
Порядок затяжки головки блока цилиндров уаз 421
Скачать
Головка блока цилиндров двигателя УМЗ-421 общая для всех цилиндров, отлита из алюминиевого сплава. Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя.
Головка блока цилиндров двигателя УМЗ-421, прокладка головки блока.
Головка блока цилиндров УМЗ-421 крепится к блоку десятью стальными шпильками диаметром 12 мм. Под гайки шпилек поставлены плоские стальные упрочненные шайбы. Между головкой и блоком устанавливается прокладка 421.1003020 из асбестового полотна, армированного металлическим каркасом и покрытого графитом.
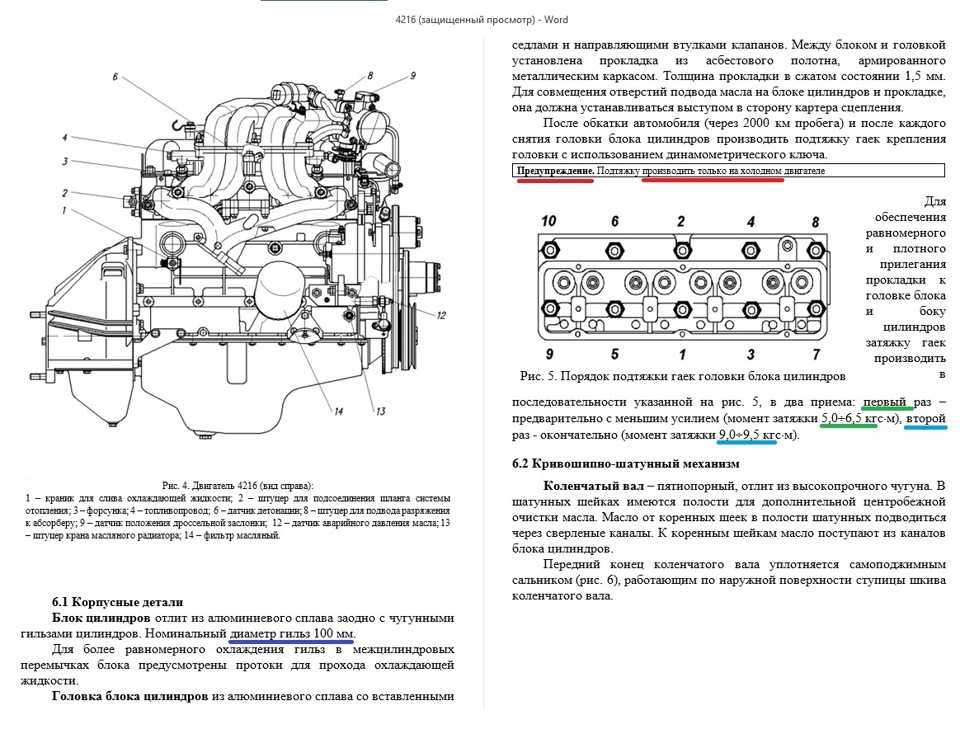
Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии 1.5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом 4х20 мм на наружном контуре в сторону картера сцепления. Момент силы затяжки гаек крепления головки должен быть 9.0-9.4 кгсм.
Момент силы затяжки гаек крепления головки должен быть 9.0-9.4 кгсм.
Седла и втулки клапанов.
Седла всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки, перед сборкой головка нагревается до температуры 160-175 градусов, а седла охлаждаются примерно до минус 40-45 градусов, при этом седло свободно вставляется в гнездо головки, а также достаточно большому линейному расширению материала седла обеспечивается надежная и прочная посадка седла в гнезде. Дополнительно металл головки вокруг седел обжимается с помощью оправки.
Втулки клапанов так же, как седла, собираются с предварительно нагретой головкой цилиндров, втулки — охлажденные. Фаски в седлах и отверстия во втулках обрабатываются после их установки в головку.
Модификации головок блока цилиндров двигателя УМЗ-421, объем камеры сгорания.
Головки блока цилиндров двигателей, имеющих разные степени сжатия, различаются по объему камер сгорания. Увеличение степени сжатия двигателя получено за счет дополнительного фрезерования нижней плоскости головки на 3.1 мм. Высота головки двигателя со степенью сжатия 8.2 составляет 94.9 мм, высота головки двигателя со степенью сжатия 7.0 — 98 мм.
