
Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок.
Действуйте в следующем порядке….

|
Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
|
Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра.

|
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
|
Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет.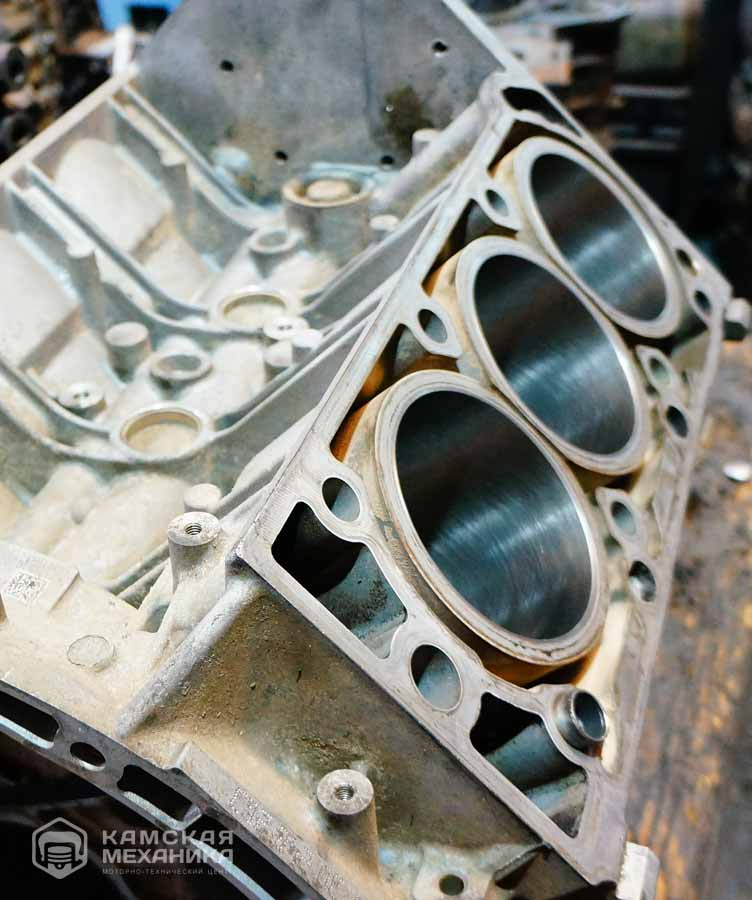 Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ.
|
Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
|
Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов.
 Происходит возвращение первоначальной формы.
Происходит возвращение первоначальной формы. - Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
 Происходит возвращение первоначальной формы.
Происходит возвращение первоначальной формы.Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
Расточка, хонингование, гильзовка, фрезерные работы
| Наименование работы по ремонту двигателей иномарок | Ед. изм. изм. | ЦЕНА за ед. руб |
| РАСТОЧКА, ХОНИНГОВАНИЕ. | ||
| Мойка предварительная | БЦ | 566 |
| Демонтаж масляных форсунок | форсунка | 92 |
| Демонтаж масляных форсунок с применением специального инструмента | форсунка | 312 |
| Восстановление микрорельефа поверхности (чугун) | цилиндр | 440 |
| Восстановление микрорельефа поверхности (алюминий) | цилиндр | 508 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — чугунный БЦ | цилиндр | 1 210 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — алюминиевый БЦ | цилиндр | 2 420 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — БЦ «Субару» | цилиндр | 1 573 |
| ГИЛЬЗОВКА | ||
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный чугунный БЦ | цилиндр | 2 426 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный чугунный БЦ | цилиндр | 3 812 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный алюминиевый БЦ | цилиндр | 3 465 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный алюминиевый БЦ | цилиндр | 4 389 |
| Гильзовка гильзами типа «Darton» | цилиндр | 6 930 |
| Изготовление гильзы (со стоимостью заготовки) | гильза | 2 195 |
| Подгонка «мокрых» гильз по высоте | цилиндр | 2 541 |
| ФРЕЗЕРНЫЕ РАБОТЫ | ||
Обработка плоскости под ГБЦ (паралл. ) ) | цилиндр | 605 |
| Обработка плоскости под ГБЦ (под углом) | цилиндр | 665 |
| Демонтаж напр. втулок, дросселей и штифтов | штифт | От 116 |
| МОТОЦИКЛЫ, КОМПРЕССОРЫ | ||
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — четырехтактного двигателя мотоцикла | цилиндр | От 1 000 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — двухтактного двигателя (с окнами) | цилиндр | 16 500 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — четырехтактного двигателя (без окон) | цилиндр | 8 800 |
Выше указаны цены на ремонт деталей в основном легковых автомобилей. Цена на ремонт деталей грузовых автомобилей – может отличаться в большую сторону.
Цена на ремонт деталей грузовых автомобилей – может отличаться в большую сторону.
Полный прайс на работы по ремонту деталей иномарок
Прайс на работы по ремонту деталей отечественных автомобилей
Получить более подробную информацию по ремонту деталей двигателя можно по телефону +7 (495) 287 15 87
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
 Хонингование простых элементов проводят на оборудовании с одним шпинделем.
Хонингование простых элементов проводят на оборудовании с одним шпинделем.Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
 Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание!Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Хонингование цилиндров двигателя
При ремонте двигателя цилиндры обычно требуют внимания. Износ имеет тенденцию создавать конусность в верхней части цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв и расход масла, если его не удалить. Цилиндр также может иметь некруглую форму, царапины или другие повреждения, которые необходимо исправить, прежде чем новый комплект колец будет правильно герметизирован.
Основная цель при доработке цилиндров — сделать стенки как можно более прямыми (без конуса), отверстия как можно более круглыми (минимальное искажение, что особенно важно для колец с низким натяжением), чтобы иметь правильную степень штриховки для хорошее удерживание масла и опора для колец, а также для получения поверхности, соответствующей требованиям колец.Это делается путем расточки и / или хонингования цилиндров в один или несколько этапов с использованием различных типов абразивов (керамических или алмазных).
После хонингования цилиндры необходимо очистить от остатков абразива и металлического мусора, оставшегося в отверстиях. Мытье и чистка теплой мыльной водой удалит большую часть нежелательного материала. Но одна только стирка не ослабляет и не удаляет поверхностную «стружку», такую как рваный или сложенный металл, который может изнашивать кольца и задерживать посадку колец. Единственный способ избавиться от этого материала и сгладить отверстия — это «отполировать» отверстия после хонингования какой-либо гибкой абразивной щеткой.
Гибкое хонингование отверстия цилиндра значительно улучшает его чистоту.
