
Ремонт коленчатого вала и маховика
Ремонт коленчатого вала и маховика
Ремонт коленчатого вала. Коленчатые валы большинства двигателей изготовлены штамповкой из сталей 45, 50, 50Г и некоторых двигателей (ГАЗ-53, ГАЗ-66 и др.) — литьем из высокопрочного магниевого чугуна. Основные дефекты коленчатых валов: изгиб; износ посадочных мест и шпоночных канавок под шестерню и шкив вала, а также присадочного места в торце вала под подшипник; повреждение или износ резьбы под храповик; износ отверстий или резьбы во фланце крепления маховика, маслосгонной резьбы и бурта упорной коренной шейки; износ шеек вала по диаметру и по длине.
Коленчатый вал выбраковывают при трещинах любого характера и расположения, за исключением незначительных отслаиваний на поверхностях шеек, если их можно устранить шлифованием под ремонтный размер. Коленчатые валы большинства тракторных двигателей выбраковывают при износе коренных или шатунных шеек, выходящем за пределы последнего ремонтного размера, а валы автомобильных двигателей — при износе шеек по длине, выходящем за пределы допускаемых размеров.
Изгиб коленчатого вала происходит в результате совместного действия остаточных напряжений в металле, возникших при изготовлении вала, и знакопеременных нагрузок в процессе работы двигателя. Правят валы в холодном состоянии на призмах под прессом или поверхностным наклепом пневматическим молотком.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изношенные шпоночные канавки обрабатывают под ремонтный размер или полностью заваривают и нарезают на этом месте канавку номинального размера. Расположение канавки под шпонку нужно восстанавливать особенно тщательно, чтобы не нарушать установку распределительных шестерен.
Изношенные отверстия или резьбу во фланце восстанавливают развертыванием совместно с маховиком под увеличенные размеры болтов.
Резьбу под храповик восстанавливают нарезанием резьбы увеличенного размера, изготовлением нового храповика или наплавкой и нарезанием резьбы увеличенного размера на старом храповике.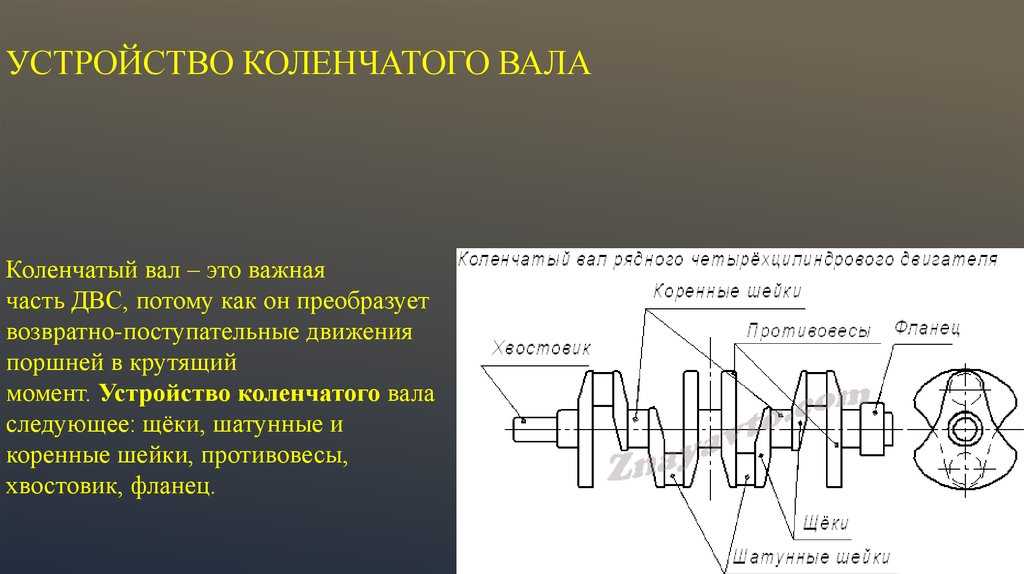
Маслосгонную резьбу при износе до глубины менее 1,0 мм углубляют до восстановления нормального профиля и полируют шлифовальной шкуркой зернистостью 8…6.
Изношенный установочный бурт коренной шейки наплавляют и обрабатывают под необходимый размер.
Коренные и шатунные шейки коленчатого вала изнашиваются неравномерно и неодинаково.
