Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.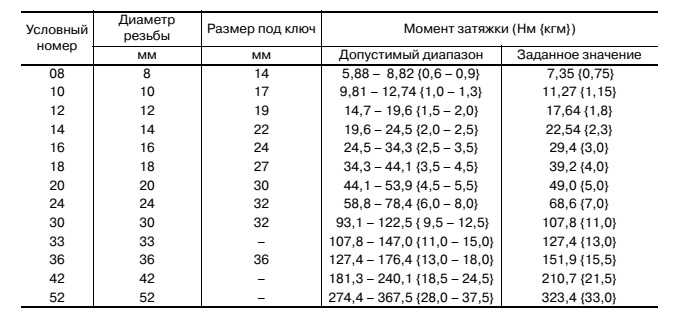
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз.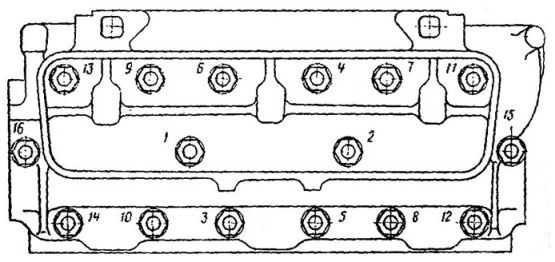 С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл.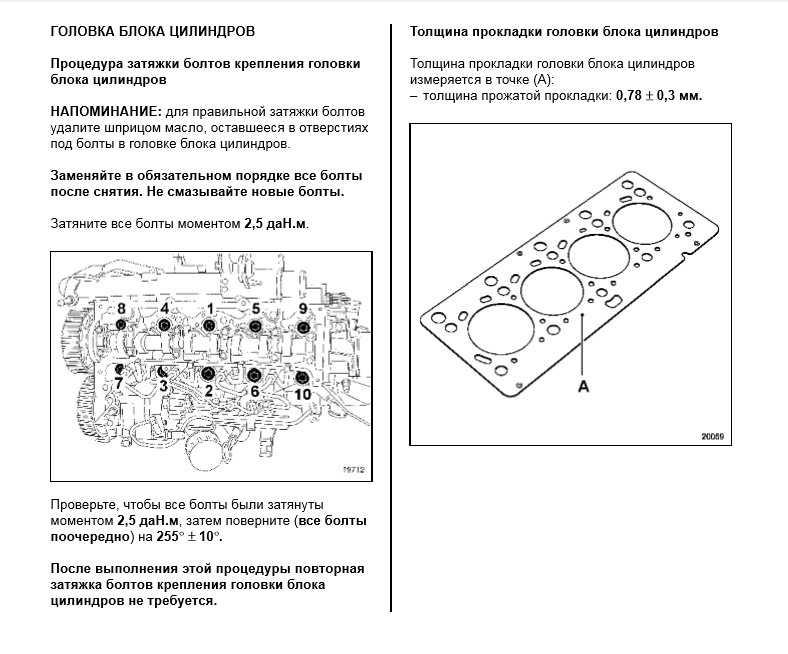 4.
4.
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл.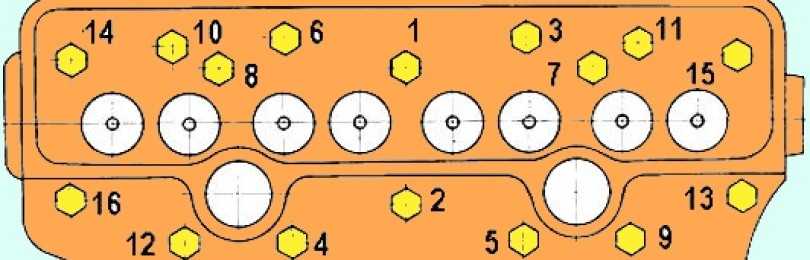 7.
