
Что такое шлифовка ГБЦ и для чего собственно необходима эта процедура?
Записаться на ремонт
Шлифовка головки блока цилиндров — это технологический процесс, производимый на специальном оборудовании, с целью доведения плоскости ГБЦ до определенных параметров допустимых заводом изготовителем для плотного сопряжения головки с блоком цилиндров.
Есть несколько вариантов, при которых рекомендована данная процедура:
-
Вариант первый.
Зачастую автомобилисты обращаются с уже сложившейся проблемой, а именно заменой прокладки ГБЦ в связи с течью. Но надо понимать, что это уже видимый результат неправильной работы вашего автомобиля. Причиной может служить, как незначительный перегрев двигателя в связи с неисправностями в системе охлаждения, так и абсолютно случайное попадание воды и в последствие деформация ГБЦ и прогоревшая прокладка, требующая замены. Очень важно выяснить причину неисправности и провести грамотную дефектовку и вероятнее всего причиной пробитой прокладки явилось нарушения сопряжения плоскости ГБЦ и блока цилиндров.

-
Вариант второй
Не редко встречаются обращения владельцев автомобилей с большим пробегом, а соответственно естественным износом. Либо те, кто просто поездил без масла в результатом чего стало «масляное голодание» двигателя. Естественно этим машинам рекомендуется капитальный ремонт ДВС. Действие серьезное и затратное. Но в любом случае не стоит ограничиваться только теми работами, которые указала дефектовка. Ведь головка уже снята и можно уделить ей немного времени и сделать идеально ровной. И при правильной эксплуатации автомобиля это поможет отсрочить на длительный период дальнейшие ремонты.
-
Вариант третий.
Сварочные работы, связанные с ремонтом трещин ГБЦ. При этом повышенная температура локально нагревает головку и происходит деформация. Так же на полости образуются швы, которые тоже убираются при помощи шлифовки ГБЦ.
-
Вариант четвертый.
При не регулярной замене либо некачественной охлаждающей жидкости на полости появляется коррозия. Вариант лечения — шлифовка головки.
-
Вариант пятый (банальный)
Данный случай имеет место быть зимой. Зачастую в связи с нехваткой времени либо просто с желанием сэкономить, мы решаем самостоятельно залить антифриз в систему охлаждения. Тем более, что антифриз уже куплен и лежит он у нас в багажнике. Чего же проще! Остановить машину и залить жидкость. Теперь внимание! Разогретый двигатель, а по системе охлаждения начинает циркулировать ледяной антифриз. В результат, локальный удар и деформация ГБЦ. И снова –шлифовка ГБЦ.
-
Вариант шестой.
Тюнинг автомобиля. Этот вариант касается только любителей, которые фанатично стремятся изменить параметры двигателя.

Делаем вывод: шлифовка ГБЦ, осуществляется при каждом снятии головки блока цилиндров –это приводит к выравниванию поверхности ГБЦ, а, следовательно, увеличивает плотность прилегания головки к блоку. Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Специальный прайс стоимости работ по металообработке
| Наименование работ | ДВС 0.8-1.3 | ДВС 1.5-2.0 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.10 | 900 | 900 | 200 | |||
| фрезеровка головки блока 0.15 | 1000 | 1000 | 200 | |||
| фрезеровка головки блока V-6 | 1000 | 200 | ||||
| фрезеровка головки блока V-8 | 1250 | 250 | ||||
фрезеровка головки блока ряд. 6 6 |
1250 | 250 |
Для отечественных автомобилей
| Наименование работ | ДВС 1,5-1,6 | ДВС 2,0-2,4 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.05 | 500 | 700 | 100 | |||
| фрезеровка головки блока 0.10 | 650 | 850 | 150 | |||
| фрезеровка головки блока 0.15 | 750 | 950 | 150 | |||
| фрезеровка головки блока V-6 | 750 | 150 | ||||
| фрезеровка головки блока V-8 | 750 | 150 | ||||
фрезеровка головки блока ряд. 6 6 |
750 | 150 |
Daewoo Chevrolet Hyundai Kia Opel Mazda Renault Ford LADA
Подпишитесь на наши рассылки
Шлифовка головки блока цилиндров — когда лучше выполнять?
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра. Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ.
- Когда нужна шлифовка ГБЦ
- Подготовка головки блока к шлифочным работам
- Процесс шлифовки ГБЦ
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ. Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Плоскость головки блока цилиндров шлифуют в 2х случая. Первый вариант является не очень-то актуальным и распространённым в кругу среднестатистических водителей – это тюнинг движка. Дабы увечить степень сжатия, нужно уменьшить высоту головки блока цилиндров. Но подобная проблема была характерна для того времени, когда качественное горючее было в большом дефиците. Сейчас же такой вариант подойдет для тех, кто фанатично гоняется за изменением параметров движка.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала. Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки. После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т. п.
п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Содержание статьи
- Когда головку блока цилиндров нужно шлифовать
- Как шилифуется головка блока
- Что в итоге
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование.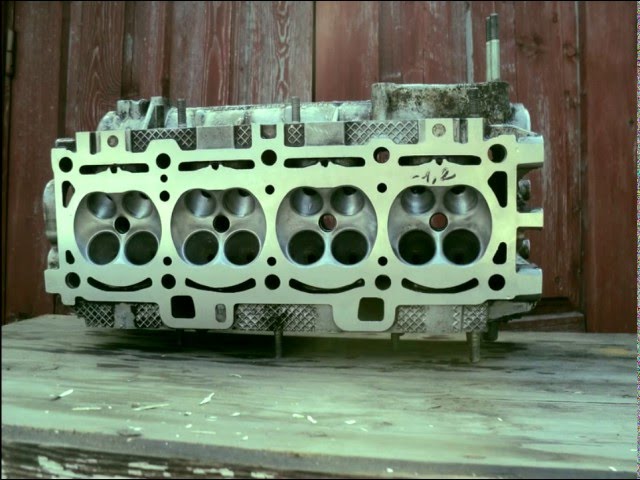 ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Возможно ли произвести шлифовку ГБЦ (головки блока цилиндров) своими руками?
Каждый опытный автомобилист, который когда-либо сталкивался с ремонтом головки блока цилиндров знает, что эта часть является одной из самых специфических в устройстве авто. Собственно, именно этому узлу и посвящен наш материал. Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ.
Содержание
- 1 В каких случаях необходима шлифовка ГБЦ?
- 2 Подготовка головки блока к шлифовке
- 3 Инструкция
- 3.1 Станок для шлифовки
- 4 Видео «Шлифовка ГБЦ автомобиля BMW»
[ Раскрыть]
[ Скрыть]
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Станок, предназначенный для ремонта и фрезеровки головки блока цилиндровНо сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
 Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования.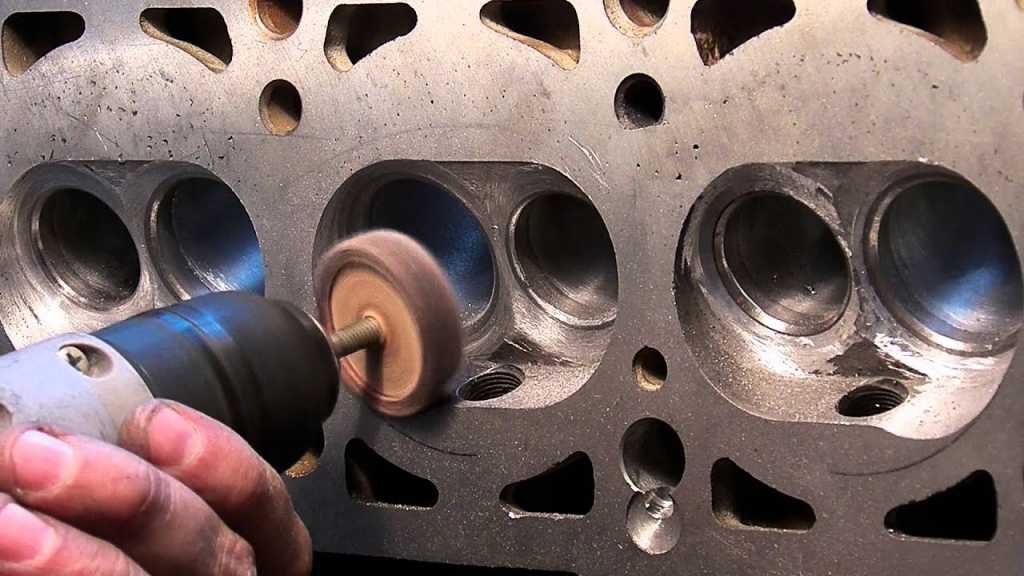 Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Загрузка …
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Фото 1. Дефекты на внутренней части ГБЦ до фрезеровки Фото 2. Внутренняя плоскость ГБЦ после шлифовки без дефектовНеобходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Шлифовка головки блока цилиндров в Санкт-Петербурге, шлифовка ГБЦ
Когда проводится капитальный ремонт силовой установки грузовых машин, специалисты Моторного участка №1 осуществляют шлифовку ГБЦ. Что она из себя представляет?
Что она из себя представляет?
Это процесс, осуществляемый на особом оборудовании, с целью доведения плоскости ГБЦ до определенных характеристик допустимых компанией-производителем для плотного сопряжения головки с блоком цилиндров.
Что такое ГБЦ?
Мотор грузового транспортного средства содержит в себе большое количество компонентов, и среди них есть головка блока цилиндров — ГБЦ. Расположена она на блоке цилиндров и прилегает к нему через специальную прокладку. В самом корпусе ГБЦ находятся разнообразные элементы с жидкостями:
-
смазка
-
антифриз
Чтобы блок цилиндров работал наилучшим образом, необходимо, чтобы головка прилегала очень плотно. Поэтому и нужна шлифовка головки, чтобы устранить с ее поверхности:
-
заусеницы;
-
неровности;
-
шероховатости.

Как было сказано ранее, чтобы блок цилиндров функционировал без сбоев, нужно, чтобы головка прилегала очень плотно. Если этого нет, тогда силовая установка дает сбой.
Шлифовка ГБЦ: когда ее можно рекомендовать
Очень часто водители грузовых машин решают обратиться в автосервис, когда прокладка ГБЦ деформирована. Причина этого может состоять в том, что двигатель перегревался, потому что система охлаждения неисправна, например, попала влага. Нужно понять, какова причина неисправности, а потом уже осуществить дефектовку, и без шлифовки обойтись не получится.
Нередко водители грузового транспорта забывают о том, что нужно регулярно осуществлять технический осмотр, что приводит к необходимости провести капремонт мотора. В таком случае тоже нужно осуществить шлифовку ГБЦ.
Иногда бывает и так, что при сварочных работах, что связаны с ремонтом трещин ГБЦ, высокая температура приводит к нагреванию головки, она деформируется. Следует провести шлифовку.
Следует провести шлифовку.
Также она нужна, если охлаждающая жидкость некачественная, тогда формируется на полости коррозия, и чтобы ее устранить должным образом, то, конечно же, проводят шлифовку ГБЦ.
Как происходит шлифовка ГБЦ
Стоит отметить очень важный нюанс. Перед тем, как приступить к самому процессу шлифования, нужно провести дефектовку. Зачем она необходима? Благодаря ей можно измерить степень деформирования, и становится понятно, где именно надо проводить шлифовку. Если же ранее головку шлифовали, и поверхность значительно обточена, тогда смысла осуществлять шлифовку нет. Она просто меняется на новую. Без дефектовки лучше не приступать к процессу шлифования.
Где нужно ее осуществлять? Некоторые водители пытаются провести шлифовку в гаражных боксах, используя подручные средства, но такой вариант весьма чреват неприятными последствиями. Если опыта нет, как нет и соответствующего оборудования, тогда нужно обращаться в специализированный техцентр.
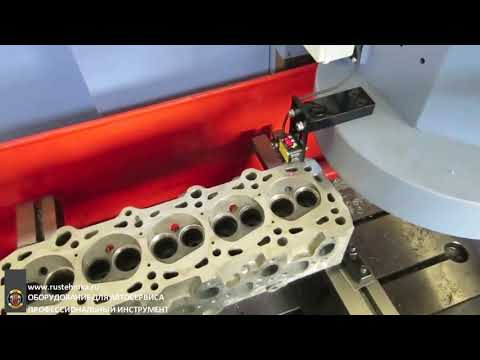
Именно в нем есть все нужное для того, чтобы выполнить шлифовку. Если сказать коротко, то специалист сначала определит плоскость ГБЦ, проведет проверку на присутствие трещин, в том числе и микроскопических. Далее выполнит шлифовку ГБЦ на специальном станке.
Цены на шлифовку ГБЦ
Нередко в технических центрах, предлагающих такую услугу для грузовых автомобилей цены разнятся очень сильно. Что влияет на ценовую составляющую?
На нее может повлиять степень износа головки, профессионализм специалиста, наличие оборудования для таких манипуляций. В тоже время стоимость подобной услуги не настолько велика, чтобы ее не могли бы себе позволить владельцы грузовых машин.
Как выбирать центр, предоставляющий услугу по шлифовке?
В сети можно найти огромное количество техцентров, станций, предлагающих шлифовку. Как выбрать самый профессиональный? Сначала нужно обратить внимание на то, какое оборудование использует персонал центра для выполнения работы, на опыт сотрудников, отзывы. Многие ориентируются на знакомых, которые уже обращались с таким вопросом в тот или иной центр за помощью. Зачастую это единственно верный критерий отбора техцентра.
Многие ориентируются на знакомых, которые уже обращались с таким вопросом в тот или иной центр за помощью. Зачастую это единственно верный критерий отбора техцентра.
Шлифовка ГБЦв Санкт-Петербурге
В городе Санкт-Петербурге также функционирует большое количество сервисных центров, предлагающих провести шлифовку. В тоже время значительное количество водителей грузовых машин, обращаются именно в наш центр — Моторный участок №1. У нас есть все необходимое для того, чтобы провести шлифовку головки блока цилиндра грузовых автомобилей любого класса.
Цены на шлифовку ГБЦ у нас наиболее оптимальные для каждого владельца грузовика. Гарантируем отличное качество выполнения работы, специалисты обладают всеми необходимыми компетенциями. В Санкт-Петербурге только мы отшлифуем гбц на высшем профессиональном уровне и по доступной цене!
