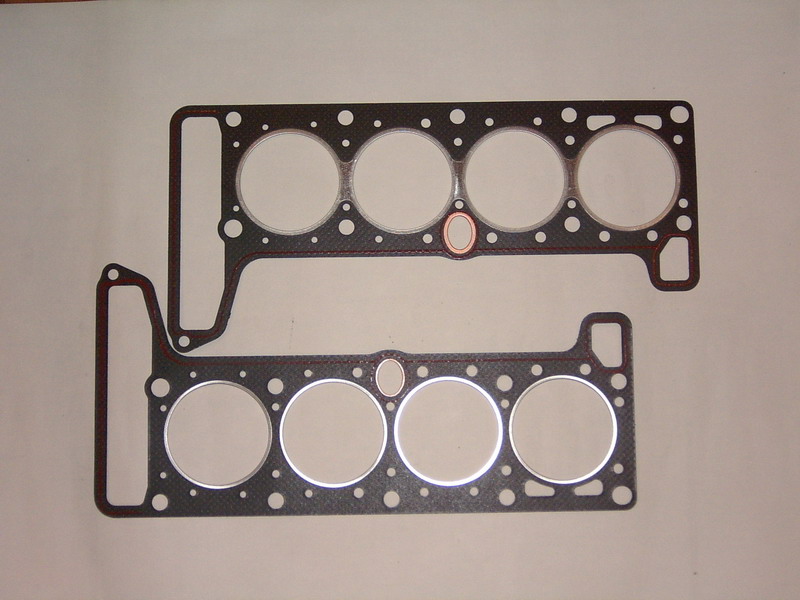
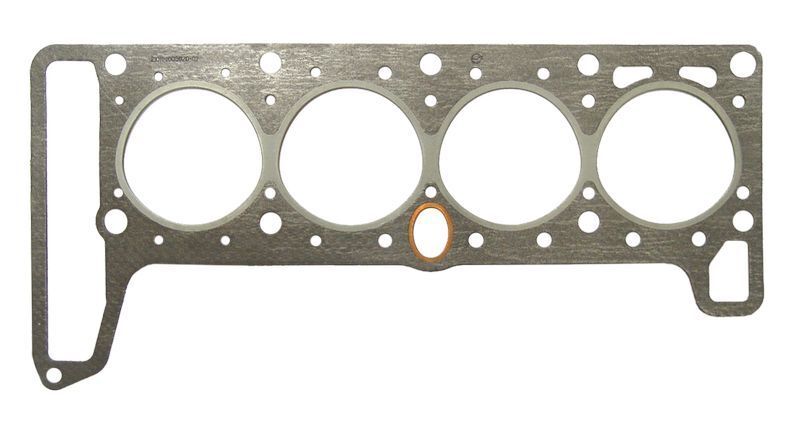
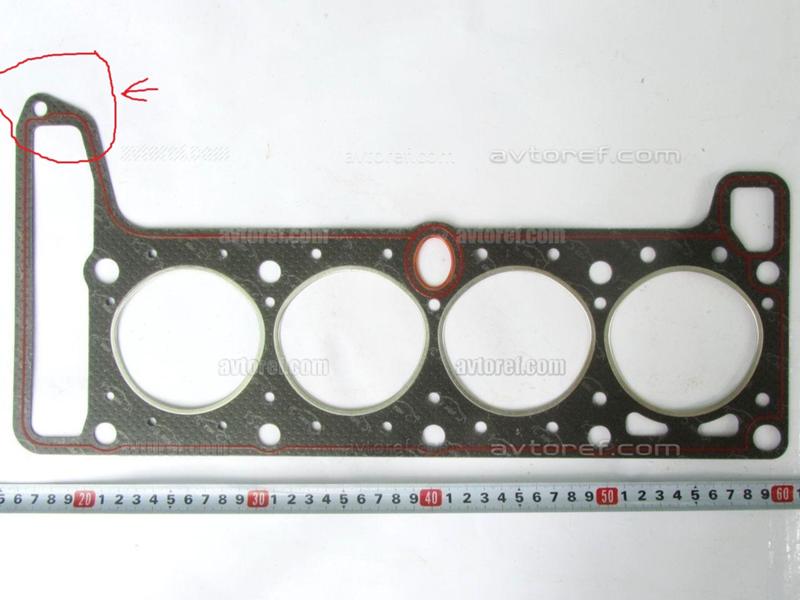
Размер прокладки гбц ваз 2106: Прокладка ГБЦ ВАЗ 2101, 2103, 2106, 2107 (79,0 мм) Victor Reinz — купити за найкращою ціною в Харкові від компанії «GARNA інтернет-магазин автозапчастин»
Содержание
Замена прокладки головки блока цилиндров в двигателе ВАЗ 21124, 21126
adminu
Неисправность прокладки головки блока цилиндров выявляется осмотром двигателя ВАЗ- 21124 после непродолжительной работы. При повреждении прокладки на блоке цилиндров появляются подтеки масла. Данная неисправность обычно возникает вследствие деформации прокладки при работе двигателя в экстремальных условиях. Вследствие повреждения прокладки возможно попадание охлаждающей жидкости в масло, что может повлечь выход из строя двигателя.
