
Гильзы цилиндров
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Гильзы называются мокрыми (рис. 1, б), если они омываются охлаждающей жидкостью с наружной стороны, или сухими (рис. 1, в), если они установлены в предварительно расточенный цилиндр блок-картера. Мокрые гильзы цилиндров применяются в большинстве автотракторных двигателей: А-41 (рис. 42), Д-240 (рис. 1, а ) , 24Д (рис. 1, г). Сухие гильзы применяются при ремонте цилиндров. Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.
Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
Уплотнение головки блока цилиндров двигателя с поступательно движущимися поршнями
Авторы патента:
ХЕРИБЕРТ КУБИС
ЙОЗЕФ ВИНТЕР
F02F11 — Устройство уплотнений в двигателях внутреннего сгорания (поршневые кольца F02F 5/00, уплотнения как таковые F16J)
Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
 Цель изобретения — повышение надежности уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров . Оба уплотняющих элемента выполнены из пассивного материала. Уплотняющий элемент расположен в углублении буртика гильзы цилиндра и нагружается путем затяжки болтов головки блока цилиндров в определенной зоне сверх предела текучести материала. С одной стороны предусмотрена в головке блока цилиндров против углубления буртика гильзы цилиндра круговая канавка, а с другой стороны углубление или круговая канавка, или круговая перемычка. Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала . 4 з.п.ф-лы. 5 ил. сл С
Цель изобретения — повышение надежности уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров . Оба уплотняющих элемента выполнены из пассивного материала. Уплотняющий элемент расположен в углублении буртика гильзы цилиндра и нагружается путем затяжки болтов головки блока цилиндров в определенной зоне сверх предела текучести материала. С одной стороны предусмотрена в головке блока цилиндров против углубления буртика гильзы цилиндра круговая канавка, а с другой стороны углубление или круговая канавка, или круговая перемычка. Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала . 4 з.п.ф-лы. 5 ил. сл ССОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (5!)5 F 02 F 11/00
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБ ЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К ПАТЕНТУ (21) 4356289/06 (22) 18. 08.88 (31) P 3727598.4 (32) 19.08,87 (33) DE (46) 23.06.91. Бюл.%23 (71) Ман Нуцфарцойге ГМБХ (0Е) (72) Хериберт Кубис и Йозеф Винтер (DE) (53) 621.43 (088.8) (56) Авторское свидетельство СССР по зая вке М 3610147, кл. F 02 F 11/00, опублик, 1986, (54) УПЛОТНЕНИЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ С ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ПОРШНЯМИ (57) Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
08.88 (31) P 3727598.4 (32) 19.08,87 (33) DE (46) 23.06.91. Бюл.%23 (71) Ман Нуцфарцойге ГМБХ (0Е) (72) Хериберт Кубис и Йозеф Винтер (DE) (53) 621.43 (088.8) (56) Авторское свидетельство СССР по зая вке М 3610147, кл. F 02 F 11/00, опублик, 1986, (54) УПЛОТНЕНИЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ С ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ПОРШНЯМИ (57) Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
Цель изобретения — повышение надежности
Изобретение относится к уплотнениям головок блоков цилиндров для двигателей с поступательно движущимися поршнями.
Цель изобретения — повышение надежности уплотнения.
На фиг.1 показано уплотнение между головкой блока цилиндров и гильзой цилиндра или блоком-картером, причем первый уплотняющий элемент имеет центрирующий выступ; на фиг.2 — первый уплотняющий элемент, имеющий на внутреней поверхности три равномерно расположенных шипа; на фиг. 3 — разрез А — А на фиг.2: на фиг. 4 — разрез Б — Б на фиг,2; на фиг.5— уплотнение, где углубление буртика гильзы цилиндра имеет круговую перемычку и уп. Ж 1658826 A3 уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров. Оба уплотняющих элемента выполнены из пассивного материала.
4 — разрез Б — Б на фиг,2; на фиг.5— уплотнение, где углубление буртика гильзы цилиндра имеет круговую перемычку и уп. Ж 1658826 A3 уплотнения. Уплотнение состоит из уплотняющего элемента в зоне гильзы цилиндра и уплотняющего элемента в зоне блока цилиндров. Оба уплотняющих элемента выполнены из пассивного материала.