Шлифовка блока цилиндров
Главная » Разное » Шлифовка блока цилиндров
Расточка ГБЦ в Казани в Казани
Что же представляет собой ГБЦ?
По сути это крышка, закрывающая цилиндры и защищающая их от всех негативных внешних воздействий. Обычно, для её изготовления используется легированный чугун или алюминиевый сплав. После литья деталь проходит через процедуру искусственного старения, путём механической обработки. Это необходимо для того, чтобы можно было избавиться от напряжений, образованных в процессе изготовления. Поверхности внутри ГБЦ тщательно обработаны, потому, что это напрямую влияет на работу ДВС. Для повышения надёжности соединения нижнюю часть ГБЦ немного расширяют.
Обычно, для её изготовления используется легированный чугун или алюминиевый сплав. После литья деталь проходит через процедуру искусственного старения, путём механической обработки. Это необходимо для того, чтобы можно было избавиться от напряжений, образованных в процессе изготовления. Поверхности внутри ГБЦ тщательно обработаны, потому, что это напрямую влияет на работу ДВС. Для повышения надёжности соединения нижнюю часть ГБЦ немного расширяют.
Конструкция ГБЦ
Головка современных автомобилей сложна конструктивно и в ней имеется большое количество разных деталей, таких как форсунки, свечи зажигания, клапана и другие. Камеры сгорания выполнены в ГБЦ. Также на ней устанавливаются распредвал и многие другие приспособления. В зависимости от расположения цилиндров, они могут иметь как общую ГБЦ, так и отдельную на каждую группу или цилиндр в отдельности.
Расположение и назначение отдельных элементов
Крышка ГБЦ выполняет защитную функцию.
Прокладка между ГБЦ и блоком цилиндров необходима для уплотнения соединения. Она одноразовая и на ее качестве не стоит экономить, потому что в случае разгерметизации соединения двигатель будет очень плохо работать.
Камеры, в которых сгорает топливо.
Гнёзда с резьбой, в которых размещаются форсунки или свечи.
Место для установки распредвала.
Для установки ГРМ использована верхняя часть ГБЦ. Там располагаются подшипники распредвала, опорные шайбы, втулки и клапанные пружины. Кроме того, там имеются отверстия для присоединения как впускного коллектора, так и выпускного.
В результате несвоевременного или некорректного обслуживания ГБЦ могут возникнуть существенные повреждения в большом количестве разнообразных механизмов и их деталей. В этом случае затраты на ремонт будут значительными.
Почти всегда, даже для небольшого ремонта двигателя, необходимо снимать ГБЦ, а эта процедура крайне трудоёмкая. При установке головки обратно, необходимо затягивать болты в последовательности, предусмотренной заводом и обязательно соблюдать нужный момент затяжки. Для этого используют динамометрический ключ. При недостаточной затяжке не будет герметичности двигателя, а при слишком большой можно испортить мягкий корпус головки.
Для этого используют динамометрический ключ. При недостаточной затяжке не будет герметичности двигателя, а при слишком большой можно испортить мягкий корпус головки.
Процесс ремонта очень сложный и требует определённых навыков. Если таковых у вас нет, то лучше обратится к специалисту.
Примеры обработки поверхности поверхности цилиндра:
Так как блок цилиндров (ГБЦ) являющийся дорогостоящей, а для многих моделей и дефицитной деталью, необходимо стремится отремонтировать независимо от его неисправности, для этого в сервисе по ремонту двигателей Технического Центра «Гвардейский» установлено оборудование Итальянской фирмы AZ, позволяющее произвести: расточку ГБЦ до ремонтного размера, фрезеровка или шлифовка плоскости головок блоков цилиндра, блоков цилиндра, коллекторов и другие детали.
Пример обработки привалочной плоскости головки блока цилиндров
Наиболее сложной и ответственной операцией при ремонте двигателя является хонингование. Практика показала что правильная обработка цилиндров обеспечивает: низкий расход масла, высокую компрессию, большой ресурс деталей, работоспособность колец и цилиндров, низкий коэффициент трения колец, малое время приработки деталей. Станок Итальянской фирмы AZ позволяет достичь требуемого результата посредством высокоточного хонингования цилиндров.
Станок Итальянской фирмы AZ позволяет достичь требуемого результата посредством высокоточного хонингования цилиндров.
Прайс лист по ремонту ГБЦ и ремонту коленвала на отечественные автомобили.
Прайс лист по ремонту ГБЦ и ремонту коленвала на иномарки.
Моторный цех по ремонту двигателей «Гвардейский» проводит расточку ГБЦ – двигателей легковых автомобилей марок:
ВАЗ, ГАЗ, Дэу, Шевроле, Хендай, Киа, Опель, ЗАЗ, Форд, Мазда, Рено, Шкода, Мерседес, Лексус, Ауди, Митсубиши, Хонда, Ниссан, БМВ, Судзуки, Пежо, Тойота, Фольцваген и т.д.
Также на все вышеуказанные модели мы производим ремонт коленвала.
В Техническом Центре «Гвардейский» открылся оборудованный по последним технологиям цех оказания услуг по ремонту деталей двигателя.
Действующие акции
Гильзовка, шлифовка, хонингование блоков, валов.
tarakanoff_s @ mail.ru
Приглашаем к сотрудничеству автосервисы, автотранспортные предприятия, автопарки 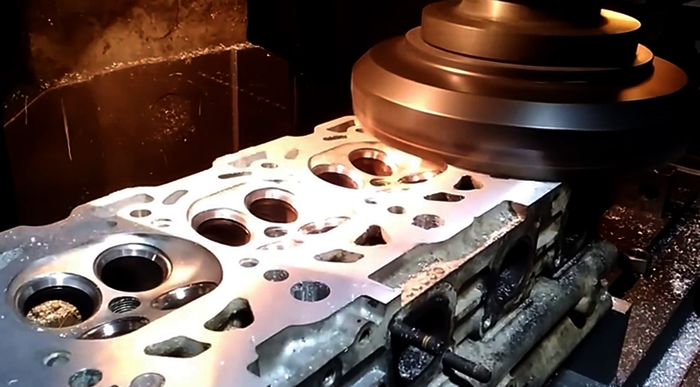
7 дней в неделю, 365 дней в году!
Красногорский район, п. Нахабино,
ул. Советская, д. 22 «А», оф. 14
на карте
Добро пожаловать!
ООО «Авто-Резерв» производит высокоточную:
Расточку, хонингование, и гильзовку блоков цилиндров отечественных и импортных автомобилей, а также спецтехники.
Шлифовку коленчатых валов, головок блока цилиндров.
Имеется большой спектр дополнительных услуг
Все детали принимаются в разобранном виде и чистые.
Доступные цены, высокое качество и минимальные сроки выполнения работ обеспечиваются нашей компанией на протяжении 10-ти лет успешной деятельности.
Оборудование, на котором производятся работы, обеспечивается техническим обслуживанием специалистами заводов-изготовителей, что неизменно является залогом высокого качества обработки деталей. Работают на данном оборудовании мастера высокой квалификации с большим опытом.
Имеется возможность организации доставки деталей курьером от клиента к месту обработки и обратно.
Имеются все размеры для шлифовки коленчатых валов двигателей отечественного и импортного производства!
Имеется два цеха обработки деталей:
Москва, поселок Рублево, ПАСК «Луки», 1 км от МКАД. Удобно подъезжать как с Рублевского шоссе, так и с Проспекта Маршала Жукова, через новый тоннель.
Московская область, Красногорский район, поселок Нахабино, улица Советская, дом 22 «А».
Хонингование — (англ. honing, от hone — хонинговать, буквально — точить), отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения. Применяется также Х. закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка, находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Х. является заключительной (финишной) операцией, производится после растачивания, протягивания, развёртывания, шлифования и позволяет получать точность обработки до 1-го класса и шероховатость поверхности до 13-го класса.
Х. является заключительной (финишной) операцией, производится после растачивания, протягивания, развёртывания, шлифования и позволяет получать точность обработки до 1-го класса и шероховатость поверхности до 13-го класса.
Гильзование двигателя имеет ряд преимуществ, перед обычным растачиванием. Как известно, в процессе работы цилиндры изнашиваются, принимают бочкообразную форму, что существенно влияет на работоспособность и экономичность двигателя. Невозможно вечно растачивать блок цилиндров. В конце-концов, бывает, что все ремонтные размеры уже пройдены и нет смысла растачивать двигатель дальше, поскольку поршней необходимого диаметра просто нет в природе.
При гильзовании блок цилиндров растачивается один раз, под размер вставляемых гильз. При работе гильзованного двигателя, сам блок цилиндров не изнашивается. Изнашиваются гильзы, которые выполняют роль цилиндров. Но изношенные гильзы всегда можно поменять и сделать это гораздо проще, чем вновь растачивать цилиндры.
Следует помнить и о том, что блок цилиндров является номерным агрегатом. В случае если блок цилиндров пришел в негодность, и подлежит замене, то придется оформлять замену двигателя документально и заниматься не только его ремонтом, но и бумажной волокитой.
Расточка блока цилиндров подразумевает обработку внутренней поверхности цилиндров, для придания им идеальной цилиндрической формы, которая нарушается по мере износа двигателя. При расточки цилиндров снимается слой металла в тех местах, где выявлен более узкий диаметр или неровность, зазубрины, задиры и т.д. Расточка блока цилиндров является первичной процедурой, после которой необходимо выполнить хонингование или хонинговку блока цилиндров.
Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т. п.
п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Содержание статьи
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Читайте также
Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров, а также, обязательная полировка, относится к отдельному ремонту, и может не входить в регламент капитального ремонта двигателя. Головка шлифуется при установке новой ГБЦ на автомобиль, а также, в случае появления на ней трещин, или любых других мелких дефектов.
Шлифовка головки блока цилиндров проводится, если Вы решили заменить под ней прокладку, вследствие утечки моторного масла, или в любом другом случае. Устанавливаемая на двигатель новая головка должна быть хорошо “спланирована”, как выражаются специалисты, то есть, отшлифована и отполирована, чтобы совершенно плотно прилегать к поверхности самого блока двигателя.
Проводить шлифовку головки блока самостоятельно не целесообразно, да у Вас и, вряд ли, получится, так, как для выполнения этой операции, во-первых, необходимо соответствующее оборудование (фрезерно-шлифовальный станок), а во-вторых, нужно иметь совершенно четкое представление о том, что и, как нужно делать.
В инструкции автомобиля, должна быть четко указана максимально допустимая глубинна шлифовки головки, так, как Вам будет нужно, при установке, подобрать под нее прокладку соответствующей толщины. Все эти нюансы очень важны для того, чтобы впоследствии двигатель автомобиля работал без сбоев.
После шлифовки и полировки головка блока цилиндров должна пройти обязательную проверку на герметичность и плотность прилегания плоскости. Специалисты рекомендуют проводить обязательную шлифовку головки, невзирая на вид ремонта, который Вы с ней проводите, будь то простая замена прокладки, или газораспределительного механизма. Только в этом случае, Вы будете иметь гарантию, что отшлифованная «голова» будет четко выполнять свои функции, и Вам, в скором будущем, не придется снимать ее вновь.
Еще по теме
Шлифовка во Владимире — от Расточка всех видов двигателей во Владимире на СКИДКОМ.РФ
Шлифовка головки блока цилиндров во Владимире
Помимо ремонта двигателя, гильзовки и расточки, в нашей сервисной компании производится шлифовка головки блока цилиндров. При частом выходе из строя прокладки, которая установлена в головке блока цилиндров встает вопрос о шлифовке привалочной плоскости головки блока. Как правило, головка блока цилиндров вашего автомобиля может деформироваться в результате даже незначительного перегрева двигателя. Следствием такого дефекта будет пробой ПГБ. Пробой чреват тем, что двигатель будет гнать масло, и в картер мотора будет поступать охлаждающая жидкость.
При частом выходе из строя прокладки, которая установлена в головке блока цилиндров встает вопрос о шлифовке привалочной плоскости головки блока. Как правило, головка блока цилиндров вашего автомобиля может деформироваться в результате даже незначительного перегрева двигателя. Следствием такого дефекта будет пробой ПГБ. Пробой чреват тем, что двигатель будет гнать масло, и в картер мотора будет поступать охлаждающая жидкость.
Чтобы довести до нужных параметров привалочную плоскость головки, ее шлифуют. Как правило, на шлифовку головки блока цилиндров водители решаются в двух случаях – это когда нужно увеличить степень сжатия при переходе на другой вид топлива и когда проводится ремонт головки. При проведении любых ремонтных работ, связанных со снятием головки блока, прокладку, расположенную между головкой и блоком цилиндров, необходимо обязательно заменять абсолютно новой. Для лучшего прилегания прокладки головку шлифуют.
| Процесс шлифовки ГБЦ |
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ. Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости.
Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ. Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости.
При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место.
В нашей сервисной оказывают услугу шлифовки плоскости блока цилиндров с последующим восстановлением посадки гильз блока цилиндров.
Для заказа шлифовки головки блока цилиндра во Владимире звоните по номеру:
Телефон: +7-920-941-05-03; +7-906-614-09-69
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефон
Страница не найдена
Наш автосервис предоставляет услуги по ремонту и обслуживанию автомобилей марки УАЗ, ГАЗ, а так же иномарок в Одинцово для владельцев из Барвиха, Власиха, Рублевка, Перхушково, Жаворонки, Усово, Горки. Оказываем услуги на ремонт легковых и легких коммерческих автомобилей отечественного и импортного производства. Для ремонта имеются необходимые производственные мощности, в том числе ангары и компетентный персонал. Заключаем официальные договора на ремонт и обслуживание коммерческих автомобилей и спецтехники с государственными организациями. Цена ремонта соответствует действующим нормативам.
Цена ремонта соответствует действующим нормативам.
Мы производим самый различный ремонт авто на автосервисе в Одинцово:
Ремонт автомобиля достаточно сложное дело, как с точки зрения подбора запасных частей, так и выбора того места, где его проводить. Запчасти лучше использовать оригинальные, те которые производитель использует на заводе-изготовителе или же, на худой конец, те, которые производитель рекомендует к замене. Ведь в первую очередь от качества запчастей и зависит на сколько долго вы забудете о ремонте машины. На каком автосервисе в Одинцово производить ремонт авто — выбор всегда за вами? В этих случаях лучше использовать несколько лёгких правил.