Содержание
1 Причины повреждения прокладки
2 Основные признаки пробоя прокладки ГБЦ:
3 Порядок выполнения работ
4 На что необходимо обратить внимание
Причины повреждения прокладки
Прокладка головки блока цилиндров является одноразовым элементом и при разборке двигателя в обязательном порядке подлежит замене.
По своей структуре прокладка ГБЦ состоит из нескольких слоев:
картона;
фибры;
пробки;
стальной окантовки.
При эксплуатации автомобиля необходимо периодически осматривать двигатель ВАЗ- 21124 и проверять состояние прокладки, повреждение которой может привести к преждевременному капитальному ремонту автомобиля.
Основные признаки пробоя прокладки ГБЦ:
При проверке уровня масла в картере с помощью щупа, появляется белый налет эмульсии, означающий, что произошло смешивание тосола и масла вследствие нарушения целостности прокладки.
При пуске двигателя из выхлопной трубы появляется густой белый дым означающий попадание тосола в зону сгорания топлива в цилиндре вследствие потери герметичности прокладки.
Периодически необходимо проверять состояние охлаждающей жидкости в расширительном бачке. Если на поверхности тосола появляется масляные разводы, то это является признаком пробоя прокладки и необходим срочный ремонт.
При работающем двигателе в бачке с тосолом появляются пузырьки вследствие проникновения выхлопных газов из-за повреждения прокладки ГБЦ.
При пуске двигателя появляется посторонний шум в виде свиста и на блоке цилиндров выступают масляные разводы из-за пробоя прокладки.
Пробой прокладки может также повлечь падение мощности двигателя и рост потребления топлива. Причиной неисправности обычно является повреждение прокладки между цилиндрами. Для обнаружения неисправности необходимо проверить компрессию цилиндров.
При выявлении любой неисправности необходимо в срочном порядке осуществить замену прокладки ГБЦ на автомобиле Ваз 21124.
Порядок выполнения работ
Ставим автомобиль в ремонтный бокс. Производим очистку двигателя с помощью распылителя и моющей жидкости. Проводим работы по замене прокладки двигателя ВАЗ- 21124:
Фиксируем 1-ый поршень двигателя в ВМТ (верхней мертвой точке).
Снимаем воздушный фильтр.
Снимаем крышку защиты клапанной системы путем отсоединения подводящих систем и отворачивания гаек крепления.
Отсоединяем систему выхлопных газов.
Снимаем внутренние распорки коллектора. Отсоединяем датчики температуры, давления масла, форсунок, токоподводящие электропровода со свечей зажигания.
Снимаем ремень привода ГРМ. Детали ГРМ имеют несколько меток, которые служат для настройки и регулировки двигателя Ваз-21124: на зубчатом шкиве метка ВМТ коленвала – метка А, на крышке масляного насоса — контрольная метка В, на задней защитной крышке зубчатого ремня – контрольные метки С и F, на шкиве выпускного распредвала – метка D, на шкиве впускного распредвала — метка E.
Аккуратно снимаем шестерню распредвала для этого, фиксируем вал и выворачиваем болт крепления. Все действия провидятся с осторожностью, чтобы не потерять шпонку.
Снимаем термостат и патрубки, отсоединяем от системы.
Ослабляем и откручиваем болты крепления головки блока. Снимаем головку блока и удаляем поврежденную прокладку.
Устанавливаем новую прокладку, предварительно удалив с помощью ветоши масло. Порядок установки и затяжки болтов должен проводиться с учетом следующей последовательности: первая операция проводится с усилием 20 Нм, вторая – с усилием 65.4 – 85.7 Нм, третья — осуществляется затяжка на 90*, четвертая – затяжка на 90*. Порядок затяжки болтов должен выполняться в следующей последовательности – верхний ряд(8, 6, 2, 5, 10), нижний ряд (7, 3, 1, 4, 9).
Проверяем положение коленчатого и распределительного вала, которые должны, находится в ВМТ (клапаны должны быть закрыты). Устанавливаем головку на блок цилиндров.