Увеличение степени сжатия двигателя получено за счет дополнительного фрезерования нижней плоскости головки на 3.1 мм. Высота головки двигателя со степенью сжатия 8.2 составляет 94.9 мм, высота головки двигателя со степенью сжатия 7.0 — 98 мм.
Объем камеры сгорания при поставленных на место клапанах и ввернутой свече зажигания составляет 76-79 см3 для двигателей со степенью сжатия 8.2 и 94-97 см3 для двигателей со степенью сжатия 7.0. Разница между объемами камер сгорания одной головки не должна превышать 2 см3.
Головка блока цилиндров имеет несколько модификаций и соответственно различные обозначения. Обозначения и характерные отличия основных комплектаций головок в сборе с клапанами и пружинами, применяющихся на различных модификациях двигателей приведены ниже.
— Головка блока цилиндров 421.1003010-21 для двигателей УМЗ-421-30, 4217-30, 4218-10, 42187-10 — высота корпуса головки 94.9 мм, предназначена под степень сжатия 8.2. По две пружины на каждом клапане.
— Головка блока цилиндров 421.1003010-70 для двигателей УМЗ-4215-30, 42157-30 — высота корпуса головки 94.9 мм, предназначена под степень сжатия 8.2. По две пружины на каждом клапане.
— Головка блока цилиндров 421.1003010-11 для двигателей УМЗ-4215-10, 42157-10, 421, 42101, 42107, 4218, 42181, 42187, 4218-01, 42187-01, 4218-05, 42187-05 — высота корпуса головки 98 мм, предназначена под степень сжатия 7.0. По две пружины на каждом клапане.
Обслуживание головки блока цилиндров двигателя УМЗ-421.
Головка блока цилиндров не требует обслуживания, за исключением очистки от пыли и грязи, и подтяжки резьбовых соединений, так как с течением времени прокладка головки блока цилиндров обминается, поэтому возможно ослабление затяжки гаек крепления головки и вследствие этого, прогорание прокладки или прорыв газов в систему охлаждения.
Поэтому после первых 1000 км, по окончании обкатки двигателя, после каждого снятия головки цилиндров и через каждые 20 000 км пробега автомобиля необходимо проводить подтяжку головки цилиндров. Гайки крепления головки цилиндров затягиваются от середины головки к ее торцам.
Гайки крепления головки цилиндров затягиваются от середины головки к ее торцам.
Затяжку и проверку затяжки следует делать на холодном двигателе. Если эту операцию выполнить на горячем двигателе, то после остывания затяжка гаек окажется не полной вследствие большой разницы в коэффициентах линейного расширения материала головки и шпилек.
Для равномерного и плотного прилегания головки к блоку затяжку рекомендуется делать в два приема : предварительно с малым моментом силы 55-6.0 кгсм и окончательную затяжку гаек крепления головки моментом силы 9.0-9.4 кгсм.
Следует иметь в виду, что затяжка гаек вызывает изменение зазоров в газораспределительном механизме. Поэтому после каждой такой операции необходимо проверять величину зазоров между коромыслами и стержнями клапанов. При необходимости зазоры надо отрегулировать.
Ремонт головки блока цилиндров двигателя УМЗ-421.
К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся : коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов. При наличии пробоин, прогара и трещин на стенках камер сгорания и разрушения перемычек между гнездами седел клапанов головку блока цилиндров необходимо заменить на новую.
При наличии пробоин, прогара и трещин на стенках камер сгорания и разрушения перемычек между гнездами седел клапанов головку блока цилиндров необходимо заменить на новую.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом, не должна быть более 0.1 мм. Незначительное коробление головки до 0.3 мм. устраняется шабровкой плоскости по краске. При короблениях превышающих 0.3 мм., плоскость головки, прилегающей к блоку, необходимо фрезеровать. Ремонт резьбовых отверстий аналогичен указанному для блока цилиндров.
Хундай соната снять руль
Киа спортейдж 1 книга по ремонту
12.1. Приложение 1. Моменты затяжки резьбовых соединений
Как затягивать головку на двигателе от уаз 417
О вот это уже похоже на правду ?
почему похоже? это и есть правда!
А с какого мотора пошли 12-мм шпильки, 414 или 417?
