
Расточка цилиндров в двигателе | SUPROTEC
Расточка цилиндров – что это?
Двигатель внутреннего сгорания – самый нагруженный узел автомобилей, мотоциклов и прочей техники с приводом от ДВС. Несмотря на использование высокопрочных конструкционных материалов, детали мотора подвержены механическому износу с образованием задиров, сколов, канавок и прочих дефектов поверхностей трения. Блок цилиндров подвержен этой проблеме больше всего, что приводит к неплотному примыканию поршневых колец к внутренней поверхности стакана цилиндра со всеми вытекающими из этого проблемами.
В процессе эксплуатации автомобиля или мотоцикла происходит не только образование критических дефектов в виде задиров и канавок, но и полное изменение формы сечения цилиндра – овализация. Это приводит к образованию просвета в точках апогея такого овала с проникновением в картер воздушно-топливной смеси и продуктов горения, а в камеру сгорания – масла, которое горит с обильным выделением дыма. При этом мощность мотора резко падает, а расход топлива и масла увеличивается.
Устранить такую проблему помогает расточка цилиндров и придание их сечению идеально круглой формы, соответствующей диаметру поршня. Нарастить стертые в процессе эксплуатации автомобиля поверхности практически невозможно, поэтому проще использовать метод расточки.
Условно говоря, расточка цилиндров – это стачивание внутренней поверхности стакана ЦПГ до большего диаметра образовавшегося эллипса. При этом сами поршни заменяют новыми с увеличенным диаметром, соответствующим расточенной окружности.
Сечение внутренней поверхности цилиндров после расточки имеет идеально круглую форму, а сами стенки безупречно отполированы без канавок, сколов и задиров. Такой двигатель снова работает на полную мощность с минимальным расходом топлива и моторного масла, без вибраций, дымных выхлопов и прочих негативных признаков.
Несмотря на кажущуюся простоту процесса, расточка блока цилиндров – достаточно сложный технологический процесс, требующий использования высокоточного токарно-фрезеровочного оборудования, высокой квалификации и опыта мастера, а также длительного времени самой работы. Все это в итоге выливается в немалую сумму денег, а сам процесс расточки цилиндров имеет массу специфических нюансов, от соблюдения или несоблюдения которых зависит дальнейшая работоспособность двигателя и стоимость автомобиля на вторичном рынке.
Все это в итоге выливается в немалую сумму денег, а сам процесс расточки цилиндров имеет массу специфических нюансов, от соблюдения или несоблюдения которых зависит дальнейшая работоспособность двигателя и стоимость автомобиля на вторичном рынке.
Когда нужно растачивать цилиндры?
Понятие овальности сечения стаканов цилиндропоршневой группы достаточно условно и невооруженным глазом этот эллипс увидеть невозможно. Различия между диаметрами в точках апогея и перигея могут быть в несколько микрон. Однако даже 0,05 мм разницы между диаметрами уже считается критическим и требует незамедлительной расточки цилиндров для придания идеально круглой формы сечения.
На станциях техобслуживания такие замеры производят на специальных стендах с помощью высокоточного микрометра и другой измерительной техники с классическим выводом данных или с компьютерным анализом и трехмерным моделированием изношенной ЦПГ. Однако существуют и более практичные «симптомы» образования эллипсности в сечении цилиндра и признаки необходимости их расточки.
- Синеватый дым из выхлопной трубы и частые хлопки. Попадание масла в камеру сгорания приводит к его горению с образованием сильного сизого задымления с резким запахом гари.
- Вибрации двигателя. Эллипсность приводит к многовекторному движению поршня, т.е. не только вверх-вниз, но и в горизонтальной плоскости, от чего мотор начинает сильно вибрировать.
- Падение мощности ДВС и медленный набор скорости. Утечка воздушнотопливной смеси из камеры сгорания – прямые причины потери мощности двигателя и неспособности к быстрому ускорению автомобиля.
- Потемнение свечей и пропуски зажигания. Сгорающее внутри цилиндра моторное масло оставляет нагар на свечах, что может приводить не только к затрудненному запуску мотора, но и к его троению.
- Увеличенный расход топлива и моторного масла, как следствие образования просвета между камерой сгорания и картером.
Перечисленные признаки не всегда могут свидетельствовать об эллипсности стаканов ЦПГ. Например, это может быть следствием залегания компрессионных колец. Однако в большинстве случаев эта проблема настигает практически все автомобили с пробегом – от 100’000 км.
Например, это может быть следствием залегания компрессионных колец. Однако в большинстве случаев эта проблема настигает практически все автомобили с пробегом – от 100’000 км.
