Когда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Ремонт шатунов Ремонт коленвала Реставрация постелей распредвала
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: [email protected]
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
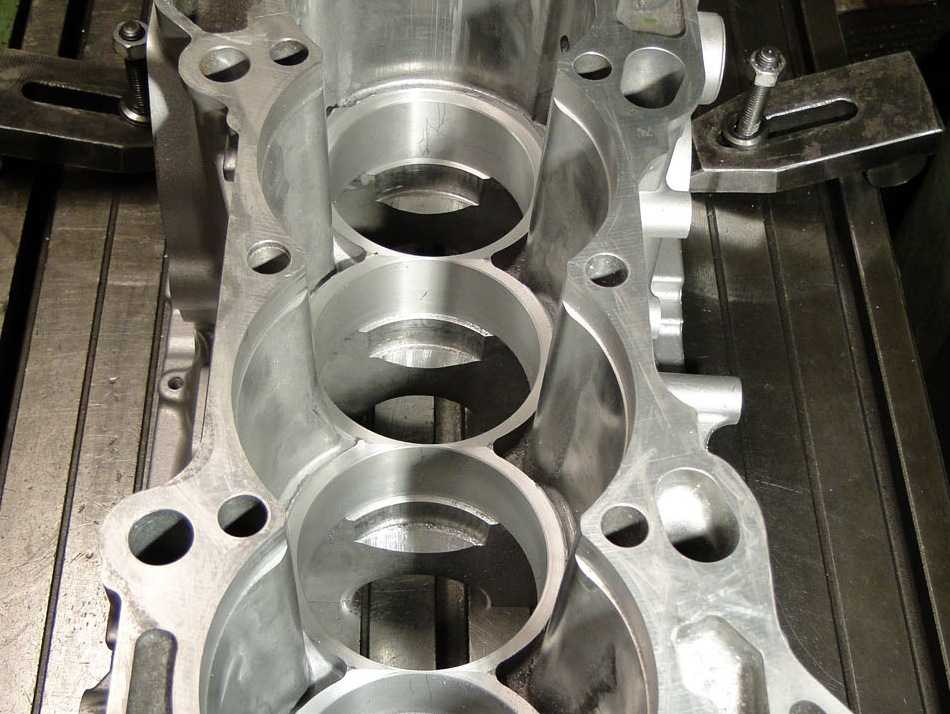
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Расточка блока цилиндров, расточка двигателя — Мотор Мастер
Капитальный ремонт двигателя предполагает произвести обязательную процедуру — расточку блока цилиндров. По мере износа силового агрегата нарушается идеальная геометрическая форма цилиндров, что влияет на работу двигателя и это выражено в таких факторах как увеличенный расход масла и бензина, неровная работа и т. д.
Компания «Мотор Мастер»
предлагает профессиональную расточку двигателя,
которая проходит в два основных этапа:
- Расточка блока цилиндров с помощью резца. Используется станок соответствующего класса точности и материал близкий по твердости к алмазу.
- Шлифовка внутренней поверхности цилиндра (хонингование). Финишная обработка с помощью абразивных брусков, закрепленных на хонинговальной головке.


Чаще всего для устранения неисправностей и дефектов применяется комплексный ремонт блока цилиндров, включающий в себя ряд основных операций. Специалисты компании «Мотор Мастер» без труда определят причины возникновения дефектов и выполнят профессиональный ремонт блока цилиндров. Все необходимые операции по устранению неисправностей проводятся на высокоточном оборудовании. Мастера нашей компании имеют большой опыт в обработке постели коленвала и гильзовке сильно изношенных цилиндров.
Если Вам требуется качественная расточка двигателя, обращайтесь к квалифицированным профессионалам — специалистам компании «Мотор Мастер».