(На 451 наверняка 11).
Совершенно с Вами согласен. Когда УАЗ предъявил претензии к нам (УМЗ) претензии по течи через прокладку головки блока цилиндров, то мы увеличили момент затяжки до 11 -13 кгс*м и претензии прекратились. ВАЗ на двигателях 2108 предварительно протягивает головку моментом 6-8 кгс*м, затем доварачивает болты на 90 градусов и еще раз на 90 градусов. Но там блок цугунный. А на УАЗовском двигателе больше 13 кгс*м опасно, шпильки можно вытянуть.
ВАЗ на двигателях 2108 предварительно протягивает головку моментом 6-8 кгс*м, затем доварачивает болты на 90 градусов и еще раз на 90 градусов. Но там блок цугунный. А на УАЗовском двигателе больше 13 кгс*м опасно, шпильки можно вытянуть.
Не знаю — не знаю. Я по советам «знатоков» тоже тянул когда-то голову с усилием больше, чем в книжке. В результате при капремонте этой весной когда выкрушивал одну из шпилек — вывернул ее с мясом и пришлось ставить футорку. И, что еще интереснее, когда на призме проверяли головку блока на плоскостность, был виден изгиб примерно 0.3 мм.
Отсюда два вывода: 1. Тянуть сильно — это губить блок цилиндров. 2. Тянуть сильно — гнуть головку блока.
Поэтому тянуть надо как в книжке. Если голова и так кривая, то прокладку все равно пробьет, тут сила прикручивания не поможет.
Не знаю — не знаю. Я по советам «знатоков» тоже тянул когда-то голову с усилием больше, чем в книжке. В результате при капремонте этой весной когда выкрушивал одну из шпилек — вывернул ее с мясом и пришлось ставить футорку.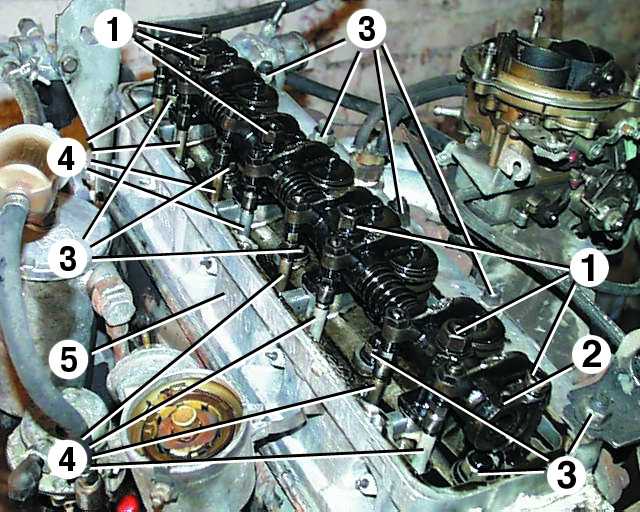 И, что еще интереснее, когда на призме проверяли головку блока на плоскостность, был виден изгиб примерно 0.3 мм.
И, что еще интереснее, когда на призме проверяли головку блока на плоскостность, был виден изгиб примерно 0.3 мм.
Отсюда два вывода: 1. Тянуть сильно — это губить блок цилиндров. 2. Тянуть сильно — гнуть головку блока.
Поэтому тянуть надо как в книжке. Если голова и так кривая, то прокладку все равно пробьет, тут сила прикручивания не поможет. Больше, это сколько? Если тянуть 11 кгс*м, то не вырвешь.
Больше, это сколько? Если тянуть 11 кгс*м, то не вырвешь.
Не вырвешь. Но есть вероятность, что потом не открутишь. А плоскость поплывет точно.
Источник
Обзор неисправностей и способы их ремонта
Морально устаревший мотор УМЗ 417 не гнет клапана, но доставляет несколько других неприятностей:
| Вода в цилиндрах | порвана прокладка ГБЦ | замена прокладки |
| Протечка масла | ослаблена затяжка ГБЦ | протягивание гаек периодически |
| Уход масла, повышенное давление в картере | потеря герметичности заднего уплотнения коленвала | замена набивки из шнура, пропитанного графитной смазкой |
Задний сальник коленвала вообще является слабым местом, поэтому после выхода мотора 421 в этом узле используется резиновый сальник, а не веревочный шнур с пропиткой. Эта модернизация увеличивает ресурс, так как замена производится гораздо реже.