7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
— для средних коренных шеек — 0,02 мм;
— для шейки под распределительную шестерню — 0,03 мм;
— > ступицу шкива вентилятора — 0,04 мм;
— > > задний сальник — 0,04мм;
— фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл.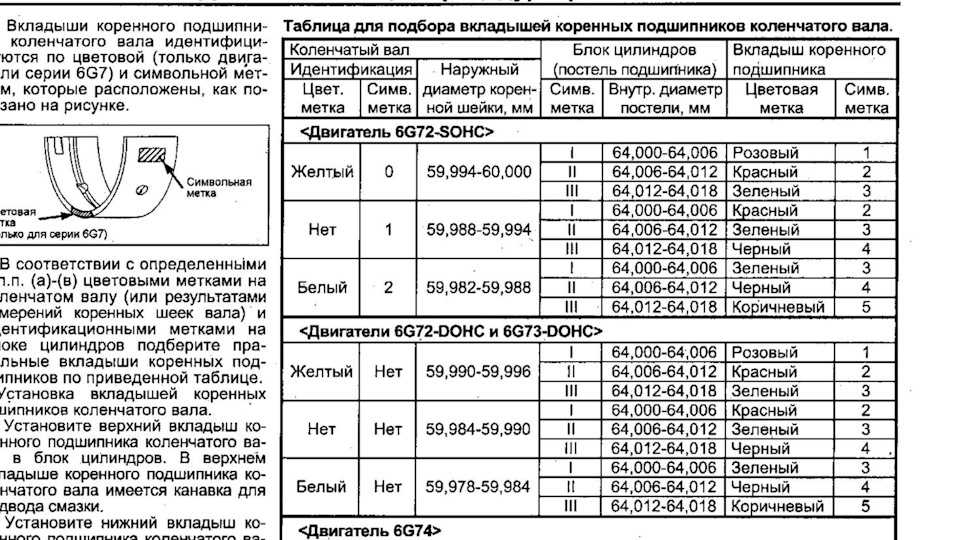 10.
10.
Маховик
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара.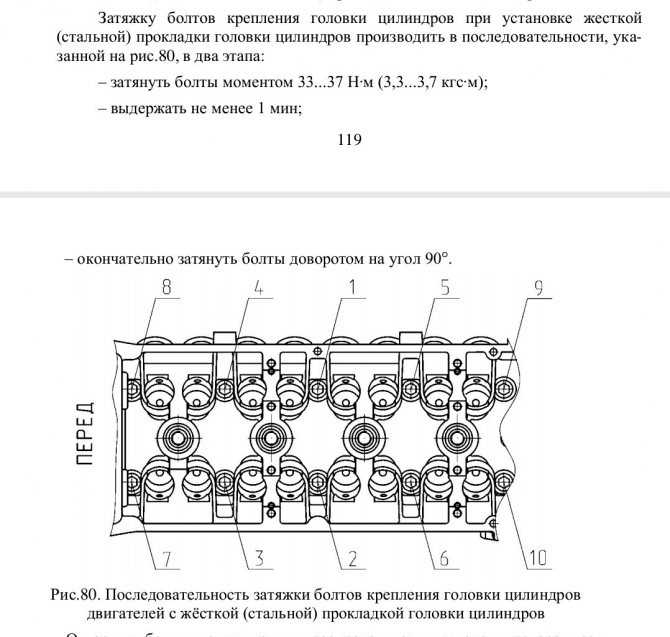 Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см2.
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров
При установке маховика гайки крепления его должны быть затянуты равномерно с усилием 7,6—8,3 кГм
Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм.
Если биение превышает 0,15 мм, узел необходимо раскомплектовать.
Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала.
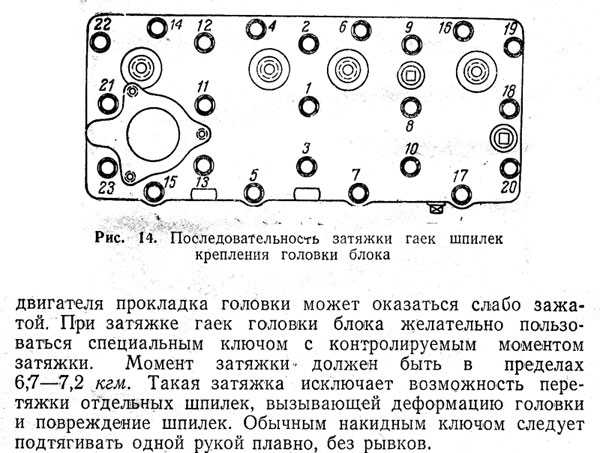
Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рис. 1.
Момент затяжки болтов должен быть в пределах 2—3 кГм.