Шатунные шейки по длине изнашиваются на конус, а по диаметру на овал, то есть приобретают эллипсность, причем наибольший износ по диаметру наблюдается в плоскости кривошипа по поверхности, обращенной к оси коренных подшипников.
Коренные шейки, как правило, по длине изнашиваются равномерно, а по диаметру — на эллипс. Больше изнашиваются поверхности, обращенные к оси шатунных шеек в плоскости кривошипа.
Особенности изнашивания шеек учитывают при дефектации коленчатого вала. Шейки измеряют в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа (направление наибольшего износа) и перпендикулярно ей.
Шейки требуется шлифовать, если эллипсность шатунных превышает 0,05 мм и коренных 0,06 мм, а также если обнаружены задиры, забоины, глубокие риски или износы, превышающие допускаемые. Одноименные, то есть все шатунные или все коренные шейки, шлифуют под один ремонтный размер.
Шейки коленчатых валов автомобильных двигателей, вышедшие размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают под номинальные азмеры. Чтобы удлинить срок службы коленчатых валов и вкладышей тракторных двигателей, введены дополнительные (промежуточные) ремонтные размеры шеек с интервалом через 0,25 мм. В отличие от основных дополнительные ремонтные размеры маркируют буквой Д: Д1, Д2, ДЗ и т. д.
Рис. 1. Отверстие под подшипник в торце коленчатого вала автомобиля ЗИЛ-130, восстановленное постановкой втулки.
Шлифуют шейки коленчатого вала на специальных шлифовальных станках: сначала коренные, затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца под маховик или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на радиально-сверлильных станках или электродрелью. При шлифовании оставляют припуск в пределах 0,004…0,005 мм на последующее полирование.
Полируют шейки пастой ГОИ № 20…30 на специальных станках или с помощью специальных приспособлений одновременно все шатунные и все коренные шейки.
После шлифования и полирования шеек коленчатые валы и масляные каналы в них тщательно промывают, продувают сжатым воздухом и валы подвергают контролю. Проверяют радиус кривошипа вала, биение коренных шеек и фланца крепления маховика.
Проверяют радиус кривошипа вала, биение коренных шеек и фланца крепления маховика.
Биение коренных шеек и фланца проверяют в центрах с помощью индикаторов часового типа.
Радиус кривошипа проверяют при помощи специальных приспособлений типа 70-8784-1010 или 9571-38, схема которого показана на рисунке 75. Приспособление состоит из корпуса-трубы, Двух призм, приваренных к трубе, и четырех индикаторов. Индикаторы устанавливают по эталону, а затем приспособление ставят призмами на первую и заднюю шейки коренных подшипников так, чтобы измерительные стержни индикаторов соприкасались с поверхностями соответствующих шатунных шеек.
Рис. 2. Приспособление 9571-38 для проверки радиуса кривошипа коленчатого вала:
На специализированных ремонтных предприятиях контроль коленчатого вала проводят при помощи приспособлений типа 70-8735-1006 или 9571-49, схема которого показана на рисунке 76. Эти приспособления позволяют проводить комплексную проверку вала.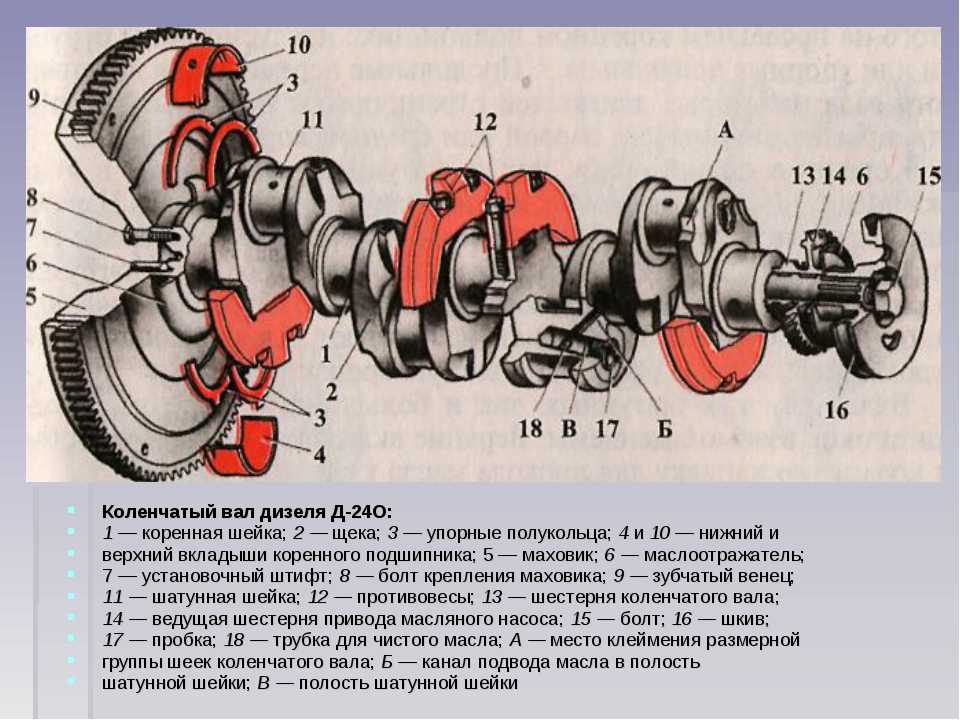 На них определяют радиус кривошипа, биение коренных шеек и фланца крепления маховика.