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Расточка блока цилиндров
— очень тонкая работа, для которой требуется не только соответствующие опыт и знания, но и высокотехнологичное оборудование. Выполняя такую процедуру в бытовых условиях или доверяя ее дилетантам, Вы рискуете получить недоброкачественную работу, что впоследствии негативно скажется на работе самого мотора.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | ВАЗ | 2100,00 |
| ВАЗ 76х79 | 3500,00 | |
| ОКА | 1600,00 | |
| ГАЗ | 2100,00 | |
| ГАЗ 421 | 2100,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка и хонингование блока цилиндров | 1 цилиндр | 800,00 |
| V-образные | 1100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | 1100,00 |
Наше оборудование
Основы растачивания и протяжки двигателя
| Практическое руководство – Двигатель и трансмиссия Есть только два способа увеличить рабочий объем двигателя: расточить его (расточка двигателя увеличивает диаметр цилиндра) или провернуть его (ход двигателя увеличивает ход коленчатого вала).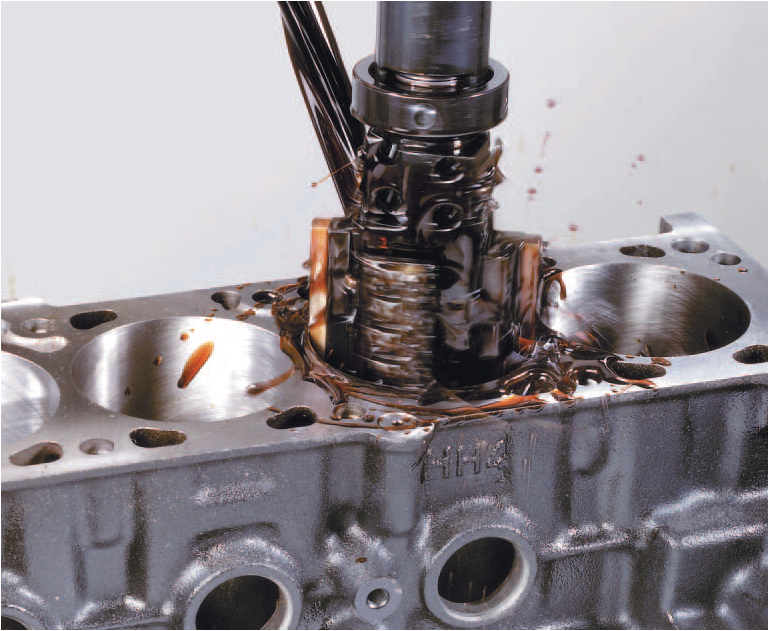
Ход двигателя дает возможность значительно увеличить рабочий объем по сравнению с обычным расточкой двигателя, но также требует большей сложности при выборе и интеграции компонентов. Как и вы, мы хотим узнать, как добиться хорошего поглаживания (в отличие от того, чтобы получить поглаживание), поэтому мы проконсультировались с тремя самыми опытными чудаками в стране — легендарным Хэнком «Чудодейством» Бехтлоффом, его сыном Скоттом и его брат Аллан. В то время как Хэнк и Скотт по-прежнему активно занимаются шлифованием кривошипов в HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Информацию в этой истории можно использовать для получения большего количества кубических дюймов от двигателя любой марки.
Сколько стоит хороший удар? Используя стандартную формулу рабочего объема…
Рабочий объем = диаметр цилиндра2 x 0,7854 x ход x (число цилиндров)
. .. мы видим, что на Chevy 454 V-8 (диаметр цилиндра 4,25 дюйма x ход поршня 4,0 дюйма) ), диаметр отверстия 0,060 дюйма (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. См, но сохранение стандартного размера отверстия 4,25 дюйма и увеличение хода на 1/4 дюйма до 4,25 дюйма приводит к 482,3 куб. (Если бы двигатель был расточен на 0,060 и имел ход на 1/4 дюйма, вы бы получили 496 ци).
.. мы видим, что на Chevy 454 V-8 (диаметр цилиндра 4,25 дюйма x ход поршня 4,0 дюйма) ), диаметр отверстия 0,060 дюйма (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. См, но сохранение стандартного размера отверстия 4,25 дюйма и увеличение хода на 1/4 дюйма до 4,25 дюйма приводит к 482,3 куб. (Если бы двигатель был расточен на 0,060 и имел ход на 1/4 дюйма, вы бы получили 496 ци).
Длина штока или высота сжатия поршня (расположение поршневого пальца) не влияют на размер отверстия или длину хода и, следовательно, не влияют на рабочий объем. Однако после изменения хода может потребоваться изменить длину штока и/или положение поршневого пальца, чтобы правильно расположить верхнюю часть поршня в блоке для достижения желаемого зазора по высоте деки в верхней мертвой точке (ВМТ).