Чистка щеткой после хонингования не только помогает очистить отверстия, но и выравнивает поверхность в зависимости от характеристик используемого абразива. Чистка щеткой сметает рваный и складчатый металл, а также острые неровные выступы, оставляя гораздо более гладкую поверхность. Результат — лучшее качество обработки отверстий при минимальных дополнительных усилиях. Другой способ выравнивания поверхности — использование очень мелких камней с зерном # 600 или пробки для полировки отверстий после хонингования.
Одно из преимуществ обработки отверстий плато состоит в том, что она обеспечивает предварительное кондиционирование или приработку цилиндров. Это сокращает время, необходимое для установки нового набора колец, а также уменьшает начальный износ колец, прорыв и расход масла. Двигатель сразу обеспечивает хорошую компрессию, в выхлопе нет синего дыма, сокращаются выбросы и расход масла, а кольца служат дольше, потому что они не изнашиваются, чтобы соответствовать диаметрам отверстий. Поверхность отверстия плато также обеспечивает увеличенную опорную поверхность для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки.Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки отверстий и используют его во многих новых двигателях (см. Врезку о том, как отточить Ford 4.6L V8 на плато).
Поверхность отверстия плато также обеспечивает увеличенную опорную поверхность для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки.Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки отверстий и используют его во многих новых двигателях (см. Врезку о том, как отточить Ford 4.6L V8 на плато).
ЗАДАЧИ ДЛЯ ОТДЕЛКИ ЦИЛИНДРА
Одна из проблем, выражаемых производителями оригинального оборудования, имеющими программы ремонта двигателей, заключается в том, что многие производители двигателей, занимающихся восстановлением послепродажного ремонта, могут не обладать ноу-хау или подходящим оборудованием для хонингования, чтобы воспроизвести тип отделки цилиндров OEM-типа. Поскольку проверка выбросов является фактом жизни для многих автомобилистов во многих частях страны, обеспокоенность вызывает то, что восстановленный двигатель с цилиндрами, отточенными «обычным способом», может не пройти проверку на выбросы. Задача здесь состоит в том, чтобы разработать процедуры, которые позволят производителям послепродажного ремонта двигателей дублировать отделку внутреннего диаметра отверстия.
Задача здесь состоит в том, чтобы разработать процедуры, которые позволят производителям послепродажного ремонта двигателей дублировать отделку внутреннего диаметра отверстия.
Производители колец обеспокоены тем, что некоторые производители двигателей могут не использовать надлежащие процедуры хонингования или камни для своих колец. Слишком грубая отделка канала ствола приведет к сильному истиранию при первоначальном запуске двигателя. Для колец с предварительным нахлестом это не очень хорошо, потому что это приводит к ненужному износу. Задача здесь состоит в том, чтобы использовать процедуры хонингования, обеспечивающие наилучшее качество обработки отверстия для данного набора колец.
РЕКОМЕНДУЕМАЯ ОТВЕРСТИЯ ОТВЕРСТИЯ ЦИЛИНДРА
Большинство производителей колец указывают шлифовальный абразив № 220 для чистовой обработки отверстий при использовании чугунных или хромированных колец, поскольку рекомендуемая чистота обработки отверстий для этих колец составляет от 28 до 35 RA (средняя шероховатость в микродюймах). Зернистость # 280 обычно рекомендуется для колец из молибдена, потому что кольца из молибдена имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации относятся к обычным керамическим абразивам, а не к алмазу.Алмазная огранка отличается от остеклованного камня, поэтому для эквивалентной отделки обычно требуются более высокие значения. Алмазный камень зернистостью от # 325 до # 550 может потребоваться для заключительного этапа хонингования, чтобы добиться чистоты прямого обращения в требуемом диапазоне. Один производитель утверждает, что алмазный хонинговальный брус зернистостью от 500 до 550 обеспечивает чистоту поверхности в диапазоне от 13 до 15 RA.
Зернистость # 280 обычно рекомендуется для колец из молибдена, потому что кольца из молибдена имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации относятся к обычным керамическим абразивам, а не к алмазу.Алмазная огранка отличается от остеклованного камня, поэтому для эквивалентной отделки обычно требуются более высокие значения. Алмазный камень зернистостью от # 325 до # 550 может потребоваться для заключительного этапа хонингования, чтобы добиться чистоты прямого обращения в требуемом диапазоне. Один производитель утверждает, что алмазный хонинговальный брус зернистостью от 500 до 550 обеспечивает чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы добавить к путанице в отношении того, какие хонинговальные бруски могут потребоваться для получения определенного вида отделки, некоторые керамические хонинговальные бруски с одинаковыми показателями зернистости будут давать различную отделку, которая не всегда может соответствовать справочным таблицам.
Например, один керамический камень с зернистостью 220 может давать шероховатость поверхности от 28 до 35 RA, в то время как другой может оставлять гораздо более шероховатую отделку от 35 до 60 RA, которая слишком шероховатая для большинства колец с предварительным нахлестом. Разница в фактической отделке поверхности обусловлена связующими веществами и наполнителями, которые используются для удержания абразивных частиц вместе. Тип и качество смазочного материала, используемого в процессе хонингования, также могут иметь значение.
Третья проблема — прибыльность.Покрытие цилиндра — трудоемкий и дорогостоящий этап в процессе восстановления двигателя. Таким образом, все, что можно сделать, чтобы снизить затраты на хонингование и упростить процедуру, а также улучшить качество обработки отверстия, является шагом в правильном направлении.
ОБЫЧНЫЙ АБРАЗИВ ДЛЯ ХОНИРОВАНИЯ VS. АЛМАЗНЫЕ КАМНИ
Во многих мастерских растачивают цилиндры или цилиндры чернового хонингования с точностью до 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма в зависимости от применения), а затем завершают хонингование последнего. 003 дюйма отверстия с абразивными материалами с зернистостью № 220 или 280. В большинстве магазинов нет профилометра для измерения параметров чистоты поверхности, таких как RA, RK (шероховатость сердечника), RPK (средняя высота пика) и RVK (средняя глубина впадины), площадь опоры и т. Д., Поэтому они полагаются на каменную крошку вместе с правильное давление хонингования, скорость головки, частота хода и смазка для достижения желаемой чистоты обработки отверстия. Следовательно, невозможно узнать, действительно ли отделка отверстия соответствует требованиям производителя колец или производителя оригинального оборудования, если только кто-то не пожалуется на чрезмерный износ кольца, прорыв или расход масла.Но даже если у вас не было проблем с кольцами, это не означает, что цилиндры настолько хороши, насколько могли или должны быть.