Если ремонт автомобиля запланирован только в рамках технического обслуживания, то здесь выбор места его проведения очень широк Автосервис в Одинцово, даже возможен своими силами в гараже. А вот когда надо произвести ремонт подвески, двигателя или других сложных систем, где без специальных инструментов просто не обойтись, да и опыт в таких делах не последнее дело, тогда ремонт авто лучше доверить профессионалам и посмотреть в сторону специализированных станций. Мы делаем ремонт любых автомобилей, от «УАЗа» и «ГАЗЕЛИ» до эксклюзива:
Мы делаем ремонт любых автомобилей, от «УАЗа» и «ГАЗЕЛИ» до эксклюзива:
Восстановление блока цилиндров
Ремонт блока цилиндров по-прежнему является привлекательной альтернативой покупке подержанного двигателя. Многие владельцы справедливо полагают, что лучше регенерировать проверенный привод, чем покупать б/у, о происхождении которого мало что известно. Ведь мы никогда не можем быть уверены, какой пробег у снятого с утилизации агрегата и действительно ли он в рабочем состоянии.
Любой двигатель внутреннего сгорания может быть поврежден. Нормальная вещь, т.Следствием эксплуатации является износ блоков цилиндров. Когда такой ресурс подходит к концу, альтернативой всегда является регенерация. Треснувшие кольца и блоки, заклинившие втулки, погнутые шатуны или даже сами блоки обычно являются результатом невнимательности водителя, который перегрел двигатель из-за того, что забыл долить или заменить масло или охлаждающую жидкость. Так это сезонная работа?
— Никаких колебаний клиентуры.
 Да, у нас больше заказов после жарких дней, но и зимой блок может быть поврежден, потому что кто-то забыл добавить соответствующую охлаждающую жидкость, и при замерзании такой блок лопается, — говорит Максимилиан Копчиньски, руководитель филиала Auto-Szlif из Катовице.
Да, у нас больше заказов после жарких дней, но и зимой блок может быть поврежден, потому что кто-то забыл добавить соответствующую охлаждающую жидкость, и при замерзании такой блок лопается, — говорит Максимилиан Копчиньски, руководитель филиала Auto-Szlif из Катовице.И как можно множить причины поломки двигателя, так же трудно перечислить все ошибки мастерской и сомнения, которые терзают механиков, занимающихся регенерацией двигателя. Итак, перечислим только самые распространенные, с которыми сталкиваются специализированные компании, берущие на себя шлифовку, планировку, хонингование и легализацию блоков.
Можно ли шлифовать цилиндры современных двигателей?
Подавляющее большинство производителей дисков не планируют регенерировать блоки.Господствующее мнение требует рассматривать шлифовку цилиндров как процедуру ушедшей эпохи, когда производители допускали даже многократную шлифовку.
— Между тем подавляющее большинство независимых мастерских берутся за такой ремонт, — отмечает М.
 Копчиньски. — В таком блоке жука можно было перетачивать цилиндры до шести раз; 0,25 миллиметра каждый раз. Дизель старых автомобилей Мерседес («бочка» могла пройти 500 000 км) в моделях 200, 220 или 240 имел только один разрез, но в продаже были сменные втулки заводского изготовления.Так что можно было отполировать увеличенные поршни и продолжить движение. Почему сейчас это не так? Должны применяться рекомендации производителей о том, что «блоки не подлежат восстановлению», что означает, что такие двигатели нельзя разбирать. После того, как коленчатый вал отвинчен от блока, его невозможно собрать после ремонта. Между тем снаряды доступны на рынке, так что странная ситуация должна иметь какое-то обоснование.
Копчиньски. — В таком блоке жука можно было перетачивать цилиндры до шести раз; 0,25 миллиметра каждый раз. Дизель старых автомобилей Мерседес («бочка» могла пройти 500 000 км) в моделях 200, 220 или 240 имел только один разрез, но в продаже были сменные втулки заводского изготовления.Так что можно было отполировать увеличенные поршни и продолжить движение. Почему сейчас это не так? Должны применяться рекомендации производителей о том, что «блоки не подлежат восстановлению», что означает, что такие двигатели нельзя разбирать. После того, как коленчатый вал отвинчен от блока, его невозможно собрать после ремонта. Между тем снаряды доступны на рынке, так что странная ситуация должна иметь какое-то обоснование. Планирование ГБЦ для большинства двигателей отсутствует, но подавляющее большинство независимых ремонтников берутся за такой ремонт.Соблазн такой регенерации сегодня серьезно охлаждается тем, что блоки можно строить двумя способами. Как правило, мы будем иметь дело либо с чугунным блоком, либо с алюминиевым блоком. Если блок алюминиевый, он имеет чугунные гильзы или тонкое покрытие «ниукасилу». Блок без чугунных гильз неремонтопригоден, так как при стирании этого покрытия регенерация становится просто нерентабельной и перекрашивать вышеупомянутым «нюкасилом» можно только высокофорсированные двигатели. Так называемое Втулка цилиндров, но из-за вмешательства в конструкцию двигателей делается очень редко.
Если блок алюминиевый, он имеет чугунные гильзы или тонкое покрытие «ниукасилу». Блок без чугунных гильз неремонтопригоден, так как при стирании этого покрытия регенерация становится просто нерентабельной и перекрашивать вышеупомянутым «нюкасилом» можно только высокофорсированные двигатели. Так называемое Втулка цилиндров, но из-за вмешательства в конструкцию двигателей делается очень редко.
Блок в бане не роскошь
При органолептической оценке блока поиск трещин может оказаться бесполезным, если у нас нет прибора для обнаружения микротрещин. При взятии блока цилиндров в мастерскую его, конечно же, следует промыть. Первая проверка органолептическая. После этого надо проверить блок на герметичность водяной рубашки в ванне под высоким давлением. Давление в системах охлаждения обычно составляет порядка 0,5-2,5 атмосфер, поэтому мы подвергаем двигатель давлению порядка пяти атмосфер.Альтернативный метод заключается в использовании различных типов пенетраторов, которые распыляются на материал блока и наблюдают, не образуются ли пузырьки воздуха (этот метод, однако, менее точен). Проверка корпуса на герметичность при высокой температуре 90 градусов С может занять до нескольких часов. Почему? Иногда просто случается, что только спустя такое длительное время появляются микротрещины в виде постпроизводственных дефектов отливки материала или в результате эксплуатационных повреждений.
Запечатанный блок и что дальше?
Как правило, увеличенные поршни имеют больший диаметр на 0,5 миллиметра (раньше в старых конструкциях двигателей этот разрез был меньше, порядка 0,2 — 0,25 миллиметра).Железным правилом правильно сделанного реза является процесс заточки. Сверлильный станок, который делает отверстие грубо, оставляет запас в 0,03 миллиметра. Хонинговальный станок компенсирует этот запас.
— Тогда образуется «елочка», которая удерживает масло на стенках цилиндра и позволяет кольцам легко соскабливать его при возвратно-поступательном движении, т.к. таким же образом, т.е. при возвратно-поступательном движении, головка Устройство выполняет пересечение линий «елочкой».
.
Регенерация головок — Краков, Кельце
Специализируемся на ремонте головок , регенерации двигателей и их отдельных элементов. Также проводим шлифовку коленчатых валов, блоков двигателя и цилиндров. Мы также шлифуем маховики, диски и тормозные барабаны. Кроме того, мы предоставляем услуги, связанные с гильзованием блоков цилиндров и овализацией поршней. Мы занимаемся ремонтом двигателей внутреннего сгорания уже много лет, поэтому вы можете быть уверены, что все работы будут выполнены на высшем уровне.У нас есть две специализированные мастерские в Кракове и Кельце, и мы приглашаем в них всех автовладельцев из этих городов, которым важно высокое качество услуг.
Стоит ли чинить голову?
Чисто из экономических соображений однозначно стоит починить головку . Если вы решили купить б/у головку, то можете найти такую, которая в ближайшее время потребует ремонта. Бывает, что автомобили заканчиваются б/у головками с незаметными невооруженным глазом трещинами.Со временем такая трещина может обернуться дорогостоящим сбоем. Поэтому надо в обязательном порядке проверить герметичность головки . Чтобы головка обрела заводскую прочность, ее следует ремонтировать с использованием самых качественных материалов и соответствующих профессиональных инструментов. Помните, что головка должна выдерживать огромные температуры и высокое давление при работающем двигателе. Неправильно выполненный ремонт головок обычно приводит к фатальной поломке. Регенерация головки может быть проблематичной из-за ее конструкции, поэтому так важно воспользоваться предложением профессионалов.Только им под силу такие сложные технические операции, как , фрезеровка седел клапанов или втулка распредвалов. Очень важным элементом процесса регенерации является точная диагностика и поиск источника неисправности. Приглашаем Вас ознакомиться с полным предложением нашей компании:
УСЛУГИ:
Шлифовка:
- Валы коленчатые; 90 027 блоков двигателя;
- 90 028 цилиндров.
Втулка блока цилиндров для 2-тактных и 4-тактных двигателей
Расточка опор коренных подшипников в блоках цилиндров
Восстановление ножек и головок шатунов
Регенерация головок:
проверка герметичности головок давлением с применением водяной рубашки;
замена и фрезеровка седел клапанов;
головное планирование;
расточка опор распределительных валов;
втулки распредвалов.
Овальность поршня
Закаленные головки для головок газовых двигателей
Шлифование маховиков, тормозных дисков и барабанов
Регенерация коленчатых валов двухтактных двигателей
Возможность изготовления нетиповых вкладышей, гильз цилиндров и поршневых колец
Также выполняем восстановление поршневой и шатунной систем двигателей (стойка)
Ремонт двигателей (компонентов двигателей) ретроавтомобилей
Завод реализует детали двигателя
Мелкие токарные работы
Чтобы узнать больше о наших услугах, свяжитесь с нами — мы будем рады ответить на любые вопросы, касающиеся нашей деятельности.
.
ДЗИАК — Специалисты по двигателям
Получатель:
AUTO-SZLIF s.c. Томаш Дзяк, Рената Дзяк 9000 3
Название проекта:
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ЦЕНТР ПО ПРОТОТИПИРОВАНИЮ И СОЗДАНИЮ НОВЫХ ТЕХНОЛОГИЙ РЕГЕНЕРАЦИИ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Цель проекта:
Повышение конкурентоспособности компании на международном рынке за счет начала выполнения научно-исследовательских работ для других организаций, в основном из автоспорта, путем создания Центра исследований и разработок и приобретения необходимой инфраструктуры для исследований и разработок.
Планируемые эффекты:
Центр исследований и разработок позволит проводить исследования для внешних организаций, проектировать, анализировать, изготавливать прототипы компонентов для двигателей для автоспорта и разрабатывать новые технологии регенерации компонентов двигателей.
Стоимость проекта:
6 877 479. 09
злотых
Сумма софинансирования:
2 999 768, 10 злотых
———————————
Получатель:
AUTO-GRIP с.г. Томаш Дзяк, Рената Дзяк 9000 3
Название проекта:
ВНЕДРЕНИЕ РЕЗУЛЬТАТОВ НИОКР ПУТЕМ ВНЕДРЕНИЯ ИННОВАЦИОННЫХ МЕТОДОВ РЕГЕНЕРАЦИИ КОЛЕНЧАТОГО ВАЛА И БЛОКОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Цель проекта:
Повышение конкурентоспособности компании за счет внедрения и коммерциализации результатов НИОКР путем внедрения инновационных методов регенерации коленчатых валов и блоков двигателей внутреннего сгорания.Нововведением продукта является запуск новой услуги по регенерации узлов вала/блока двигателя.
Планируемые эффекты:
I / Продуктовая инновация – запуск новой услуги по регенерации вало/блочного двигателя в сборе. Внедренные технологии регенерации коленчатого вала и блока цилиндров повышают эффективность работы двигателя и снижают риск повторного повреждения двигателя в результате разрыва масляной пленки между подшипником скольжения и коленчатым валом. Проект будет реализован за счет выполнения подготовленных Заявителем научно-исследовательских работ и инвестиций, связанных с приобретением основных средств, необходимых для оказания новых услуг. II / Повышение конкурентоспособности предприятия Заявителя на внутреннем и внешнем рынке. III / Приобретение новых рынков сбыта для компании (Польша — новые контрагенты и Чехия — новый рынок сбыта). IV / Увеличение доходов и прибыли, которые будут направлены на дальнейшие исследовательские проекты и их коммерциализацию V / Сохранение рабочих мест и создание новых должностей в инновационной польской автомобильной компании.Внедрение результатов исследований будет осуществляться с участием научно-исследовательских подразделений, благодаря чему произойдет ужесточение сотрудничества между предпринимателем и исследовательскими центрами.
Стоимость проекта:
3 552 537, 66 9000 злотых 3
Сумма софинансирования:
1 992 886,98 злотых
———————-
90 121
90 121 90 121 90 127 Проект, софинансируемый Европейским Союзом в рамках Оперативной программы Европейского фонда регионального развития Восточная Польша 2014-2020 90 128 90 019 90 121 90 127 Приоритетная ось I Предпринимательская Восточная Польша 90 128 90 019 9000 3
Мероприятие 1. 4 Формула для соревнований 90 128
2 этап 90 128
Название проекта: « Повышение конкурентоспособности AUTO-SZLIF S.C. Томаш Дзяк, Рената Дзяк путем внедрения рекомендаций, включенных в стратегию дизайна ”90 128 90 152
Срок реализации проекта: 06.02.2020 — 05.01.2021. 90 128
Общая стоимость проекта: 5 286 048,00 злотых 90 128 90 152
Сумма софинансирования ЕС: 2 956 620.00 злотых
ОСНОВНАЯ ЦЕЛЬ ПРОЕКТА:
Повышение конкурентоспособности Auto — Szlif за счет увеличения потенциала управления дизайном и расширения использования дизайна при внедрении новых продуктов.