Коленчатый вал в сборе с маховиком и сцеплением должен быть подвергнут динамической балансировке.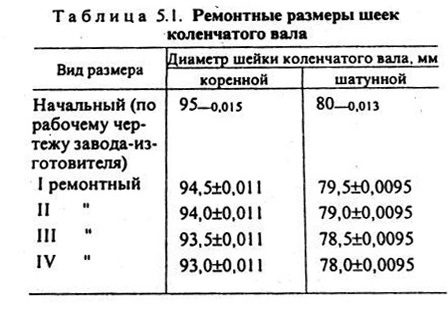
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм.
При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм.
При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
Перед балансировкой внутренние полости коленчатого вала заполнить веретенным маслом, на шатунные шейки надеть балансировочный груз весом 2237 г на каждую шатунную шейку.
Допустимый дисбаланс — 70 гсм.
Устранение дисбаланса производить высверливанием металла на наружном диаметре маховика сверлом диаметром 8 мм на глубину не более 10 мм, выдерживая расстояние между сверлениями не менее 11 мм.
Балансировку производить при начальном дисбалансе не более 180 гсм. При большем дисбалансе узел необходимо раскомплектовать.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты.
Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом.
Вкладыши коренных подшипников должны быть смазаны маслом для двигателя.
Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала.
Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Осевой зазор коленчатого вала, замеренный между передней шайбой упорного подшипника и стальной упорной шайбой, должен находиться в пределах 0,075—0,175 мм.
Осевой зазор регулируют подбором задней шайбы упорного подшипника.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в табл. 1.
|
Номинальный и ремонтные размеры передней и задней шайб упорного подшипника |
||
|---|---|---|
|
Размер |
Толщина передней шайбы, мм |
Толщина задней шайбы, мм |
|
Номинал |
2,35-2,45 |
2,45-2,50 |
|
1-й ремонт |
― |
2,65-2,70 |
|
2-й ремонт |
― |
2,85-2,90 |
При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
2016 Chevy Silverado 1500 5,3-литровый двигатель с крутящим моментом | Технические характеристики Шевроле
Щелкните область, которую вы ищете!
7 лучших шин для Chevy 2500hd: Top …
Включите JavaScript
7 лучших шин для Chevy 2500hd: лучшие шины для тяжелых условий эксплуатации Вы можете найти информацию о сборке двигателя Chevy 5.3L OHV. В этом руководстве мы будем запуск изнутри двигателя, включая коленчатого вала, шатунов и поршневых колец, а затем двигаться наружу до ремня шкива система. Попутно правильные процедуры и характеристики крутящего момента будет оказана помощь в сборке двигателя. Не стесняйтесь начинать с самого начала и работать по-своему наружу или перейти к вашему текущему положению в двигателе для того, что вам может понадобиться.
Установка коренных крышек коленчатого вала Крышки коренных подшипников блока цилиндров двигателя объемом 5,3 л перед установкой следует проверить на наличие дефектов или изъянов. Не забудьте смазать опорные поверхности перед установкой. После подготовки вы можете установить крышки на коленчатый вал.
и начните затягивать болты в многоступенчатом процессе. Первый — 10 футо-фунтов, начиная с середины и идя наружу.
Во второй раз вы можете увеличить усилие до 15 ft-lbs, а затем в третий раз сделать дополнительный поворот на 80 градусов для каждого болта.
Внешние шпильки нужно будет затянуть до 15 ft-lbs, а затем повернуть на 53 градуса. На этом двигателе есть еще и боковые болты
которые затягиваются в крышки подшипников снаружи двигателя. Эти болты должны быть затянуты до 18 ft-lbs.
После того, как вы закончите, вы должны быть готовы продолжить работу с остальной частью двигателя.
Не забудьте смазать опорные поверхности перед установкой. После подготовки вы можете установить крышки на коленчатый вал.
и начните затягивать болты в многоступенчатом процессе. Первый — 10 футо-фунтов, начиная с середины и идя наружу.
Во второй раз вы можете увеличить усилие до 15 ft-lbs, а затем в третий раз сделать дополнительный поворот на 80 градусов для каждого болта.
Внешние шпильки нужно будет затянуть до 15 ft-lbs, а затем повернуть на 53 градуса. На этом двигателе есть еще и боковые болты
которые затягиваются в крышки подшипников снаружи двигателя. Эти болты должны быть затянуты до 18 ft-lbs.
После того, как вы закончите, вы должны быть готовы продолжить работу с остальной частью двигателя.
Chevy Silverado 1500 5,3 л.
Chevy Silverado 1500 5,3 л Характеристики крутящего момента главной крышки (боковые болты): 18 ft-lbs кольца в каждый поршень.