003 дюйма отверстия с абразивными материалами с зернистостью № 220 или 280. В большинстве магазинов нет профилометра для измерения параметров чистоты поверхности, таких как RA, RK (шероховатость сердечника), RPK (средняя высота пика) и RVK (средняя глубина впадины), площадь опоры и т. Д., Поэтому они полагаются на каменную крошку вместе с правильное давление хонингования, скорость головки, частота хода и смазка для достижения желаемой чистоты обработки отверстия. Следовательно, невозможно узнать, действительно ли отделка отверстия соответствует требованиям производителя колец или производителя оригинального оборудования, если только кто-то не пожалуется на чрезмерный износ кольца, прорыв или расход масла.Но даже если у вас не было проблем с кольцами, это не означает, что цилиндры настолько хороши, насколько могли или должны быть.
Одним из недостатков керамических абразивов является их быстрый износ. В зависимости от сорта камней и твердости блока набор керамических хонинговальных брусков может сделать три блока V8 (24 отверстия цилиндра), прежде чем они изнашиваются и требуют замены. И с каждым хонингованным цилиндром оператор или оборудование должны компенсировать каменный износ, чтобы отверстия оставались прямыми.Если вы не сможете выполнить компенсацию, вы можете получить конус в отверстиях.
И с каждым хонингованным цилиндром оператор или оборудование должны компенсировать каменный износ, чтобы отверстия оставались прямыми.Если вы не сможете выполнить компенсацию, вы можете получить конус в отверстиях.
Для сравнения, алмазные хонинговальные бруски с металлической связкой изнашиваются очень мало. Набор алмазных хонинговальных брусков может сделать 300 блоков цилиндров V8 (2400 отверстий цилиндров), прежде чем их нужно будет заменить. Более низкая скорость износа означает, что камни имеют тенденцию резаться более прямо (менее конусообразно), чем керамические камни.
Более низкая скорость износа алмаза по сравнению с остеклованными абразивами помогает более чем компенсировать гораздо более высокую первоначальную стоимость алмазных камней.Исходя из приведенных выше цифр, набор из керамических хонинговальных брусков за 14 долларов стоит около 58 центов за отверстие, если они делают 24 отверстия цилиндра. Набор алмазных хонинговальных брусков за 300 долларов стоит около двенадцати с половиной центов за отверстие, если они рассчитаны на 2400 отверстий цилиндра.
По этим причинам многие компании по ремонту двигателей (PER) перешли на алмазное хонингование. Алмаз снижает затраты на хонингование на цилиндр, экономит труд (меньше смены камня) и обеспечивает лучшую общую геометрию отверстия (более прямая и меньше деформаций).
РЕЗУЛЬТАТЫ РЕКОНА
«Мы достигли отличных результатов при алмазном хонинговании», — сказал Том Уилсон из Recon Automotive Remanufacturers, Филадельфия. Уилсон говорит, что Recon использует алмазные камни в хонинговальном оборудовании Sunnen CK-21.
«Тип камней, которые мы используем, определяется типом колец, которые входят в двигатель. Мы пробовали различные камни, прежде чем придумали лучшую комбинацию. Для RA от 20 до 25 с кольцами молибдена мы используем # Алмазные камни зернистостью 325.Для получения более тонкой отделки в диапазоне RA от 15 до 20 мы иногда используем алмазные камни зернистостью # 500.
«Алмазный режет не так, как керамический абразив. Он вырывает металл и оставляет на поверхности много микроскопических пухлых пятен. Поэтому после хонингования мы чистим отверстия ручным сверлом от восьми до десяти движений. мусор с поверхности и исключает любой период обкатки. Мы также обнаружили, что это улучшает RA, снижая его около 18 лет ».
Поэтому после хонингования мы чистим отверстия ручным сверлом от восьми до десяти движений. мусор с поверхности и исключает любой период обкатки. Мы также обнаружили, что это улучшает RA, снижая его около 18 лет ».
Уилсон говорит, что Recon использует синтетическую смазку на водной основе с алмазными камнями, которые, по его словам, «прозрачны как вода».«Он говорит, что смазка фильтруется, чтобы удалить грязь, и постоянно контролируется, чтобы предотвратить рост бактерий.
FRANKLIN POWER
«Как OEM-поставщик для Navistar, единственный способ обеспечить соответствие их требованиям к диаметру цилиндров — это следовать трехступенчатой процедуре алмазного хонингования, — говорит Джим Ормсби из Franklin Power, Франклин, Индиана.
Сначала мы производим грубое хонингование с точностью до 0,005 окончательного размера алмазными камнями с крупной зернистостью # 200, а затем окончательно шлифуем до нужного размера алмазами с зернистостью # 600.Последний шаг — отшлифовать отверстия щеткой за восемь ходов с помощью инструмента для плоского хонингования.
«Мы считаем, что на самом деле получаем лучшую отделку и сохраняем более точные допуски, чем оригинальные отверстия OEM, потому что мы уделяем пристальное внимание каждому отверстию, которое мы делаем. OEM-производители не настроены таким образом. Они включают производственную линию и отпускают ее».
Ормсби говорит, что выполнять алмазное хонингование легко, если у вас есть соответствующее оборудование.
ТЕНДЕНЦИИ И РЕКОМЕНДАЦИИ В ОТНОШЕНИИ ОБОРУДОВАНИЯ
Несколько поставщиков хонинговального оборудования заявили, что сегодня наблюдается тенденция к алмазному хонингованию.Энди Роттлер из Rottler Manufacturing, Кент, Вашингтон, оценивает, что около восьмидесяти процентов новых хонинговальных станков, которые он продает, изначально содержат алмазные камни или вскоре превращаются из керамических камней в алмазы в полевых условиях.
«Раньше PER были единственными, кто покупал алмазное хонинговальное оборудование. Но в последнее время его покупают и более мелкие магазины.
«Все больше и больше людей переходят на алмаз, потому что он дешевле в долгосрочной перспективе и стоит примерно в пятую часть стоимости застеклованного абразива, если только вы не разбиваете камень.Алмаз также обеспечивает более стабильную обработку отверстия и лучшую геометрию отверстия. Но чтобы получить максимальную пользу от алмаза, вам нужна жесткая точильная головка.
«Остеклованные камни никогда не изнашиваются с постоянной скоростью. Износ может варьироваться в зависимости от сорта камней и твердости блока. Трудно предсказать, сколько металла действительно удаляет камни, поэтому вам придется остановить свое оборудование, измерить размер отверстия, затем перезапустите машину, чтобы закончить цилиндр. С помощью алмаза вы можете настроить свое оборудование, включить его и уйти.Он заточит его до нужного размера ».
Роттлер сказал, что не существует установленной процедуры для хонингования алмазом. Процедуры различаются от одного приложения к другому и от одного восстановителя к другому. Многие используют трехэтапную процедуру, которая начинается с грубого хонингования с агрессивной зернистостью до нескольких тысячных долей от конечного размера, финишного хонингования с мелким зерном (от 325 до 550), а затем с чистки щеткой для очистки и сглаживания отверстий.