КОНКРЕТНЫЕ ЗАДАЧИ ПРОЕКТА:
— реализация ИННОВАЦИИ ПРОДУКТА с использованием дизайна: услуга, заключающаяся в предложении 3-х пакетов модификаций двигателя
— построение целостной системы визуальной идентификации, выделяющей компанию среди конкурентов
— повышение узнаваемости бренда и улучшение связи с рыночной средой
— Объединение бренда DZIAK и разделение суббрендов Regeneracja и Motorsport
-совершенствование процесса управления проектированием в компании — внедрение должности менеджерадизайн
ПЛАНИРУЕМЫЕ ЭФФЕКТЫ ПРОЕКТА:
ФАКТИЧЕСКИ:
— Приобретение основных средств и материальных и юридических ценностей.
— Запуск инновационного сервиса.
-ФИНАНСОВЫЙ:
— Увеличение доходов.
— Снизить себестоимость производства новой продукции.
— Оптимизация прибыли.
-ДРУГОЕ:
— Начало деятельности, связанной с профессиональным промышленным дизайном в компании.
— Повышение конкурентоспособности компании AUTO-SZLIF благодаря использованию дизайна.
— Увеличение продаж услуг и узнаваемости бренда
— Улучшение внутренней и внешней коммуникации
— Постоянное представительство на рынке
— Предложение клиентам новой услуги, которая повысит функциональную и эстетическую ценность двигателей
.
— Четкая и визуально привлекательная передача предложения клиентам.
——————————————————————
Получатель:
AUTO-GRIP с.г. Томаш Дзяк, Рената Дзяк 9000 3
Название проекта:
ПРОИЗВОДСТВО ВОЗОБНОВЛЯЕМОЙ ЭНЕРГИИ В AUTO-SZLIF S.C. ТОМАС ДЗЯК, РЕНАТА ДЗЯК
Цель проекта:
Целью проекта является повышение конкурентоспособности компании за счет инвестиций в возобновляемые источники энергии, а также в защиту и улучшение окружающей среды.
Планируемые эффекты:
Производство электроэнергии из возобновляемых источников.
Стоимость проекта:
511 680,01
злотых
Сумма софинансирования:
228 799,99 зл.
.
Шлифовальные цилиндры | РЕГЕНЕРАЦИЯ ВАЛОВ ЦИЛИНДРОВ ШЛИФОВАНИЕ ВТУЛКИ ЦИЛИНДРА
Шлифовальные цилиндры.
Первые прохладные ночи этой осени позади. Вместе с ними, к сожалению, появились и первые проблемы, связанные с запуском двигателей наших автомобилей. Меньше проблем, когда за это отвечает батарея. Хуже того, это вызвано загустением моторного масла из-за низкой температуры окружающей среды. Его плохая консистенция приводит к закупорке системы смазки силового агрегата.Тогда это только вопрос времени, когда произойдут более серьезные повреждения. При запуске автомобиля поршни обычно заедают при движениях в сухом цилиндре. В такой ситуации мотор нуждается в капитальном ремонте.
Выверните все изношенные детали
Первые работы по ремонту двигателя связаны с поршнями, которые необходимо вытащить из цилиндров, которые теперь в основном полые в алюминиевых блоках. Следующее, что вам нужно сделать, это проверить состояние стенок в цилиндрах, которые могли быть поцарапаны.Для того, чтобы они выглядели как новые, необходимо отшлифовать (вытеснить) их изнутри. В лучших мастерских для этого есть расточные станки с циферблатным индикатором, — говорит Ян Бялдыга, владелец компании Autocolor. При растачивании расточные станки должны обязательно совпадать с осью шлифуемого цилиндра. Наконец, осталось только отполировать обработанную поверхность.
Прохладно и мокро.
Некоторые модели автомобилей имеют разные типы цилиндров.Чаще всего это касается французских автомобилей. Специалисты в данной области техники описывают такие цилиндры как мокрые, потому что они промываются охлаждающей жидкостью. Этот процесс происходит во время работы привода. Мокрые цилиндры можно снять с блока цилиндров и отключить блок цилиндров. Этим они отличаются от традиционных. Это возможно, поскольку их стенки имеют толщину более 15 мм. Вариации цилиндров этого типа можно встретить и в старых моделях автомобилей с чугунными блоками (Opel Frontera).Однако их тонкие стенки (около 1,5 мм) означают, что их невозможно снять с блоков. Их также невозможно измельчить.
Опытные мастерские предлагают своим клиентам решение по замене тонких цилиндров гильзами, идеально подобранными и изготовленными на месте. Стоимость такого рукава около ста злотых. Втулки применяют и тогда, когда внутренние поверхности цилиндров сильно повреждены и одна только шлифовка не улучшает их состояние.Это связано с тем, что очень часто после вставки поршня его диаметр значительно меньше полости цилиндра, что не дает двигателю шансов на нормальную работу.
Диаметр такой втулки аналогичен оригинальной, что гарантирует идеальное прилегание поршня к цилиндру. Чтобы двигатель работал еще лучше, вы также можете использовать специальную процедуру, называемую хонингованием. Он заключается в дополнительной шлифовке поверхности стенок цилиндров. Для этого используется шлифовальная машина с керамическими или алмазными камнями.Благодаря такой обработке восстановленный цилиндр имеет лучшую гладкость, максимально приближенную к оригиналу.
Повреждение коленчатого вала может быть вызвано заклиниванием поршней в цилиндрах. Затем штифты повреждаются. Однако в большинстве автомобилей их можно шлифовать, хотя это сложная операция из-за того, что необходимо соблюдать соосность валов. Точность во время этой операции должна колебаться даже около 100 микрон. Этот процесс не может быть выполнен в Audi A6 и Mercedes A-класса.Там шейки коленчатого вала закалены лазером. Так что о внесении изменений не может быть и речи. Здесь в момент повреждения необходимо заменить весь вал.
.
AUTO-MOTO-SZLIF, Stalowa Wola, AUTO-MOTO-SZLIF Paweł Pukalak, плоское шлифование, регенерация, сварочные головки
Компания специализируется на всех видах ремонта в области механики, оказывая такие услуги как:
* капитальный ремонт двигателей всех типов: легковых автомобилей, грузовых автомобилей, погрузчиков, компрессоров и т. д.
* механическая обработка деталей двигателя :
для шлифования нарезных валов;
o набивка шеек валов;
o восстановление валов для мотоциклов;
o шлифовка блоков двигателей;
o втулки блоков цилиндров;
o шлифовка плоскостей блоков;
o установка распредвалов в блоки цилиндров;
o раскладывание слепков блоков;
o регенерация ножек и твердосплавных головок;
для изготовления втулок и цилиндрических втулок;
o проверка герметичности головок и блоков;
для шлифовки мотоциклетных цилиндров;
* Комплексный ремонт моторных и мотоциклетных головок :
o сварочные головки
o наплавка и шлифовка поверхностей;
o замена направляющих клапанов;
o замена всех видов розеток;
o замена вихревых камер;
o обработка седел клапанов;
o согласование распределительных валов;
* сварка :
о блоки двигателя;
o коллекторы + шлифовка поверхностей;
о чугунных и алюминиевых деталях.
* азотирование гофрированных валов
* регенерация форсунок и насос-форсунок Bosch и Delphi
* регенерация турбокомпрессоров
Принимаем в ремонт двигатели оптом, а также целые легковые, грузовые автомобили, погрузчики, трактора под замену колец, прокладок ГБЦ, замену ГРМ, регулировку клапанных зазоров, ремонт со снятием и установкой двигателя на автомобиль.
Мы также предлагаем новые запчасти по привлекательным ценам.
Мы даем гарантии на все услуги, а постоянным клиентам предлагаем выгодные скидки.
Выставляем счета-фактуры.
.
Регенерация блока цилиндров • Проверить адреса, телефоны, мнения • База данных компаний • pt.pl
Регенерация блока цилиндров • Проверить адреса, телефоны, мнения • База данных компаний • punkt.pl Для правильной работы веб-сайта должна быть включена поддержка JavaScript.
- Start
- Компании
- Регенерация блока двигателя
- Фильтр:
МОЗОВАНИЯ
Категории
- 9003
- 9003… на всех двигателях типа . Кроме того, мы можем предложить проверить наличие трещин на головке. Предлагаемые нами услуги включают в себя: центровку, втулки цилиндров, замену сальников, замену притирок клапанов, регенерацию блока двигателя , регулировку зазоров клапанов, замену направляющих клапанов, полировку шеек коленчатого вала . ..
… коленчатый вал, регенерация головок двигателей внутреннего сгорания ., Также обрабатываем блоков двигателей . Мы занимаемся хонингованием, растачиванием и втулкой цилиндров, центровкой коренных корпусов коленчатого вала и проверкой герметичности. На заводе мы также можем провести капитальный и частичный ремонт двигателей и сварных швов. Мы ремонтируем головки таким образом…
С самого начала деятельности фирмы Барщевски мы занимаемся комплексным ремонтом дизельных двигателей отечественной марки и регенерацией моторного оборудования .Со временем мы расширили наше предложение, включив в него парк автомобилей иностранного производства. Предлагаем капитальный ремонт двигателей , , шасси и седла трактора — полуприцепа. Кроме того …
Предлагаем комплексные услуги, связанные с металлообработкой. Мы выполняем заказы на мобильных машинах во всех местах, где по разным причинам невозможно обработать на стационарных устройствах.
Мы можем добраться в любое указанное клиентом место по всей стране.Мы специализируемся на профессиональной механической обработке. …На протяжении многих лет мы специализируемся на сварке и регенерации головок . Кроме того, в автомастерской «Помеч» мы выполняем регенерацию узлов автомобилей, сельскохозяйственных и дорожных машин. В рамках предложения мы предоставляем такие услуги, как: регенерация двигателей внутреннего сгорания , ремонт головок, ремонт ТНВД, ремонт валов …
… у нас также есть много других деталей двигателя. Кроме того, наши квалифицированные и опытные сотрудники предлагают профессиональные услуги в области: сварки и регенерации головок ; регенерации двигателей ; шлифовки валов; ремонта валов и головок двигателей; дизельных, VW T4, Mercedes 2.2 CDI, Sprinter 2.2 CDI …
… запасные и сменные головки после регенерации , поэтому мы можем предложить вам немедленную замену поврежденной головки по цене, аналогичной стоимости ремонта головки заказчика .
Оказываем услуги в сфере таких работ как: ремонт двигателя , сварка чугуна, сварка головок, замена ГРМ, регенерация головок , сварка алюминиевых…… и механических обработка деталей двигателя, в том числе: шлифовка коленчатых валов, ремонт шеек , регенерация валов для мотоциклов, шлифовка блоков двигателя , втулка блоков двигателя блоков двигателя, плоское шлифование блоков , установка распредвалов в блоки 90 038 двигателя;..
… головки клапанов, цилиндры хонинговальные, цилиндры шлифовальные, строгание блоков цилиндров и головок, механическая обработка., Герметичность головок проверяем методом давления. Свариваем и склеиваем элементы двигателей в рамках мелких восстановительных работ. Также точим тормозные диски и барабаны. Наш современный…
… требовательный клиент. Мы гарантируем своевременность и надежность.В рамках своей деятельности мы занимаемся такими услугами как: втулки блоки , шлифовка клапанов, восстановление головок, обслуживание погрузчиков, шлифовка коленчатых валов, механическая обработка двигателей , ремонт сельскохозяйственных тракторов, ремонт автомобилей.
..Мы специализируемся на предоставлении высококачественных услуг, связанных с регенерацией головок и двигателей автомобилей . Мы выполняем все работы именно с помощью лучших станков и станков.Профессионально оказываем такие услуги как: ремонт головок автомобилей, ремонт двигателей , типов: Дизель, VW T4, Mercedes 2.2 CDI, Sprinter 2.2…
…планирование блоки ; развал-схождение блоки — регенерация подшипников коренных, а также двигателей, с разбитыми сплавами; регенерация подшипников распредвалов — шлифовка или втулка;, комплексная регенерация шатунов;, мелкие токарные услуги — шлифовка маховиков, тормозных дисков и барабанов, шлифовка корпуса вакуумных насосов; монтажные системы…
… Вы можете оказать такие услуги как: обслуживание головок автомобилей, замена головок автомобилей, ремонт двигателей , шлифовка цилиндров, шлифовка валов, втулки блоков , ремонт компрессоров.
, регенерируем все компоненты двигателя . Ремонтируем поврежденные коленчатые валы. Мы специализируемся на автомобилях Jelcz и Star …… что позволяет нам работать надежно и в срок.В наши задачи входит: механическая обработка двс , шлифовка и втулка цилиндров, регенерация головок, проверка герметичности головок, фрезерование седел клапанов, регенерация посадочных мест коренных втулок, регенерация распредвалов, кроме того , мы комплексно…
… турбокомпрессоры, ремонт турбокомпрессоров, втулки цилиндров мотоциклов, ремонт компрессоров, втулки блоков , регенерация головок , шлифовка гофр валов., Мы ремонтируем двигателей, всех машин и транспортных средств. Для работы мы используем только оригинальные детали известных брендов. Мы используем специализированное оборудование, такое как …
… ультразвук проникает в каждую щель и подходит для мойки различных деталей, в том числе в автомобилях сложной или необычной конструкции.
Для людей, которые хотят эффективно избавиться от грязи в автомобиле или мотоцикле, предлагаем такие услуги, как: промывка клапана EGR, промывка блока двигателя 4 цилиндра, промывка ГБЦ 4, мойка……. Мы предлагаем нашим клиентам, среди прочего: планировка головок, ремонт головок, токарная обработка дисков, прокатка барабанов, втулки блоков , втулки цилиндров, центровка блоков двигателей , регенерация головок , планировка блоков . Мы выполнять работу различными методами. Также можем предложить шлифовку деталей автомобилей, например …
… выполнение заказов. Как специалисты в области машиностроения, мы возьмемся за любую задачу.В наши задачи входит: шлифовка блоков , шлифовка коленчатых валов, шлифовка цилиндров, регенерация головок двигателей . В нашей автомастерской из Глогува мы выполняем многие ремонты автомобилей, даже самые сложные …
Благодаря нашим знаниям и опыт, мы можем предложить своим клиентам самые качественные услуги в области регенерации головки , блока двигателя , шатуна и шлифовки коленчатого вала.