 Будь осторожен
не растягивать кольца и не ломать их при установке. Убедитесь, что вставили правильные кольца в правильные
позиций, это можно определить, взглянув на
инструкции, данные с новыми кольцами. Каждый производитель колец отличается, поэтому обязательно проверьте свой
конкретные кольца. После того, как кольца были установлены, вы можете установить шатунные подшипники в торцевые крышки.
и смажьте их маслом или литиевой смазкой. Теперь поршень можно опустить в цилиндр, убедитесь, что точка
или метка обращена к передней части двигателя, и вы не поцарапаете цилиндр.
После установки вы можете сопоставить крышки шатунов с правильными шатунами и начать затягивать шатуны.
стержневые болты до 15 футо-фунтов, а затем дополнительный поворот на 75 градусов для каждого болта. После того, как все сделано, поверните кривошип
чтобы гарантировать, что все поршни плавно входят и выходят из своих цилиндров и ничего не заедает. Chevy Silverado 1500 5,3 л. Момент затяжки шатуна: 15 ft-lbs + 75°
Будь осторожен
не растягивать кольца и не ломать их при установке. Убедитесь, что вставили правильные кольца в правильные
позиций, это можно определить, взглянув на
инструкции, данные с новыми кольцами. Каждый производитель колец отличается, поэтому обязательно проверьте свой
конкретные кольца. После того, как кольца были установлены, вы можете установить шатунные подшипники в торцевые крышки.
и смажьте их маслом или литиевой смазкой. Теперь поршень можно опустить в цилиндр, убедитесь, что точка
или метка обращена к передней части двигателя, и вы не поцарапаете цилиндр.
После установки вы можете сопоставить крышки шатунов с правильными шатунами и начать затягивать шатуны.
стержневые болты до 15 футо-фунтов, а затем дополнительный поворот на 75 градусов для каждого болта. После того, как все сделано, поверните кривошип
чтобы гарантировать, что все поршни плавно входят и выходят из своих цилиндров и ничего не заедает. Chevy Silverado 1500 5,3 л. Момент затяжки шатуна: 15 ft-lbs + 75° Установка масляного насоса
При установке масляного насоса обязательно используйте соответствующий герметик вокруг основания насоса, если необходимо чтобы убедиться, что давление масла
не падает из-за утечки.
Chevy Silverado 1500 5,3L Масляная трубка для насоса Спецификация крутя Спецификация крутящего момента всасывающей трубки к блоку: 18 ft-lbs
Установка головки блока цилиндров
Первое, что вы должны сделать при установке головок цилиндров, это убедиться, что поверхности блока и головки цилиндров
полностью очищен от пыли, масла и любого мусора. Следующее, что вы должны сделать, это
установить распределительные валы в правильное положение, чтобы предотвратить удары клапанов о поршни во время установки
и затяжка болтов головки. Точно так же вы должны установить поршни в их правильное положение.
местах, обычно это означает установку поршня №1 в ВМТ или верхнюю мертвую точку. Как только все будет готово, вы
можно установить прокладку головки блока цилиндров на блок цилиндров, совместив установочные штифты.
Что я обычно делаю, так это распыляю на прокладку головки немного медного спрея из перматекса, который вы можете
найти здесь , это гарантирует, что любые зазоры, которые могут присутствовать между двумя поверхностями, будут заполнены
спрей. Это
также помогает передавать тепло между двумя металлами. Установив прокладку, вы можете установить головку блока цилиндров на
прокладку и блок, при необходимости попросите кого-нибудь помочь с этим процессом, так как головка может быть тяжелой
и вы не хотите ничего поцарапать или уронить! Как только голова будет помещена, вы захотите начать
установка болтов головки, чтобы убедиться, что она не двигается.
Следующее, что вы должны сделать, это
установить распределительные валы в правильное положение, чтобы предотвратить удары клапанов о поршни во время установки
и затяжка болтов головки. Точно так же вы должны установить поршни в их правильное положение.
местах, обычно это означает установку поршня №1 в ВМТ или верхнюю мертвую точку. Как только все будет готово, вы
можно установить прокладку головки блока цилиндров на блок цилиндров, совместив установочные штифты.