Многие используют трехэтапную процедуру, которая начинается с грубого хонингования с агрессивной зернистостью до нескольких тысячных долей от конечного размера, финишного хонингования с мелким зерном (от 325 до 550), а затем с чистки щеткой для очистки и сглаживания отверстий.
«Если вы не используете алмаз должным образом, вы можете получить много размазанного и согнутого металла.А если не позаботиться о камнях, они могут оставить на поверхности много рваного металла ».
Роттлер сказал, что чистка щеткой не является абсолютно необходимой при хонинговании алмазом, если вы используете правильную нагрузку на камни. Коэффициент нагрузки будет варьироваться от оборудования одного производителя к другому, но обычно конечная нагрузка должна находиться в диапазоне от 30 до 35%. Для черновой обработки используйте максимальную нагрузку для быстрого удаления металла.
Еще одно преимущество алмаза, согласно Роттлеру, заключается в том, что синтетическая смазка на водной основе устраняет нагрев, как на заводе, что снижает деформацию отверстия. «Оно также не воняет, как хонинговальные масла на минеральной основе».
«Оно также не воняет, как хонинговальные масла на минеральной основе».
Лайл Хейли из Peterson Machine Tool Inc., Shawnee Mission KS, говорит, что охлаждающая жидкость является критическим фактором при использовании алмазов. «Отсутствие охлаждающей смеси может повлиять на качество обработки отверстий. Как правило, концентрация синтетического материала на водной основе должна составлять от 1-1 / 2 до 2%. Для контроля концентрации следует использовать рефрактометр. »
Чак Даунс из Kwik-Way Products, Мэрион, штат Айова, сказал, что многие люди смотрят на алмазы, чтобы сэкономить деньги и получить лучшие результаты, а не для сокращения времени хонингования.
«Алмазу требуется большое давление для разрушения и правильной резки, поэтому для получения максимальной отдачи от него необходимо оборудование, предназначенное для работы с алмазом. Некоторые старые хонинговальные станки могут плохо работать с алмазом. Новое хонинговальное оборудование обычно имеет более высокую мощность в лошадиных силах. и более жесткие конструкции для шлифовки алмазом.
и более жесткие конструкции для шлифовки алмазом.
«С большим давлением и хонинговальной головкой для нескольких камней вы можете удалить от 0,008 до 0,010 дюйма материала в минуту с помощью алмаза. Чем больше количество камней в головке, тем меньше давление, необходимое для достижения определенного скорость вывоза материала.«
Даунс сказал, что сравнение размеров зерен алмазных и керамических абразивов может ввести в заблуждение. В случае с алмазом зернистость — это фактически концентрация алмаза в камне. Чем выше концентрация, тем точнее рейтинг. Алмазный камень с концентрацией 35% был бы грубым хонинговальным камнем и имел бы форму абразивного материала с зернистостью № 80. Камень с содержанием алмаза от 65 до 70% будет огранен аналогично керамическому абразивному материалу № 325.
Марк Хенсон из LDX Genesis, Cedar Rapids, IA, сказал, что их новый хонинговальный станок был разработан с нуля для работы с алмазом.В машине используется постоянное давление в головке (выполняется электронным способом с помощью управляющего программного обеспечения) для оптимизации режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем грубое алмазное хонингование алмазными камнями зернистостью от # 70 до # 90 с точностью до 0,002 дюйма от окончательного диаметра отверстия, затем чистовую обработку алмазными камнями зернистостью от # 500 до # 550, а затем 10 секунд чистки щеткой для очистки поверхности. С помощью этой процедуры вы можете добиться обработки поверхности в диапазоне от 13 до 15 прямого восхождения без чистки или от 6 до 8 прямого восхождения при чистке », — сказал Хенсон.
Skip Green из Winona Van Norman, Winona MN, сообщает, что, хотя они получили много запросов по поводу алмазного хонингования, за исключением PERS, большая часть вторичного рынка все еще использует керамические абразивы. «Для обработки алмазов требуется хонинговальный станок, предназначенный для тяжелых условий эксплуатации.
«Многие магазины используют процедуру обработки плато, но делают это с использованием керамических камней и щетки. Типичный цех должен работать с таким большим разнообразием двигателей и размеров отверстий, что алмазы слишком велики», — сказал Грин.
ИСПЫТАНИЯ НА ЗНАЧЕНИЕ
Бывший менеджер по продукции Sunnen Products, Сент-Луис, Миссури, сказал, что некоторые производители колец не поддерживают хонингование с алмазами, потому что алмазы могут оставлять рваный и фрагментированный металл на поверхности.
«Алмаз представляет собой тусклую частицу и связан настолько плотно, что для заточки отверстия требуется большое усилие. Следовательно, он разрывает поверхность, и его необходимо обработать щеткой, чтобы удалить мусор. При использовании алмаза, мы рекомендуем двухэтапную процедуру хонингования, при которой для очистки цилиндров после хонингования используется щетка.Мы рекомендуем использовать щетку в приспособлении для хонингования, чтобы оказывать контролируемое давление на щетку ».
Он сказал, что провел серию испытаний для производителя колец, чтобы увидеть, какая процедура хонингования дает чистовую обработку отверстия, наиболее точно соответствующую их требованиям. Требования производителя колец к чистоте обработки отверстия для одноэтапной процедуры хонингования: от 10 до 20 RA, от 40 до 60 RK, от 10 до 20 RPK и от 35 до 65 RVK или от 10 до 20 RA, от 30 до 50 RK, от 5 до 20 RPK и От 50 до 100 RVK для двухэтапной процедуры.
Один цилиндр был хонингован с использованием одностадийной процедуры только алмазной зернистостью # 500 (без чистки). Результаты: RA 13, RK 40, RPK 18 и RVK 17. Результаты не были признаны удовлетворительными из-за низкого числа RVK (которое снижает задержку масла на стенках цилиндра и ухудшает смазку колец).
Второй цилиндр был хонингован с использованием двухэтапной процедуры: алмаз с зернистостью # 220, затем шлифовальный инструмент для плато с зернистостью # 120 (кисть). Всего получилось 20 РА, 44 РК, 16 РПК и 66 РВК.Результаты здесь были признаны вполне соответствующими требованиям производителя колец.
Третий цилиндр был отшлифован алмазным зерном # 400 с последующей обработкой щеткой шлифовальным инструментом с зернистостью # 320. Результатами были RA 13, RK 35, RPK 11 и RVK 33. Результаты здесь снова вышли за рамки технических требований, потому что клапан RVK 33 был слишком низким.