В самых современных автомобилях пробег может быть увеличен до 250’000 км, однако для общей массы машин в России и в частности для моделей ВАЗ расточку цилиндров приходится делать гораздо чаще. Все зависит от условий эксплуатации автомобиля, от стиля вождения, используемого топлива и моторного масла.
Существенно продлить межсервисный период и максимально отсрочить расточку цилиндров можно с помощью специальных присадок в моторное масло. Такие добавки буквально «заживляют раны» на внутренней поверхности стаканов цилиндропоршневой группы и замедляют образования эллипса в сечении.
Для чего еще делают расточку цилиндров в мотоциклах и автомобилях?
Блок цилиндров растачивают не всегда с ремонтно-восстановительной целью. Некоторые владельцы машин и мотоциклов делают расточку вполне пригодных или даже новых двигателей. Цель такой операции – увеличение мощности.
Цель такой операции – увеличение мощности.
Объем двигателя внутреннего сгорания – основной фактор, влияющий на его мощностные показатели. Расточка блока цилиндров – это по своей сути снятие части металла с внутренней поверхности стаканов ЦПГ с увеличением их внутреннего объема. Другими словами цилиндры после расточки становятся объемнее, а значит и двигатель будет более мощным.
Это достаточно спорный способ увеличения мощности двигателя, поскольку используемые производителем автомобиля или мотоцикла материалы рассчитаны конструкторами на определенный предел мощности. Расточка цилиндров может привести к аварийной ситуации, особенно из-за сильного истончения стенок блока.
Процедура расточки
Блок цилиндров нельзя расточить своими руками в гараже и без извлечения двигателя из машины. Для этого нужен вертикально-расточной станок, высокоточные измерительные приборы и высокая квалификация опытного слесаря. При этом сам мотор извлекается из автомобиля, разбирается и устанавливается на станине с большой точностью по уровню и позиционированию относительно режущего инструмента.
Если же причина расточки цилиндров в их износе и овальности, весь процесс начинается с проведения точных замеров эллипсности с помощью стрелочных микрометрических измерительных приборов с аналоговой (механической) или цифровой индикацией результатов измерений. Современные модели подобного оборудования позволяют составить высокоточную 3D-модель изношенного блока цилиндров. Это значительно облегчает процесс расточки, поскольку программа сама определяет толщину снятия металла и режимы работы станка.
- Извлечение двигателя из автомобиля и полная разборка мотора.
- Установка блока цилиндров на станине вертикально-расточного станка с точным позиционированием по уровню.
- Проведение измерений диаметров стаканов ЦПГ и их эллипсности для определения глубины расточки.
- Непосредственная расточка с минимальной подачей и припуском 0,1-0,5 мм для последующей финальной обработки.
- Хонингование цилиндров – финишная полировка и удаление возможных дефектов, образовавшихся при расточке.

- Сборка двигателя и его установка в автомобиль.

Немаловажным фактором при выборе технологии расточки является основной конструкционный материал, из которого изготовлены цилиндры. Это может быть прочный, но хрупкий чугун или легкий и сравнительно мягкий алюминий, но для каждого из сплавов существуют свои требования, ограничения и особенности процесса растачивания.
Чугун
Чугунные сплавы считаются практически идеальными для изготовления блока цилиндров благодаря надежности, долговечности и ремонтопригодности. Чугунные цилиндры сравнительно легко растачивать, что возвращает даже вышедший из строя мотор снова в работу. Но у чугуна есть и несколько важных недостатков – большой вес, плохая теплоотдача и коррозия. При расточке чугунных цилиндров необходимо их эффективно охлаждать и работать с малой мощностью, что резко замедляет весь процесс ремонта.
Алюминий
Алюминиевые машиностроительные сплавы – это легкий аналог массивных материалов на основе железа. Алюминий хорошо отводит тепло и прост в обработке. Но у алюминиевых цилиндров есть большой минус – их не растачивают.
Алюминий хорошо отводит тепло и прост в обработке. Но у алюминиевых цилиндров есть большой минус – их не растачивают.
Проблема в том, что для уплотнения и упрочнения поверхности камеры сгорания ЦПГ на внутреннюю поверхность стаканов из алюминия наносят специальный упрочняющий слой на основе кремния. Это буквально делает невозможной расточку, ведь после нее алюминиевые цилиндры лишены защиты и непригодны для эксплуатации. В лучшем случае такой двигатель после расточки прослужит считанные дни или недели.
«За» и «Против» расточки блока цилиндров
| Преимущества расточки цилиндров | Недостатки расточки цилиндров |
|
|

Можно ли обойтись без расточки?