Эта модернизация увеличивает ресурс, так как замена производится гораздо реже.
Ремонт ГБЦ УАЗ-3151
К основным ремонтируемым дефектам ГБЦ относятся: коробление плоскости контакта с блоком цилиндров, износ седел и направляющих клапанов
Непрямизна плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной пластине щупом не должно быть более 0,05 мм.
Устранить незначительное коробление головки (до 0,3 мм) зачисткой рубанка по краске. При короблении более 0,3 мм головка должна быть отшлифована.
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при правильной работе карбюратора и системы зажигания выявляется по характеристике хлопает из глушителя и карбюратора.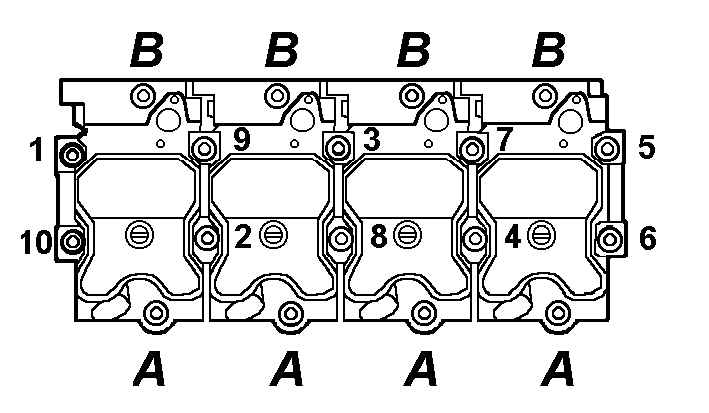
Двигатель работает с перебоями и не развивает полную мощность.
Восстановить герметичность клапанов путем притирки рабочих фасок клапанов до седла.
При наличии раковин, кольцевых выработок или следов на рабочих фасках клапанов и седел, которые невозможно удалить притиркой, шлифовать фаски и затем притирать клапаны к седлам. Замените клапаны с деформированными головками.
Рис. 1. Притирка клапанов
Притирка фасок клапанов пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную с помощью скобы.
Притирку следует производить возвратно-вращательными движениями, при которых клапан поворачивается в одну сторону немного больше, чем в другую.
На время притирки под клапан установить спусковую пружину с небольшой упругостью.
Внутренний диаметр пружины должен быть около 10 мм. Пружина должна немного приподнять клапан над седлом, и при легком нажатии клапан должен сесть на седло.
Прибор соединяется с клапаном с помощью резиновой присоски, как показано на рис. 2.
2.
Для лучшего прилегания присоски к клапану их поверхности должны быть сухими и чистыми.
Для ускорения притирки используйте притирочную пасту, состоящую из одной части микропорошка М20 и двух частей моторного масла.
Тщательно перемешать перед использованием.
Притирка до появления равномерной матовой фаски на рабочих поверхностях седла и тарелки клапана по всей окружности.
Ближе к концу притирки уменьшить количество микропорошка в притирочной пасте.
Торцевая притирка только чистым маслом. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется использовать шлифовальные станки типа Р-108 или ОПР-1841 ГАРО.
При этом зажать шток клапана в центрирующем патроне передней бабки, который устанавливается под углом 44°30′ к рабочей поверхности точильного камня.
Уменьшение угла наклона головки клапана на 30 футов по сравнению с углом наклона седла ускоряет приработку и улучшает герметичность клапана.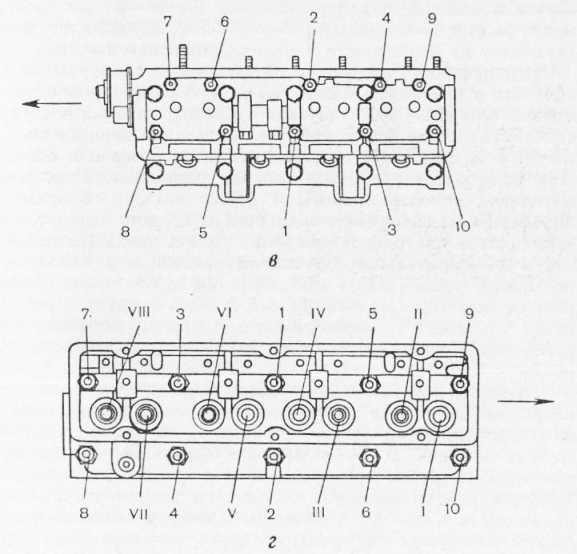
При шлифовке снимите с головки клапана минимальное количество металла.