«Наши испытания показывают, что вы можете получить такую же чистовую обработку отверстия с помощью алмаза № 500, как и с абразивным материалом с зернистостью № 320, при условии, что вы будете использовать кисть.Мы также думаем, что если вы выполняете черновое хонингование алмазом, вам следует оставить немного больше металла (0,005 дюйма) для чистового хонингования, чем для керамических камней (0,003 дюйма). Черновое хонингование алмазом от # 80 до # 100 оставит чистоту поверхности более 100 RA. При черновом хонинговании керамическим абразивом № 80 останется шероховатость поверхности около 60 RA.
«Что касается скорости, алмазное хонингование может быть таким же быстрым, как и расточка цилиндра. С восьмью каменной головкой при 450 об / мин, давлении от 80 до 90% и 80 ходах в минуту вы можете достичь скорости съема припуска.020 дюймов в минуту, — сказал он.
FORD 4.6L V8 PLATEAU PLATEAU РЕКОМЕНДАЦИИ ПО ЗАТОЧЕНИЮ
Компания Ford разработала специальную процедуру, которую производители двигателей могут использовать для дублирования обработки отверстий цилиндров OEM в блоках двигателей Ford 4.6L V8 (которые шлифуются алмазом на заводе). Технические характеристики хонинговального оборудования относятся к Sunnen CV-616 с хонинговальным маслом Sunnen MB-30 в качестве смазки, но базовая процедура может быть адаптирована к любому хонинговальному оборудованию.
Перед хонингованием Ford рекомендует очистить блок (при нагреве температура не должна превышать 750 градусов по Фаренгейту) и осмотреть блок на предмет каких-либо дефектов.
«Получистовая» операция выполняется после растачивания или чернового хонингования отверстий цилиндров с точностью до 0,003 дюйма от окончательного припуска.
Скорость шпинделя 170 об / мин
Настройка скорости подачи # 4
Длина хода 5,250 дюйма
Скорость хода 57 об / мин
Верхний ход 3/8 дюйма
Головка хонинговальная CK-3005A
Камни C30-A45-81
Длина камня 2-3 / 4 дюйма
Удаление стоков.003 дюймов
После завершения этапа полуфабриката выполняется операция плато со следующими настройками. Ford рекомендует подавать камни вручную с помощью зубчатого колеса, чтобы показание нагрузки на измерителе нагрузки составляло от 20% до 30% (оптимально 30%). Нагрузку необходимо выдерживать 30 секунд.
Скорость шпинделя 170 об / мин
Настройка скорости подачи # 1
Длина хода 5,250 дюйма
Скорость хода 57 об / мин
Верхний ход 3/8 дюйма
Головка хонинговальная CK-3005A
Камни C30-C03-81
Длина камня 2-3 / 4 дюйма
Удаление стоков.0001 дюйм
Другие статьи о двигателях:
Советы по восстановлению двигателяОбновление методов хонингования отверстий цилиндров
Обработка отверстий цилиндров с плато
Обработка поверхностей отверстий цилиндров по номерам
Эволюция конструкции поршней
Стальные кольца: обновленная информация о технологии поршневых колец
Рекомендации по зазору поршневых колец
Поршневые кольца: запасы и характеристики
Щелкните здесь, чтобы увидеть больше технических статей Carley Automotive
Бывшее в употреблении оборудование для растачивания и хонингования цилиндров, хонинговальных головок цилиндров, расточных стержней и расточных приспособлений
Copyright © 2004Cavco Sales.Все права защищены
Блок расточно-хонинговального оборудования
При просмотре: 17 января 9192 используйте кнопку НАЗАД в браузере, чтобы вернуться на эту страницу!
Категории бывшего в употреблении оборудования
Нажмите вверху, чтобы посетить наш магазин E-Bay!
Переносная расточная оправка Rottler, модель DAOB, (2.7–5,5 дюймов), 115в .
Поставляется с: полным стандартным набором инструментов для расточной оправки и прижимным устройством.
Стойка для хонинговальных оправок Sunnen Line Модель CH-36
Поставляется с новой краской, в отличном состоянии.
NIS-VG30-R-AL-T Диск крутящего момента Nissan V-6 DOHC, алюминий с закалкой Вставки.
Приспособление для установки манометра с круговой шкалой Sunnen Модель CF-1000.
В комплект входит: 4 установочных стандарта и металлический ящик для хранения.
Послепродажный шлифовальный станок Sunnen Style Line Hone, 10RY-2700.
Приспособление для заточки роттлера, 115 В.
В комплекте: приспособление для притирки, в отличном состоянии.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-2100.
Универсальное расточное приспособление Berco для V-образных блоков для больших клиновых блоков, модель AOO.69650
Поставляется с: Это приспособление для быстрого зажима для больших V-образных двигателей.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-1800.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-2400.
Послепродажный шлифовальный стержень Sunnen Style Line Hone, 10RY-3000.
Портативная расточная оправка Kwik Way, модель FN, (емкость 2,6–5,5 дюйма), 115 В .
Поставляется с: полным стандартным набором инструментов для расточной оправки и прижимным устройством.
Приспособление для растачивания Rottler, модель FA2EB, 230 В, 3 фазы.
Поставляется с: 2 наборами параллелей, производственной расточной головкой, подставкой под 45 градусов, стандартными расточными инструментами и новой краской.
Приспособление Peterson / Berco, модель ACP-151A, 230 В, 3 фазы.
Поставляется с: 2 наборами параллелей, производственной расточной головкой, подставкой под 45 градусов, стандартными расточными инструментами и новой краской.
Используемая оправка для шлифования линии Sunnen Style, 15RY-4500.
В комплекте: новые камни и хорошая направляющая обувь.
Kwik Way Стенд для растачивания цилиндров, модель FH,
Поставляется с: несколькими наборами переходных колец для главного отверстия, новой краской и 3 наборами проставок по высоте.
Набор для растачивания глухих отверстий Rottler SmallBore.
Поставляется с установочным микрометром, 2 наборами центрирующих пальцев и держателями инструментов.
Переносной фрезерный станок Mira для ремонта мокрых рукавов, модель BB-86, 115v.
В комплект входит: 4 инструмента для резки по длине (диапазон от 97 до 196 мм), дополнительная короткая ручка для ремонта внутри рамы и деревянный ящик для хранения.
Используемая оправка для шлифования линии Sunnen Style, 10RY-4500.
В комплекте: новые камни и хорошая направляющая обувь.
Подержанная шлифовальная головка цилиндра Rottler Power-Stroke Модель HP-A, 230 В, 3 фазы.
Поставляется со стандартной хонинговальной головкой AN, универсальными зажимными приспособлениями для блоков и зажимами для монтажа на палубе.
Приспособление для растачивания Rottler, модель FA2AB, 230 В, 3 фазы.