Правильная эксплуатация автомобиля без экстремальных режимов вождения, качественное топливо и моторное масло – главные факторы безупречной и долгой работы двигателя внутреннего сгорания. Но и при таких условиях не исключено образование эллипса и появление дефектов на поверхности зеркала цилиндров, что устраняется только расточкой. Однако существуют специальные присадки, которые минимизируют негативное влияние трения поршней и в разы сокращают износ всей цилиндропоршневой группы.
Российская компания «СУПРОТЕК» выпустила на рынок трибологические присадки для моторного масла «Супротек Актив Плюс». По своему составу и действию это не совсем присадки, поскольку присадочные добавки обычно изменяют химический состав и органолептику масла. Трибосостав «Супротек Актив Плюс» не меняет формулу ГСМ, а лишь насыщает его защитными и восстанавливающими компонентами.
По своему составу и действию это не совсем присадки, поскольку присадочные добавки обычно изменяют химический состав и органолептику масла. Трибосостав «Супротек Актив Плюс» не меняет формулу ГСМ, а лишь насыщает его защитными и восстанавливающими компонентами.
Частицы металла, керамики и других твердых материалов величиной до 3 мкм буквально заполняют образовавшиеся дефектные углубления и апогей эллипса. В результате регулярного использования трибологических присадок цилиндр буквально наращивает утраченный трением слой, что позволяет обойтись без расточки.
Использование присадок «Супротек» способствует устранению таких негативных проявлений изношенности цилиндров, как троение и вибрации двигателя, сизый дым, снижение мощности мотора и увеличение расхода топлива, что до этого исправлялось только расточкой.
Присадка подходит для всех двигателей объемом до 2500 см³ и четырехтактных моторов мотоциклов и прочей мототехники, включая моторные лодки, скутеры, малую сельхозтехнику, генераторы, мото-помпы и т. п. При этом цена присадок несоизмеримо ниже дорогостоящей процедуры расточки блока цилиндров, а риски минимальны.
п. При этом цена присадок несоизмеримо ниже дорогостоящей процедуры расточки блока цилиндров, а риски минимальны.
Заключение
Расточка блока цилиндров двигателя – эффективный способ восстановить идеальную геометрию внутренней поверхности камер сгорания мотора при их механическом износе. Однако это довольно сложная процедура, требующая наличия высокоточных измерительных приборов и расточного оборудования, а также высокой квалификации мастера. При этом цена расточки цилиндров достаточно большая, а риск испортить двигатель столь же велик.
Предотвратить появление задиров, сколов, канавок и овальности цилиндров двигателя без необходимости их растачивать можно с помощью специальных трибологических присадок, которые буквально «заживляют» дефекты, наращивая диффузионным способом металл в углублениях.
Трибосостав «СУПРОТЕК» можно регулярно добавлять в моторное масло согласно инструкции и полностью исключить необходимость в расточки блока цилиндров вашего автомобиля, продлив пробег до капремонта на сотни тысяч километров.
Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Отпилим получившееся:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.

При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов.
Диаметр цилиндра (резка) – Flat Six Innovations – Эксперты по двигателям Porsche
- ФАКТ № 1: Оценка диаметра цилиндра является основной причиной № 1 ошибочно диагностированных отказов двигателя для следующих автомобилей:
*2005-2008 Porsche 997.1 Carrera и Carrera S (за исключением моделей Turbo и GT3)
*2006-2008 Porsche 987.1 Cayman S (базовая модель остается неизменной)
*2007-2008 Porsche 987.1 Boxster S (Базовая модель остается неизменной) - ФАКТ № 2: если вы читаете это и у вас есть симптомы, весьма вероятно, что вы канадец или проживаете на северной широте США. Если нет, ваш автомобиль, вероятно, жил или эксплуатировался в одной из этих широт в какой-то момент своей жизни, что привело к отказу. Почему? Что ж, мы обсудим это на запланированной телефонной консультации, если вы решите получить больше информации о нашей программе.

УЗНАТЬ БОЛЬШЕ
Компания LN Engineering недавно опубликовала ценный и подробный анализ задиров на стволе и методов их предотвращения. Узнать больше:
- Рифленая насечка в двигателях Porsche Alusil и Lokasil с цилиндрами Al-Si
- Советы по предотвращению образования задиров на цилиндрах двигателей Porsche
Нажмите на изображение, чтобы увеличить его
СЕРЬЕЗНОСТЬ: 10По шкале от 1 до 10:
1 – Ремонтопригоден без реконструкции
10 – Требуется реконструкция двигателя
СТАНДАРТНАЯ СТОИМОСТЬ РЕМОНТА
9 0029 ПРИМЕЧАНИЕ: Из-за задиров на цилиндре M96/M97 на ранней и даже промежуточной стадиях отказа ваш двигатель может по-прежнему «бегут отлично!» Не дайте себя одурачить, следите за перечисленными ниже симптомами и действуйте как можно раньше! Если поймать на раннем этапе, мы сможем спасти ваш двигатель без полной реконструкции!