Высота цилиндрического пояска рабочей фаски клапанной тарелки после притирки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно штока — в пределах 0,03 мм от суммарных показаний индикатора.
Биение штока клапана — не более 0,02 мм. Заменить клапаны с большим биением на новые.
Не перетачивайте стержни клапанов на меньший размер, так как потребуется изготовление новых сухарей для пружин клапанов.
Рис. 2. Шлифовальный станок для седел клапанов
Срежьте фаски на седлах под углом 45°, коаксиально отверстию во втулке. Ширина фаски должна быть 1,6–2,4 мм.
Рекомендуется использовать инструмент, показанный на рис. 2.
Отшлифуйте седло без притирочной пасты или масла, пока камень не покроет всю рабочую поверхность.
После черновой обработки замените камень на более мелкий и закончите шлифовку седла.
Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм.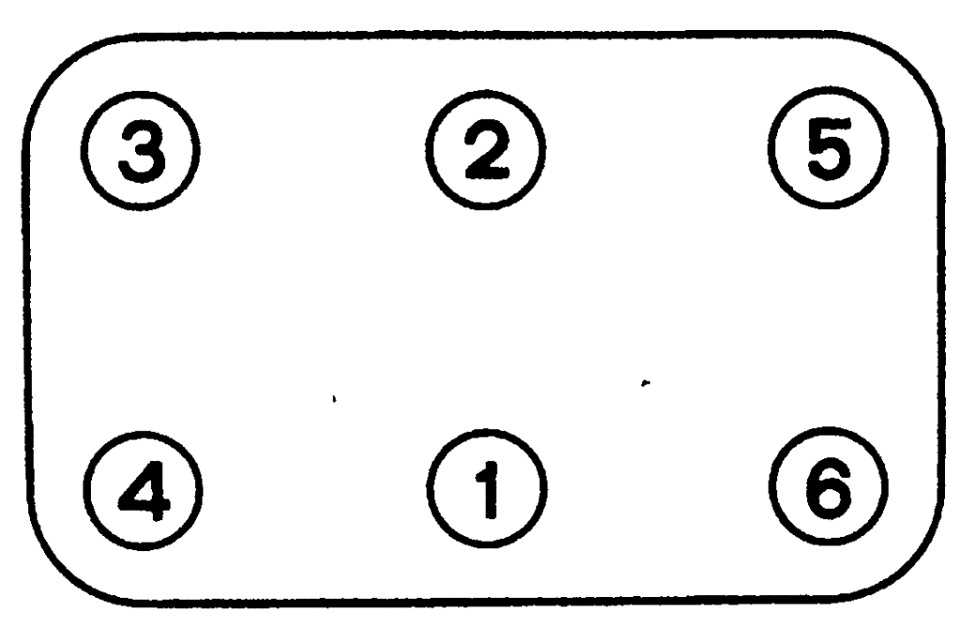
Замените изношенные седла новыми.
Запасные части поставляются с седлами клапанов, имеющими наружный диаметр больше номинального на 0,25 мм.
Снимите изношенные седла с головки с помощью зенковки.
После снятия седел расточить головку с гнездом для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,25 мм.
Перед прессовкой сидений нагрейте головку блока цилиндров до 170°C и охладите сидения сухим льдом.
Быстро запрессуйте фитинг, не допуская нагрева седла. Охлажденная голова плотно охватывает седла.
Для увеличения прочности седла загерметизируйте наружный диаметр седла плоской оправкой, чтобы заполнить скос седла.
Затем отшлифуйте до нужного размера и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их соединении превышает 0,25 мм, то восстановить герметичность клапана можно только после замены клапана и его втулки.
Клапаны номинальных размеров поставляются в качестве запасных частей, а направляющие втулки поставляются с уменьшенным на 0,3 мм внутренним диаметром для последующей их рассверловки до окончательного размера после запрессовки в головку блока цилиндров.
Запрессованные втулки рассверлить до диаметра 9+0,022 мм.