Поставляется с: 2 наборами параллелей, производственной расточной головкой, подставкой под 45 градусов, стандартными расточными инструментами и новой краской.
Заточка для шара — как получить идеальную отделку для уплотнения поршневого кольца
Шаровая шлифовка — как получить идеальную отделку для уплотнения поршневого кольцаШаровая губка самоцентрирующаяся, самоустанавливающаяся по отверстию и самокомпенсация износа.
Шаровидные шлифовальные станки обеспечивают отличную отделку поверхности и сделают вашу следующую замену колец успешной!
Инструмент для хонингования с шаром отлично подходит, если вы только пытаетесь освежить цилиндр перед повторным кольцеванием, потому что это не инструмент для удаления материала.
Задача шлифования шара — создать равномерную поперечную штриховку на поверхности отверстия, чтобы масло могло за что цепляться. Без перекрестной штриховки масло будет просто стекать, не выполняя свою работу.Таким образом, в вашем двигателе поршни движутся вверх и вниз, обеспечивая плотное уплотнение через поршневые кольца. Со временем постоянное трение колец о стенку цилиндра может отполировать его до очень гладкой поверхности.
Это создает проблемы двумя способами
- Во-первых, смазочное масло в двигателе не будет должным образом прилипать к зеркальной гладкой поверхности, и увеличивается трение.
- Во-вторых, при разрыве вновь установленных поршневых колец должен произойти небольшой износ между кольцами и стенкой цилиндра, чтобы кольца правильно прилегали к ним и обеспечивали газонепроницаемое уплотнение.
Если стенки цилиндра слишком гладкие, такого износа не произойдет, а кольца будут «скользить» по полированной поверхности.
Шаровая шлифовальная машина какого диаметра мне следует использовать
Шаровидные насадкиимеют увеличенный размер, поэтому вам нужно выбирать размер в зависимости от размера вашего цилиндра. Если ваш баллон нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, обработанного до 3-3 / 8 дюймов, выберите хонингование 3-1 / 2 дюйма. «Гибкость», встроенная в шаровой шарнир, адаптируется к разнице в размерах.Степень превышения размера создает давление и мягкое режущее действие на стенки цилиндра.
Какой шлифовальный шарик лучше использовать?
Отображение размера шлифовального шарика двигателяЧем больше число, тем мельче зернистость. Чаще всего используется крупа от 120 до 400. Зернистость — одна из тех тем, которые будут сильно отличаться от многих конструкторов колец. Для основной работы по замене колец просто используйте зерно, рекомендованное производителем колец. Они предложат подходящую зернистость для используемого вами типа кольца.(Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
Рекомендуемые шаги для заточки цилиндров для новых колец
Есть несколько этапов ремонта цилиндров перед установкой новых колец. Во-первых, конечно, снять все подшипники, оставив голый блок. Металл, полученный в процессе хонингования или удаления глазури, может быть везде. Обратите внимание на , что худшее в хонинге — это очистка блока. Вы никогда не сможете тратить много времени на уборку своего блока.
С оголенным двигателем и развернутым цилиндром с выступом (при необходимости) поместите шаровую головку в ручную дрель или сверлильный станок. Смажьте цилиндр маслом 10-30 мас.% Или маслом для шлифовки шариков (рекомендуется). Распределите смазку по отверстию кистью или пальцами. Убедитесь, что цилиндр полностью закрыт.
Хонингование шара цилиндраПри первом использовании нового шарнирного наконечника несколько раз полностью смажьте его стенки и стенки отверстия, так как сам шаровой шарнир впитает часть масла. В будущем для хонингования цилиндров не потребуется столько масла, сколько было в первом случае с новым шаровым шлифовальным кругом.Вставьте смазанный шаровой наконечник, медленно вращая сверло и вставляя его в отверстие. Когда шаровой наконечник находится в смазанном отверстии, запустите сверло со скоростью 600-800 об / мин, энергично двигая его вверх и вниз, сделав 40-60 ходов.
Как энергично движение
В основном так быстро, как вы можете двигать руками. Вам нужна штриховка под углом 45 градусов в канале ствола. Если вы не добиваетесь хорошей штриховки, вам нужно будет снизить скорость сверления, чтобы добиться ДОЛЖЕН ИМЕТЬ штриховкой под 45 градусов.Сделайте 40-60 оборотов сверла и протрите отверстие чистой тканью. Осмотрите канал ствола.
Если виден тускло-серый цвет (он будет выделяться на только что отшлифованной поверхности), продолжайте, пока отверстие не будет полностью восстановлено. Во время хонингования продолжайте впрыскивать масло в отверстие в качестве среды для смывания материала цилиндра. Как только отверстие не видно тускло-серого цвета СТОП хонингование.
Достижение правильного образца штриховки цилиндра
Поперечный угол штриховкиЕще одна непонятная и широко обсуждаемая тема — это вопрос угла поперечной штриховки.Результирующий угол поперечной штриховки, создаваемый шаровой головкой, строго зависит от скорости хода в зависимости от числа оборотов в минуту. Большинство OEM-производителей и производителей колец заявляют, что угол царапин в шаблоне штриховки должен составлять около 27–45 градусов, а оптимальным является 45 градусов.
Угол штриховки должен быть одинаковым по всем стенкам цилиндра
- Если угол штриховки слишком большой, стенки цилиндра не будут удерживать достаточное количество масла для облегчения процесса посадки колец.Проблема в том, что кольца будут перекачивать масло, а кольца будут вращаться слишком быстро, что приведет к ускоренному износу кольца и кольцевой канавки.
- Слишком малый угол может вызвать эффект дребезга при прохождении кольца над впадиной, не позволяя кольцу снова получить надлежащую смазку, что приводит к чрезмерному износу кольца, чрезмерному разрыву кольца во времени и возможности дымления двигателя без седла кольца.
Для достижения желаемой штриховки под углом 45 градусов запустите сверло со скоростью 600-800 об / мин и энергично проведите сверлом вверх и вниз в отверстии.Это энергичное движение руки утомляет, но вам нужно запустить инструмент в отверстие только на 10-15 секунд. Затем осмотрите поверхность цилиндра. Если вы видите тускло-серую поверхность, что указывает на то, что шлифовка шара была неэффективной в этой области, продолжайте работать с шлифовальной головкой до тех пор, пока весь канал не будет выглядеть свежим с поперечной штриховкой.