На них определяют радиус кривошипа, биение коренных шеек и фланца крепления маховика.
Проверяемый вал крайними коренными опорами укладывают на призмы; установленные на плите. На этой же плите смонтированы индикаторы часового типа, с помощью которых при повертывании вала на 360° измеряются все указанные параметры. Для измерения радиуса кривошипа индикаторы устанавливают по эталонному валу.
Восстановленные валы должны отвечать следующим техническим требованиям: овальность и конусность шеек под подшипники не более 0,01 мм для мелких валов и не более 0,02 мм для крупных валов; биение шейки под шестерню и средних коренных шеек относительно крайних не более 0,03 мм; биение фланца крепления маховика по торцу на крайних точках не более 0,04 мм; шероховатость поверхности шеек не ниже 9-го класса, радиусы галтелей и радиусы кривошипов соответствуют техническим требованиям.
Рис. 3. Приспособление 9571-49 дли комплексной проверки коленчатого вала:
1 — плита; 2 — призма; 3 — индикатор.
Вкладыши коренных и шатунных подшипников изготавливают из биметаллической полосы, состоящей из малоуглеродистой стали и антифрикционного слоя свинцовистой бронзы, алюминиевого сплава АСМ или баббита. Во вкладышах тракторных двигателей применяют преимущественно сплав АСМ, а в автомобильных двигателях — баббит. Основные дефекты вкладышей: износ, выкрашивание, задиры, растрескивание или выплавление антифрикционного слоя; смятие или срезание фиксирующих выступов (усиков), износ по наружной поверхности и по торцевым плоскостям разъема.
Вкладыши подлежат замене при выходе хотя бы одного из перечисленных дефектов за пределы, допускаемые требованиями, а также когда овальность шеек и зазоры между вкладышами и шейками коленчатого вала становятся больше допускаемых.
Вкладыши ремонтного размера с незначительным износом антифрикционного слоя и не имеющие других дефектов растачивают на большой диаметр дополнительного или основного ремонтного размера. На двигатель нельзя ставить вкладыши, толщина антифрикционного слоя которых осталась меньше 0,16 мм.
Для автомобильных двигателей, кроме вкладышей ремонтного размера, выпускают вкладыши, не полностью обработанные по внутреннему диаметру. Такие вкладыши можно растачивать в определенных пределах под любой размер шеек вала.
Растачивают вкладыши на расточных станках типа УРБ-ВП-М в специальных приспособлениях. Лучшие результаты получаются, если шатунные вкладыши растачивают непосредственно в шатуне при нормальной затяжке гаек шатунных болтов, а коренные вкладыши — в блоке на станках типа РД также при нормальной затяжке гаек или болтов крышек коренных подшипников.
Шероховатость поверхности расточенных вкладышей должна быть не ниже 8-го класса, а овальность и конусность — не более 0,02 мм. На наружной поверхности расточенных вкладышей удаляют старую маркировку и наносят новую, указывая ремонтный размер и место установки (нижний и верхний).
Раскомплектовывать расточенные вкладыши так же, как и новые, нельзя.
