных причин износа двигателя, и очень важно ограничить возможность попадания грязи в картер.
Всегда держите безворсовую ветошь в верхней части картера, пока он открыт и подвергается воздействию потенциальных загрязнений.
Поршень Снятие — Простое удаление поршня стопорное кольцо может быть выполнено с помощью иглы и выбрать плоскогубцы носа. Вставьте резец в углубление на поршне и за стопорным кольцом.Затем использовать его в качестве рычага и снимите стопорное кольцо из частично. После того, как из частично захватить стопорное кольцо с помощью плоскогубцев носа иглы. Во время этого процесса будьте осторожны, чтобы не поцарапать и не повредить отверстие для булавки на запястье, так как это значительно затруднит извлечение булавки.
Использование инструментов, сколько необходимо для помощи в стопорных удалениях, но будьте осторожны, чтобы не повредить отверстие булавки запястья штырь может быть легко удален .
Легкость снятия пальца будет во многом зависеть от конструкции двигателя и состояния канала ствола.Если штифт можно вынуть вручную, допустимо легкое постукивание, поддерживая стержень. В противном случае следует использовать съемник для пальцев, который можно купить или изготовить. В простейшей форме он может состоять из болта, гайки и гнезда подходящего размера. Как только штифт будет удален, поршень можно снять со штока.
В простейшей форме он может состоять из болта, гайки и гнезда подходящего размера. Как только штифт будет удален, поршень можно снять со штока.
Будем надеяться, что запястье штырь может быть удален вручную после того, как стопорное кольцо находится вне. Если нет, то гнездо подходящего размера с легким постукиванием с противоположного конца может помочь его ослабить.
Разборка силового клапана — Перед тем, как разбирать систему силового клапана, потратьте некоторое время на изучение процедуры, описанной в вашем руководстве по обслуживанию. Для получения дополнительной информации о взаимодействии компонентов просмотрите покомпонентные изображения в руководстве по обслуживанию и посмотрите микрофиши деталей, которые можно найти в Интернете.
Онлайн-микрофиши могут быть очень полезны для перепроверки повторной сборки силового клапана. Их можно найти на многих сайтах дилеров мотоциклов.
При снятии системы гидрораспределителей рассмотрите возможность размещения компонентов на чистой тряпке так, чтобы их положение соответствовало их установке в двигателе. Это относительно простая вещь, которая поможет вам вспомнить, как они устанавливаются позже. Когда дело доходит до очистки компонентов, очищайте их по одному или небольшими партиями, чтобы они не перепутались.
Это относительно простая вещь, которая поможет вам вспомнить, как они устанавливаются позже. Когда дело доходит до очистки компонентов, очищайте их по одному или небольшими партиями, чтобы они не перепутались.
Разложите все детали узла силового клапана при его разборке.Это поможет вам держать все в порядке и убедиться, что вы все правильно собрали.
Инспекция
Герметичный клапан — Не забудьте проверить состояние лепестков пластинчатого клапана, клетки и любых стопорных пластин. Большинство сервисных руководств будет подробно приемлемый зазор между лепестком подсказками и клеткой, а также высотами стопора пластины. Убедитесь, что все резиновые покрытия на камышовой клетке в хорошем состоянии.
Тщательно осмотрите все компоненты язычковых клапанов перед повторной сборкой верхней части.Любые детали с признаками чрезмерного износа или повреждений следует заменить.
Впускной коллектор — Проверьте впускной коллектор на наличие трещин. Трещины чаще встречаются на старых двигателях, и их распространение через коллектор может привести к утечкам воздуха.
Выпускной фланец — Проверьте состояние выпускного фланца и убедитесь, что он не чрезмерно изношен. Чрезмерно изношенный фланец затруднит уплотнение выхлопных газов, снизит производительность и приведет к утечке печально известной насадки.
Компоненты силового клапана — Найдите время, чтобы проверить состояние всех компонентов силового клапана. Со временем может возникнуть значительный износ, что приведет к снижению производительности.