У нас есть полностью профессиональное оборудование, которое позволяет точно выполнять все работы, благодаря чему наши клиенты получают уверенность …… головки, изготовление нетиповых втулок, регенерация лап и головок шатунов., Кроме того, наше предложение включает в себя ремонтные головки, входящие в состав двигателя . В связи с этим ремонтируем седла клапанов, заменяем направляющие клапанов и восстанавливаем поверхность головки.Мы выполняем свои задачи на самом высоком уровне…
Основным профилем нашей деятельности являются услуги, связанные с шлифованием коленчатых валов и цилиндров. Кроме того, мы также занимаемся регенерацией головок , двигателей внутреннего сгорания . Мы работаем как с владельцами гаражей и автосервисов, так и с частными клиентами. Мы берем на себя ремонт автомобильных головок всех автомобилей…
регенерация блока цилиндров — найти рядом:
Я заявляю, что знаю и принимаю Правила Favore.pl, и я даю согласие на обработку моих персональных данных для использования веб-сайта Favore. pl и для выполнения законных целей, осуществляемых Favore.pl Sp. о.о. или получателей данных в соответствии с Политикой конфиденциальности. Администратором персональных данных является Favore.pl Sp. о.о. со штаб-квартирой в Варшаве на ул. Postępu 14 A.
Ваши личные данные будут обрабатываться, в частности, для выполнения Соглашения, заключенного с вами на основании Регламента, включая предоставление электронных услуг и полное использование любимого веб-сайта.pl, включая добавление и публикацию запросов/заказов к Поставщикам интересующих вас услуг и товаров, и связь с вами с ними. Мы гарантируем выполнение всех ваших прав в соответствии с общим положением о защите данных, то есть право на доступ, исправление и удаление ваших данных, ограничение их обработки, право на их передачу, не подвергаться автоматизированному принятию решений, включая профилирование, и право возражать против обработки ваших данных личных данных.Отправить запрос
Спасибо за отправку заказа.
Дождитесь отправки предложения на указанный адрес электронной почты
Произошла ошибка
Повторите попытку позже
Стоит прочитать
Что такое регенерация двигателя?
Независимо от типа автомобиля, каждый силовой агрегат по мере использования требует ремонта.
Регенерация двигателя позволяет этого избежать…
[название заголовка]
[содержание]
Вернуться к началу страницы
.Головное планирование — почему это так важно?
Головка блока цилиндров — это часть двигателя, которая окружает камеру сгорания и точно прилегает к блоку цилиндров, хотя и опосредована прокладкой. Однако это соединение может разгерметизироваться (например, дать трещину в уплотнении), что приведет к утечке охлаждающей жидкости из системы охлаждения в систему смазки.
Обычно это результат перегрева двигателя, который значительно увеличивает температуру и вызывает деформацию прилегающей поверхности.Вот почему при демонтаже необходимо выполнить планирование . Другое дело, что современные двигатели, работающие в крайне узком температурном диапазоне (часто на грани перегрева), имеют настолько герметичный блок и головку, что любая разборка головки, вне зависимости от причины, требует как минимум проверки прилегающих поверхностей, деформирующихся естественным образом .
Что такое главное планирование?
Процесс планирования представляет собой не что иное, как точное выравнивание поверхности, прилегающей к блоку цилиндров, с помощью фрезерного станка.В результате получается идеально гладкая поверхность. Это позволяет избежать ударов или вскрытия. Также стоит добавить, что эта операция обязательна при замене прокладки ГБЦ. Это необходимо, поскольку прилегающая поверхность должна быть гладкой и плотно прилегать.
Еще одно выполняемое действие — шлифовка головки. В результате можно повысить давление сжатия топлива. Это, в свою очередь, напрямую влияет на увеличение мощности двигателя.Конечно, после такой процедуры необходимы другие доработки, чтобы действительно получить большую мощность, а не, например, детонационное сгорание.
Что такое стук, детонационное сгорание?
Детонационное сгорание – одно из наиболее опасных нарушений процесса сгорания смеси в камере цилиндра. Это явление способно уничтожить…
Сколько стоит спланировать моторную головку?
В специализированных мастерских только планирование головки 4-цилиндрового двигателя стоит ок.
100–150 злотых. Многое зависит от состояния поверхности головы. Если обе плоскости  - верхняя и нижняя - параллельны, может быть и дешевле, но разница все равно 30-40 злотых. Цена на планирование 5- или 6-цилиндровой головки несколько возрастет, также есть небольшая разница в случае с 2- и 3-цилиндровыми головками, например, V-образные двигатели.Следуйте за нами в Новостях Google:
.Смотрите также
- Перевести атм в кпа
- Осаго для газели
- Помощь при спуске с горы как работает
- Что такое троение двигателя
- Счетчик оборотов колеса
- Как припарковаться задом на парковке
- Установка акустики
- Микроавтобусы всех марок
- Чем закрасить рыжики на автомобиле
- Состав для ремонта лобового стекла
- Синий проблесковый маячок преимущества
Абразивная обработка | Фрезеровщик или плоскошлифовальный станок? | Практик-механик
Глен Вассалло
Пластик
- #1
Привет всем, у меня есть возможность купить либо фрезерный станок, либо плоскошлифовальный станок, который я буду использовать исключительно для обработки поверхности головки блока цилиндров. Какой бы вы, ребята, предложили? Спасибо
тдмиджет
Алмаз
- #2
Ни то, ни другое. Получите подходящую машину, которую используют автомобильные магазины. В любом случае для этого потребуется большая машина, а время настройки — это убийца сделки. Специально построенные машины существуют по какой-то причине.
Рэй Бенер
Алмаз
- #3
Не уверен, насколько это правда, но мне сказали, что вам все равно не нужна гладкая поверхность стекла (шлифовальная машина). Прокладки ГБЦ продуваются легче.
старый кривошип
Запрещено
- #4
Головки цилиндров на что?
Колеса Тома
Титан
- #5
Головная мельница/шлифовальный станок автомобильного типа выполняет полную ширину головки за один проход и длину 6 цилиндров. Вам понадобится огромная мельница, чтобы сделать головку 10 x 60 дюймов. Время настройки просто убийственно, если на мельнице, на дробилке автомобильного типа, вы поместите головку лицевой стороной вниз на два блока, пара точек захватит отливку голову, удалите блоки, поднимите колесо и обрежьте по мере необходимости. Тип установки может быть 5 минут. Старые типы делали головку лицевой стороной вверх в установке типа ванны, время установки немного больше. но вы могли видеть низкие места, где лицевой стороной вниз ваши предыдущие измерения были всем, что у вас было, не снимая головы, чтобы посмотреть.0007
Забудьте плоскошлифовальную машину, не тот инструмент.
Теперь, если его голова мотоцикла становится сложнее.
Ричард Кинг
Алмаз
- #6
Задайте этот вопрос этим парням. Они специализируются на оборудовании для автомастерских. Поздоровайтесь с ними: Barks Equipment — Cape Girardeau, Миссури — Новое и подержанное оборудование для автомобильных мастерских Rich
греггв
Горячекатаный
- #7
Я не утверждаю, что все операции по шлифовке головы можно выполнять с помощью фрезы, размер зависит от размера, но если вы работаете с автомобильными машинами, фреза просто необходима. А потом сиденье и направляющая машина. Я разбогател на дешевом старом сидении Winona и машине с направляющими, в основном занимаясь Harleys, но немного и автомобилестроением. У меня был набор для резки сидений от Гудсона, Мира? (имя точно не помню)
Обработка с ЧПУ | шлифовка головок цилиндров | Практик-механик
Личо
Пластик
- #1
Я начинающий слесарь и новичок в шлифовке, хотя я изучал ее. Я хочу научиться шлифовать и шлифовать головки блока цилиндров, но мой учитель автомеханики, сам не слесарь, говорит, что нужно шлифовать за один проход огромной шлифовальной машиной, иначе, если сделать несколько проходов, останутся «линии». Я говорю о шлифовке на фрезерном станке мощностью 1,5 л.с., поскольку мой магазин и бюджет недостаточно велики для огромной машины. Для меня не имеет смысла, что если все остальное сделано правильно, то невозможно будет отшлифовать равномерно ровную поверхность более чем за один проход.
Юлси
Алмаз
- #2
Ваш учитель прав в том, что обычно используется большой однопроходный инструмент, но я не уверен, что он необходим на 100%.
Но ваша маленькая фреза мощностью 1,5 л.с., вероятно, не подходит для этой работы только потому, что большинство фрез типа Bridgeport не могут надежно обрабатывать большие плоские поверхности.
Личо
Пластик
- #3
спасибо за быстрый ответ и инфу. да, большие лучше, потому что один проход намного быстрее. Примерно через месяц я получу реактивный JMD-40GH в качестве шага вперед по сравнению с моей мини-фрезой Grizzly. я собираюсь много практиковаться b4 делать это за доллары, но если более мелкие мельницы ненадежны, я буду надеяться, что это сработает, но если это не так, я не буду открывать бизнес, делая ставки на самолет.
Личо
Пластик
- #4
, но просто чтобы убедиться, есть ли проблема с многопроходным шлифованием, создающим «линии»?
ДДуг
Алмаз
- #5
Личо сказал:
Я получаю реактивный JMD-40GH примерно через месяц в качестве шага вперед по сравнению с моей мини-фрезой Grizzly.
Нажмите, чтобы развернуть…
Возможно, вы захотите просмотреть заметку в общем разделе (где ваша тема должна быть
) о машинах Jet и Grizzly.
джон.к
Алмаз
- #6
Если вы столкнулись с современными головками из сплава TTY на игрушечном шлифовальном станке, работа должна быть выполнена на подходящей машине. …. Предполагая, что осталось достаточно запаса….. используемые жесткие прокладки не будут герметизировать в течение пяти минут, если лицо головы меньше идеального зеркала.
Юлси
Алмаз
- #7
Судя по тому, что я видел, машины для наплавки блоков и головок как бы специализированы для этой конкретной задачи. Например, шпиндель будет немного сдвинут, так что фреза будет резать только на передней стороне. Кроме того, часто требуется гораздо больше времени, чтобы настроить головки или что-то еще для резки, чем собственно обработка. Специальные машины будут иметь множество удобных приспособлений.
Милланд
Алмаз
- #8
Личо сказал:
Я новый слесарь и новичок в шлифовке, хотя я изучал ее. Я хочу научиться шлифовать и шлифовать головки блока цилиндров, но мой учитель автомеханики, сам не слесарь, говорит, что нужно шлифовать за один проход огромной шлифовальной машиной, иначе, если сделать несколько проходов, останутся «линии». Я говорю о шлифовке на фрезерном станке мощностью 1,5 л.с., поскольку мой магазин и бюджет недостаточно велики для огромной машины. Для меня не имеет смысла, что если все остальное сделано правильно, то невозможно будет отшлифовать равномерно ровную поверхность более чем за один проход.
Нажмите, чтобы развернуть…
Привет, не хочу вас ругать, но, похоже, вы смешиваете методы резки. Упомянутый вами станок является фрезерным станком (ну, почти) и обычно не используется для «шлифования», что представляет собой совершенно отдельный процесс по сравнению с фрезерованием (резка режущими инструментами). И это не бритье, хотя есть инструменты, называемые металлическими формовщиками, где это точное описание процесса.
Jet совершенно не подходит ни по размеру, ни по точности, ни по жесткости, ни по всем другим параметрам для наплавки головок цилиндров, если только вы не говорили о небольшом двигателе газонокосилки.
Вам нужно больше узнать о восстановлении двигателя в целом, машинах для этой цели и общих методах обработки. Много ищите и читайте в Интернете, особенно хорошо подобранные видео на YouTube.
жесткий рабочий
Запрещено
- #9
Автомобилестроение всегда было рыжеволосым пасынком машинного труда. Мой наплавочный станок работает на шарико-винтовой паре и использует одну полудюймовую круглую вставку pcd, четырехдюймовый шпиндель. Поверхностник слева.
Милланд
Алмаз
- #10
Отлично! Какова максимальная длина головы, которую вы можете сделать на нем? И есть ли небольшой наклон режущей головки, поэтому она режет только с одной стороны, или вы получаете штриховку?
КарбайдБоб
Алмаз
- #11
В таких машинах можно выровнять головку, но….
Вы будете ровной только на пути движения, и, поскольку вы, скорее всего, выйдете далеко на концах, имейте в виду, что большинство машин в этом диапазоне будут провисать при длинных выдвижениях .
Вам нужны фрезы большого диаметра, желательно в 1,5-3 раза больше ширины. Этот диаметр фрезы съедает много хода машины.
Два варианта фрез: мухобойка или фреза для алюминиевого корпуса. Во втором случае вы можете захотеть установить один инструмент «гордый» или высокий, или просто использовать одну вставку, что сделает его жестким мухоловком.
Головка/шпиндель станка не должна быть установлена горизонтально. Вы хотите только прикосновение глубоко на стороне входа.
Когда передняя часть резака выходит, все расслабляется, вам нужно достаточно повернуть, чтобы задний конец резака никогда не соприкасался.
Необходимое правое или левое вращение шпинделя создает небольшую вогнутость в пропиле, поэтому для чистового прохода требуется наименьшая возможная величина.
Поскольку вся работа выполняется на передней части фрезы, деталь не центрируется на станке.
Возможно, лучше обратиться в мастерскую, где есть все необходимое для выполнения такой работы.
Производственная работа такая разная, модные дорогие вещи и максимум 30-40 секунд на эту операцию.
Боб
Личо
Пластик
- #12
спасибо всем, что не ответили на вопрос о линиях. похоже, что многие из вас пропустили некоторые другие вещи, такие как ключевые слова «новый», «учиться», «практиковать». ..
заправщик
Пластик
- №13
К ОП.
Как уже было сказано, вы находитесь не в том месте для таких вещей.
Я автомеханик, теперь специализируюсь на ЧПУ. Я начал молодым, как и вы, так что примите это близко к сердцу.
Проблема с методом вертикальной мельницы:
1: Жесткость. Это можно сделать, но вы должны прыгать через некоторые обручи.
2: Если вы не специализируетесь на небольших двигателях, вам понадобится 54-дюймовый стол, чтобы иметь достаточный ход для использования однопроходной фрезы.