Производим обратные операции по монтажу навесного оборудования, шлангов соединительных и электрического кабеля.
Монтируем шкивы распредвалов выпускного и впускного.
Производим регулировку натяжения ремня ГРМ, генератора. Проверяем состояние натяжных роликов. Для натяжения ремня используем натяжной ролик (находится под шкивом выпускного распредвала) путем его установки в нужное положение и затяжки обеспечивающей необходимое натяжение ремня.
Монтируем клапанную крышку и защиты ремня ГРМ. Проверяем все соединения систем питания и электропроводки. Для герметизации отдельных узлов используем герметик Локтайт-574, который после нанесения на поверхность застывает в течение одного часа.
На что необходимо обратить внимание
Болты для крепления головки блока в процессе эксплуатации удлиняются, поэтому перед сборкой необходимо проверить их длину, которая не должна превышать 95 мм.
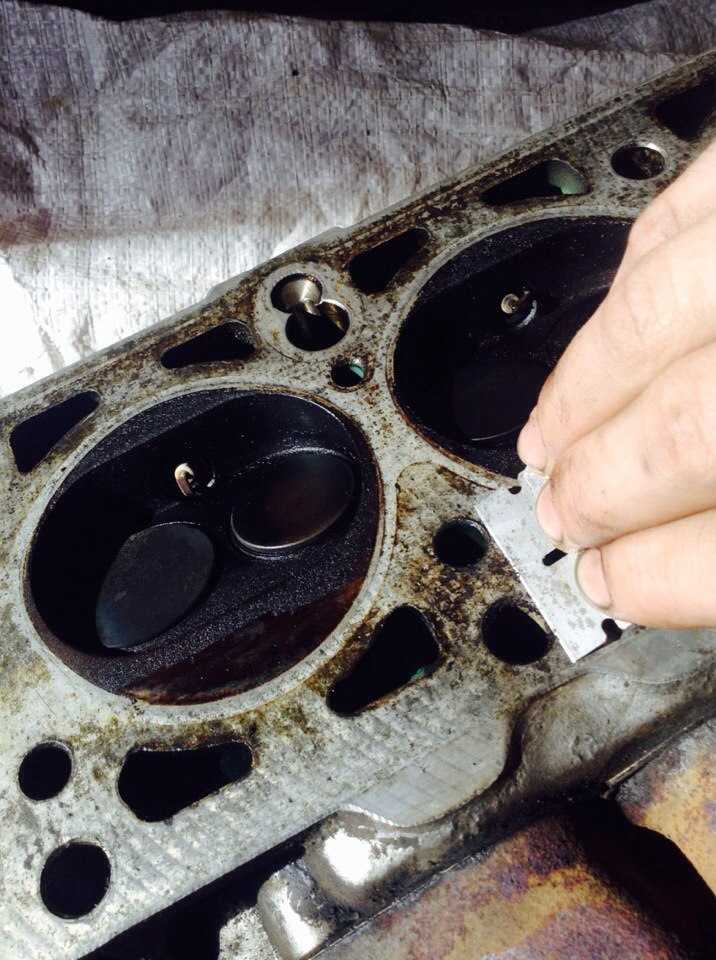
Перед сборкой обязательно необходимо провести ревизию плоскости головки блока. При перегреве возможна деформация и для исправления необходимо, провести торцевание.
Крепящие болты должны затягиваться в определенной последовательности и необходимым усилием. Перед сборкой блок цилиндров крышка и комплектующие детали должны быть тщательно протерты, удалены налет гари, масла. Необходимо также проверить наличие двух втулок в блоке цилиндров, по которым производится центровка прокладки ГРМ при установке.
Двигатель permalink
Добавить комментарий
Найти:
Давай объединяться
Для любознательных
Что представляет собой электрическая схема ВАЗ 21214 нива инжектор?
Где находится реле поворотов ВАЗ и как его заменить
Приведено описание снятия и установки головки цилиндров на двигателе,
с которого предварительно сняты вспомогательные детали, зубчатый ремень и шкивы
распределительных валов.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Отверните болты и снимите крышку головки
цилиндров.
2. Отверните болты
и снимите уплотнительную пластину (FE DOHC).
3.
Отверните болты и снимите крышки подшипников распределительных валов.
4.
Перед снятием распределительного вала очистите подшипники и шейки, а также проведите
следующие проверки:
5.
Снимите гидравлические компенсаторы зазоров клапанов. Храните гидравлические
компенсаторы зазоров клапанов в перевернутом виде в контейнере с моторным маслом.