СИМПТОМЫ
- Скопление масла внутри цилиндров, видимое только с помощью камеры эндоскопа, помещенной в цилиндр. (Не всегда заметно!)
- Шум, который «похож на работу подъемника» (часто неправильно диагностируется!)
- Шум будет иметь тот же ритм и тон, что и типичная проблема с гидроподъемником
- Одна выхлопная труба более закопчена, чем другая (часто считается, что это связано с возникновением отказа, но на самом деле это симптом уравнения, которое создает этот отказ!)
- Закопченные выхлопные трубы чаще встречаются со стороны водителя автомобилей 996/997, но могут возникать и с любой стороны, если проблема ограничена одним рядом цилиндров. В ситуациях, когда оба ряда цилиндров имеют один или несколько неисправных цилиндров, на обеих выхлопных трубах или даже на бампере могут быть следы отложений сажи.
- Повышенный расход масла (только на поздних стадиях отказа), который может достигать 1 литра на каждые 100 миль пробега!
- Чрезвычайно черное моторное масло (из-за побочных продуктов сгорания и попадания топлива)
- Зарегистрированы пропуски зажигания, мигают индикаторы проверки двигателя P0300 Коды DTC распространены только на поздних стадиях.
- В масляном фильтре и масляном поддоне двигателя обнаружены частицы цветного (немагнитного) блестящего алюминия. Это начинается с пары мелких частиц и будет увеличиваться в количестве с ускоренными стадиями разрушения.
- Обломки железа серого цвета с небольшими линиями внутри композиции. Эти детали обычно обнаруживаются при расширенной задирке отверстия после полного выхода из строя юбок поршня
 (Не всегда заметно!)
(Не всегда заметно!)
**Посмотрите видео ниже, чтобы узнать больше о симптомах, и подпишитесь на наш канал «Rennvision» на YouTube , чтобы узнать больше.
ВИДЕО: Джейк Раби «Оценка ствола 101»
ТИПИЧНЫЙ ПОБОЧНЫЙ УЩЕРБ
Остатки износа из отверстий с насечками очень твердые и абразивные.
Поскольку цилиндры теряют кольцевое уплотнение из-за задиров на отверстии, вредное топливо загрязняет масло, минуя поршневые кольца. Это топливо попадает в моторное масло, тем самым снижая вязкость масла, поскольку оно проникает в масло. Наряду с топливом, которое обходит поршневые кольца, имеется ужасная смесь побочных продуктов сгорания, включая следовые количества углерода, которые смешиваются (во взвешенном состоянии) с моторным маслом и доставляются ко всем компонентам двигателя, смазываемым изнутри. Этот углерод очень повреждает любые компоненты, с которыми он может столкнуться, поэтому дальнейшее вождение автомобилей с задирами на цилиндрах (даже если они «работают идеально») могут привести к значительным побочным повреждениям. Это разрушит подшипники, цепи и другие компоненты, включая оставшиеся «хорошие цилиндры».
Проще говоря, если масло в вашем двигателе обходит поршневые кольца из-за задиров, вы должны понимать, что углерод и другие загрязняющие вещества обходят кольца в противоположном направлении и загрязняют моторное масло.
Кроме того, загрязненное топливом масло теряет свою способность защищать компоненты двигателя, что еще больше увеличивает износ всего двигателя, а также цилиндров.
Вы должны понимать, что со временем это состояние не улучшится. Как и все механическое, когда начинается износ, он ускоряется. Количество миль, пройденных вашим автомобилем, ничего не значит для этой неисправности, поскольку мы видели, что это происходит с двигателями с пробегом менее 20 000 миль и с двигателями с пробегом до 260 000 миль. Эта неисправность не является предвзятой, и она повлияет на двигатели, которые «идеально обслуживались», а также те, которые подвергались жестокому обращению, пренебрежению или отслеживанию до смерти. В 100 % случаев он поразит эти двигатели одинаково, с теми же причинами, следствиями и симптомами.

Мораль этой истории такова: если у вас есть симптомы, которые я перечислил в этой статье, проблема не улучшится, если не будут предприняты действия внутри двигателя. Нет моторного масла, которое решило бы эту проблему, и нет ни одной детали, которую можно было бы заменить, чтобы решить эту проблему.