Что я обычно делаю, так это распыляю на прокладку головки немного медного спрея из перматекса, который вы можете
найти здесь , это гарантирует, что любые зазоры, которые могут присутствовать между двумя поверхностями, будут заполнены
спрей. Это
также помогает передавать тепло между двумя металлами. Установив прокладку, вы можете установить головку блока цилиндров на
прокладку и блок, при необходимости попросите кого-нибудь помочь с этим процессом, так как головка может быть тяжелой
и вы не хотите ничего поцарапать или уронить! Как только голова будет помещена, вы захотите начать
установка болтов головки, чтобы убедиться, что она не двигается.
 проходя через каждый болт на каждом этапе. Меньшие болты M8 просто затягиваются до 22 футо-фунтов. Будь уверен
затяните все болты головки крест-накрест, так как это обеспечивает равномерный крутящий момент приложенного к прокладке головки.
Обязательно затяните правильные болты в соответствии с техническими характеристиками, так как это критически важный компонент функциональности двигателей.
проходя через каждый болт на каждом этапе. Меньшие болты M8 просто затягиваются до 22 футо-фунтов. Будь уверен
затяните все болты головки крест-накрест, так как это обеспечивает равномерный крутящий момент приложенного к прокладке головки.
Обязательно затяните правильные болты в соответствии с техническими характеристиками, так как это критически важный компонент функциональности двигателей. Инструмент просто вдавливает и выталкивает подшипники из отверстий под подшипники.
используя пластины разного размера, чтобы надавить на них. Перед установкой распределительного вала и сборкой убедитесь, что все подшипники распределительного вала находятся в хорошем состоянии.
двигатель, так как это важная часть двигателя. Если все подшипники в порядке и на месте, распределительный вал можно смазать и установить в двигатель. Он должен скользить
в подшипники с легкостью, если он застрянет, не применяйте силу, так как вы рискуете повредить подшипники. Просто переместите конец распределительного вала, пока он не войдет внутрь.
полностью в двигатель вам нужно будет установить стопорную пластину распределительного вала и ее болты. В зависимости от вашего конкретного двигателя Chevy распределительный вал, удерживающий
пластина устанавливается сразу после установки распределительного вала на место или после установки зубчатого колеса. В зависимости от того, как вы разобрали свой двигатель
и новые детали, которые вы устанавливаете, вам нужно будет соответствующим образом адаптировать.
Инструмент просто вдавливает и выталкивает подшипники из отверстий под подшипники.
используя пластины разного размера, чтобы надавить на них. Перед установкой распределительного вала и сборкой убедитесь, что все подшипники распределительного вала находятся в хорошем состоянии.
двигатель, так как это важная часть двигателя. Если все подшипники в порядке и на месте, распределительный вал можно смазать и установить в двигатель. Он должен скользить
в подшипники с легкостью, если он застрянет, не применяйте силу, так как вы рискуете повредить подшипники. Просто переместите конец распределительного вала, пока он не войдет внутрь.
полностью в двигатель вам нужно будет установить стопорную пластину распределительного вала и ее болты. В зависимости от вашего конкретного двигателя Chevy распределительный вал, удерживающий
пластина устанавливается сразу после установки распределительного вала на место или после установки зубчатого колеса. В зависимости от того, как вы разобрали свой двигатель
и новые детали, которые вы устанавливаете, вам нужно будет соответствующим образом адаптировать. Болты удерживающей пластины должны быть затянуты до 18 футо-фунтов. Распредвал
звездочки просто надеваются как на коленчатый вал, так и на конец распределительного вала. Убедитесь, что вы устанавливаете систему вместе с метками цепи привода ГРМ.
с точками на обеих звездочках. Поскольку для этой системы нет натяжителей, она будет работать только вместе. Со стороны распределительного вала он выравнивается с помощью
установочный штифт, который торчит из распределительного вала. Есть 3 болта, которые крепят звездочку распределительного вала к распределительному валу.
Эти болты должны быть затянуты до 26 ft-lbs. Шкив коленчатого вала будет удерживать
звездочка коленчатого вала на место, поэтому нет необходимости затягивать там болты. Chevy Silverado 1500 5.3L Специальный момент крутящего момента на распределительный вал: 26 FT-LBS
Болты удерживающей пластины должны быть затянуты до 18 футо-фунтов. Распредвал
звездочки просто надеваются как на коленчатый вал, так и на конец распределительного вала. Убедитесь, что вы устанавливаете систему вместе с метками цепи привода ГРМ.