Пометьте каждый гидравлический компенсатор, чтобы установить его на то место,
откуда он был снят.
6.
В определенной последовательности, за 2–3 этапа выверните болты крепления
головки блока цилиндров.
7.
Снимите головку блока цилиндров.
8.
Снимите прокладку головки блока цилиндров.
9. Специальным приспособлением ОК993 120 001 с
головкой ОК993 120 004 сожмите пружину клапана и снимите со стержня клапана сухари.
10. Медленно освободите приспособление,
сжимающее пружину, и снимите верхнее гнездо пружины клапана из головки блока цилиндров.
11. Снимите внешнюю и внутреннюю
пружины клапана и нижнее гнездо клапана.
12.
Извлеките клапана из головки блока цилиндров. Для хранения клапанов приготовьте
пронумерованные полиэтиленовые пакеты или контейнеры. Промаркируйте клапана для
того, чтобы при сборке их можно было установить на свои первоначальные места.
15. Выверните болты
и снимите датчик угла поворота (Т8 DOHC).
Проверка
Проверка головки блока цилиндров.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Осмотрите головку блока цилиндров на
отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости,
замените головку блока цилиндров.
2.
Металлической линейкой и щупом в шести направлениях проверьте плоскостность головки
блока цилиндров. При необходимости, перешлифуйте головку блока цилиндров. Допускаемая неплоскостность: 0,15 мм
3. Измерьте высоту головки блока цилиндров
от нижней поверхности головки до поверхности установки прокладки крышки головки
цилиндров.
Допускаемая высота головки: FE DOHC: 133,95–134,05
мм Т8 DOHC: 133,8–134,0 мм Предельно допустимая толщина сошлифованного
слоя: 0,20 мм
Предупреждение
Перед шлифовкой выполните следующие проверки и, при необходимости, замените головку
цилиндров:
– углубление седла клапана; – наличие повреждений на привалочных
плоскостях коллекторов; – зазор в подшипниках распределительных валов и их
осевой люфт.
4.
Металлической линейкой и щупом в двух направлениях измерьте плоскостность сопрягаемых
поверхностей коллекторов.
Отклонение от плоскостности: FE DOHC: 0,15
мм Т8 DOHC: 0,20 мм
5.
Если неплоскостность превышает допустимые пределы, прошлифуйте поверхность
или замените головку блока цилиндров.
Проверка клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Осмотрите каждый клапан на выявление
следующих дефектов:
– повреждения или деформации стержня клапана;
– повреждения тарелки клапана; – повреждения или неравномерного износа торца
стержня клапана.
2. При необходимости,
отремонтируйте или замените клапан.
3. Измерьте высоту кромки тарелки клапана. При необходимости, замените
клапан.
Высота кромки тарелки клапана: впускного: 0,85 мм выпускного:
0,9 мм
4.
Измерьте длину каждого клапана.
Длина клапана: Впускные клапана:
FE DOHC: 103,18 мм Т8 DOHC: 102,92 мм Выпускные клапана: FE DOHC:
103,94 мм Т8 DOHC: 101,42 мм
5.
Микрометром в нескольких местах по высоте измерьте диаметр стержня клапана.
Диаметр стержня клапана: Впускные клапана: 5,970–5,985 мм Выпускные
клапана: 5,965–5,980
6.
Нутромером в нескольких местах измерьте внутренний диаметр направляющих втулок
клапанов.
Внутренний диаметр направляющих впускных и выпускных клапанов:
6,01–6,03 мм
7.
Вычислите зазор между направляющей втулкой и стержнем клапана. Для этого вычтите
наружный диаметр стержня клапана от внутреннего диаметра соответствующей направляющей
втулки клапана.
Зазор: Впускные клапана: впускной: 0,025–0,060
мм выпускной: 0,030–0,065 мм Предельно допустимое значение: 0,020 мм
8. Если зазор превышает
предельно допустимое значение, замените клапан и/ или направляющую втулку клапана.
9.
Измерьте высоту выступания каждой втулки клапана. При необходимости, замените
направляющую втулку клапана.
Впускные клапана А: 11,4–11,9 мм
Предупреждение
Обратите внимание, что
направляющие впускного и выпускного клапанов различаются по форме.
10.
Постепенно нагрейте головку блока цилиндров в воде до температуры около 90°С.
11.
При помощи приспособления ОК201 120 001 выпрессуйте направляющую клапана со
стороны, противоположной камере сгорания.
12.
Постепенно нагрейте головку блока цилиндров в воде до температуры около 90°С.
13.