ПРОЦЕДУРА ДИАГНОСТИКИ
ФАКТ: С момента запуска нашей программы, более 15 лет назад, наша очередь была заполнена двигателями, которые пострадали от этого режима отказа, демонстрируя симптомы, указанные ниже. За последние 5 лет число отказов цилиндров, связанных с задирами цилиндров, увеличилось здесь в четыре раза, что сделало отказы цилиндров с забивкой № 1, что приводит к тому, что владельцы Porsche обращаются к нам за услугами. Эти отказы чаще неправильно диагностируются, чем правильно диагностируются, и могут привести к большим потерям денег, когда симптомы неправильно идентифицированы и местные магазины или дилеры просто начинают заменять детали, думая, что проблема не механическая.
Например, почти каждый двигатель, который поступает к нам сегодня, был так или иначе испорчен местным магазином. Что касается повреждения отверстия цилиндра, то в 90% из них будет установлен новый «воздушно-масляный сепаратор». Почему? Потому что «AOS» — известная проблема, из-за которой эти двигатели могут расходовать масло. Вместо того, чтобы окончательно определить состояние AOS с помощью режима испытаний с использованием показаний манометра картера, они просто бросают новую деталь в двигатель. Обычно это будет стоить владельцу около 1000 баксов и ничего не решит.
Диагностика этой неисправности часто начинается с тестов с помощью «электронного уха». Прислушиваясь к первопричине шумов, издаваемых двигателем, вы ясно определите эту проблему для тех, у кого опытный и натренированный слух. Те, у кого нет обширного непосредственного опыта работы с двигателями M96/97, могут все еще полагать, что это неисправность толкателя клапана. Поверьте, что это не так в 95% случаев, которые мы видели из первых рук.
Часто магазины, не имеющие опыта работы с этой неисправностью, выбирают процедуры визуального «сканирования» для просмотра «оценки». Обратите внимание, что этот метод работает только в запущенных случаях (отказ на стадиях 3 и 4), когда задиры перемещаются дальше по стволу скважины и их можно увидеть. На ранних стадиях задиры начинаются в нижней части цилиндров и закрываются поршнем в положении «НМТ» для проведения визуального осмотра. Это часто вводит в заблуждение тех, кто выполняет этот тест, поскольку они не видят ничего плохого. Как правило, поскольку оценка не видна, это подтверждает вышеупомянутое мнение о том, что неудача — это «подъем». Часто в это время тысячи долларов тратятся впустую, выполняя «подъемную работу», которая вообще не решает проблемы.
В других случаях мастерская часто проводит тесты на герметичность и компрессию в надежде получить больше данных, подтверждающих причины, по которым двигатель шумит и расходует масло. Они, скорее всего, покажут, что с двигателем все в порядке! Почему? Поскольку цилиндры, которые выходят из строя, часто имеют избыточное количество масла, попадающего в кольца и цилиндры, и это масло будет лучше «уплотнять» цилиндр. Это вводит в заблуждение диагноста, у которого нет прямого опыта работы с этой ошибкой, поскольку это противоречит здравому смыслу. Почему цилиндр, у которого есть проблемы, лучше тестируется, чем другие? Как мы говорим: «Этому не учат ни в школе Porsche, ни в Wyotech!
Это вводит в заблуждение диагноста, у которого нет прямого опыта работы с этой ошибкой, поскольку это противоречит здравому смыслу. Почему цилиндр, у которого есть проблемы, лучше тестируется, чем другие? Как мы говорим: «Этому не учат ни в школе Porsche, ни в Wyotech!
При всем при этом обычно магазины проводят эти тесты только для того, чтобы снять деньги с вашего кошелька. Сэкономьте эти деньги и направьте их на реконструкцию двигателя Flat 6 Innovations.
Мы разработали особый (очень нетрадиционный) режим для диагностики этих проблем и делимся им на наших практических занятиях, предлагаемых на сайте www.theknowledgegruppe.com, и мы поделились этим с более чем 1400 независимыми техническими специалистами, которые посещали наши занятия по всему миру. с 2008 года. Самые большие проблемы, которые мы видим с задирами на диаметре цилиндра, связаны с тем, что технические специалисты не понимают, как происходит отказ, и затем лечат симптомы, а не корень проблемы. Поскольку «двигатель работает так хорошо», они никогда не верят, что проблема может быть внутренней. Здесь вы вызываете «Специалиста», а машину забираете у «Врача общей практики».