3: Предлагаю зайти сюда и потратить несколько часов на просмотр тредов. Speedtalk.com
Тонны дискуссий о том, как и какие инструменты, а также крепления.
На данный момент только читается в связи со скоропостижной смертью владельцев форума.
Также используйте Google, как это.> Сайт для поиска в Интернете: speedtalk.com
Это сузит круг вопросов, которые вы ищете.
Это трудный путь, но если это ваше дело, удачи вам.
Общая информация.
Нет ничего плохого в многократных проходах правильно откатанной машины. Квартира есть квартира.
Проблема в том, что где-то в прошлом наклоненная голова, разрез в один проход, и теперь у автомобильных парней прямо апоплексический удар, если они видят несколько проходов или обратный след.
Они не понимают или не хотят знать, что наклоненная голова оставляет чашевидную поверхность в направлении Y. Если все сделано правильно, это не так уж плохо, но многие машинисты могут не подумать о том, чтобы бросить линейку в этом направлении.
Лично я рекомендую накопить и найти Bed Mill. Тогда можно заняться серьезной работой.
Еще лучше, если он оборудован ЧПУ.
пластиковые мечты
Алмаз
- №14
Личо сказал:
спасибо всем, что не ответили на вопрос о линиях. Похоже, многие из вас пропустили некоторые другие вещи, такие как ключевые слова «новый», «учиться», «практиковать»…
Нажмите, чтобы развернуть…
Похоже, вы пропустили ту часть, что это место для профессионалов, а не для подунк, которые хотят быть машинистами-любителями с низкопробными машинами. ..
Фактическое шлифование поверхности может оставить линии, они практически неизмеримы.
Милланд
Алмаз
- №15
Личо сказал:
спасибо всем, что не ответили на вопрос о линиях. похоже, что многие из вас пропустили некоторые другие вещи, такие как ключевые слова «новый», «учиться», «практиковать»…
Нажмите, чтобы развернуть…
Что ж, некоторые из нас ничего не упомянули о «линиях», потому что реальная проблема заключалась в том, чтобы спрашивать о машине, настолько далекой от подходящей, что «линии» были бы наименьшей из ваших забот.
И мы пытаемся помочь. Это больше, чем немного раздражает, когда так много людей получают полезную информацию, но не понимают того, чего они не понимают, и поэтому чувствуют, что им приходится отвечать. Это бесполезно для вас, это только замедлит ваше обучение.
жесткий рабочий
Запрещено
- №16
Я могу безопасно пройти три фута. Голова наклоняется на два, при нажатии на переключатель поднимается на тридцать секунд, чтобы исключить перетаскивание. Когда я впервые купил его, мы немного поработали и отправили проверить, насколько он плоский, один более трех футов. Профилометр кажется более важным. Шпиндель четырехдюймовый, режущая головка — фут. Хорошо подходит для моего магазина с низкой арендной платой.
Милланд
Алмаз
- # 17
КарбайдБоб сказал:
На таких машинах можно шлифовать голову, но…
Нажмите, чтобы развернуть…
Ааааааааааааааааааааа Боб, ему в буквальном смысле лучше использовать большой лист наждачной бумаги и поверхность пластины, чем пытаться резать этой игрушкой.
Личо
Пластик
- # 18
Эй, спасибо не только за развенчание мифа, который был моей догадкой, у автомехаников их много, и за все хорошие советы (я знаю, что это будет сложно с множеством переменных), но еще больше спасибо за «Как уже было сказано, вы находитесь в неподходящее место для такого рода вещей. — Я начал молодым, как и вы, так что примите это близко к сердцу.» Классные слова.
Да, если бы я знал, что этот сайт недружелюбен к новичкам, как будто я собирался переделывать ИХ головки цилиндров и чинить их, ну, там есть много других сайтов. Я проверю скорость разговора.
Милланд
Алмаз
- # 19
рабочий жесткий сказал:
Я могу безопасно пройти три фута.
Нажмите, чтобы развернуть…
Спасибо за эту информацию. Могу я получить разъяснение или два? Когда вы говорите, что головка наклонилась на две, вы имеете в виду две тысячных от одной стороны 12-дюймовой фрезы до другой? Не может быть двух градусов, иначе поверхность будет слишком чашевидной (не так ли??).
А «тридцать секунд» — это когда шпиндель поднимается после прохода, чтобы не было шанса останова? Это должно быть из-за недостаточного хода, чтобы полностью снять голову с любой стороны с более длинной головой?
Д Нельсон
Нержавеющая сталь
- #20
Perfect
Отправлено с моего iPhone с помощью Tapatalk Pro
Оборудование для шлифовки днища и блока цилиндров
Нажмите здесь, чтобы узнать больше
Независимо от того, какой тип двигателя вы выполняете в своей мастерской (стандартный, производительный, дизельный, морской или любой другой), вам нужна способность для поверхностных головок и блоков. Поверхности деки на головках и блоках с большим пробегом часто покрыты коррозией, ямками, царапинами и/или деформированы, особенно если двигатель прорвал прокладку головки или перегрелся.
Наплавка обычно необходима для восстановления чистоты и плоскостности поверхности – оба эти фактора необходимы для двигателей последних моделей с прокладками головки цилиндров MLS (многослойная сталь). Наплавка также является обязательной для новых блоков, чтобы установить желаемую высоту деки и зазор поршня. Точно так же новые головки могут нуждаться в наплавке для достижения желаемой степени сжатия и обеспечения плоскостности.
Учитывая тот факт, что наплавка требуется для всех видов работ с двигателями, возникает вопрос, какое оборудование для наплавки необходимо иметь для обработки головок и блоков? Шлифовальные и ленточные шлифовальные машины — это очень старая школа по сравнению с потребностями современных двигателей. Влажное шлифование позволяет добиться высокого качества обработки поверхности, но это более грязный процесс по сравнению с сухим шлифованием, и он лучше работает с чугуном. Алюминий имеет тенденцию нагружать и забивать камни.
Что касается ленточной шлифовки, вы не можете добиться зеркальной поверхности, которую многие клиенты ожидают от головок последних моделей и высокопроизводительных головок. Кроме того, качество отделки сильно зависит от навыков оператора ленточной шлифовальной машины. Вот почему производители двигателей отошли от этих старых методов наплавки и в основном перешли к сухому фрезерованию. Это относительно быстрый и чистый процесс, способный обеспечить стабильную высококачественную отделку.
ВАРИАНТЫ ОБОРУДОВАНИЯ
Итак, если выбрать сухое фрезерование, какой тип наполнителя выбрать? Основные варианты выбора сводятся к покупке или аренде какого-либо специального фрезерного станка или переходу на многоцелевой обрабатывающий центр с ЧПУ, который может выполнять наплавку, растачивание, сверление, нарезание резьбы, снятие фасок и снятие зазоров, а также портирование головок цилиндров, если вы выберете полный 5-осевой станок с ЧПУ.
Универсальные обрабатывающие центры, очевидно, обладают широкими возможностями и устраняют необходимость в нескольких станках для выполнения отдельных функций, таких как наплавка и растачивание. Если вы устанавливаете мокрые гильзы в блоки и вам необходимо расточить цилиндры, многоцелевой станок может реально сэкономить время. На многоцелевом станке вы монтируете блок один раз для выполнения нескольких операций обработки, а не перемещаете его с одного станка на другой. Это экономит время на настройку и повышает точность, поскольку блок остается установленным в одном и том же креплении. Многоцелевая машина также может освободить ценное пространство в переполненном магазине.
Но есть некоторые компромиссы с многоцелевыми машинами. Большой из них заключается в том, что они стоят намного дороже, чем специализированный поверхностный слой. В зависимости от марки станка, его функций, элементов управления, инструментов и приспособлений вы можете потратить от 80 000 до 280 000 долларов и более на многоцелевой обрабатывающий центр с ЧПУ. Для сравнения, совершенно новый специализированный грунт от крупного поставщика будет стоить от 30 000 до 45 000 долларов. С другой стороны, если вам также нужна возможность сверлить блоки, сверлильный станок будет дополнительным расходом. Так что, если учесть тот факт, что многоцелевой станок избавляет от необходимости покупать шлифовальный станок и сверлильный станок, разница в цене не так уж велика.
Еще кое-что, что следует учитывать при выборе пути, это то, что многоцелевая машина может выполнять только одну работу за раз. В загруженном, крупносерийном магазине использование одной машины для выполнения всех операций может стать узким местом. С другой стороны, если у вас относительно небольшой цех с ограниченным объемом производства, покупка многоцелевого станка может быть более разумным шагом, чем покупка отдельного наплавочно-фрезерного станка и расточно-сверлильного станка. Конечно, вам еще понадобится хонинговальный станок для доводки цилиндров (если только вы не хонингуете блоки вручную по старинке с помощью дрели и точильных брусков) и клапанно-седельный станок для обработки направляющих и седел клапанов, и клапанный шлифовальный станок для перешлифовки бывших в употреблении клапанов (если только вы не покупаете новые или восстановленные клапаны).
Ваше решение о покупке снаряжения часто зависит от того, что, по вашему мнению, вы можете себе позволить. Вы хотели бы иметь первоклассный обрабатывающий центр с ЧПУ со всеми прибамбасами, но не можете оправдать вложение шестизначных сумм за объем работы, которую вы выполняете в настоящее время. Тем не менее, иногда вам приходится мыслить нестандартно и планировать, каким вы хотите видеть свой бизнес через пять лет.
Первоклассный 4- или 5-осевой обрабатывающий центр с ЧПУ сейчас может показаться дорогой роскошью для вашего бизнеса, но такой станок может помочь развитию вашего бизнеса в новых направлениях, открывая рыночные возможности, такие как портирование головок , работа с дизельным двигателем и даже неавтомобильная обработка.
Несколько лет назад мы опубликовали статью (выпуск журнала Engine Builder за май 2013 г.) об обрабатывающих центрах с ЧПУ и о том, как магазины используют этот тип оборудования для заработка. Многие из опрошенных нами мастерских сообщили нам, что более половины их бизнеса в настоящее время связано с изготовлением или механической обработкой на станках с ЧПУ, включая такие детали, как изготовленные на заказ детали для мотоциклов, эмблемы, крышки клапанов двигателей, ручки переключения передач и неавтомобильные изделия, такие как промышленные и горнодобывающие насосы. , морские детали и даже комплектующие для пушек. Этот тип работы часто обеспечивает значительно более высокую маржу и более высокую прибыль, чем традиционная работа с автомобильными машинами. Но это также требует нестандартного мышления, чтобы расширить свою клиентскую базу за пределы тех, кого вы обслуживаете сейчас.
НОВЫЙ ИЛИ Б/У?
Покупка бывшего в употреблении шлифовального станка или обрабатывающего центра, как правило, сэкономит вам много денег по сравнению с покупкой нового оборудования — при условии, что приобретаемое вами оборудование находится в хорошем состоянии и может выполнять работу такого качества, на которое рассчитывают ваши клиенты. Вам не нужно прилагать много усилий, чтобы найти хороший подержанный грунт за 12 000–20 000 долларов — или даже меньше, если вам посчастливилось стать единственным участником торгов на распродаже. Конечно, при покупке подержанного оборудования есть риски. Может быть некоторая неопределенность в отношении истинного состояния оборудования и его способности обеспечивать высококачественную точную отделку. Люфт в подшипниках шпинделя является распространенной проблемой старого подержанного оборудования. Вы также можете столкнуться с некоторыми проблемами при получении запасных частей в зависимости от возраста и марки оборудования. Так что пусть покупатель остерегается, если вы покупаете подержанный грунт.
Если вы решили купить новое оборудование (что порадует наших рекламодателей), мы советуем вам купить качественную машину у поставщика с известной маркой, который имеет устоявшуюся репутацию в отрасли и который будет там, чтобы обеспечить поддержку клиентов, если вам нужны запчасти или обслуживание позже.
Остерегайтесь недорогих «экономичных» поверхностных буров, которые импортируются из Китая и других оффшорных производителей. По словам одного поставщика, у которого мы взяли интервью, в этих недорогих грунтовочных машинах используются устаревшие технологии, дешевые компоненты и легкая конструкция, и они, по сути, являются «хламом» по сравнению с тем, что доступно от известных поставщиков.
«Этим машинам не хватает жесткости и качества, чтобы выдерживать высокую производительность. Они не прослужат 20 лет, как качественно сделанная машина, и они не способны производить высококачественную отделку, которая необходима для современных двигателей. Удачи в приобретении запчастей или обслуживании этих машин, если они вам нужны», — сказал он.
Хотя некоторые «восстановленные» бывшие в употреблении грунтовочные машины продаются с ограниченной гарантией, гарантия обычно не такая хорошая, как на новое оборудование. Поддержка клиентов также может быть ограничена или отсутствовать, если вы решите купить подержанный, а не новый.
ЧТО НУЖНО ИСКАТЬ
Все поставщики, с которыми мы связались для написания этой статьи, согласились с тем, что определенные функции абсолютно необходимы для наплавки блоков и головок на последних моделях и высокопроизводительных устройствах. Станок, который был спроектирован с нуля до поверхности автомобильных блоков и головок, будет лучше соответствовать потребностям типичного производителя двигателей, чем станок, который изначально был разработан для общепромышленного использования или для шлифования.
Качественный наплавочный станок будет иметь достаточную мощность для высокоскоростной наплавки CBN или PCD. Старое оборудование, предназначенное для измельчения, может оказаться неэффективным при переоборудовании для измельчения.
Большинство шлифовальных станков в настоящее время имеют шарико-винтовую подачу, обеспечивающую плавное и стабильное движение заготовки или режущей головки.
Грунтовочная машина должна быть достаточно большой, чтобы работать со всеми головками и блоками автомобилей и легких грузовиков, а также с некоторыми дизельными головками большой грузоподъемности. Если вы делаете сверхмощные дизельные блоки и головки, купите машину, которая имеет дополнительную мощность для обработки крупногабаритных отливок.
Ищите приспособление, позволяющее быстро, легко и точно монтировать головки и блоки для наплавки. Время – деньги, и если вам придется 30 минут возиться с установкой и выравниванием головки или блока на станке, это снизит производительность и рентабельность. Базовое крепление, которое поставляется с некоторыми европейскими поверхностями, хорошо работает с головками OHC, но не так хорошо с американскими головками V8 и V6 с толкателем. Возможно, вам придется купить дополнительное крепление для зажима различных типов головок и блоков, которые поступают в вашу мастерскую.