При помощи приспособления ОК201 120 001 запрессовывайте направляющую клапана со
стороны, противоположной камере сгорания, до тех пор, пока она не будет выступать
над головкой блока на рекомендуемую выше величину.
Проверка седла клапана
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Проверьте рабочую поверхность и фаски
седла клапана на отсутствие следующих дефектов:
3.
Нанесите специальный состав синего цвета на рабочую фаску клапана и клапан и дайте
высохнуть составу.
4.
Установите клапан в седло клапана, прижмите и проверните на 360°. Если синий состав
не полностью удален с рабочей фаски клапана, замените клапан. Если синий состав
не полностью удален с рабочей фаски седла клапана, повторно обработайте седло
клапана.
5.
Измерьте ширину рабочей фаски клапана.
Ширина: 1,2–1,6 мм
6.Проверьте глубину расположения рабочей поверхности седла клапана, измеряя
ее в центре фаски клапана. Если клапан, установленный в седло клапана, расположен
слишком высоко, обработайте седло клапана разверткой с углом 60°, затем разверткой
с углом 45°. Если клапан, установленный в седло клапана, расположен слишком низко,
обработайте седло клапана разверткой с углом 35° (для впускного клапана) или 15°
(для выпускного), затем разверткой с углом 45°.
7. Используя специальный абразивный порошок, притрите клапана и седла
клапанов. Очистите клапана и седла клапанов от остатков абразивного порошка.
8. Проверьте заглубление седла клапана. Установите
клапан в головку блока цилиндров и измерьте выступание (размер L) стержня клапана.
Размер L: 36,8 мм
Если
L находится в приведенных ниже пределах, клапан можно использовать.
Размер
L: Впускной: 36,37–37,27 мм Выпускной: 36,36–37,26 мм
Если
L находится в указанных ниже пределах, для корректировки следует установить прокладку
между тарелкой пружины и головкой блока цилиндров.
Размер L: Впускной:
37,27–37,97 мм Выпускной: 37,26–37,96 мм
Если L больше приведенного
ниже размера, следует заменить головку блока.
Размер L: Впускной:
37,97 мм Выпускной: 37,96 мм
Проверка пружины клапана
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Осмотрите каждую пружину клапана на отсутствие
трещин и повреждений.
2. Измерьте длину пружины в свободном
состоянии. Установите пружину на плоскую горизонтальную поверхность и измерьте
отклонение верхней части пружины от вертикальной плоскости.
Длина
пружины в свободном состоянии: Наружной: 39,1 мм Минимально допустимая:
38,7 мм Внутренней: 38,0 мм Минимально допустимая: 37,7 мм Предельно
допустимое отклонение пружины от вертикальной плоскости: Наружной: 1,36 мм
Внутренней: 1,33 мм
Проверка
распределительного вала
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Установите первую и последнюю
шейки распределительного вала на V–образные подставки. Установите измерительную
головку индикатора часового типа на среднюю шейку подшипника распределительного
вала и установите шкалу индикатора на 0. Проверните распределительный вал и измерьте
его биение.
Предельно допустимое биение распределительного вала: 0,03 мм
2. Проверьте распределительный вал на
отсутствие неравномерного износа, трещин или повреждений.
3. В двух точках измерьте высоту каждого
кулачка распределительного вала.
Высота кулачков распределительного вала:
45,052 мм Минимально допустимая высота кулачков распределительного вала: 44,852
мм
4.
В двух перпендикулярных направлениях измерьте диаметр каждой шейки распределительного
вала.
Номинальный диаметр: 29,940–29,956 мм Предельно допустимая овальность:
0,05 мм
5. Измерьте
зазор в подшипниках распределительных валов.
6. Очистите от смазки шейки подшипников распределительных валов, крышки подшипников
и подшипники в головке блока цилиндров.
7.
Установите распределительные валы на головку блока цилиндров.
8.
Для измерения зазора используйте пластиковый калиброванный круглый стержень
Plastigage. Стержень Plastigage сжимается между подшипником и шейкой распределительного
вала. После снятия крышки подшипника распределительного вала деформированный пластиковый
стержень Plastigage измеряется специальным шаблоном, который имеется в комплекте.
Отрежьте кусочки пластикового стержня и расположите их на шейки распределительного
вала. После установки пластикового стержня не проворачивайте распределительный
вал.
9. В соответствии с
маркировкой установите крышки подшипников распределительных валов.
10. Вверните болты крепления крышек подшипников
и в определенной последовательности затяните их требуемым моментом.
Момент
затяжки: 18–26 Н•м
11.
В определенной последовательности выверните болты и снимите крышки подшипников
распределительных валов.