Здесь вы вызываете «Специалиста», а машину забираете у «Врача общей практики».
РЕЖИМ РЕМОНТА
Начну с того, что скажу следующее:
Задиры на цилиндрах для преодоления требуется полная разборка двигателя. Обойти это невозможно — ни волшебных лекарств, ни специальных масел, ни зелий. Мы должны разобрать двигатель, отшлифовать исходные проблемные цилиндры и начать сначала. Это не проблема для нас — это еще один день в офисе для нашей команды, поскольку мы построили больше двигателей с таким типом отказа, чем кто-либо в Северной Америке. Тем не менее, более 1/2 этих отказов мы адресовали покупателям из Канады — никто не находится «слишком далеко» от нашего предприятия.
Если у вас скоро выйдет из строя двигатель M96/M97, то это то, что вам нужно. Почему? Что ж, все просто… Несмотря на то, что для правильного решения этой проблемы двигатель должен быть полностью разобран и тщательно обработан, чтобы решить проблему (и убедиться, что такой случай не повторится), это отказ, который имеет наименьшее количество побочных эффектов.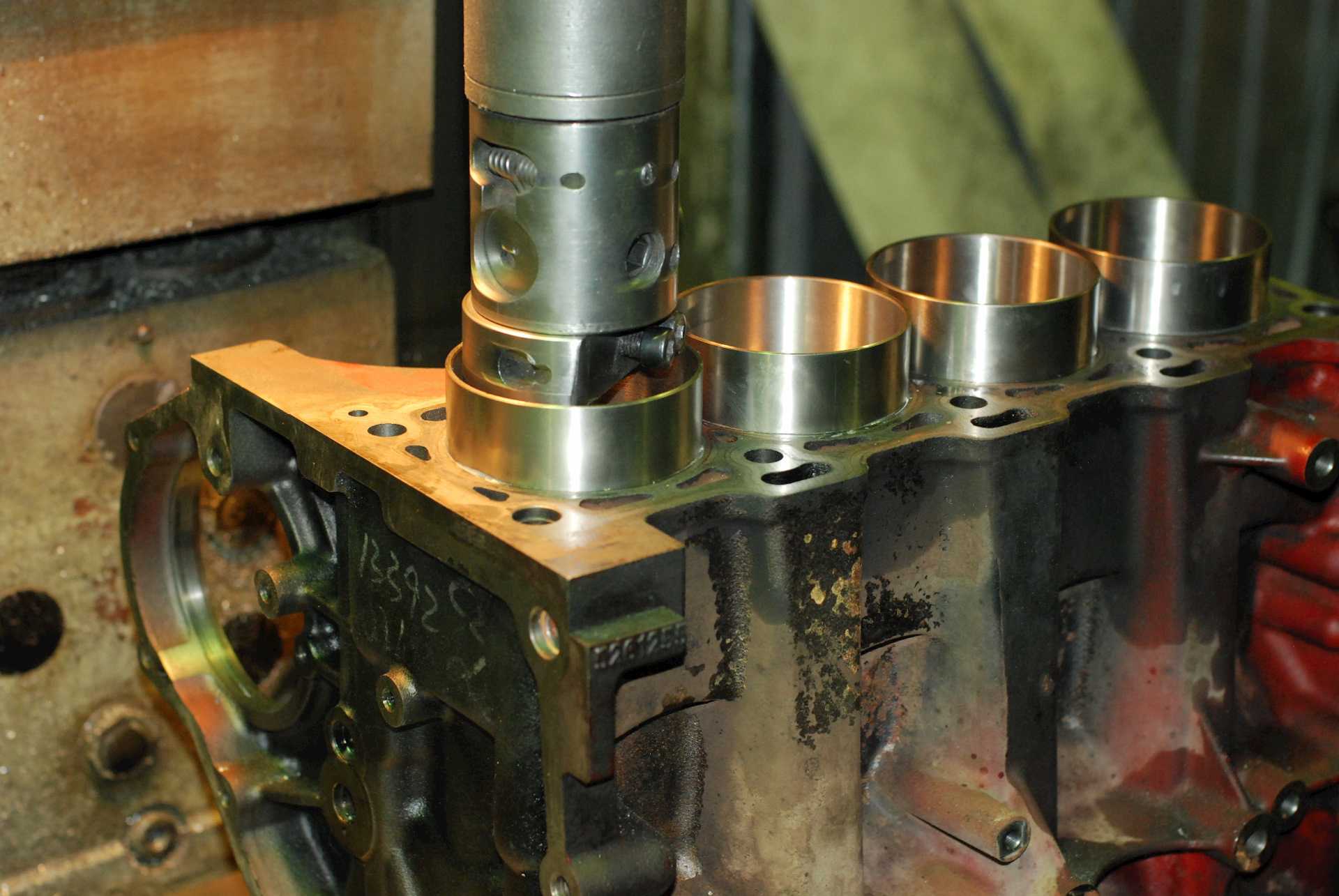 повреждение остальных внутренних частей двигателя. Мы буквально выбрасываем все части, на которые обычно влияет этот сбой в 100% наших реконструкций, поэтому стоимость преодоления этого режима сбоя такая же, как и у нашей «выборной реконструкции». Правильно, если к нам приходит двигатель с идеальными поршнями, кольцами и цилиндрами — нам все равно. Детали выбрасываются, чтобы их больше нельзя было использовать. В 100% случаев они заменяются поршнями, кольцами и цилиндрами собственной разработки LN Engineering. Хотя LN поставляет подготовленные блоки двигателей для других производителей, с которыми вы можете столкнуться в своих исследованиях, наши профили средней шероховатости поршня, колец и цилиндров не могут быть достигнуты этими другими производителями.