с точками на обеих звездочках. Поскольку для этой системы нет натяжителей, она будет работать только вместе. Со стороны распределительного вала он выравнивается с помощью
установочный штифт, который торчит из распределительного вала. Есть 3 болта, которые крепят звездочку распределительного вала к распределительному валу.
Эти болты должны быть затянуты до 26 ft-lbs. Шкив коленчатого вала будет удерживать
звездочка коленчатого вала на место, поэтому нет необходимости затягивать там болты. Chevy Silverado 1500 5.3L Специальный момент крутящего момента на распределительный вал: 26 FT-LBS Chevy Silverado 1500 5,3 л. Момент затяжки болтов: 18 фут-фунтов
Chevy Silverado 1500 5,3 л.
 0013
0013Установка крышки ГРМ
Крышка ГРМ на 5,3 л используется для закрытия внутренних частей двигателя и удержания большого количества масла. По этой причине я рекомендую использовать
немного силиконового герметика вместе с новой прокладкой во время установки. Обязательно очистите все металлические поверхности перед установкой и размещением силикона на металле.
Когда все готово к установке, обязательно дважды проверьте время и внутренности двигателя, прежде чем устанавливать крышку на место. Еще один совет — смазывать
сальник коленвала смазать маслом, чтобы лучше сел. Если все в порядке, поместите крышку
на блок цилиндров и начните затягивать болты вручную. После того, как все болты будут установлены на место, обязательно следуйте инструкциям по использованию герметиков, подождав рекомендованное время.
время. Когда все готово, болты крышки ГРМ можно затянуть до 18 футо-фунтов. Не перетягивайте эти болты, так как это может быть легко сделать.
Установка масляного поддона
Подобно крышке ГРМ на 5,3 л, масляный поддон двигателя играет важную роль в поддержании уровня масла в двигателе. внутри
двигатель. По этой причине я рекомендую использовать новую прокладку, а также силиконовый герметик.
во время установки. Используя ту же технику, что и раньше, с крышкой вы очищаете поверхности как масляного
поддон и блок двигателя, а затем установите новую прокладку на блок, а затем выполните
это с силиконовым герметиком. Обязательно следуйте инструкциям по использованию герметиков, чтобы обеспечить наилучшее уплотнение.
из вашего приложения. Перед установкой масляного поддона убедитесь, что перегородка масляного поддона и масляный насос установлены правильно.
Масляный поддон на этом двигателе использует 2 болта разного размера: M8 и M6. M8 — это более крупные болты и
необходимо будет затянуть до 18 ft-lbs в поперечной конструкции. Болты M6 могут быть затянуты до 8 ft-lbs по аналогичной схеме.
Наряду с поддоном находится сливная пробка масляного поддона, которую довольно часто снимают и переустанавливают.
крутящий момент до 18 ft-lbs.
Болты M6 могут быть затянуты до 8 ft-lbs по аналогичной схеме.
Наряду с поддоном находится сливная пробка масляного поддона, которую довольно часто снимают и переустанавливают.
крутящий момент до 18 ft-lbs.
Chevy Silverado 1500 5,3 л. Характеристики крутящего момента пробки слива масла 5,3 л: 18 фут-фунтов Chevy Silverado 1500 Характеристики крутящего момента перегородки масляного поддона 5,3 л: 10 фут-фунтов Chevy Silverado 1500 фунтов
Установка клапанных крышек
Установка клапанных крышек достаточно проста, имеются резиновые уплотнители для каждого болтового отверстия и силиконовая прокладка
что предотвращает вытекание масла из двигателя. Рекомендуется заменить оба уплотнения
и прокладки, хотя, если они в хорошем состоянии, вы можете использовать их повторно. Если вы решите использовать их повторно, я
Я бы использовал силиконовый герметик вместе с силиконовой прокладкой, чтобы убедиться, что он не протекает.
Болты клапанной крышки затягиваются до 106 дюймов-фунтов или около 8 футо-фунтов в крест-накрест. Будьте уверены, чтобы не пропустить
любые болты, чтобы масло не вытекало на выхлопные трубы и не вызывало много дыма.
Если вы решите использовать их повторно, я
Я бы использовал силиконовый герметик вместе с силиконовой прокладкой, чтобы убедиться, что он не протекает.
Болты клапанной крышки затягиваются до 106 дюймов-фунтов или около 8 футо-фунтов в крест-накрест. Будьте уверены, чтобы не пропустить
любые болты, чтобы масло не вытекало на выхлопные трубы и не вызывало много дыма.