Чтобы определить общую высоту (H) данного узла возвратно-поступательного движения:
H = высота сжатия поршня (от осевой линии отверстия до платформы) + высота платформы поршня (от платформы до верха блока) + длина от центра шатуна + 1/2 такта
Вы используете только половину хода, потому что кривошип вращается по дуге, а половина увеличения общего хода поршня приходится на нижнюю часть цилиндра. Требуемое изменение общей межцентровой длины шатуна, высоты сжатия поршня и высоты днища поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину, чтобы сохранить размер «H» — в зависимости от того, что является самым дешевым или самым простым для применения.
Требуемое изменение общей межцентровой длины шатуна, высоты сжатия поршня и высоты днища поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину, чтобы сохранить размер «H» — в зависимости от того, что является самым дешевым или самым простым для применения.
В качестве практического примера факторов, которыми необходимо управлять при работе двигателя, предположим, что производитель двигателей Ford устанавливает кривошип с ходом 302 дюйма вместо кривошипа стандартного двигателя 289 с ходом 2,87 дюйма. Он хочет сохранить ту же общую высоту в сборе 8,206 дюйма, высоту деки 0,016 дюйма и высоту сжатия поршня 1,60 дюйма, изменив только длину штока (R). Какой длины нужны стержни?
8,206 = 1,60 + 0,016 + R + (1/2 x 3)
8,206 = 3,116 + R
8,206 — 3,116 = (3,116 — 3,116) + R
5. 09=R
09=R
Так получилось, что это именно то, что Ford делает со стандартными (не Boss) двигателями 302 — использует более короткие стержни 5,09 вместо обычных 5,155-дюймовых стержней 289.
Несмотря на то, что та же высота поршня и деки сохраняется, общая статическая степень сжатия увеличивается из-за увеличения рабочего объема, который сжимается до того же ранее существовавшего зазора в ВМТ. Вот почему, несмотря на то, что небольшой блок Chevy 383 с коротким штоком (длина от центра до центра 5,565 дюйма) может использовать 350 поршней, степень сжатия оказывается выше по сравнению с коэффициентом, полученным с тем же поршнем и 5,7-дюймовым штоком. в стандарте 350.
Шлифование со смещением
Наш гипотетический производитель двигателей Ford установил кривошип с более длинным ходом и более короткие шатуны из того же семейства двигателей. Но большие увеличения смещения, которые делает возможным ход, чаще достигаются с использованием модифицированных и/или непроизводственных деталей.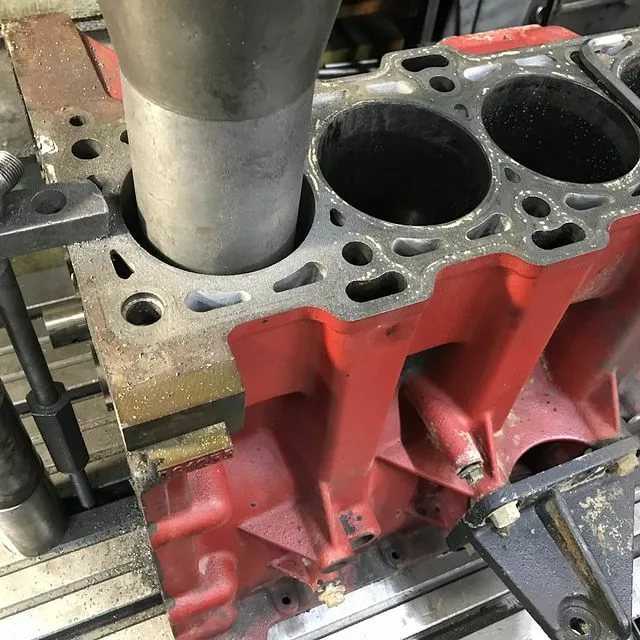 Есть несколько способов изменить ход существующего кривошипа. Традиционно самым простым и легким методом является процесс, известный как «офсетное шлифование». Обычно, когда шатунная шейка перетачивается для компенсации износа, машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение осевой линии шейки. Но когда коленчатый вал смещен, осевые линии шатунных шеек смещаются дальше от осевых линий коренных подшипников.
Есть несколько способов изменить ход существующего кривошипа. Традиционно самым простым и легким методом является процесс, известный как «офсетное шлифование». Обычно, когда шатунная шейка перетачивается для компенсации износа, машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение осевой линии шейки. Но когда коленчатый вал смещен, осевые линии шатунных шеек смещаются дальше от осевых линий коренных подшипников.