повреждение остальных внутренних частей двигателя. Мы буквально выбрасываем все части, на которые обычно влияет этот сбой в 100% наших реконструкций, поэтому стоимость преодоления этого режима сбоя такая же, как и у нашей «выборной реконструкции». Правильно, если к нам приходит двигатель с идеальными поршнями, кольцами и цилиндрами — нам все равно. Детали выбрасываются, чтобы их больше нельзя было использовать. В 100% случаев они заменяются поршнями, кольцами и цилиндрами собственной разработки LN Engineering. Хотя LN поставляет подготовленные блоки двигателей для других производителей, с которыми вы можете столкнуться в своих исследованиях, наши профили средней шероховатости поршня, колец и цилиндров не могут быть достигнуты этими другими производителями.
Поскольку двигатели, которые пострадали только от «задиров на стенках цилиндров», имеют наименьший сопутствующий ущерб, мы взимаем такую же сумму за реконструкцию этих двигателей, как и за реконструкцию двигателя M96/M97 по выбору. Это приводит к тому, что наиболее распространенная неисправность оказывается самой дешевой для преодоления. Здесь нет ничего действительно «дешевого» и никогда не будет, так что давайте просто скажем, что задиры на стенках цилиндров — наименее затратная неисправность, которую устраняют с помощью наших процессов реконструкции.
Это приводит к тому, что наиболее распространенная неисправность оказывается самой дешевой для преодоления. Здесь нет ничего действительно «дешевого» и никогда не будет, так что давайте просто скажем, что задиры на стенках цилиндров — наименее затратная неисправность, которую устраняют с помощью наших процессов реконструкции.
Двигатели с задирами на отверстиях должны быть надлежащим образом отремонтированы. Разумные покупатели выберут наши услуги, воспользовавшись нашими опытно-конструкторскими работами с линейкой цилиндров «Nickies» LN Engineering. Как первые клиенты LN, начиная с 1999 года, мы сыграли важную роль в разработке этой технологии цилиндров. Никто в мире не использовал больше «Ники», чем Flat 6 Innovations.
«Ники» LN — это не лейкопластырь. Все 6 цилиндров двигателя выточены и оснащены цилиндрами из алюминиевых заготовок, которые затем покрыты никесилом, как и в знаменитых двигателях Mezger с воздушным охлаждением. Никисил состоит из никеля, кремния и карбида и применяется как процедура «гальванического покрытия». Все это твердые, износостойкие материалы, которые наносятся на изнашиваемые поверхности цилиндра. Это не покрытия! Не дайте себя обмануть! Правильно, наши процессы были заимствованы из двигателей Mezger, и фактически мы использовали те же самые процедуры для создания наших двигателей Porsche на базе Mezger.
Все это твердые, износостойкие материалы, которые наносятся на изнашиваемые поверхности цилиндра. Это не покрытия! Не дайте себя обмануть! Правильно, наши процессы были заимствованы из двигателей Mezger, и фактически мы использовали те же самые процедуры для создания наших двигателей Porsche на базе Mezger.
Некоторые неадекватные «недорогие» альтернативы — это то, с чем вы столкнетесь, когда будете все больше и больше искать этот режим отказа. Никогда не используйте стальную втулку для устранения этой проблемы, так как коэффициенты расширения неверны, двигатель всегда будет шумным и, вероятно, будет иметь больше проблем, чем решенный процесс. Это не Chevy, это Porsche, и он не заслуживает компромисса с железно-стальной втулкой.