Установка впускного коллектора и топливной рампы
впускные отверстия
перед установкой коллектора на место. После очистки вы можете разместить
прокладки впускного коллектора на установочные штифты. Если вы хотите, вы также можете использовать немного герметика на
прокладки, помогающие избежать утечек. Теперь, когда прокладки на месте, вы можете установить
коллектор вниз на прокладки и начать устанавливать болты. Болты впускного коллектора затяните до 8 фут-фунтов. и можно затянуть крест-накрест. Модуль катушки зажигания можно затянуть до 8 футо-фунтов, а сами свечи зажигания можно затянуть.
затянуты до 15 футо-фунтов, будьте осторожны, чтобы не перетянуть их, так как они могут сломаться и вызвать большие проблемы.
При установке корпуса дроссельной заслонки убедитесь, что все прокладки находятся в хорошем состоянии и будут удерживать уплотнение, поскольку вы не
хочу быть утечка газовых паров вокруг двигателя. Если все выглядит хорошо, вы можете затянуть болты корпуса дроссельной заслонки до 8 футо-фунтов.
и можно затянуть крест-накрест. Модуль катушки зажигания можно затянуть до 8 футо-фунтов, а сами свечи зажигания можно затянуть.
затянуты до 15 футо-фунтов, будьте осторожны, чтобы не перетянуть их, так как они могут сломаться и вызвать большие проблемы.
При установке корпуса дроссельной заслонки убедитесь, что все прокладки находятся в хорошем состоянии и будут удерживать уплотнение, поскольку вы не
хочу быть утечка газовых паров вокруг двигателя. Если все выглядит хорошо, вы можете затянуть болты корпуса дроссельной заслонки до 8 футо-фунтов.
Chevy Silverado 1500 5,3L Спецификации модуля зажигания. Спецификации: 15 FT-LBS
Chevy Silverado 1500 5.3L Тулупное момент дроссельной заслонки. головка и сам коллектор и затем с помощью прокладки выпускного коллектора и установки ее на место. Как только прокладка окажется в своем В этом месте вы можете надеть коллектор на головки и начать затягивать его до 18 футо-фунтов.
 я всегда использую некоторые
медный спрей из перматекса на прокладках выпускного коллектора, чтобы я не попал
любые утечки выхлопных газов после того, как сделано. Когда вы идете устанавливать двигатель в транспортное средство или если он уже находится в
крутящий момент от выпускного коллектора к выхлопным трубам или каталитическому нейтрализатору составляет 26 футо-фунтов.
Система рециркуляции отработавших газов состоит из ряда труб, которые идут от коллектора до головки. Трубки EGR можно затянуть
до 22 футо-фунтов. Chevy Silverado 1500 5.3L Спецификация крутящего момента выхлопных коллекторов: 18 FT-LBS
я всегда использую некоторые
медный спрей из перматекса на прокладках выпускного коллектора, чтобы я не попал
любые утечки выхлопных газов после того, как сделано. Когда вы идете устанавливать двигатель в транспортное средство или если он уже находится в
крутящий момент от выпускного коллектора к выхлопным трубам или каталитическому нейтрализатору составляет 26 футо-фунтов.
Система рециркуляции отработавших газов состоит из ряда труб, которые идут от коллектора до головки. Трубки EGR можно затянуть
до 22 футо-фунтов. Chevy Silverado 1500 5.3L Спецификация крутящего момента выхлопных коллекторов: 18 FT-LBS Chevy Silverado 1500 5,3L Спецификация крутящего момента выхлопной трубы: 26 FT-LBS
CHEVY Silverado 1500.3.3
CHEVY SIVERADO 1500 500.33
CHEVY Silverado 1500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500.
 3. : 22 ft-lbs
3. : 22 ft-lbs Установка водяного насоса и термостата
Водяной насос на двигатель Chevy 5,3 л следует устанавливать с помощью новая прокладка и, при желании, немного силиконового герметика для предотвращения утечек. Перед установкой насоса обязательно очистите обе металлические поверхности. Один раз подготовленный насос можно переместить на место, а затем установить соответствующие кронштейны. Болты водяного насоса проходят через кронштейны, а затем через водяной насос в двигатель. Болты водяного насоса должны быть затянуты с усилием 22 фунто-фута. Водяной насос на этом двигателе также состоит из крышки, которую необходимо затянуть до 11 футо-фунтов.