Крепление является таким же важным фактором при принятии решения о покупке, как и сама машина. Платы блоков должны быть наплавлены параллельно осевой линии основного отверстия коленчатого вала так же, как головки верхнего распредвала должны быть вырезаны параллельно отверстиям распредвала верхнего распредвала. Крепеж должен обрабатывать множество различных отливок и надежно удерживать эти отливки, чтобы их можно было обработать точно и с высокой степенью точности.
Фрезы поставляются с различными типами режущих головок. Производители транспортных средств обычно используют оборудование для наплавки с многорезцовыми фрезами, чтобы сократить время обработки. Тем не менее, большинство производителей двигателей вторичного рынка используют простую фрезу с одной насадкой для фрезерования головок и блоков, даже если фреза поставляется с двумя насадками. Почему? Потому что быстрее и проще настроить или заменить один бит, чем заменить и выровнять два бита. Режущая головка с одной фрезой может выполнять такую же работу, как и фреза с двумя или более фрезами, при условии, что вы используете правильную скорость фрезы и подачу. Многие современные высокоскоростные наплавщики могут изготовить головку блока цилиндров менее чем за две минуты.
Большинство поставщиков рекомендуют использовать биты CBN для чугуна и биты PCD для алюминия. CBN может резать оба типа металла, как и карбид, но алюминий имеет тенденцию прилипать как к CBN, так и к карбиду. Если стружка прилипнет к наконечнику инструмента и попадет на поверхность, это повредит отделку и может вызвать проблемы с уплотнением при установке головки. Нанесение легкого слоя воска или смазки (например, WD-40) на заготовку перед фрезерованием алюминия может уменьшить проблему прилипания при использовании CBN или карбида, но использование PCD обычно работает лучше.
Лучшее в мире оборудование для наплавки не обеспечит высококачественную отделку, если сверла затупились или скорость подачи слишком высока по сравнению с числом оборотов режущей головки. Алюминий может отжигаться и размягчаться при перегреве, поэтому он может резаться не так чисто, как новая отливка.
Наиболее поздние модели головок верхнего распредвала могут быть обработаны лишь в небольшом количестве. Удаление металла с поверхности деки опускает головку на блоке и замедляет синхронизацию кулачка. Вскрытие также увеличивает степень сжатия, что может привести к проблемам с детонацией в некоторых двигателях. Следовательно, если головка деформирована, ее следует сначала выпрямить, чтобы свести к минимуму количество металла, которое необходимо фрезеровать для восстановления плоскостности.
Деформированные головки OHC обычно изогнуты посередине. Головку можно выпрямить, поместив прокладки под концы головки, а затем закрепив головку болтами на жесткой стальной пластине, пока отверстия кулачка не станут прямыми. Нагрев головки в духовке помогает процессу выпрямления, но не нагревайте головку слишком сильно (более 450 градусов), потому что это может привести к отжигу и размягчению головки. После того, как отверстия кулачка станут прямыми, головку можно отвинтить от пластины и при необходимости отшлифовать.
Окончательный чистовой срез на любой головке не должен превышать 0,001 дюйма. Шаг грубой наплавки, за которым следует этап окончательной наплавки, даст лучшую отделку, чем попытка снять слишком много металла за один проход.
Многие двигатели последних моделей требуют высококачественной зеркальной отделки поверхности в диапазоне от 10 до 30 RA, а для некоторых может даже указываться однозначный номер RA. Если ваше оборудование для наплавки не может достичь таких показателей, вам необходимо модернизировать свое оборудование для наплавки.
Многие прокладки головок MLS на вторичном рынке поставляются с более толстым покрытием, чем оригинальные прокладки MLS, что позволяет выдерживать шероховатость до 60 RA. Тем не менее, вы должны стремиться к заводскому качеству поверхности, а не полагаться на производителя прокладок, чтобы компенсировать плохое качество поверхности.
Если возможно, попробуйте несколько конкурирующих грунтовочных машин или многоцелевых машин, прежде чем покупать что-либо. Продавцы оборудования всегда стремятся завершить продажу, но они также должны позволить вам опробовать их оборудование, чтобы вы могли сами решить, подходит ли оно вам и вашему бизнесу. Если элементы управления сложны или запутаны, если что-то кажется неудобным или трудным в использовании, если инструменты или крепления не подходят для головок и блоков, которые вы часто используете в своей мастерской, возможно, это не та машина. для тебя.
Перед покупкой также важно узнать об обучении (при необходимости), гарантийном обслуживании и поддержке клиентов, а также о вариантах финансирования.
Плоское шлифование и фрезерование
Новая фрезерная машина AZ SM13M
New AZ Best Seller Machine для нового R/A Finish в сегодняшнюю игру
* SM13M
* Тяжелая фрешет ПРОИЗВОДИТЕ ЖЕЛАЕМУЮ ОТДЕЛКУ ДЛЯ
НОВЫЕ ДИЗЕЛЬНЫЕ И БЕНЗИНОВЫЕ ДВИГАТЕЛИ
* МОЩНОСТЬ КОЛОННЫ ВВЕРХ И ВНИЗ ДЛЯ ПОМОЩИ ОПЕРАТОРУ ДОСТИГНУТЬ НУЖНУЮ ВЫСОТУ
* ОЧЕНЬ МЕЛКАЯ МИКРОМЕТРИЧЕСКАЯ РУЧКА УПРАВЛЕНИЯ ПОДАЧЕЙ ИНГРЕМЕНТА
* УСОВЕРШЕНСТВОВАННАЯ ПОВОРОТНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ С ПРЕДОХРАНИТЕЛЬНЫМИ УСТРОЙСТВАМИ
* HEAVY CAST I CAST I ВЫСОКАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И КОНСТРУКЦИИ
ЦЕНА $42,000 + GST
ПРОДАНО НА 10 ЕДИНИЦ БОЛЬШЕ ПРИНИМАЮТСЯ ЛЮБЫЕ РЕКОМЕНДАЦИИ ПОЖАЛУЙСТА, ЗВОНИТЕ
СТАНОК ДЛЯ ЗАТОЧКИ ГОЛОВКИ И БЛОКА VSM 850
7
* ОДНОФАЗНОЕ ПИТАНИЕ, ЧТО ВЫ МОЖЕТЕ ИСПОЛЬЗОВАТЬ ДОМА ИЛИ В ЛЮБОМ МЕСТЕ
* РЕГУЛИРУЕМАЯ СКОРОСТЬ ФРЕЗЕРОВАНИЯ 300-1200 ОБ/МИН С ЦИФРОВЫМ ДИСПЛЕЕМ ДЛЯ НАИЛУЧШЕЙ ЧЕРТОВОЙ ОБРАБОТКИ
* РЕГУЛИРУЕМАЯ ПОДАЧА СТОЛА С ШАРИКОВЫМ СЕРВОКОНТРОЛЛЕРОМ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ОТДЕЛКИ BOLWSC 91 * 90 МИКРОМЕТРИЧЕСКОЕ ПОСТОЯННОЕ ДВИЖЕНИЕ ВВЕРХ И ВНИЗ
* ФРЕЗЕРНАЯ ГОЛОВКА ВНЕШНИЙ ДИАМЕТР 330 мм С КРУГЛЫМИ НАКОНЕЧНИКАМИ CBN И PCD ДЛЯ ЛЕГКОГО СНЯТИЯ МАТЕРИАЛА
* МАКС. ПЕРЕМЕЩЕНИЕ СТОЛА 1115 мм, МОЩНОСТЬ ФРЕЗЕРОВАНИЯ, ДЛИНА 850 мм X 330 мм, ШИРИНА И ИЗМЕРИТЕЛЬ ШИРИНЫ
* ЦИФРОВОЙ ИНДИКАТОР ДЛЯ ФРЕЗЕРОВАНИЯ
* ТЯЖЕЛОЕ ЧУГУННОЕ ДЛИННОЕ ОПОРНОЕ ОСНОВАНИЕ ДЛЯ РАЗМЕЩЕНИЯ ТЯЖЕЛЫХ БЛОКОВ И КОНСТРУКЦИЙ
* ОКРУЖЕННЫЕ ПАНЕЛИ И ЗАНАВЕСКИ ДЛЯ ПРЕДОТВРАЩЕНИЯ СТРОКИ НА ОПЕРАТОРЕ И ПОЛЕ
* СТОЛ С Т/ПАЗОМ И ПАРА Т/ПАРАЛЛЕЛЕЙ, МАКС. ВЫСОТА ЗАГОТОВКИ 430 мм
* ONE SHOT OILING SYSTEM
НАЧАЛЬНАЯ ЦЕНА 18 000 долл. США + налог на товары и услуги
ДОПОЛНИТЕЛЬНЫЙ ПРИСПОСОБЛЕНИЕ ДЛЯ ГОЛОВКИ ЦИЛИНДРОВ 2 000 долл. США + налог на товары и услуги С ЭТОЙ СДЕЛКОЙ0827
УНИВЕРСАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРНЫХ ИЛИ ШЛИФОВАЛЬНЫХ СТАНКОВ
* ПОЛНОЕ ОБРАТНОЕ ПЕРЕМЕЩЕНИЕ С ТОЧНОЙ РЕГУЛИРОВКОЙ ДЛЯ ВЫРАВНИВАНИЯ РАБОТЫ
* КУЛАЧКОВЫЙ БОЛТ ТОЧНАЯ РЕГУЛИРОВКА ДЛЯ ВЫРАВНИВАНИЯ ПО ВЫСОТЕ ОТ КОНЦА ДО КОНЦА РАБОТЫ ДЛЯ ОБРАБОТКИ ОБЕИХ СТОРОН
* ГОЛОВКИ ЦИЛИНДРОВ
* V / БЛОКИ ДВИГАТЕЛЕЙ
* КОЛЛЕКТОРЫ
ЦЕНА 2500 + GST
НОВЫЙ ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК AZNEWSP1600Y
НОВЫЙ ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ И БЕНЗИНОВЫЙ ДВИГАТЕЛЬ AZ
* МОДЕЛЬ SP1600Y
* ГИДРАВЛИЧЕСКИЙ СТОЛ ДЛЯ ПРОИЗВОДСТВА ТОЧНОЙ И ЖЕЛАЕМОЙ ОБРАБОТКИ ДЛЯ НОВОГО И
ДИЗЕЛЬНЫЙ И БЕНЗИНОВЫЙ ДВИГАТЕЛЬ * УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ ПОВОРОТАМИ
* ТЯЖЕЛАЯ КОНСТРУКЦИЯ ЧУГУН
ПРОДАНО 8 ЛЮБЫЕ РЕКОМЕНДАЦИИ ДОБРО ПОЖАЛОВАТЬ
ЦЕНА НА ИМПОРТ ОДНОЙ В ДОЛЛАРАХ . …………. ПОЖАЛУЙСТА, РАЗМЕСТИТЕ ЗАКАЗ, ЕСЛИ ВЫ ХОТИТЕ ОДНУ
Extra CBN & PCD Cutter $
Новый AZ Surface Grinder & Miller SP1300G
Новый AZ Surface Grinder & Miller
* Модель SP1300G
* Переменная гидраулика для получения для финиша New и Deseel Enneroles
19191919191 *.
* МОЩНАЯ КОЛОННА ВВЕРХ И ВНИЗ ДЛЯ ПОМОЩИ ОПЕРАТОРУ В ДОСТИЖЕНИИ НУЖНОЙ ВЫСОТЫ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ ПОВОРОТОМ
* ТЯЖЕЛАЯ КОНСТРУКЦИЯ ЧУГУНА
ЦЕНА $
ДОПОЛНИТЕЛЬНЫЙ РЕЗАК CBN & PCD $
продано 7 единиц любые рекомендации, пожалуйста, кольцо
Новый AZ Surface Grinder & Miller SM13
Новый AZ Surface Grinder & Miller
* Model SM13
* Тровель ДВИГАТЕЛИ
* МОЩНОСТЬ КОЛОННЫ ВВЕРХ И ВНИЗ, ЧТОБЫ ПОМОЧЬ ОПЕРАТОРУ ДОСТИГНУТЬ НУЖНУЮ ВЫСОТУ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ ПОВОРОТОМ
* ТЯЖЕЛАЯ ЧУГУННАЯ И ВЫСОКАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И ВЫСОКИХ КОНСТРУКЦИЙ.
Цена $
Extra Cbn & PCD Cutter $
Проданный 7 Блок
New AZ Miller SM10M Heavy Duty Machine
New AZ Miller Heavy Duty CBN-PCD Machine
* Model SM10 9029 * * СТАБИЛЬНАЯ ТОЧНОСТЬ ПРИВОД ШАРИКОВО-ВИНТОВОГО СТОЛА, КОТОРЫЙ МНОГИЕ СПЕЦИАЛИСТЫ ПО РЕКОНСТРУКЦИИ ДВИГАТЕЛЕЙ ОТМЕЧАЛИ, КОГДА УВИДЕЛИ РЕЗУЛЬТАТЫ, ПОЛУЧЕННЫЕ НА ЭТОЙ МАШИНЕ.0291 * ВЫСОКАЯ ТЯЖЕЛАЯ ЛИТАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И ПРИГОТОВЛЕНИЙ.
Цена $
Продано 6 единиц
Новый AZ Grinder & Miller SP1000G
Новый AZ Grinder & Miller
* Model SP1000G
* Переменная таблица Traverse Tofficed для получения пожелания для New Diesel & Petrol
* Trable Travers Travers Traveled для финиша New Diesel & Petrol
111111111111111111111111. * МОЩНОСТЬ КОЛОННЫ ВВЕРХ И ВНИЗ, ЧТОБЫ ПОМОЧЬ ОПЕРАТОРУ ДОСТИГНУТЬ НУЖНУЮ ВЫСОТУ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ У ВАШИХ ПАЛЬЦЕВ
* ВЫСОКАЯ ТЯЖЕЛАЯ ЛИТАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И ЗАГОТОВОК.