Стержень впускного клапана имеет диаметр 9 -0,050 -0,075 мм, выпускной клапан 9 -0,075 -0,095 мм, поэтому зазоры между штоками впускных и выпускных клапанов и втулками должны быть 0,050-0,097 мм и 0,075-0,117 мм соответственно.
Рис. 3. Выбивание втулок клапанов: А — закалить указанную поверхность
Выпрессовать изношенные направляющие втулки из головки блока цилиндров с помощью выколотки, показанной на рис. 3.
Надавите на новую втулку со стороны коромысла с помощью того же выколотки, пока она не упрется в стопорное кольцо на втулке.
В этом случае, как и при запрессовке седел клапанов, головку блока цилиндров нагреть до температуры 170°С, а гильзу охладить сухим льдом.
После замены втулок клапанов отшлифуйте седла (центрируя отверстия во втулках), а затем притрите к ним клапаны.
После притирки седел и притирки клапанов тщательно промойте все каналы и места, куда мог попасть абразив, и продуйте сжатым воздухом.
Втулки клапанов — металлокерамические, пористые.
После отделки и мытья пропитать их маслом. Для этого вставьте в каждый рукав войлочный фитиль, пропитанный веретенным маслом, на несколько часов.
Перед сборкой смажьте стержни клапанов тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитового препарата и трех частей моторного масла.
Замена пружин клапанов
Возможными неисправностями пружин клапанов, проявляющимися в процессе эксплуатации, могут быть: снижение эластичности, обрывы или трещины в витках.
Проверить упругость клапанных пружин при разборке клапанного механизма.
Усилие, необходимое для сжатия новой пружины клапана высотой до 46 мм, должно быть 267–310 Н (27,3–31,7 кгс), а до 37 мм – 686–784 Н (70–80 кгс).
Если усилие сжатия пружины до высоты 46 мм менее 235 Н (24 кгс), а до 37 мм менее 558,6 Н (57 кгс), то такую пружину заменить на новую.
Пружины с разрывами, трещинами и следами коррозии заменить на новые.
Замена толкателей
Направляющие отверстия в блоке для толкателей немного изнашиваются, поэтому восстановите номинальный зазор в этом сопряжении заменой изношенных толкателей.
В качестве запасных частей поставляются толкатели только номинального размера.
Подобрать толкатели к отверстиям с зазором 0,040–0,015 мм.
Толкатели в зависимости от величины наружного диаметра делятся на две группы и маркируются клеймением: № 1 — при диаметре толкателя 25 -0,008 -0,015 мм и № 2 — при диаметре толкателя 25 -0,015 -0,022 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственным весом в гнездо блока и легко в нем поворачиваться.
Заменить толкатели при радиальных задирах, износе или выкрашивании рабочей поверхности на торцах пластин.
Рис. 4. Порядок затяжки гаек головки блока цилиндров
Подтягивать гайки головки блока цилиндров следует после обкатки автомобиля, через 1000 км пробега и после каждого снятия головки.
Затягивать гайки только на холодном двигателе в последовательности, указанной на рис. 4 в два приема.
Окончательный момент затяжки 71,5–76,5 Нм (7,3–7,8 кгс·м). При необходимости очистите головку цилиндров, днища поршней и впускные клапаны.
На исправном, неизношенном двигателе при использовании качественного топлива и масла и соблюдении надлежащего теплового режима нагар небольшой.
При износе двигателя, особенно его поршневых колец, в камеры сгорания попадает много масла и образуется большой слой нагара.
Наличие нагара определяется по повышенной детонации, перегреву, падению мощности и увеличению расхода топлива.
При появлении этих признаков снимите головку блока цилиндров и удалите нагар металлическими скребками и щетками.
Не допускайте попадания нагара в зазор между головками поршней и цилиндрами.
Если двигатель работал на этилированном бензине, предварительно смочите уголь керосином для предотвращения возможности вдыхания токсичной пыли во время очистки.
Время UAZ Patriot — AVTOTACHKI
Содержание
- Особенности механизма распределения газа UAZ Patriot
- Подготовка к замене времени
- Вам понадобится:
- ТРЕБСЯ ТРЕМЕНИЯ.