Вместо шлифования шейки с минимальным смещением до следующего стандартного заниженного размера подшипника (которое дает лишь небольшое изменение хода) шлифование со смещением обычно уменьшает окончательный диаметр шейки до меньшего размера, используемого другим (но все еще широко доступным) соединением стержень. Например, когда 2,10-дюймовая шейка шатуна с малым блоком Chevy с большим стержнем шлифуется со смещением, шейка обычно уменьшается до 2,00 дюймов, что соответствует размеру шейки шатуна Chevy с малым блоком ’55-’67. Теоретически переход с шейки 2,10 на 2,0 должен позволить увеличить ход на 0,100 дюйма, если бросок будет перетачиваться с максимально возможным смещением (перемещая его центральную линию на 0,050 дюйма). Однако в реальном мире такое значительное увеличение нецелесообразно: p (Pi, математический оператор, используемый для определения границ круга) — это бесконечная фигура, поэтому попытка точно пересечь точку касания двух кругов разного диаметра непрактично; необходимо преодолеть стук инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует обычной подточки, чтобы компенсировать износ. По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет около 0,080 дюйма.
Теоретически переход с шейки 2,10 на 2,0 должен позволить увеличить ход на 0,100 дюйма, если бросок будет перетачиваться с максимально возможным смещением (перемещая его центральную линию на 0,050 дюйма). Однако в реальном мире такое значительное увеличение нецелесообразно: p (Pi, математический оператор, используемый для определения границ круга) — это бесконечная фигура, поэтому попытка точно пересечь точку касания двух кругов разного диаметра непрактично; необходимо преодолеть стук инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует обычной подточки, чтобы компенсировать износ. По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет около 0,080 дюйма.
Ребятам из «Шевроле» повезло, что их любимый двигатель имеет два разных размера шатунных шеек. Это не относится ко многим другим двигателям. Фактически, в подавляющем большинстве двигателей, построенных со смещенными шатунами, используются шатуны от двигателя другой модели или специальные шатуны вторичного рынка. Это может потребовать использования поршней с диаметром штифта, отличным от стандартного (для оригинального двигателя).
Это может потребовать использования поршней с диаметром штифта, отличным от стандартного (для оригинального двигателя).
Сварка
Двигатели с большими шатунными шейками (такие как Buick, Oldsmobiles и Ford 351 Windsors) могут добиться довольно приличного увеличения хода за счет смещения шлифовальных и нестандартных шатунов. Но в большинстве случаев действительно радикальное увеличение количества инсультов требует других решений. Сварка является традиционной процедурой для получения больших увеличений хода. Этот процесс включает в себя добавление материала к верхней стороне шейки штока, а затем повторное шлифование до исходного размера шейки штока, но со смещением центральной линии шейки наружу по отношению к центральной линии коренного подшипника, тем самым увеличивая ход. Кованые шатуны являются более подходящими кандидатами для сварки, чем литые шатуны, но в любом случае традиционная сварка вызывает сильный нагрев, который неблагоприятно влияет на металлургическую прочность шатунов. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторной термообработки, которые решают эти проблемы, но стоимость сварного стержня соответственно увеличилась до такой степени, что для популярных двигателей, таких как малоблочный Chevy, шлифованный стержень по индивидуальному заказу. кривошип из универсальной необработанной поковки на самом деле во многих случаях дешевле. Тем не менее, сварка остается приемлемой альтернативой для двигателей других производителей, для которых недоступны универсальные необработанные поковки.
В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторной термообработки, которые решают эти проблемы, но стоимость сварного стержня соответственно увеличилась до такой степени, что для популярных двигателей, таких как малоблочный Chevy, шлифованный стержень по индивидуальному заказу. кривошип из универсальной необработанной поковки на самом деле во многих случаях дешевле. Тем не менее, сварка остается приемлемой альтернативой для двигателей других производителей, для которых недоступны универсальные необработанные поковки.
Изготовленные на заказ шатуны
Когда-то предназначенные для профессиональных гонщиков, изготовленные на заказ кованые или цельные шатуны теперь все чаще используются в дорогих дорожных автомобилях. Универсальные необработанные поковки «эконом» доступны для наиболее популярных семейств двигателей. Их качество и металлургия приемлемы для большинства применений. Обычно универсальная необработанная поковка изготавливается с эллиптической шейкой стержня, поэтому в нее можно приточить практически любой ход. Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку прерывает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом из заготовки. Предполагая, что вы можете себе это позволить, вы, мальчики с большой рукой, можете также купить изготовленную на заказ кривошипную заготовку.
Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку прерывает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом из заготовки. Предполагая, что вы можете себе это позволить, вы, мальчики с большой рукой, можете также купить изготовленную на заказ кривошипную заготовку.
Ограничивающие факторы
Так много возможностей, так мало места. Со всеми возможными вариантами ударных двигателей в наши дни можно подумать, что нет предела совершенству, когда дело доходит до создания гигантских двигателей. Но реальное увеличение хода ограничено физическими ограничениями блока цилиндров. Мы уже обсуждали проблемы, связанные с нагромождением возвратно-поступательного узла, но есть и другие проблемы с зазорами: большие кривошипы могут ударяться о направляющие масляного поддона, а иногда эти направляющие можно подрезать, но существует опасность поломки масляного канала или водяная рубашка. Также распространены проблемы с зазором в нижней части отверстий цилиндров или в распределительном валу.
Также распространены проблемы с зазором в нижней части отверстий цилиндров или в распределительном валу.
Также есть проблема с перекрытием коренных и шатунных шеек. Чтобы найти перекрытие (O):
По мере увеличения хода перекрытие в областях окружностей, определяемых диаметрами коренной шейки и шатунной шейки, уменьшается. Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
При переточке готового кривошипа в ходер необходимо соблюдать осторожность, чтобы не попасть во внутренние масляные каналы. Попытки заварить первоначальный проход и просверлить новый обычно оказываются безуспешными; в конце концов кривошип трескается в районе галтели.
Проблемы с поршнем
Как мы видели, увеличение хода без внесения других изменений обычно приводит к тому, что поршень выпирает из верхней части блока. Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой штифта помогают перемещать верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени — над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16–1/16–1/8 дюйма или метрических эквивалентов) минимальное общее расстояние от палубы поршня до отверстия поршня должно составлять около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). палуба, как в случае с большими блоками Chevy). Различные приспособления позволяют пропускать маслосъемное кольцо через область цапфы, и есть даже поршни с двумя кольцами; Хотя эти решения приемлемы для регулярно ломающихся гоночных двигателей, они не рекомендуются для длительного использования на улице. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего размера легче ломается».
Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой штифта помогают перемещать верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени — над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16–1/16–1/8 дюйма или метрических эквивалентов) минимальное общее расстояние от палубы поршня до отверстия поршня должно составлять около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). палуба, как в случае с большими блоками Chevy). Различные приспособления позволяют пропускать маслосъемное кольцо через область цапфы, и есть даже поршни с двумя кольцами; Хотя эти решения приемлемы для регулярно ломающихся гоночных двигателей, они не рекомендуются для длительного использования на улице. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего размера легче ломается».
Кроме того, нижняя часть поршня должна выходить за пределы кривошипа в НМТ. Высота противовеса (C) определяется главным образом длиной штока для заданного хода:
Высота противовеса (C) определяется главным образом длиной штока для заданного хода:
C = длина штока от центра до центра
— Толщина поршня ниже отверстия поршневого пальца
— Значение зазора (обычно 0,100)
| Диаметр шейки штока. | + | Главный журнал диам. | — | Ход кривошипа |
| 2 | ||||
| Ход | + | Диаметр главной шейки. | + | Штифт для запястья диам. |
| 2 | ||||
Если существует проблема с зазором, либо противовес кривошипа, либо поршень можно подвергнуть повторной обработке. Не переделывайте противовес по дуге окружности, иначе веса будет недостаточно для балансировки. Вместо этого противовес должен быть отшлифован для зазора опытным специалистом по изготовлению кривошипов.
Головоломки с шатунами
Двигатели, работающие в широком диапазоне оборотов (например, ускорительные двигатели или дорожные двигатели), лучше всего работают с соотношением шток/ход в диапазоне 1,7:1. Двигатели, работающие в узком диапазоне оборотов (например, двигатели для суперскоростных трасс, овальные гусеницы или двигатели для морских гоночных лодок), требуют еще более высокого соотношения шток/ход. По мере увеличения хода шток должен становиться соответственно длиннее, чтобы поддерживать оптимальное соотношение штоков, но чем длиннее ход, тем меньше места для установки более длинного штока. Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают потенциал максимальных оборотов. Итог: на большом строкере используйте максимально длинный шток, исходя из наименьшего практичного поршня.