Малый конец штока — Проверьте отверстие малого конца стержня на предмет поверхностных дефектов, таких как точечная коррозия, царапины и царапины. Любые серьезные дефекты канала ствола потребуют замены штока.
Малый конец штока — критическая точка осмотра. Любое повреждение внутренней поверхности может повлиять на малый подшипник, что приведет к цепочке проблем с верхним концом и потенциальному выходу из строя.
Любое повреждение внутренней поверхности может повлиять на малый подшипник, что приведет к цепочке проблем с верхним концом и потенциальному выходу из строя.
Поиск новых компонентов
При обновлении верха вашего двухтактного двигателя важно использовать качественные компоненты при повторной сборке. Отшлифованный и отточенный или расточенный и замененный цилиндр является важным компонентом для обеспечения надежной работы вашего нового топового оборудования. Ваш местный магазин цилиндров должен иметь возможность обработать отверстие и при необходимости заменить пластину, а простое удаление глазури может быть выполнено с помощью подушечки Scotch-Brite. Обязательно сохраняйте угол хонинговальной метки 45 градусов.
Есть много вариантов новых поршней на вторичном рынке, но многие люди предпочитают останавливаться на OEM. Однако при заказе у изготовителя оборудования каждая отдельная деталь должна быть заказана отдельно, включая поршень, кольцо, штифт, зажимы, прокладки и т. Д. Работа со всеми этими номерами деталей и поиск компонента может быть проблемой и дорого обходиться.
Д. Работа со всеми этими номерами деталей и поиск компонента может быть проблемой и дорого обходиться.
Двухтактные поршни ProX производятся поставщиками OEM , и поставляются с поршнем, пальцем, кольцом (кольцами) и стопорными кольцами под одним номером детали.
Двухтактные поршни ProX производятся одними и теми же OEM-поставщиками в точном соответствии со спецификациями оригинальных производителей. Они доступны в размерах A, B, C и D для большинства приложений. Поршни ProX поставляются с поршнем, кольцом (кольцами), штифтом и зажимами в одной коробке. Полные комплекты прокладок верхнего конца можно даже заказать под одним номером детали. Поршни ProX предоставляют возможность замены OEM с меньшими хлопотами и меньшей нагрузкой на ваш кошелек.
Несмотря на то, что поршни ProX производятся поставщиками оригинального оборудования, разница в контроле качества очевидна.Слева поршень ProX для Honda CR250, а справа новенький поршень из коробки от Honda. Что бы вы выбрали?
Что бы вы выбрали?
Измерения
Количество измерений, которые необходимо провести в ходе модернизации верхнего уровня, будет произвольным. В ProX мы стремимся к совершенству и проявляем осторожность, когда дело касается сборки двигателя, поэтому наши сборки состоят из многочисленных измерений и проверок перед повторной сборкой. Для нас это обеспечивает высокий уровень доверия и защиту от внешнего надзора.Мы рекомендуем то же самое всем, кто строит двигатель.
Ниже приведен список измерений, которые мы обычно выполняем при восстановлении двухтактного топового двигателя:
- Зазоры концевые поршневые кольца
- Зазор между поршнем и цилиндром
- Диаметр малого конца штока
Из этих измерений наиболее важным является подтверждение или регулировка зазоров на концах колец, за которыми следует строго следить за тем, чтобы отверстие цилиндра находилось в пределах спецификации в отношении диаметра, прямолинейности и округлости.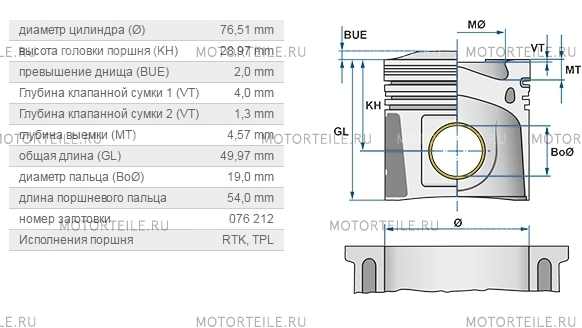 Понятно, что среднему строителю дома может быть трудно выполнить некоторые измерения, обычно из-за отсутствия нужного оборудования, однако компетентный магазин должен быть в состоянии помочь.