PRICE $
SOLD 5 UNIT
NEW AZ S330R SURFACE GRINDER & MILLER
NEW AZ SURFACE GRINDER & MILLER
* MODEL S330R
* TWO SPEED AUTO AND MANUAL WORK HEAD TRAVERSE
* TWO SPEED SPINDLE ROTATION
* БАК ДЛЯ ВОДЫ И БРЫЗГОВЫЕ КРЫШКИ
* КОМПАКТНАЯ, БЫСТРАЯ И ЛЕГКАЯ ПРИБЫЛЬНАЯ МАШИНА.
ЦЕНА $
ПРОДАНО 5
ШЛИФОВАЛЬНАЯ МАШИНА
ШЛИФОВАЛЬНАЯ МАШИНА
* МОДЕЛЬ NSG 125
* Однофазная машина
* Движение Wind Up & Down
* Magnetic Lever Action Chuck
* Шлифовальное колесо 125 мм O.D
Цена $ 2800 + GST
Schulco Manifold Grinder
12 -дюймовый шлифовальный колес , КАМЕННОЕ ПОДЪЕМНОЕ КОЛЕСО С РУЧКОЙ БЛОКИРОВКИ ПОЛОЖЕНИЯ, НЕ ТРЕБУЕТСЯ ВРЕМЯ НАСТРОЙКИ ИЛИ КВАЛИФИЦИРОВАННЫЙ РАБОТНИК, ХОРОШИЙ СОЗДАТЕЛЬ ДЕНЕГ.
ПРОДАН ЕЩЕ ОДИН ОДИН В НАЛИЧИИ
ЦЕНА 2700 долл. США + НДС В НАЛИЧИИ
НАБОР WINFIELD ДЛЯ ЗАМЕНЫ ПОВЕРХНОСТИ ГОЛОВОК ЦИЛИНДРОВ
НОВЫЙ ПРИСПОСОБЛИТЕЛЬ WINFIELD ДЛЯ ЗАМЕНЫ ПОВЕРХНОСТИ ГОЛОВОК ЦИЛИНДРОВ МЕНЕЕ ЧЕМ ЗА 2 МИНУТЫ, 2 ПОЛНОСТЬЮ РЕГУЛИРУЕМЫЕ ПРИСОЕДИНЯЮЩИЕ ГОЛОВКИ С ГИДРАВЛИЧЕСКИМИ РУЧКАМИ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ, РАСПОЛОЖЕННЫМИ НА ПРИСОЕДИНЯЮЩИХ ГОЛОВКАХ, ДЛЯ ВКЛЮЧЕНИЯ ПРЕДВАРИТЕЛЬНО ВЫБРАННЫХ ГИДРАВЛИЧЕСКИХ ГОЛОВОК, ПОДХОДЯЩИХ К СИСТЕМЕ ГОЛОВОК НЕОБЫЧНОЙ ФОРМЫ, ОЧЕНЬ БЫСТРЫЙ ЗАЖИМ ПРИСПОСОБЛЕНИЕ ДЛЯ ГОЛОВ V6 — V8, ДВЕ ОПОРНЫЕ ЦЕПИ, 1 ПАРА ПАРАЛЛЕЛЕЙ T/SLOT, 1 ПАРА V/БЛОКОВ.
ВРЕМЯ УСТАНОВКИ СТОИМОСТЬ Цена 9 500 долларов США + налог на товары и услуги
ZANROSSO БОЛЬШАЯ МОЩНАЯ ШЛИФОВАЛЬНАЯ МАШИНА
Очень большой Zanrosso ESA 30 Модель модели гидравлическая поверхностная шлифовальная машина и фрезерная машина
* Вы можете переключиться на функцию автоматического цикла поверхностного цикла, чтобы обеспечить подачу таблицы и автоматическое раскрывающееся шлифовальное направление к машине много глубины разреза на свои собственные
* Панель управления качанием
* КНОПОЧНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ПОДАЧА ВВЕРХ ИЛИ ВНИЗ С ШАРИКОВОЙ КОЛОННОЙ
* СЕГМЕНТНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ДИАМЕТР 450 мм
* 3-Х СКОРОСТНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА 145 — 300 — 960 ОБ/МИН
* ШЛИФОВАЛЬНАЯ ГОЛОВКА
* Дополнительное дополнительное фрезерование
* Гидравлическая переменная таблица подача
* Поверхностные шлифовки приближаются до 2200 мм
* Шлифовальная головка до таблицы расстояние 1150 мм
* Очень быстрый воздушный пневметический фиксированный запорный джиг
* Сплеша СПЕЦИАЛЬНОЕ МАГНИТНОЕ ОЧИСТИТЕЛЬНОЕ СРЕДСТВО ДЛЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
* РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЦЕНА $37 000 + GST
ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ МАШИН TECHNODUE
СОВЕРШЕННО НОВАЯ ЧУГУННАЯ ФРЕЗЕРНАЯ НАСАДКА С НОВЫМ НАКОНЕЧНИКОМ
ДЛЯ ФРЕЗЕРОВАНИЯ БОЛЬШИХ ГОЛОВОК ЦИЛИНДРОВ.
ЦЕНА $780 + НДС
Проверка, шлифовка и ремонт головок цилиндров
Сервисное обслуживаниеКомпания «Моторы и Трансмиссия» создала сеть станций технического обслуживания и складов во всех регионах Беларуси.
+375 17 358-20-99
(Полная занятость)
г.Минск, ул.Гурского, 15/6
посмотреть на карте
Инженеры-технологи Двигателей и Трансмиссий выполняют испытания, шлифовку и ремонт блоков цилиндров грузовых автомобилей, автобусов, грузовых автомобилей и т.д. другая энергонасыщенная техника. Все работы с головками цилиндров выполняются на специализированной станции технического обслуживания, оснащенной современным станком SERDI (США). Наши инженеры на СТО обладают отличной профессиональной квалификацией и обеспечивают быстрое и качественное выполнение работ.
Перечень услуг и цены:
| 1 | Услуги по проверке и фрезерованию ГБЦ (демонтаж клапанов, очистка (промывка, продувка сжатым воздухом, обезжиривание), испытание системы охлаждения ГБЦ, фрезерование плоскости, притирка клапанов, сборка) | |
| 1. 1 | Головка блока цилиндров 1 цилиндр, L до 300 мм | 71,40 руб. |
| 1,2 | Головка блока цилиндров от 2 до 5 цилиндров, L до 600 мм | 100,80 руб. |
| 1,3 | Головка блока цилиндров от 5 до 6 цилиндров, L до 900 мм | 142,80 руб. |
| 1,4 | Головка блока цилиндров на 6 цилиндров, L от 900 до 1100 мм | 142,80 руб. |
| 2 | Разборка, сборка ГБЦ | |
| 2.1 | Демонтаж, монтаж 1 клапана | 4,20 руб. |
| 2,2 | Демонтаж, монтаж 1 свечи | 4,20 руб. |
| 2,3 | Демонтаж, монтаж 1 форсунки | 4,20 руб. |
| 2,4 | Демонтаж 1 шпильки | 4,20 руб. |
| 3 | Очистка (промывка, продувка сжатым воздухом, обезжиривание) | |
| 3.1 | Головка блока цилиндров 1 цилиндр, L до 300 мм | 16,80 руб. |
| 3,2 | Головка блока цилиндров от 2 до 5 цилиндров, L до 600 мм | 21,00 руб. |
| 3,3 | Головка блока цилиндров от 2 до 5 цилиндров, L до 600 мм | 33,60 руб. |
| 3,4 | Головка блока цилиндров на 6 цилиндров, L от 900 до 1100 мм | 42,00 руб. |
| 4 | Проверка системы охлаждения ГБЦ | |
| 4.1 | Головка блока цилиндров 1 цилиндр, L до 300 мм | 29,40 руб. |
| 4.2 | Головка блока цилиндров от 2 до 5 цилиндров, L до 600 мм | 37,80 руб. |
| 4,3 | Головка блока цилиндров от 5 до 6 цилиндров, L до 900 мм | 67,20 руб. |
| 4,4 | Головка блока цилиндров на 6 цилиндров, L от 900 до 1100 мм | 105,00 руб. |
| 5 | Фрезерование головки блока цилиндров параллельной плоскостью | |
| 5. 1 | Фрезеровка алюминиевой ГБЦ | |
| 5.1.1 | Головка блока цилиндров 1 цилиндр, L до 300 мм | 29,40 руб. |
| 5.1.2 | Головка блока цилиндров на 4 цилиндра | 42,00 руб. |
| 5,2 | Фрезерование чугунной ГБЦ | |
| 5.2.1 | Головка блока цилиндров 1 цилиндр, L до 300 мм | 29,40 руб. |
| 5.2.2 | Головка блока цилиндров от 2 до 5 цилиндров, L до 600 мм | 37,80 руб. |
| 5.2.3 | Головка блока цилиндров от 5 до 6 цилиндров, L до 900 мм | 67,20 руб. |
| 6 | Притирка клапана (1 шт.) | |
| 7 | Дополнительные услуги | |
| 7.1 | Замена седла клапана | 42,00 руб. |
| 7,2 | Замена направляющей клапана на развертку направляющей | 42,00 руб. |
| 7,3 | Замена направляющей клапана без расширителя направляющей | 21,00 руб. |
| 7,4 | Замена заглушки в чугунной ГБЦ (с изготовлением) | 42,00 руб. |
| 7,5 | Замена заглушки в чугунной ГБЦ (без изготовления) | 21,00 руб. |
| 7,6 | Замена чашки пробки | 42,00 руб. |
| 7,7 | Нарезание резьбы | 16,80 руб. |
| 7,8 | Смещение резьбы | 4,20 руб. |
| 7,9 | Восстановление потока | 42,00 руб. |
| 7.10 | Зенковка рабочего конца седла клапана | 4,20 руб. |
Средство для шлифовки Comec RP1000 для головок цилиндров и блоков легковых и грузовых автомобилей
Blaaksedijk 30
4793RN, Fijnaart
the Netherlands
Mon – Fri 8:00 – 17:00
Sat – Sun – Closed
Call us Today
+31 168 464461
Call us Today
+31 168 464461
Станок для шлифовки Comec RP1000 представляет собой машину для шлифовки головок цилиндров и блоков легковых и грузовых автомобилей, а также всех плоских поверхностей, требующих чистовой и точной сопряженной поверхности.
ч
Все детали машины, такие как основание, стол, колонна и головка, изготовлены из чугуна с широким оребрением высшего качества, что обеспечивает высокую жесткость и прочность.
Подача стола осуществляется с помощью шарико-винтовой передачи с рециркуляцией, которая обеспечивает исключительную точность даже при малых скоростях подачи. Преобразователь частоты, управляющий винтом, прикреплен к моторедуктору, чтобы обеспечить различную скорость подачи, которую можно широко регулировать с помощью потенциометра.
Другой инвертор регулирует скорость шпинделя, чтобы получить идеальную скорость резания в любое время и в соответствии с различными системами резания, такими как абразивные сектора для шлифования чугунных или алюминиевых головок цилиндров с предварительными камерами, инструмент для шлифовки алюминия. или резцедержатель из CBN-PCD для высокоскоростной шлифовки.
Удобно расположенный цифровой дисплей показывает скорость вращения.
Для простого и безопасного использования машины все команды управления расположены на вращающейся панели управления, которую можно настроить под каждого оператора. Кроме того, для получения эффективного продукта стандартное оборудование станка включает в себя быстрое перемещение головки, эффективную систему охлаждения с отстойником и узел правки круга с алмазным устройством правки.
По запросу также доступны полезные аксессуары, такие как регулируемое установочное приспособление для головок цилиндров, монтажный комплект V-образного блока, вращающаяся опорная тарелка для шлифования маховиков, фрикционных дисков сцепления или тормозных дисков.
Характеристики шлифовального станка Comec RP1000
| Ход стола | 1070 мм |
| Макс. длина заготовки | 895 мм |
| Максимальная ширина заготовки | 355 мм |
| Мин.-макс. высота заготовки | 125÷545 мм |
| Полезная поверхность стола | 920×210 мм |
| Диаметр сегментного шлифовального круга | 355 мм (14 дюймов) |
| Регулируемая скорость вращения головки | 300÷1500 об/мин |
| Переменная скорость перемещения стола | 0÷1500 мм/мин |
| Главный двигатель | 4,0 кВт (M 2,2 кВт) |
| Двигатель стола | 0,75 кВт |
| Двигатель быстрой подачи головки | 0,18 кВт |
| Двигатель насоса охлаждающей жидкости | 0,10 кВт |
| Размеры (ДхШхВ) | 1680x1140x1850 мм |
| Вес | 1015 кг |
Стандартное оборудование
- Регулируемая скорость шпинделя с цифровой индикацией
- Регулируемая подача стола
- Стол с шарико-винтовой передачей
- Быстрая моторизованная подача головки
- Ручной/непрерывный/автоматический режимы работы
- Панель управления поворотом
- Брызгозащитный кожух с поликарбонатным экраном
- Пара параллельных опор с зажимами
- Смазка для направляющих
- Набор ключей
- Руководство по эксплуатации
ТОЛЬКО ШЛИФОВАЛЬНАЯ ВЕРСИЯ:
- Шлифовальный круг Ø 355 мм, состоящий из сегментов для чугуна (10 шт. ) и режущего инструмента
- Холодильная установка с насосом и отстойником
- Устройство для правки шлифовального круга
- Эмульгируемая жидкость
ТОЛЬКО ВЕРСИЯ M:
- RP1361 Фрезерная пластина CBN/PCD/ALP
- UT1330 Державка для пластин 1/2”CBN/PCD
- UT1355 Вставка 1/2” CBN для чугуна
Аксессуары и запчасти
PVA015
Регулируемое универсальное крепление с параллелями
PV0015
Регулируемое универсальное крепление 900 с монтажной пластиной RP1361
CBN/PCD/ALP Диам. 355 мм (14 дюймов)
UT0018
Алюминий с держателем инструмента с предкамерной вставкой
UT0023
Державка для пластин 3/8” CBN/PCD
UT0014
ЗАПУСКАЯ Вставка для UT0017 (10 шт.)
UT1320
3/8 ”CBN/PCD Вставка вставки
UT1355
1/2” CBN Insert Insert для Cast1355
1/2 ”CBN Insert для Cast1357