Ремонт маховика с венцом. Маховики изготавливают из серого чугуна. В процессе эксплуатации возможны следующие основные дефекты: задиры и износ поверхности соприкосновения с ведомым диском сцепления; повреждение и износ гладких и резьбовых отверстий, а также зубьев венца шестерни; несбалансирован-
В процессе эксплуатации возможны следующие основные дефекты: задиры и износ поверхности соприкосновения с ведомым диском сцепления; повреждение и износ гладких и резьбовых отверстий, а также зубьев венца шестерни; несбалансирован-
Маховик выбраковывают при поломках и появлении трещин, а также при износе рабочей поверхности до выбраковочной толщины.
Задиры и следы изнашивания на поверхности соприкосновения с ведомым диском сцепления устраняют протачиванием и последующей зачисткой наждачным полотном (зернистостью 8…6), наклеенным на деревянный брусок. Неплоскостность рабочей поверхности допускается не более 0,15 мм. Кроме того, проверяют биение рабочей поверхности относительно базового торца под фланец коленчатого вала. Это биение проверяют на специализированных предприятиях при помощи специального индикаторного приспособления типа 70-8731-1035. Торцевое биение рабочей поверхности не должно превышать 0,1 мм на крайних точках.
Изношенные гладкие и резьбовые отверстия восстанавливают развертыванием под увеличенный диаметр и нарезанием резьбы увеличенного размера.
Заусеницы и забоины торцов зубьев венца зачищают личным напильником или шлифовальным кругом с гибким валом. Разрешается замена венца или перепрессовка его на маховике с поворотом на 180°. При напрессовке венца натяг должен быть не менее 0,40 мм. Перед напрессовкой венец нагревают до температуры 150…220 °С.
Отремонтированный маховик подвергают статической балансировке. Дисбаланс устраняют высверливанием металла на торцевой плоскости, обращенной в сторону коленчатого вала. Отверстия сверлят диаметром 8…9 мм на глубину не более 8…10 мм.
Повреждения коленчатого вала · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
их причины и способы устранения
Каковы наиболее частые причины проломов коленчатого вала? Как нужно правильно монтировать коленчатый вал, чтобы предотвратить повреждения? Пошаговое описание монтажа, а также советы и секреты для обеспечения длительного срока службы коленчатого вала находятся здесь.
| 01 зона твердости | 03 отверстие для смазки | 05 шатунная шейка | 07 противовесы |
| 02 щека кривошипа | 04 ход x 2 | 06 коренная шейка | 08 цапфа |
УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА УЖЕ ПРИ МОНТАЖЕ
- Компетентно устраните возможные предыдущие повреждения в области осевой линии коренных подшипников и шатунов.
- Надлежащим образом установите вкладыши подшипников картера и крышки подшипников. При этом следите за проходимостью и чистотой отверстий для смазки, а также за диаметром коренных и шатунных шеек.
- Тщательно очистите сжатым воздухом масляные каналы в картере.
- Обильно смажьте рабочие поверхности вкладышей подшипников высвободившимся маслом.
- Установите крышки коренных подшипников.
 Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.
Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки. - Проверьте свободный ход коленчатого вала. Следует проверить и при необходимости надлежащим образом согласовать осевой зазор коленчатого вала.
 Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.
Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.ПРИЧИНЫ ПОЛОМОК КОЛЕНЧАТОГО ВАЛА РЕДКО СВЯЗАНЫ С УСТАЛОСТЬЮ МАТЕРИАЛА ПОСЛЕ ДЛИТЕЛЬНОЙ ЭКСПЛУАТАЦИИ
Наиболее частыми причинами поломок коленчатого вала являются:
- Механическая перегрузка коленчатого вала из-за сбоев в процессе сгорания, гидравлических ударов и т. п.
- Внезапная блокировка двигателя из-за неисправной коробки передач, высвобождения противовесов и т. п.
- Чрезмерные крутильные колебания, например, из-за неисправных амортизаторов, маховиков или сцеплений.
- Ослабление материала после предыдущего повреждения подшипника или из-за расплавления коренных шеек и т. п.
- Недопустимая доработка подшипников коленчатого вала.
- Механические повреждения вала перед монтажом.

ОШИБКИ ПРИ МОНТАЖЕ — САМАЯ ЧАСТАЯ ПРИЧИНА ПОВРЕЖДЕНИЙ КОЛЕНЧАТОГО ВАЛА И ПОДШИПНИКОВ, А ТАКЖЕ ИЗНОСА
- Потеря твердости коренных шеек из-за предыдущих повреждений подшипников или ненадлежащей доработки, например, чрезмерной дошлифовки.