Номинальный зазор: 0,035–0,085 мм
Предельно допустимый зазор: 0,15 мм
13.
Если зазор превышает предельно допустимое значение, замените головку блока цилиндров.
14.
Установите распределительные валы в головку блока цилиндров. Установите измерительный
наконечник индикатора часового типа на торец распределительного вала. Переместите
распределительный вал вдоль оси до упора в одну сторону.
15.
Установите стрелку индикатора часового типа на 0. Переместите распределительный
вал вдоль оси до упора в другую сторону. Прочтите показания на индикаторе часового
типа, который показывает величину осевого люфта распределительного вала.
Номинальный
осевой люфт: 0,08–0,10 мм Предельно допустимый зазор: 0,20 мм
1. Проверьте лицевую сторону гидравлических
компенсаторов зазоров клапанов на отсутствие износа или повреждений и, при необходимости,
замените их.
2.
Сожмите гидравлический компенсатор двумя пальцами. Если гидравлический компенсатор
зазоров клапанов сжимается, замените его.
Предупреждение
Никогда не пытайтесь восстанавливать или ремонтировать гидравлический компенсатор
зазоров клапанов.
Сборка и установка
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Нанесите моторное масло на внутреннюю
часть нового маслоотражательного колпачка клапана.
2.
Установите маслоотражательный колпачок клапана на направляющую втулку клапана
с помощью специального приспособления ОК201 120 005.
3. Установите нижнюю тарелку клапана.
4.
Установите клапан.
5. Установите пружины клапана и верхнюю тарелку
клапана.
6. Установите пружину
клапана таким образом, чтобы витки с мелким шагом (В) были направлены к головке
блока цилиндров.
7.
Установите верхнее гнездо пружины и специальным приспособлением сожмите пружину.
8. Установите сухари и снимите специальное
приспособление для сжатия пружины.
9.
Пластиковым молотком несколько раз ударьте по торцу стержня клапана для того,
чтобы сухари установились на свои места.
10. Повторите эти операции на всех клапанах.
11.
Нанесите тонкий слой моторного масла на боковую поверхность гидравлических
компенсаторов зазоров клапанов.
12. Установите
гидравлические компенсаторы на те места, откуда они были сняты.
13.
Проверьте, нет ли свободного перемещения гидравлических компенсаторов.
14. Тщательно удалите с верхней части блока
цилиндров все загрязнения и масло.
15.
Установите новую прокладку головки цилиндров.
16.
Установите головку цилиндров.
17.
Нанесите моторное масло на резьбы болтов и поверхности седел.
Предупреждение
Убедитесь, что болты головки цилиндров одного типа – (А) или (В). Не используйте
болты разных типов вперемешку.
18.
В определенной последовательности затяните болты крепления головки блока цилиндров
в следующем порядке.
FE DOHC: 80–86 Н•м Т8 DOHC: а. затяните болты
моментом затяжки 49 Н•м; b. в последовательности, обратной затягиванию, ослабьте
болты; с. затяните болты моментом затяжки 39,2Н•м; d. доверните болты
на угол 90°.
19.
Нанесите достаточное количество моторного масла на шейки и подшипники распределительных
валов.
20.
Установите распределительные валы так, чтобы установочный штифт располагался точно
вверху.
21. Нанесите достаточное
количество чистого моторного масла на контуры кулачков и шейки распределительных
валов.
22.
Нанесите силиконовый герметик на привалочные поверхности передних крышек распределительных
валов.
23.
Установите крышки распределительных валов в соответствии с их номерами и разметкой.
24.
В определенной последовательности за 2–3 этапа затяните болты крепления крышек
распределительных валов.
Момент затяжки: 17,6–26,5 Н•м
25.
Установите уплотнительную пластину и закрепите ее болтами.
Момент затяжки:
7,8–11,8 Н•м
26.
Нанесите силиконовый герметик на передние и заднюю крышку распределительных валов.
27. Установите крышку головки цилиндров и
закрепите ее болтами.
Момент затяжки: 3,9–5,9 Н•м
28.
Удалите грязь и смазку с поверхности корпуса датчика угла поворота.
29.
Установите датчик угла поворота с новым уплотнительным кольцом и закрепите его
болтами.
Предупреждение
Не используйте повторно
уплотнительное кольцо.
Китайский производитель автозапчастей, автофильтров, поставщиков деталей двигателей
НОВЫЕ ПРОДУКТЫ
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Прокладки двигателя
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Лопасти вентилятора
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Муфта вентилятора
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса:
Производитель/завод, Торговая компания
Основные продукты:
Автозапчасти
,
Автоматический фильтр
,
Часть двигателя
,
Фильтр
,
Прокладка
,
Масляный фильтр
,
Запасная часть
,
Авто насос
,
. ..