- Конец сборки
До недавнего времени на автомобиль устанавливали как бензиновый двигатель ЗМЗ-40906, так и дизельный двигатель ЗМЗ-51432. В октябре 2016 года производитель сообщил, что из-за низкого спроса на дизельную версию в заводской линейке останется только бензиновый двигатель ЗМЗ-40906 (Евро-4, 2,7 л, 128 л.с.).
Особенности газораспределительного механизма УАЗ Патриот
Двигатели УАЗ Патриот традиционно имеют цепной привод ГРМ. Двигатель ЗМЗ-40906 на заводе комплектуется двухрядными пластинчатыми цепями. Этот тип цепи ГРМ по сравнению с однорядными или двухрядными роликовыми цепями, применявшимися ранее на двигателях УАЗ, не считается самым надежным и обычно требует замены примерно через 100 тысяч километров пробега.
 При эксплуатации автомобиля, особенно в условиях повышенных нагрузок, цепи ГРМ изнашиваются и растягиваются. Главный сигнал о том, что пора заменить цепи на новые, – странные металлические звуки под капотом («дребезжание» цепей), которые сопровождаются потерей мощности двигателя на малых оборотах.
При эксплуатации автомобиля, особенно в условиях повышенных нагрузок, цепи ГРМ изнашиваются и растягиваются. Главный сигнал о том, что пора заменить цепи на новые, – странные металлические звуки под капотом («дребезжание» цепей), которые сопровождаются потерей мощности двигателя на малых оборотах.Еще одна неприятная особенность листовых цепей заключается в том, что при ослаблении цепи может произойти неожиданный обрыв. После этого серьезного ремонта не избежать, поэтому при обнаружении проблемы с ГРМ его необходимо немедленно заменить. При замене цепи ГРМ на УАЗ Патриот специалисты рекомендуют ставить более надежную роликовую цепь, которая имеет больший срок службы и предупреждает об износе задолго до того, как возникнет реальная опасность обрыва цепи.
Подготовка к замене ГРМ
Наличие в газораспределительном механизме двух цепей — верхней и нижней — делает процесс ремонта газораспределительного механизма достаточно трудоемким. Заменить ремень ГРМ УАЗ Патриот своими руками можно только при наличии оборудованной ремонтной мастерской и навыков механика.
Вам потребуется:
- Ремкомплект раздаточной коробки: рычаги, звездочки, цепи, амортизаторы, прокладки.
- Фиксатор резьбы и герметик для швов
- Немного свежего моторного масла
Требуемые инструменты:
- Allen Key 6mm
- Набор ключей (от 10 до 17)
- колье и головы для 12, 13, 14
- Hammer, Overtdriver, Chisel
- 333349.
- Hammer, Overtdrire, Chisel
- 333333339
- , отверстие, Chisel
- 3333333333339
- . поддон для слива антифриза, домкрат, съемник и др.)
Перед заменой установите автомобиль так, чтобы у вас был доступ в подкапотное пространство со всех сторон, в том числе и снизу. Выключите зажигание и снимите «минусовой» провод с клеммы аккумулятора.
Для того, чтобы получить непосредственный доступ к газораспределительному механизму двигателя ЗМЗ-409, сначала необходимо демонтировать несколько узлов, расположенных на двигателе или рядом с ним.
В первую очередь необходимо слить моторное масло и антифриз в подходящие емкости, после чего можно снимать радиатор. Частично открутить болты масляного поддона или полностью разобрать поддон; это еще больше облегчит монтаж газораспределительного механизма. Далее снимаем ремень привода насоса ГУР, а также снимаем шкив вентилятора. Далее снимаем приводной ремень с генератора и водяной помпы (помпы). После отсоединения шланга подачи от насоса необходимо снять крышку ГБЦ. Отсоедините кабели высокого напряжения, отверните четыре винта и снимите переднюю крышку ГБЦ вместе с вентилятором. Затем, отвернув три болта, отсоединяем насос. Извлеките датчик положения коленчатого вала из гнезда в блоке цилиндров, отвернув болт, которым он крепится. Снимите шкив коленчатого вала. Опытные механики рекомендуют поддомкратить двигатель.
Процедура разборки ГРМ
Затем приступайте к снятию деталей раздатки. Для ориентировки в расположении деталей ГРМ относительно двигателя воспользуйтесь прилагаемой схемой ГРМ двигателя ЗМЗ-409.