Из-за этих сложностей ведущие поставщики послепродажного обслуживания разработали интегрированные комплекты для поглаживания. У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Крэнк» (HTC). Тем не менее, выигрыш в дополнительной производительности стоит хлопот — вы можете заставить двигатель выглядеть как стандартный снаружи, но незаметно наполнить его дополнительным рабочим объемом внутри … и никто не станет мудрее, пока вы не снесете им двери.
У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Крэнк» (HTC). Тем не менее, выигрыш в дополнительной производительности стоит хлопот — вы можете заставить двигатель выглядеть как стандартный снаружи, но незаметно наполнить его дополнительным рабочим объемом внутри … и никто не станет мудрее, пока вы не снесете им двери.
Популярные страницы
Сюрприз!? Ford подтверждает возвращение в Формулу-1 с Red Bull Racing!
Слишком дорого для налоговых льгот? Федералы решают проблему Cadillac Lyriq и Tesla Model Y
Ford не хотел эти оригинальные шасси GT. У этого парня есть план на 1100 л.с.
Это двигатель 4,8 л или 5,3 л? Как отличить
Домкрат Hi-Lift Что можно и чего нельзя делать
Страницы трендов
Сюрприз!? Ford подтверждает возвращение в Формулу-1 с Red Bull Racing!
Слишком дорого для налоговых льгот? Федералы решают проблему Cadillac Lyriq и Tesla Model Y
Ford не хотел эти оригинальные шасси GT.
У этого парня есть план на 1100 л.с.Это двигатель 4,8 л или 5,3 л? Как отличить
Домкрат Hi-Lift: что можно и чего нельзя делать
 У этого парня есть план на 1100 л.с.
У этого парня есть план на 1100 л.с.Расточка, хонингование и балансировка двигателя
Модификация и восстановление двигателей — это увлекательный проект для людей, которые любят мощные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механическим цехом для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют экспертную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности. нужный. Это особенно важно, когда речь идет о расточке, хонинговании и балансировке двигателя.
Расточка Расточка двигателя включает использование машин для расширения и сужения цилиндров. С точки зрения производительности, расточка двигателя может дать вам больше лошадиных сил и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше смеси воздуха и топлива за один оборот, что приводит к более мощному сгоранию.
Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше смеси воздуха и топлива за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя, а также его экономичности. В целом, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета рабочего объема используется математическое уравнение:
Рабочий объем двигателя = π/4 * диаметр цилиндра² * ход поршня * количество цилиндров.
Объем двигателя — это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах транспортные средства облагаются налогом в зависимости от объема двигателя.
В некоторых странах транспортные средства облагаются налогом в зависимости от объема двигателя.
Расточка также производится, когда механики восстанавливают двигатели. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накопиться за годы эксплуатации.
Расточку двигателя лучше доверить профессиональным механикам, так как некачественная работа может привести к серьезным проблемам. Если расточка сделана неправильно, это может привести к детонации двигателя.
Еще одним методом увеличения рабочего объема является прогон двигателя. Ход двигателя обеспечивает больший рабочий объем, чем расточка, но также требует большой точности при выборе правильных автомобильных аксессуаров и запчастей.
При работе двигателя механик изменяет расстояние, которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, которое проходит поршень в цилиндре, механик может увеличить рабочий объем двигателя. Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Хонингование включает в себя использование абразива для создания точной поверхности на куске металла. Хонингование используется в различных областях, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивами, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает отполировать поверхность внутренней части цилиндра до определенного диаметра и формы. Хонингование выполняется после растачивания, чтобы сгладить любые неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недороги и универсальны. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механикам эти абразивы нравятся больше, потому что они могут удерживать режущую кромку дольше, чем другие виды абразивов.
Механикам эти абразивы нравятся больше, потому что они могут удерживать режущую кромку дольше, чем другие виды абразивов.
Правильная заточка очень важна. Плохая хонинговка может привести к неправильной посадке поршневых колец, что будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. У среднего механика по тенистым деревьям нет инструментов или технических навыков, чтобы воспроизвести отделку отверстия цилиндра OEM. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет испытание на выбросы.
БалансировкаБалансировка двигателя — еще одна важная часть ремонта или модификации двигателя. Балансировка вашего двигателя влияет на многие аспекты его работы, включая:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает силы возвратно-поступательного движения и вращения, возникающие в вашем двигателе, что позволяет ему работать более плавно и наслаждаться большей полезностью и долговечностью. Многие люди не понимают, что их транспортные средства приводятся в действие мини-взрывами в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять влиянием этих реакций.