- Использование неподходящих вкладышей подшипников, например, обычных подшипников скольжения с трехслойным вкладышем вместо подшипников скольжения с нанесённым слоем медного сплава на сталь и слоем вакуумной металлизации; неподходящие или отсутствующие отверстия для смазки.
- Несоблюдение предписанного зазора в подшипнике. Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы.
- Нехватка смазочного масла при пуске в ход, так как масляная система не была предварительно заполнена маслом и испытана давлением. После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.
- Не были заменены масляный радиатор, моторное масло и масляный фильтр.
- Диаметры расточенных отверстий подшипников коленчатого вала в картере не были проверены или, соответственно, восстановлены после предыдущего повреждения.
- Коренные подшипники/крышки шатунных подшипников были перепутаны между собой или неправильно установлены.
- Были применены неверные моменты затяжки и/или старые болты крышки подшипника.
- При первом пуске двигателя в ход не были учтены данные изготовителя.
 После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.
После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.СОВЕТЫ И РЕКОМЕНДАЦИИ ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА
- Достаточное количество масла в двигателе (согласно спецификации изготовителя).
- Использовать масло надлежащей спецификации, не заполнять загрязненное или отработанное масло.
- Избегать загрязнения моторного масла охлаждающим средством или топливом.
- Избегать связанных с циркуляцией масла ошибок, приводящих к проблемам с давлением масла (например, неисправный масляный насос, неисправный масляной редукционный клапан, поврежденные жиклёры или корпус масляного фильтра, засоренные трубопроводы и каналы и т. п.).
- Не допускать слишком высокой температуры моторного масла, чтобы не нарушалась маслянистая пленка.
 п.).
п.).Группы продуктов на ms-motorservice.com
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях. Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
K1 TECHNOLOGIES CRANKSHAFT LS 4.125 ХОД, 2.1 РАБОЧИЙ, 2.559 СЕТЬ x24
| |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
K1 TECHNOLOGIES CRANKSHAFT LS 4. 125 ХОД, 2.1 РАБОЧИЙ, 2.559 СЕТЬ x24 Описание продукта: 125 ХОД, 2.1 РАБОЧИЙ, 2.559 СЕТЬ x24 Описание продукта:Кованые коленчатые валы K1 Technologies предлагают дизайн мирового класса по доступной цене. Их технология передачи энергии выковывает высококачественные коленчатые валы из стали 4340, сердцевина которой закалена и отпущена для снижения напряжения и оптимизации прочности на растяжение. K1 использует процесс азотирования для закалки, а не индукционную термообработку, чтобы устранить размягчение между шейками и любую деформацию после запуска. Кованые коленчатые валы имеют прямые смазочные отверстия для лучшего смазывания шатунных шеек, чтобы вы могли получить максимальную отдачу от вложенных средств. Противовесы размещены для оптимального снижения нагрузки и простоты балансировки, что означает меньше работы для вас, и каждый коленчатый вал подвергается магнитопорошковому контролю, а также выдерживается с максимальным допуском 0,0002 дюйма на размер шейки. Кованые коленчатые валы K1 Technologies обеспечивают высокую производительность, отвечающую вашим высоким стандартам! Обзор
ПриложениеДвигатели GM LS. Рекомендуемые запасные частиГарантияRWB гарантирует, что любой Продукт, изготовленный RWB, не будет иметь дефектов материалов и изготовления в течение 30 дней после даты первоначальной покупки («Гарантия RWB»). Гарантия RWB распространяется на конечного пользователя такого Продукта. Конечный пользователь определяется как лицо, приобретающее Продукты непосредственно у RWB или авторизованного дилера RWB. RWB отказывается от всех гарантий на любой Продукт, произведенный не RWB. Конечный пользователь не может передавать гарантию. В качестве условия предоставления RWB Warranty Покупатель обязуется использовать Продукт с должной осторожностью и в соответствии со спецификациями Продукта. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Любое несоблюдение Покупателем данного соглашения аннулирует Гарантию RWB. Такой отказ включает, помимо прочего, неправильное использование, неправильное обращение, неправильное применение, небрежность (включая, помимо прочего, ненадлежащее техническое обслуживание), несчастный случай, неправильную установку, модификацию (включая, помимо прочего, использование неразрешенных деталей или приспособлений), регулировку или ремонт, выполненные кто-либо, кроме RWB.