Сертификация системы менеджмента:
ИСО 9001, ИСО 14000, ИАТФ16949
Доступность OEM/ODM:
Да
Мы очень динамичная и современная региональная компания, ориентированная на предоставление качественной продукции и лучший сервис в мире. У нас есть очень организованные кооператоры по дистрибуции на азиатском рынке.
Мы построили наши собственные заводы по производству прокладок с 1984 года. После 20 лет успешной работы в 2005 году мы приобрели часть акций у наших надежных поставщиков других автозапчастей, чтобы повысить конкурентоспособность нашего бизнеса на рынке.
В 2012 году мы создали собственную торговую компанию Ningbo Xurong …
Посмотреть все
Заводской вид
5 шт.
Производственная линия
Машины2
Роботизированная сварка
Упаковка
Автоматическая линия покраски
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-н Лесли Чжан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Китай OEM Горячая продажа прокладки головки блока цилиндров для Lada 2106 Производители, поставщики, завод
Как опытный поставщик, мы специализируемся на производстве и экспорте вилочного погрузчика с водяным насосом, уплотнения цилиндра вилочного погрузчика, втулки вилки и имеем строгую систему управления качеством и идеальное послепродажное обслуживание. Только усиливая чувство кризиса и безотлагательности, используя возможности и проявляя инициативу, мы можем идти в ногу со временем и завоевывать будущее в конкурентной борьбе. Философия развития нашей компании заключается в «стремлении к совершенству» и «постоянном создании высококачественной продукции». Мы расширяем внутренний и внешний рынки по принципу «прежде всего качество, своевременная доставка, разумная цена и высококачественное обслуживание» и искренне приветствуем мудрых людей со всего мира для совместной работы во имя лучшего будущего. Сильная техническая поддержка и возможности развития, чтобы мы могли адаптироваться к быстрому развитию времени, непрерывным независимым инновациям.
Product Title: Engine valve rocker arm
Product Model: 490QC-240
20000Z valve rocker arm
Item
Description
Product Name
Коромысло клапана двигателя вилочного погрузчика
(490QC)
P/N
490QC-240
20000Z
7
2220214
Applied Model
For forklift QUANCHAI diesel engine QC490
Net Weight (kg)
3. 50
Gross Weight (kg)
5.00
QTY на картон
1
Размер коробки (CM)
50*12*100005
9000 9000 9000
9000 2 9000 2 9000
9000 9000 9000 9000
9000 9000 9000
9000 9000 9000
9000
2
9000
2
50*0217 o f Коромысло клапана дизельного двигателя вилочного погрузчика Рычаг :
Коромысло клапана дизельного двигателя вилочного погрузчика взаимодействует с распределительным валом, чтобы вовремя открываться и закрываться для завершения впуска и выпуска. Требуемое количество коромысел варьируется в зависимости от количества цилиндров двигателя и состоит из впускных и выпускных коромысел, вала коромысел, седла коромысел, впускного патрубка и т. д. Каждый цилиндр соответствует двум клапанам (т. е. один впускной клапан и один выпускной клапан), поэтому этот комплект коромысла в сборе соответствует в общей сложности восьми клапанам (четырем впускным клапанам и четырем выпускным клапанам).
Общие проблемы o f Коромысло клапана дизельного двигателя вилочного погрузчика сломано , Возможная причина следующая :
1. Направляющая клапанного зазора не слишком мала
5 2 90. достаточно глубоко, что слишком велико над плоскостью головки блока цилиндров, в результате чего седло пружины ударяется о верхнюю часть направляющей клапана при ее открытии, и в то же время один конец коромысла вынужден проталкиваться вниз по кулачковому валу. В результате сломалось коромысло клапана.Разное


 Если на поверхности тосола появляется масляные разводы, то это является признаком пробоя прокладки и необходим срочный ремонт.
Если на поверхности тосола появляется масляные разводы, то это является признаком пробоя прокладки и необходим срочный ремонт. Если на поверхности тосола появляется масляные разводы, то это является признаком пробоя прокладки и необходим срочный ремонт.
Если на поверхности тосола появляется масляные разводы, то это является признаком пробоя прокладки и необходим срочный ремонт. Производим очистку двигателя с помощью распылителя и моющей жидкости.
Производим очистку двигателя с помощью распылителя и моющей жидкости.

 При перегреве возможна деформация и для исправления необходимо, провести торцевание.