100% наших двигателей используют LN «Nickies» с начала нашей программы. Мы не будем проводить реконструкцию по-другому. Вы тоже не должны.
Именно на этом этапе вы должны определить, насколько сильно вы любите машину. Правильно, я сказал ЛЮБОВЬ. Это Porsche, и это должно быть все о любви, а не о том, что синяя книжная стоимость говорит, что автомобиль «стоит». Те, кто любит автомобили, приходят к нам, и эта проблема проверенным образом решается командой, которая первой выявила эту проблему, а также разработала корректирующие действия для нее. Исходя из нашего сегодняшнего опыта, мы в конечном итоге будем работать с 1% лучших владельцев Porsche 996 и 997, которые ценят, любят и ценят этот автомобиль по своим собственным причинам. Не ценность KBB, не стоимость перепродажи и не то, что их друзья думают о своем Porsche. Если вы похожи на меня, вы понимаете, что 996 и 997 — лучшие автомобили с водяным охлаждением, если вы дадите им новое «сердце».
Это Porsche, и это должно быть все о любви, а не о том, что синяя книжная стоимость говорит, что автомобиль «стоит». Те, кто любит автомобили, приходят к нам, и эта проблема проверенным образом решается командой, которая первой выявила эту проблему, а также разработала корректирующие действия для нее. Исходя из нашего сегодняшнего опыта, мы в конечном итоге будем работать с 1% лучших владельцев Porsche 996 и 997, которые ценят, любят и ценят этот автомобиль по своим собственным причинам. Не ценность KBB, не стоимость перепродажи и не то, что их друзья думают о своем Porsche. Если вы похожи на меня, вы понимаете, что 996 и 997 — лучшие автомобили с водяным охлаждением, если вы дадите им новое «сердце».
Проще говоря, если вы любите свой Porsche и хотите быть уверены, что не столкнетесь с одной и той же поломкой дважды, у вас есть только один проверенный вариант, и вы только что читали о нем от парня, который его усовершенствовал. На этом «исследования» разумных покупателей заканчиваются.
Джейк Раби
Основатель, президент
Raby Engine Development
Сверхпрочные цилиндрические щетки диаметром 4,5 дюйма| Инструменты и расходные материалы Goodson
Дом → Продукты → CWB-45DF | Сверхмощные щетки для мытья цилиндров с двойной заливкой
Перейти к информации о продукте 37,99 долл. СШААртикул: CWB-45DF
Название по умолчанию — 37,9 долларов США.9 долларов США
- Высокоагрессивный
- Долговечный
- Нейлоновая щетина 0,050 дюйма
Дополнительная информация
Возврат
Чтобы вернуть товар:
1. Напишите краткое описание причины возврата. Пожалуйста, не забудьте указать свое имя, название компании или номер счета.
Напишите краткое описание причины возврата. Пожалуйста, не забудьте указать свое имя, название компании или номер счета.
2. Верните товар с предоплатой доставки в течение 60 дней с даты выставления счета. Для достижения наилучших результатов отправьте возвращенный товар через UPS или Federal Express. Пожалуйста, сохраните квитанцию, потому что может потребоваться отследить посылку, если она потеряется в пути.
3. Комиссия за пополнение запасов в размере 10% применяется ко всем возвратам, если только проблема не возникла по вине Goodson. В этом случае плата за пополнение запасов не взимается, а стоимость доставки возмещается. Кредиты будут сделаны на счет, первоначально выставленный счет.
Отправьте заполненную форму возврата продукта вместе с продуктом по адресу:
Goodson Shop Supplies
ATTN: ВОЗВРАТ
156 Galewski Drive
Winona, MN 55987 9 0005
Ознакомьтесь с нашей полной политикой возврата.
Доставка
Goodson стремится отгружать заказы в день их получения. На самом деле, мы отслеживаем это ежедневно, и в настоящее время мы отправляем 99,97% заказов в тот же день.
Мы пользуемся услугами большинства основных перевозчиков, включая FedEx, UPS, USPS и регионального перевозчика SpeeDee.
Для получения дополнительной информации посетите нашу страницу Доставка и доставка.
Международная продажа
Корабли Goodson F.O.B. Вайнона, Миннесота, США в большинство стран мира. Чтобы найти ближайшего к вам дистрибьютора, посетите наш список дистрибьюторов .
Если в вашем регионе нет дистрибьютора, вы можете связаться с Goodson по телефону (1-507-452-1830) или заказать онлайн. Обратите внимание, что некоторые товары (например, Sunnen) недоступны для доставки за пределы США и Канады. Если у вас есть эти товары в корзине, ваш заказ не может быть обработан.