Любое несоблюдение Покупателем данного соглашения аннулирует Гарантию RWB. Такой отказ включает, помимо прочего, неправильное использование, неправильное обращение, неправильное применение, небрежность (включая, помимо прочего, ненадлежащее техническое обслуживание), несчастный случай, неправильную установку, модификацию (включая, помимо прочего, использование неразрешенных деталей или приспособлений), регулировку или ремонт, выполненные кто-либо, кроме RWB.Обзоры продуктов Написать отзыв
Комментарии
Save the Crank — Коленчатый вал из Огайо
Гоночный коленчатый вал не обязательно является одноразовым компонентом – Как показано в журнале Drag Racing Scene .
Гоночные шатуны соответствуют самым жестким допускам. Как правило, обработанные поверхности современных гоночных коленчатых валов имеют допуск 0,0003 дюйма (или лучше) прямо из коробки производителя. Эти точные допуски на шлифование обеспечивают отличные несущие поверхности, что увеличивает срок службы кривошипа и подшипниковых поверхностей при массивной скручивающей нагрузке, которую они испытывают в гонках.
В дрэг-рейсинге нагрузка на коленчатый вал невероятна при преобразовании радиальных усилий от поршня и штока во вращательное движение коленчатого вала. Лучшие материалы и допуски на обработку в компонентах вашего двигателя ведут войну со злоупотреблениями, связанными с высокими оборотами, сцеплениями, гидротрансформаторами и пусковыми механизмами. Список сценариев ненависти к коленчатому валу можно продолжать и продолжать.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки. Выход из строя шатунного или опорного подшипника является наиболее распространенной проблемой в тяжелом низу гоночного двигателя. Другие распространенные неисправности включают область упорного подшипника, обычно расположенную на задней шейке блока. Сам коленчатый вал может быть поврежден без выхода подшипника из строя. Общий износ поверхностей коленчатого вала может выйти за пределы допустимых размеров, могут иметь место трещины или изгибы.
Общий износ поверхностей коленчатого вала может выйти за пределы допустимых размеров, могут иметь место трещины или изгибы.
Прежде чем вы отправитесь выбрасывать поврежденный коленчатый вал в кучу металлолома, обратите внимание на очень эффективные методы ремонта для описанных выше ситуаций. Конечно, самый простой ремонт — перешлифовать типичный шток и коренную шейку на меньший диаметр, устранив таким образом повреждение.
Хотя подшипники легко доступны для компенсации уменьшенного диаметра шейки коленчатого вала после «переточки», многие спорят о прочности коленчатого вала после типичной очистки 0,010/0,010. Мы сохраним этот спор для другой технической статьи.
На конечном участке снова проверяется каждый размерный допуск по всему коленчатому валу, а затем каждая обработанная поверхность полируется в соответствии со спецификацией.
Процессы предварительного и последующего нагрева различаются в зависимости от марки и материала кривошипа в нескольких печах Ohio Crank. Каждая рукоятка обрабатывается по-разному для достижения наилучшего результата.
В процессе дуговой сварки под флюсом используется гранулированный флюс, который обтекает активный шов. Это пример очень популярного варианта ремонта коленчатого вала, когда упорный фланец изнашивается из-за проблем с трансмиссией или сцеплением/гидротрансформатором. Затем этот фланец можно приварить и повторно обработать до нужных размеров. Есть авторитетные специалисты по коленчатым валам, такие как Ohio Crankshaft, у которых есть навыки и оборудование для ремонта ваших дорогих коленчатых валов, поэтому они живут, чтобы сражаться в другой день. Компания Ohio Crankshaft не только имеет в наличии более 1200 коленчатых валов для автоспорта и хот-родов, но также проверяет и ремонтирует сотни коленчатых валов в год. Их репутация в области ремонта шатунов варьируется от автоспорта до крупногабаритных шатунов для сельского хозяйства и промышленности. Многие ведущие автореставраторы также полагаются на Ohio Crankshaft, чтобы возродить незаменимые старинные коленчатые валы.
Многие ведущие автореставраторы также полагаются на Ohio Crankshaft, чтобы возродить незаменимые старинные коленчатые валы.