Отсоедините шестерни 12 и 14 от фланцев распределительных валов с помощью специального съемника. Отвернув болты, снимите промежуточную направляющую цепи 16. Шестерни 5 и 6 закреплены на промежуточном валу двумя болтами и стопорной пластиной. Ослабьте болты, отогнув края пластины и не давая валу проворачиваться с помощью отвертки через отверстие в шестерне 5. Снимите шестерню 6 с вала, используя зубило в качестве рычага. Снять шестерню вместе с цепью 9. Снимите шестерню 5 с вала, снимите ее и цепь 4. Для снятия шестерни 1 с коленчатого вала сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку. Шестерни 5 и 6 крепятся к промежуточному валу двумя болтами и стопорной пластиной. Ослабьте болты, отогнув края пластины и не давая валу проворачиваться с помощью отвертки через отверстие в шестерне 5. Снимите шестерню 6 с вала, используя зубило в качестве рычага. Снимите шестерню вместе с цепью 9. Снимите шестерню 5 с вала, снимите ее и цепь 4.
Для снятия шестерни 1 с коленчатого вала сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку. Чтобы снять шестерню 1 с коленчатого вала, сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку.ГРМ в сборе
После завершения разборки ГРМ все изношенные детали ГРМ следует заменить новыми. Перед установкой цепь и шестерню необходимо обработать моторным маслом. При сборке следует уделить большое внимание правильной установке шестерен ГРМ, так как от этого зависит правильная работа двигателя. Если с коленчатого вала снималась шестерня 1, то ее необходимо снова запрессовать, затем надеть уплотнительное кольцо и вставить втулку. Расположите коленчатый вал так, чтобы метки на шестерне и М2 на блоке цилиндров совпали. При правильном положении коленчатого вала поршень первого цилиндра займет положение верхней мертвой точки (ВМТ). Прикрепите нижний амортизатор 17, пока не затягивая винты. Наденьте цепь 4 на звездочку 1, затем вставьте звездочку 5 в цепь.
Поместите звездочку 5 на промежуточный вал так, чтобы штифт звездочки совпал с отверстием в валу.Пропустите верхнюю цепь через отверстие в головке блока цилиндров и зацепите шестерню 6. Затем вставьте шестерню 14 в цепь. Наденьте шестерню 14 на распределительный вал выпускных клапанов. Для этого вал нужно сначала немного повернуть по часовой стрелке. Убедившись, что штифт 11 вошел в отверстие шестерни, зафиксируйте его болтом. Теперь поверните распределительный вал в противоположном направлении, пока метка шестерни не совместится с верхней поверхностью головки блока цилиндров 15. Остальные шестерни должны быть неподвижны. Надев цепь на шестерню 10, зафиксируйте ее таким же образом. Отрегулируйте натяжение цепи, установив демпферы 15 и 16. Установите и закрепите кожух цепи. Перед установкой нанесите тонкий слой герметика на края крышки цепи.
Затем прикрепите шкив к коленчатому валу. Затяните болт крепления шкива, переключив коробку передач на пятую передачу и включив стояночный тормоз.
 При эксплуатации автомобиля, особенно в условиях повышенных нагрузок, цепи ГРМ изнашиваются и растягиваются. Главный сигнал о том, что пора заменить цепи на новые, – странные металлические звуки под капотом («дребезжание» цепей), которые сопровождаются потерей мощности двигателя на малых оборотах.
При эксплуатации автомобиля, особенно в условиях повышенных нагрузок, цепи ГРМ изнашиваются и растягиваются. Главный сигнал о том, что пора заменить цепи на новые, – странные металлические звуки под капотом («дребезжание» цепей), которые сопровождаются потерей мощности двигателя на малых оборотах.

 Для снятия шестерни 1 с коленчатого вала сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку. Чтобы снять шестерню 1 с коленчатого вала, сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку.
Для снятия шестерни 1 с коленчатого вала сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку. Чтобы снять шестерню 1 с коленчатого вала, сначала снимите втулку и снимите уплотнительное кольцо. После этого можно нажимать шестеренку. Поместите звездочку 5 на промежуточный вал так, чтобы штифт звездочки совпал с отверстием в валу.
Поместите звездочку 5 на промежуточный вал так, чтобы штифт звездочки совпал с отверстием в валу.