Понятно, что среднему строителю дома может быть трудно выполнить некоторые измерения, обычно из-за отсутствия нужного оборудования, однако компетентный магазин должен быть в состоянии помочь.
Кольца ProX часто не нужно подпиливать, так как они предварительно зазоры, но всегда полезно убедиться, что ваш концевой зазор находится в пределах предоставленных спецификаций .
Концевые зазоры колец можно проверить, установив кольцо в отверстие без поршня и используя щуп для измерения.Правильный торцевой зазор кольца указан в инструкциях по установке, прилагаемых к новому поршню ProX.
Между поршнем и цилиндром — еще одно измерение, которое следует проверить перед окончательной сборкой. Для этого используйте калибр и набор штангенциркулей для измерения диаметра отверстия. Затем возьмите набор микрометров и измерьте поршень. Поршни ProX следует измерять перпендикулярно пальцу на запястье, на четверти расстояния от нижней части юбки поршня. Вычтите размер поршня из размера внутреннего диаметра, и вы получите зазор между поршнем и цилиндром.Поршни ProX поставляются с таблицей в инструкции, которая показывает диапазон, в котором должен быть зазор.
Вычтите размер поршня из размера внутреннего диаметра, и вы получите зазор между поршнем и цилиндром.Поршни ProX поставляются с таблицей в инструкции, которая показывает диапазон, в котором должен быть зазор.
Измерение зазора между поршнем и цилиндром — это разумная мера предосторожности, которая поможет вам не столкнуться с неожиданными проблемами с вашим новым топовым двигателем.
Последнее измерение, которое мы рекомендуем, — это диаметр малого конца стержня. Это важно, потому что иногда они могут изнашиваться и создавать люфт для малого подшипника, что приводит к повреждению подшипника и, скорее всего, всей верхней части.Это можно сделать тем же способом, что и диаметр отверстия. Сравните свои измерения с допустимым диапазоном, указанным в руководстве пользователя.
Часто упускается из виду, что диаметр малого конца стержня находится в пределах спецификации, но это может предотвратить серьезный отказ верхнего конца.
Подготовительные работы
Очистка цилиндра — После того, как цилиндр был очищен от глазури или вернулся после замены, его следует очистить в последний раз.Почти всегда есть остатки хонинговальной крошки, которые необходимо удалить. Для эффективной очистки цилиндра используйте теплую мыльную воду и щетку с щетиной, затем жидкость для автоматических коробок передач или аналогичный чистящий раствор и щетку или тряпку без ворса. Чтобы проверить чистоту цилиндра, протрите отверстие ватной палочкой и поищите загрязнения. Очистите отверстие до тех пор, пока на ватной палочке не исчезнут загрязнения. Любая хонинговальная крошка, остающаяся в цилиндре, будет способствовать преждевременному износу поршневых колец.
Чистый цилиндр без глазури и должным образом отточенный — ключ к функционированию поршня и кольца, а также к долговечности.
Функция силового клапана — Баллоны, которые были заменены или заменены, должны быть переустановлены перед окончательной установкой. Часто избыточное покрытие может препятствовать перемещению силового клапана. Чтобы исправить это, необходимо аккуратно удалить лишнюю обшивку. На цилиндрах, использующих силовые клапаны лопастного типа, положение лопасти по отношению к отверстию цилиндра должно быть проверено, чтобы убедиться, что лопасть не выступает в канал.
Часто избыточное покрытие может препятствовать перемещению силового клапана. Чтобы исправить это, необходимо аккуратно удалить лишнюю обшивку. На цилиндрах, использующих силовые клапаны лопастного типа, положение лопасти по отношению к отверстию цилиндра должно быть проверено, чтобы убедиться, что лопасть не выступает в канал.