При перегреве возможна деформация и для исправления необходимо, провести торцевание.

 Осмотрите головку блока цилиндров на
отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости,
замените головку блока цилиндров.
Осмотрите головку блока цилиндров на
отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости,
замените головку блока цилиндров.



 Проверьте рабочую поверхность и фаски
седла клапана на отсутствие следующих дефектов:
Проверьте рабочую поверхность и фаски
седла клапана на отсутствие следующих дефектов: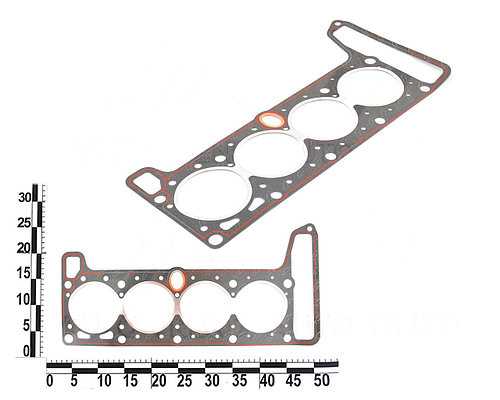 Проверьте глубину расположения рабочей поверхности седла клапана, измеряя
ее в центре фаски клапана. Если клапан, установленный в седло клапана, расположен
слишком высоко, обработайте седло клапана разверткой с углом 60°, затем разверткой
с углом 45°. Если клапан, установленный в седло клапана, расположен слишком низко,
обработайте седло клапана разверткой с углом 35° (для впускного клапана) или 15°
(для выпускного), затем разверткой с углом 45°.
Проверьте глубину расположения рабочей поверхности седла клапана, измеряя
ее в центре фаски клапана. Если клапан, установленный в седло клапана, расположен
слишком высоко, обработайте седло клапана разверткой с углом 60°, затем разверткой
с углом 45°. Если клапан, установленный в седло клапана, расположен слишком низко,
обработайте седло клапана разверткой с углом 35° (для впускного клапана) или 15°
(для выпускного), затем разверткой с углом 45°.
 Установите пружину на плоскую горизонтальную поверхность и измерьте
отклонение верхней части пружины от вертикальной плоскости.
Установите пружину на плоскую горизонтальную поверхность и измерьте
отклонение верхней части пружины от вертикальной плоскости. Проверните распределительный вал и измерьте
его биение.
Проверните распределительный вал и измерьте
его биение. Очистите от смазки шейки подшипников распределительных валов, крышки подшипников
и подшипники в головке блока цилиндров.
Очистите от смазки шейки подшипников распределительных валов, крышки подшипников
и подшипники в головке блока цилиндров.
 Переместите
распределительный вал вдоль оси до упора в одну сторону.
Переместите
распределительный вал вдоль оси до упора в одну сторону. Сожмите гидравлический компенсатор двумя пальцами. Если гидравлический компенсатор
зазоров клапанов сжимается, замените его.
Сожмите гидравлический компенсатор двумя пальцами. Если гидравлический компенсатор
зазоров клапанов сжимается, замените его. Установите нижнюю тарелку клапана.
Установите нижнюю тарелку клапана.
 Не используйте
болты разных типов вперемешку.
Не используйте
болты разных типов вперемешку.
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
.. У нас есть очень организованные кооператоры по дистрибуции на азиатском рынке.
У нас есть очень организованные кооператоры по дистрибуции на азиатском рынке.
 Сильная техническая поддержка и возможности развития, чтобы мы могли адаптироваться к быстрому развитию времени, непрерывным независимым инновациям.
Сильная техническая поддержка и возможности развития, чтобы мы могли адаптироваться к быстрому развитию времени, непрерывным независимым инновациям. 50
50 Требуемое количество коромысел варьируется в зависимости от количества цилиндров двигателя и состоит из впускных и выпускных коромысел, вала коромысел, седла коромысел, впускного патрубка и т. д. Каждый цилиндр соответствует двум клапанам (т. е. один впускной клапан и один выпускной клапан), поэтому этот комплект коромысла в сборе соответствует в общей сложности восьми клапанам (четырем впускным клапанам и четырем выпускным клапанам).
Требуемое количество коромысел варьируется в зависимости от количества цилиндров двигателя и состоит из впускных и выпускных коромысел, вала коромысел, седла коромысел, впускного патрубка и т. д. Каждый цилиндр соответствует двум клапанам (т. е. один впускной клапан и один выпускной клапан), поэтому этот комплект коромысла в сборе соответствует в общей сложности восьми клапанам (четырем впускным клапанам и четырем выпускным клапанам).