«Гоночные коленчатые валы достаточно просты, когда речь идет о материалах и используемых процессах закалки», — объясняет Стэн Рэй, владелец компании Ohio Crankshaft. «Мы также ремонтируем коленчатые валы, начиная от огромных воздушных компрессоров и заканчивая кривошипами авиационных двигателей Allison длиной 7 1/2 футов и самолетами WWII. Некоторые из этих ремонтов усложняются уникальными материалами и процессами закалки. За прошедшие годы мы освоили множество процессов сварки и термообработки для множества различных материалов кривошипа».
Гранулированный флюс не только создает защитный газ для защиты сварочной дуги от примесей из воздуха, но и образует шлак расплавленного флюса, окружающий сварной шов по мере его охлаждения. он также предотвращает повреждение других участков коленчатого вала брызгами сварки. Рэй рекомендует первым шагом при ремонте коленчатого вала провести анализ поврежденного узла.
«Мы всегда рекомендуем покупателю позвонить нам, чтобы подробно описать, какой у него коленчатый вал и какие общие повреждения он имеет, прежде чем тратить доллары на доставку», — продолжает Рэй. «Хотя мы можем успешно устранить некоторые довольно серьезные повреждения, мы просто ненавидим, когда кто-то тратит деньги, чтобы отправить нам кривошип, который не подлежит ремонту. Что еще более важно, мы обычно можем узнать, какой у них коленчатый вал, вместе с описанием повреждений и определить, можем ли мы его отремонтировать. Современные цифровые фотографии и электронная почта также могут помочь нам в диагностике ремонта».
По прибытии кривошип подвергается тщательной проверке с помощью магнитопорошкового тестирования, широко известного как процесс «Magnaflux». Кольцо электрического тока создает вокруг коленчатого вала магнитное поле. Жидкий раствор, содержащий мелкий порошок железа, течет по коленчатому валу. Трещина в металле нарушит магнитное поле, таким образом, смесь жидкости и металла сконцентрируется в трещине. Ультрафиолетовый черный свет четко освещает любые трещины, обычно невидимые невооруженным глазом.
Ультрафиолетовый черный свет четко освещает любые трещины, обычно невидимые невооруженным глазом.
Мы следили за Рэем Дарнером в процессе ремонта. Дарнер имеет более чем 30-летний опыт шлифовки и ремонта коленчатых валов в штате Огайо.
«Весь процесс ремонта основан на знании того, какой процесс лучше всего подходит для каждого кривошипа, который мы ремонтируем», — говорит нам Дарнер. «При каждом ремонте учитываются разные сварочные проволоки, тепло и скорость сварки».
Завершенный сварной шов показывает тщательную сварку как опорной поверхности, так и закругленных углов. Обратите внимание на тепловое окрашивание кривошипа вокруг сварного шва.Перед процессом сварки свариваемые поверхности коленчатого вала слегка шлифуют, чтобы удалить любые посторонние материалы, такие как материал подшипников, застрявшие в кривошипе. Шатунные шейки также могут быть некруглыми на поврежденных поверхностях, так что это также обеспечивает ровную шейку для сварки.
На сварочной станции Ohio Crankshaft используется оборудование для сварки под флюсом, которое считается наиболее эффективным способом обеспечения надлежащего проникновения наростов материала для повторной обработки.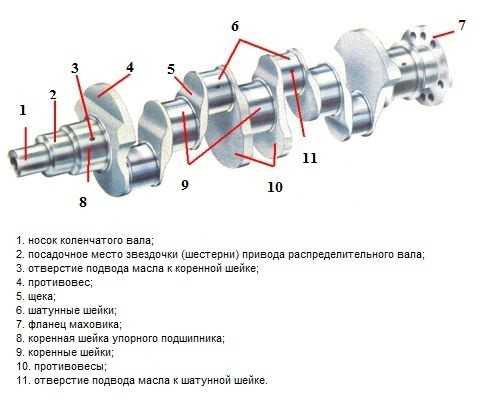 Этот процесс сварки позволяет флюсу, подаваемому самотеком, полностью покрывать точку дуги сварочного аппарата MIG с высокой силой тока. Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Этот процесс сварки позволяет флюсу, подаваемому самотеком, полностью покрывать точку дуги сварочного аппарата MIG с высокой силой тока. Как и в любом процессе сварки, флюс создает газ, который защищает сварочную дугу от примесей в обычном воздухе, которым мы дышим.