Соберите силовой клапан перед установкой нового поршня и повторной установкой цилиндра. Обязательно убедитесь, что силовой клапан движется должным образом и не выступает в отверстие.
Поршень — Как правило, проще всего подготовить новый поршень в максимально возможной степени, установив одно из стопорных колец и пакет колец перед соединением его с шатуном. Если ваше руководство по обслуживанию диктат, который CIRCLIP должен быть установлен первым, выбрать самую простую ориентацию установки.Как правило, ваша доминирующая рука и преимущественная ориентация работы будет диктовать, какую сторону вы хотите установить стопорное на.
Перед установкой нового поршня на шатун проще установить один зажим и поршневое кольцо (кольца).
Ссылка вашего руководства, чтобы определить правильную ориентацию стопорного кольца. Как правило, открытый конец стопорного кольца должен быть ориентирован в положение 12 или 6 часов. Временно установите поршневой палец и использовать его в качестве обратного хода, так что стопорное вынужден двигаться в паз.Установка стопорного кольца должно быть сделано вручную, чтобы ограничить возможность деформации. Восточный стопорное кольцо в требуемое положение, а затем подтолкнуть открытые концы стопорного кольца в положение первого. Будьте осторожны, чтобы не поцарапать и не повредить отверстие под штифт на запястье! После установки, используйте кирку или отвертку, чтобы подтвердить стопорное кольцо полностью сидит и не вращается. Все стопорные кольца, которые можно повернуть, необходимо заменить, поскольку они были повреждены и деформированы во время установки.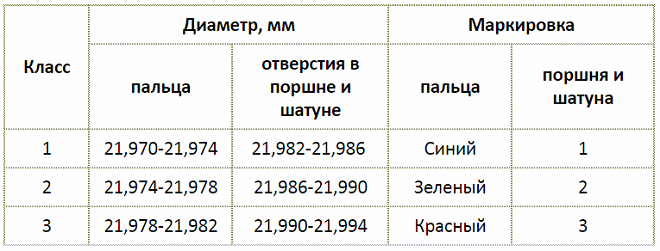
Обязательно запомните ориентацию каждого зажима после установки.Некоторые руководства могут рекомендовать определенные положения в зависимости от поршня, но всегда убедитесь, что зазор не совпадает с углублением (ями) или рядом с ним.
Кольца — Компрессионное кольцо (кольца) должно быть направленным, и верхняя часть кольца обычно обозначается маркировкой возле концевых зазоров. Нанесите тонкий слой масла на кольцо, затем осторожно установите кольцо на место, убедившись, что концевые зазоры кольца совпадают с установочным штифтом в каждой канавке кольца.
Установите кольцо (кольца) маркировкой вверх и убедитесь, что зазор торца кольца совмещен с установочным штифтом в канавке кольца.
Установка
Поршень — В верхней части поршня будет отпечатана стрелка, которая обычно обозначает сторону выпуска поршня. Обратитесь к руководству по обслуживанию, чтобы подтвердить правильную ориентацию стрелки и поршня. Нанесите небольшое количество сборочной смазки на малый концевой подшипник и отверстие под палец на поршне, затем установите подшипник. Совместите поршень с малым концом штока и вставьте штифт на место. Еще раз, использовать поршневой палец в качестве обратного хода, а затем установить оставшееся стопорное кольцо на место.Используйте кирку или отвертку, чтобы убедиться, что она полностью сидит и не вращается.
Нанесите небольшое количество сборочной смазки на малый концевой подшипник и отверстие под палец на поршне, затем установите подшипник. Совместите поршень с малым концом штока и вставьте штифт на место. Еще раз, использовать поршневой палец в качестве обратного хода, а затем установить оставшееся стопорное кольцо на место.Используйте кирку или отвертку, чтобы убедиться, что она полностью сидит и не вращается.
Не забудьте перед сборкой нанести монтажную смазку на кольца и юбки поршня!