Chevy Silverado 1500 5.3L Спецификации крутящего момента водяного насоса: 22 FT-LBSChevy Silverado 1500 5.3L Крышка водяного насоса Спецификации: 11 FT-LBS ГОДА ГЛАВНЫЙ ПЛАЗМЫ И пульс и пульс.
Большая часть того, что осталось на двигателе, это просто установка и затяжка таких объектов, как ременные шкивы, натяжитель ремня,
корпус дроссельной заслонки, горловину масляного фильтра, шкив коленчатого вала и опоры двигателя. Если элементы имеют прокладку и держат либо
масла или охлаждающей жидкости внутри двигателя, затем добавьте немного герметика вместе с прокладкой. Всегда обязательно
осмотрите прокладки и замените их, если есть какие-либо повреждения или дефекты с ними. Для
ременной системы шкив коленчатого вала затягивается до 37 ft-lbs, а затем поворачивается на 140 градусов. Пояс
натяжитель можно затянуть до 37 футо-фунтов, а натяжной ролик также можно затянуть до 37 футо-фунтов. При установке убедитесь, что они
оба вращаются плавно, и если они не вращаются, замените их новыми, так как подшипники могут выйти из строя. Двигатель
опору двигателя можно установить на блок цилиндров, если она еще не установлена, крутящие моменты для
крепление к блоку составляет 37 футо-фунтов, а затем при установке крепления на автомобиль или раму его можно затянуть до
59фут-фунт.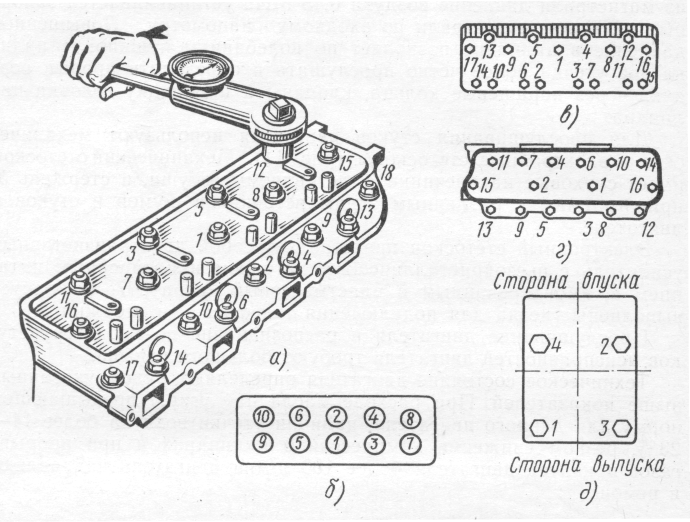 Наконец, корпус дроссельной заслонки можно установить поверх впускного коллектора.
с хорошей прокладкой и добавленным герметиком с усилием 7 футо-фунтов крест-накрест. Для установки ремня вам
можно использовать инструмент, чтобы перевести натяжитель в подпружиненное состояние и установить ремень, как показано на
картина. Насос гидроусилителя руля и его шкив должны быть затянуты до 18 футо-фунтов. Генератор имеет 2 разных
кронштейны, которые крепятся к двигателю. Задние кронштейны можно затянуть до 18 футо-фунтов, в то время как передний кронштейн можно
крутящий момент до 37 ft-lbs. Крутящий момент компрессора кондиционера может быть снижен до двигателя с помощью 37 футо-фунтов.
Наконец, корпус дроссельной заслонки можно установить поверх впускного коллектора.
с хорошей прокладкой и добавленным герметиком с усилием 7 футо-фунтов крест-накрест. Для установки ремня вам
можно использовать инструмент, чтобы перевести натяжитель в подпружиненное состояние и установить ремень, как показано на
картина. Насос гидроусилителя руля и его шкив должны быть затянуты до 18 футо-фунтов. Генератор имеет 2 разных
кронштейны, которые крепятся к двигателю. Задние кронштейны можно затянуть до 18 футо-фунтов, в то время как передний кронштейн можно
крутящий момент до 37 ft-lbs. Крутящий момент компрессора кондиционера может быть снижен до двигателя с помощью 37 футо-фунтов.
Chevy Silverado 1500 5,3 л. Спецификация швейного момента. Характеристики крутящего момента натяжителя ремня: 37 фут-фунтов
Chevy Silverado 1500 5,3 л.