Сварочный аппарат устроен аналогично болгарке коленчатого вала. Если шатунная шейка, которая вращается за пределами осевой линии коленчатого вала, требует сварки, сварочный аппарат запрограммирован на перемещение с ходом штока, чтобы сохранить точное расстояние между наконечником сварочного аппарата и движением шейки.
Ярким примером рентабельного ремонта кривошипа является этот узел, у которого были повреждены коренная и шатунная шейки. Материал подшипника, который вы видите в кривошипе, будет удален перед сваркой, так как он загрязнит процесс сварки. Металлический жидкий раствор пропитывает коленчатый вал, а проверяемые участки освещаются черным ультрафиолетовым светом. Электрическое поле вокруг любых трещин разрушается, в результате чего мелкие частицы металла концентрируются, делая видимыми любые трещины, невидимые невооруженным глазом (стрелка).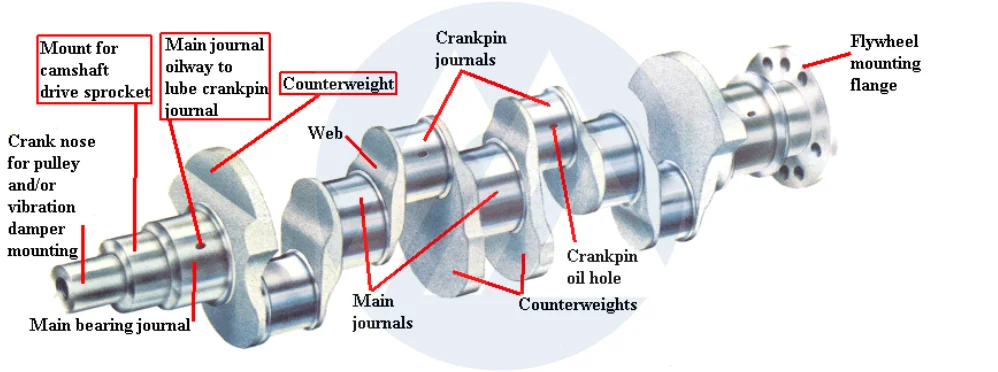
«Мы уделяем пристальное внимание прямолинейности кривошипа на протяжении всего процесса ремонта», — описывает Дарнер. «С самого начала и на всех этапах сварки и переточки мы следим за тем, чтобы кривошип оставался прямолинейным. Мы также уделяем очень пристальное внимание ремонту радиуса на каждой стороне шейки в соответствии со спецификациями. В этой части процесса ремонта опыт окупается. Провар между поверхностью цапфы и закругленными концами может быть разным. Знание различных марок и материала каждого кривошипа окупается».
Эта рукоятка тщательно приспособлена для сварки. Сварочная горелка тщательно запрограммирована так, чтобы следовать за ходом и размером шейки стержневой шейки, в то время как кривошип вращается с точной скоростью вращения. Процесс выпрямления не совсем высокотехнологичен, но грамотный процесс выпрямления больше похож на искусство, чем на науку. Станция гидравлического кривошипного пресса стратегически расположена между сварочной и шлифовальной станциями внутри предприятия по производству коленчатых валов в Огайо. Эта станция заполнена приспособлениями и несколькими циферблатными индикаторами, которые контролируют множество точек по длине кривошипа. Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
Эта станция заполнена приспособлениями и несколькими циферблатными индикаторами, которые контролируют множество точек по длине кривошипа. Гидравлическое давление подается, чтобы «согнуть» кривошип до надлежащих допусков.
«Здесь опыт окупается», — улыбается Дарнер. «Мы знаем, сколько встречного изгиба необходимо для любого данного кривошипа, и ожидаем, что он вернет надлежащий допуск. Это похоже на выпечку печенья; вы просто получаете опыт в том, что нужно между 5140, 4340 или заводной рукояткой, чтобы вернуть ее в прямое положение одним выстрелом, не заходя слишком далеко.
Станция правки многократно используется в процессе ремонта, чтобы убедиться, что сварка и механическая обработка не изменяют коленчатый вал. Благодаря опыту персонала все должно быть в точности по размеру без чрезмерной корректировки во время операции гидравлической правки. Магнитопорошковое испытание, широко известное как «Magnafluxing», происходит, когда кольцо электрического тока создает магнитное поле вокруг коленчатого вала или любого другого металлического компонента двигателя, требующего проверки на наличие трещин.