Самый важный этап после хонингования шара — это очистка всего
Очистка блока цилиндровЗаключение
Воспользуйтесь нейлоновой щеткой для промывки цилиндров или чистой тканью, смоченной теплой мыльной водой, и проведите вверх и вниз по отверстию.Продолжайте этот процесс, промывая отверстие теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
После тщательной чистки возьмите чистую белую ткань без ворса, смоченную в теплой воде, и с силой протрите отверстие цилиндра вверх и вниз. Осмотрите ткань, если вы видите серый цвет на ткани, вам нужно вернуться и снова очистить отверстие. Повторяйте, пока не перестанете видеть серое на белой ткани. После того, как каждое отверстие будет идеально чистым, смажьте каждый цилиндр маслом, чтобы сохранить его до установки поршня.
Поделитесь новостями портала DannysEngine
Мотоцикл Дэна «Honing Your Cylinder»
Хонингование цилиндра может быть от легкого до безумного. Если цилиндр соответствует техническим характеристикам и вы собираетесь установить только новый набор колец, вы должны заточить цилиндр, чтобы разрушить глазурь. Это создаст красивую штриховку на стенках цилиндра. Рисунок перекрестия удерживает масло и помогает смазывать поршень и кольца по мере износа колец в цилиндре.Это мягко. Хонингование цилиндра также можно использовать для расточки цилиндра до большего размера, и это дико. Ну … да, ваше право. Мне нужно получить жизнь, если я думаю, что это дико!Головки для цилиндров можно также использовать для заточки тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров. Цилиндрические шлифовальные круги могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Камни Ammco и Sunnen могут стоить сотни долларов. Самые дешевые подходят для удаления пятна ржавчины или разрушения глазури.Дорогие модели могут точно расточить цилиндр, чтобы принять поршень следующего размера или больше.
Заточить цилиндр несложно. Просто воткни хон в цилиндр, слей немного масла — и вперед. Перемещайте хонинговалку в цилиндре вперед и назад, чтобы получить штриховку под 45 градусов, и примерно через минуту все будет готово. Это при условии, что вам не нужно растачивать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его большего размера. В сильно изношенном цилиндре поршень, установленный в верхней мертвой точке, будет покачиваться вперед и назад в отверстии.Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр большего размера, а во-вторых, вам, к сожалению, не хватает вашего обслуживания. Если поршень достаточно тугой, вам, возможно, удастся отточить его и установить новые кольца. Если вы не уверены, вам нужно будет измерить зазор поршня. Для точных измерений вам потребуются микрометры внутри и снаружи.
Процедура проста, но вы должны быть очень точны в ее выполнении.
- Измерьте диаметр поршня примерно на полдюйма выше юбки.
- Измерьте диаметр цилиндра в точке:
- Как спереди назад, так и из стороны в сторону.
- Измеряется в верхней, средней и нижней части цилиндра.
| Измерительный поршень | Измерительный цилиндр |
| Измерение мест цилиндра Четырехтактный | Измерение места цилиндра Два хода. |
Возьмите размер поршня и вычтите его из самого большого размера цилиндра.Сравните результат с зазором поршня, указанным производителем поршня. Другими словами, если размер цилиндра составляет 2,6114 дюйма и вы вычтете диаметр поршня 2,609 дюйма, вы получите 0,0024 дюйма. Сравните это с минимальным / максимальным зазором, предложенным производителями поршней. В данном случае это будет 0,0016–0,003 дюйма с предел 0,004 «. Если это соответствует спецификации, вы можете заточить цилиндр и установить новый комплект колец. Если в этой спецификации ПРЕВОСХОДЯТ , вам нужно будет расточить цилиндр до следующего большего размера и купить новый поршень и кольца.
Причина, по которой вы выполняете так много измерений, заключается в том, что цилиндры могут изнашиваться с разной скоростью в разных точках цилиндра. Наибольший износ происходит в верхней части цилиндра, а также в передней и задней части цилиндра. Наименьший износ находится в нижней части цилиндра. Иногда даже через много миль можно увидеть небольшие отметины на дне цилиндра. Цилиндр изнашивается по конусу и изнашивается сверху вниз.
Иногда износ настолько выражен, что в цилиндр врезано кольцо чуть ниже его верхней части в месте остановки колец.На двигателях, у которых поршни установлены снизу цилиндра, гребень не имеет большого значения для разборки. На двигателях, в которых поршни должны быть установлены сверху цилиндра, возникает проблема. Кольца имеют тенденцию цепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Cheap Hones разрушают глазурь, но не более того. По крайней мере, если вы попытаетесь сделать больше, вы по-настоящему весело проведете время. Проблема в том, что вы не можете удержать конус и неправильную округлость с какой-либо точностью.Это не значит, что это невозможно сделать, просто это очень сложно сделать. Однажды я прочитал о человеке в Индии. Он увидел, как мальчик лет двенадцати медленно растачивал цилиндр напильником из крысиного хвоста. Он сказал, что каждый день, проходя мимо этой маленькой механической мастерской, он видел, как мальчик работает над цилиндром с этим напильником. Прежде чем он это сделал, потребовалось около пяти полных дней работы. Этот парень был лучшим механиком, чем я когда-либо буду! По крайней мере, у него было больше терпения, чем у меня. Я полностью верю этой истории. Это могло быть сделано… только не в США.
Нельзя сказать, что я не проделал дикие и сумасшедшие дыры. В моей своенравной юности для друга я однажды расточил цилиндр Бриггса и Страттона до следующего негабаритного размера с помощью шарового хона. Это тоже сработало! К сожалению, цилиндр мотоцикла требует немного большей точности. Растачивание хонингованием занимает много времени. Вроде несколько часов. Однажды я отточил цилиндр увеличенного диаметра 0,040 дюйма. Я держал его до нужной конусности и округлости, но это заняло много времени. Вам нужен качественный хонинговальный станок, я использовал хонинговальный станок Ammco.Потом немного затачиваешь и потом измеряешь. Немного отточите, а затем измерьте. Это занимает часы и очень, ну, скучно! Когда вы закончите, вам понадобится красивая штриховка под углом 45 градусов в отверстии. Никогда не затачивайте цилиндр насухо. При хонинговании используйте много масла. Купить специальное хонинговальное масло. Работает намного лучше, чем обычное масло. Хонинговальное масло охлаждает цилиндр и точит. Это также усиливает режущий эффект камней. Используйте много хонинговального масла!
Для расточки цилиндра лучше всего использовать расточный станок, а не хонинговальный станок.Если вы все же используете точильный инструмент, вы должны использовать высококачественный, например Sunnen или Ammco. Отточки бывают разных размеров, чтобы соответствовать разным отверстиям цилиндров. Некоторые из хонингов Ammco имеют камни разных размеров, поэтому вы можете использовать хонор стандартного размера в большом отверстии цилиндра. Хоны Ammco также бывают разных размеров. Грубая (60), мелкая (220) и сверхтонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных камнях используются камни с алмазной пропиткой, но они стоят немного выше моего ценового диапазона.