Многие люди не понимают, что их транспортные средства приводятся в действие мини-взрывами в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять влиянием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных частей. Механики должны уравнять вес поршней, поршневых пальцев, колец, шатунов, шатунных болтов и подшипников, чтобы сбалансировать силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие. Затем механики обрабатывают другие штоки и поршни, чтобы сделать их равными самому легкому в наборе.
Затем вращающиеся и совершающие возвратно-поступательное движение грузы оцениваются отдельно друг от друга. После того, как веса определены, грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса, собираются вместе и закрепляются на каждой шейке стержня. Затем коленчатый вал помещается на балансир двигателя и вращается.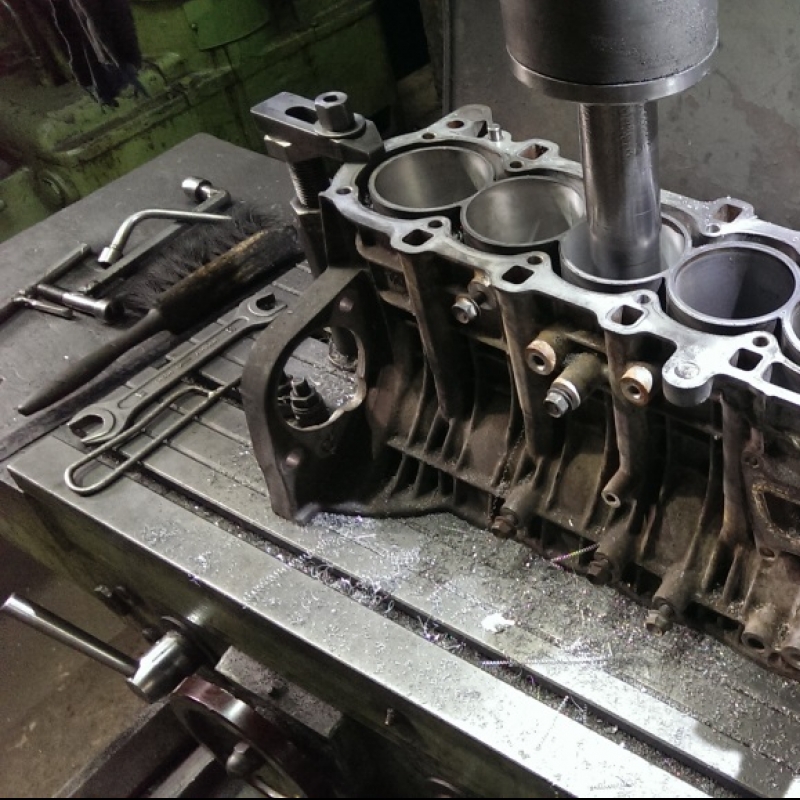
В некоторых случаях механики пытаются уравновесить или уравновесить коленчатый вал, чтобы свести к минимуму вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы балансировку выполнял квалифицированный специалист с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы повышаете производительность своего автомобиля.
Booming Automotive AftermarketРемонт двигателей и другие работы послепродажного обслуживания — быстро развивающаяся отрасль в США. Американцы любят свои автомобили и любят персонализировать их, добавляя уникальные функции или повышая их производительность с помощью двигателя и других модификаций. В США рынок послепродажного обслуживания автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем занято более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые стойкие самодельщики работают с механическими мастерскими и другими профессиональными механиками для выполнения самых сложных автомобильных работ.
Выбирая мастерскую для ремонта или модернизации двигателя, обязательно задайте следующие вопросы:
Является ли эта мастерская хорошо зарекомендовавшим себя поставщиком необходимого мне типа ремонта или модернизации двигателя? Какова его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, воспринимайте это как предупреждение. Репутация — это все в этом бизнесе. Магазины, которые хорошо работают, получают хорошие отзывы.
Есть ли в этом магазине подходящие инструменты для работы? Это может быть немного сложно оценить неспециалистам. Возможно, вам стоит поговорить с магазином, который вы рассматриваете, чтобы узнать, какие инструменты они используют, а затем провести небольшое исследование.
Заинтересован ли персонал в своей работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто выполняют свою работу. Механики, увлеченные вашим проектом, с большей вероятностью приложат к нему немного больше усилий.