От цилиндра к поршню — В большинстве случаев кольцевой компрессор не требуется для сжатия колец и установки поршня в цилиндр. Слегка смажьте отверстие цилиндра монтажной смазкой или моторным маслом, затем смажьте юбку поршня и поверхности колец.Перед установкой поршня и колец еще раз убедитесь, что концы поршневых колец правильно ориентированы относительно соответствующих установочных штифтов.
После того, как новый поршень будет установлен на шатун, нанесите немного сборочной смазки на стенку цилиндра и осторожно наденьте цилиндр на поршень. При надевании цилиндра сожмите кольцо рукой, одновременно убедившись, что концевой зазор кольца совпадает с установочным штифтом.
При надевании цилиндра сожмите кольцо рукой, одновременно убедившись, что концевой зазор кольца совпадает с установочным штифтом.
Установите поршень в ВМТ или около нее, затем осторожно опустите отверстие цилиндра на поршень.Пальцами сожмите кольцо (кольца) и убедитесь, что отверстие цилиндра перпендикулярно поршню. Почувствуйте, как легко цилиндр скользит по поршню и кольцам. Установка цилиндра должна быть плавной и иметь небольшое сопротивление. Если чувствуется сопротивление, немедленно остановитесь и проверьте комплект колец. Иногда одно из колец может выйти из своего положения в канавке и зацепиться за отверстие цилиндра. Обычно это происходит, когда кольцо выходит из ваших пальцев в отверстие цилиндра.
Когда цилиндр надежно окажется над кольцом, сдвиньте его до упора, удерживая поршень в верхней мертвой точке (ВМТ).Не забудьте затянуть гайки цилиндра и головки в соответствии со спецификацией, указанной в вашем руководстве.
Сборка сообщения
Затяжка — Гайки цилиндра и головки всегда должны быть затянуты в соответствии со спецификациями, указанными в руководстве по обслуживанию. Дважды проверьте, что все гайки установлены в соответствии с их характеристиками.
Свеча зажигания — Не забудьте установить новую свечу зажигания и, при необходимости, заменить ее соответствующим образом.
Воздушный фильтр — Перед запуском обязательно установите чистый воздушный фильтр.
Тест на утечку картера — В качестве последней меры предосторожности проведите тест на утечку картера. Проверка герметичности картера поможет подтвердить, что все уплотнения, прокладки и соединения герметичны должным образом.
Обкатка — При первом запуске вашего нового топового автомобиля держите двигатель немного выше холостого хода, с медленными и умеренными оборотами, пока двигатель не станет слишком горячим, чтобы его можно было касаться. Затем выключите двигатель и дайте ему остыть, пока он не станет теплым на ощупь. Повторите этот процесс, увеличивая обороты и каждый раз позволяя двигателю частично нагреваться. После трех таких циклов дайте двигателю полностью остыть, затем проверьте все жидкости и еще раз проверьте крутящий момент на болтах цилиндра и головки.
Затем выключите двигатель и дайте ему остыть, пока он не станет теплым на ощупь. Повторите этот процесс, увеличивая обороты и каждый раз позволяя двигателю частично нагреваться. После трех таких циклов дайте двигателю полностью остыть, затем проверьте все жидкости и еще раз проверьте крутящий момент на болтах цилиндра и головки.
Как только это будет решено, можно начинать обкатку на велосипеде. Убедитесь, что частота вращения варьируется во время первой поездки, не позволяя двигателю буксовать или оставаться на холостом ходу.Безопаснее всего было бы ездить на велосипеде таким образом 5 минут, затем 10 минут и, наконец, 15 минут, с достаточным охлаждением между ними. Это обеспечит равномерную и правильную обкатку поршневых колец. Никогда не будет плохой идеей дважды проверить жидкости и еще раз затянуть после полного охлаждения.
Где купить запчасти
С деталями для двухтактных двигателей можно разобраться через австралийского дистрибьютора ProX Racing Parts здесь.