Я полагаю, вы могли бы попробовать расточить цилиндр практически любым точилкой, но вам нужно помнить об этом. ДОЛЖЕН выдерживать округлость до 0,001-0,002 дюйма на ИЛИ на меньше. Конус ДОЛЖЕН быть меньше 0,001-0,002 дюйма сверху вниз. Стремитесь к 0,001 дюйма на обоих! Настоящая проблема возникает, когда цилиндр уже изношен овальной и конической. Обычный дешевый хонинговальный станок будет просто изнашиваться более конусообразно и терять округлость. Хороший хонинговальный станок делается жестко, и если вы будете осторожны, он вернет цилиндр обратно в круглую форму. Начните с нижней части цилиндра, где почти нет износа, а отверстие идеально круглое.Оттуда вы можете продвигаться вверх по цилиндру. Это не так уж и сложно. Просто это требует времени. Как мальчик из Индии. Ты должен быть терпеливым. Вам просто нужно немного заточить и измерить, затем немного заточить и измерить. Продолжайте, пока не добьетесь желаемого размера. Большая проблема — это время. Удаление 0,010 дюйма не так уж плохо, но удаление 0,020 дюйма или 0,040 дюйма занимает много времени.
Не поддавайтесь желанию погрузить точильную головку в сверлильный станок, пнуть ее высоко и схватить. Был там, сделал это. Не получилось так хорошо.Медленно, стабильно и много-много измерений. Это путь.
Лучше использовать сверлильный станок. Расточка будет более точной.
Если цилиндр, который вы растачиваете, является двухтактным, снимите фаску или сломайте края отверстий напильником, чтобы кольца не зацепились за края. Для этого отлично подойдет отточка с шаром. Также не забудьте проверить силовой клапан. Если после расточки он выйдет в цилиндр, его придется отшлифовать, чтобы никакая его часть не могла коснуться поршня.
Гальванические цилиндры можно затачивать, но совсем немного. Все, что вам нужно, это сделать перекрестную штриховку, чтобы кольца лучше сидели. В зависимости от вида покрытия цилиндра может потребоваться покупка специальных камней. Чтобы убедиться в этом, обратитесь к производителю.
Когда вы закончите, очистите цилиндр чистым растворителем, а затем промойте его в теплой мыльной воде. Затем возьмите чистую тряпку и смажьте ее свежим маслом. Теперь протрите им только что заточенный цилиндр. Если вы видите грязь на тряпке, повторно промойте цилиндр и протрите его снова.Делайте это, пока тряпка не станет чистой.
Когда все сказано и сделано, лучший способ — это. Измерьте цилиндр и поршень. Если зазор в пределах спецификации, немного заточите цилиндр, наденьте новые кольца и продолжайте движение. Если вам необходимо расточить поршень увеличенного размера, возьмите поршень, установите правильный зазор, отнесите оба цилиндра и цилиндр в механический цех, который растачивает цилиндры и дает им расточить его. Это лучший и самый дешевый способ выполнить работу правильно.
Эта страница вам помогла? Хотели бы вы нам помочь? В таком случае Щелкните ЗДЕСЬCopyright 1999-2010 dansmc.com. Все права защищены.
hone for bing Reviews — Интернет-магазин и отзывы на hone for bing на AliExpress
Отличные новости !!! Вы попали в нужное место, чтобы отточить за скучным. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот топовый предмет для утомления вскоре станет одним из самых популярных бестселлеров. Подумайте, как вы, друзья, будете завидовать, когда скажете им, что заскучал на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не знаете, что делать, чтобы скучать, и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести hone for boring по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Бывшее в употреблении оборудование для растачивания и хонингования цилиндров, шлифовальные станки для цилиндров, линейное хонингование, расточные оправки и расточные приспособления
Copyright © 2004Cavco Sales.Все права защищены
Блок расточно-хонинговального оборудования
При просмотре: 17 января 9192 используйте кнопку НАЗАД в браузере, чтобы вернуться на эту страницу!
Категории бывшего в употреблении оборудования
Нажмите вверху, чтобы посетить наш магазин E-Bay!
Переносная расточная оправка Rottler, модель DAOB, (2.7–5,5 дюймов), 115в .
Поставляется с: полным стандартным набором инструментов для расточной оправки и прижимным устройством.
Стойка для хонинговальных оправок Sunnen Line Модель CH-36
Поставляется с новой краской, в отличном состоянии.
NIS-VG30-R-AL-T Диск крутящего момента Nissan V-6 DOHC, алюминий с закалкой Вставки.
Приспособление для установки манометра с круговой шкалой Sunnen Модель CF-1000.
В комплект входит: 4 установочных стандарта и металлический ящик для хранения.
Послепродажный шлифовальный станок Sunnen Style Line Hone, 10RY-2700.
Приспособление для заточки роттлера, 115 В.
В комплекте: приспособление для притирки, в отличном состоянии.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-2100.
Универсальное расточное приспособление Berco для V-образных блоков для больших клиновых блоков, модель AOO.69650
Поставляется с: Это приспособление для быстрого зажима для больших V-образных двигателей.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-1800.
Послепродажные хонинговальные оправки Sunnen Style Line, 10RY-2400.
Послепродажный шлифовальный стержень Sunnen Style Line Hone, 10RY-3000.
Портативная расточная оправка Kwik Way, модель FN, (емкость 2,6–5,5 дюйма), 115 В .
Поставляется с: полным стандартным набором инструментов для расточной оправки и прижимным устройством.
Приспособление для растачивания Rottler, модель FA2EB, 230 В, 3 фазы.
Поставляется с: 2 наборами параллелей, производственной расточной головкой, подставкой под 45 градусов, стандартными расточными инструментами и новой краской.
Приспособление Peterson / Berco, модель ACP-151A, 230 В, 3 фазы.
Поставляется с: 2 наборами параллелей, производственной расточной головкой, подставкой под 45 градусов, стандартными расточными инструментами и новой краской.
Используемая оправка для шлифования линии Sunnen Style, 15RY-4500.
В комплекте: новые камни и хорошая направляющая обувь.
Kwik Way Стенд для растачивания цилиндров, модель FH,
Поставляется с: несколькими наборами переходных колец для главного отверстия, новой краской и 3 наборами проставок по высоте.
Набор для растачивания глухих отверстий Rottler SmallBore.
Поставляется с установочным микрометром, 2 наборами центрирующих пальцев и держателями инструментов.
Переносной фрезерный станок Mira для ремонта мокрых рукавов, модель BB-86, 115v.
В комплект входит: 4 инструмента для резки по длине (диапазон от 97 до 196 мм), дополнительная короткая ручка для ремонта внутри рамы и деревянный ящик для хранения.