Уплотняющий элемент расположен в углублении буртика гильзы цилиндра и нагружается путем затяжки болтов головки блока цилиндров в определенной зоне сверх предела текучести материала, С одной стороны предусмотрена в головке блока цилиндров против углубления буртика гильзы цилиндра круговая канавка, а с другой стороны углубление или круговая канавка, или круговая перемычка. Благодарая этому уплотняющий элемент гильзы цилиндра в зоне своего наружного и внутреннего периметра нагружается сверх предела текучести материала. 4 з.п.ф-лы, 5 ил. лотняющий элемент имеет центрирующую канавку, разрез.
Уплотнение установлено между головкой блока 1 цилиндров и гильзой 2 цилиндра или блоком-картером.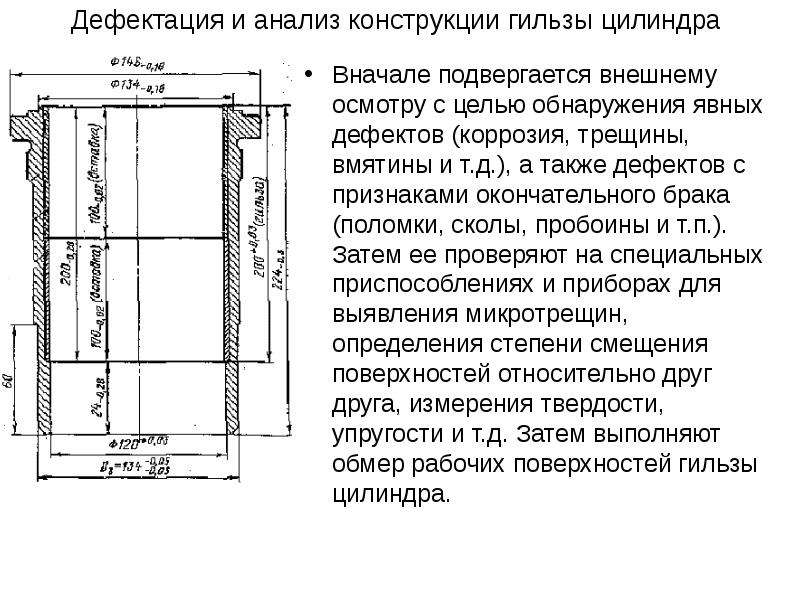 При этом используется первый уплотняющий элемент
При этом используется первый уплотняющий элемент
3 или отдельно от него(между ними находится канал для отвода просочившегося газа) второй уплотняющий элемент 4. Оба уплотняющих элемента 3 и 4 выполнены из массивного металла, предпочтительно чугуна, Гильза 2 цилиндра опирается с помощью буртика 5 на корпус блока 1. Поверхность б ртика 5 гильзы 2 цилиндра со стороны головки блока 1 цилиндров имеет со стороны камеры сгорания огнестойкий краевой выступ 6, Примыкающая к нему радиально
1658826 снаружи эона имеет кольцеобразное углубление 7, в которое установлен первый уплотняющий элемент 3. Этот уплотняющий элемент в неспрессованном состоянии (изображено штрихпунктирной линией) имеет
Т-образное поперечное сечение. Поверхность основания 8 (опорная эона первого уплотняющего элемента) углубления 1 имеет в средней зоне круговую канавку 9. В этой канавке центрируется неспрессованный первый уплотняющий элемент с помощью имеющегося на нижней стороне этого уплотняющего элемента шипа 10. Напротив канавки 9 — незначительное поперечное смещение ввиду допусков на ширину канавки. а также допусков на фиксирование головки блока цилиндров. В днище головки блока 1 цилиндров также прорезана круговая канавка 11. При деформировании уплотнения в результате затягивания болтов кромки 12 канавок 9 и 11 врезаются в первый уплотняющий элемент 3, причем последний в зоне наложения на внутренние и наружные периферийные участки одновременно деформируется сверх границы текучести материала и благодаря толщине остаточной поверхности уплотнения (второй уплотняющий элемент 4 в зоне блока) и пространству О в основании 8 углубления осаживается относительно торцовой поверхности 13 блока на заданный размер.
Напротив канавки 9 — незначительное поперечное смещение ввиду допусков на ширину канавки. а также допусков на фиксирование головки блока цилиндров. В днище головки блока 1 цилиндров также прорезана круговая канавка 11. При деформировании уплотнения в результате затягивания болтов кромки 12 канавок 9 и 11 врезаются в первый уплотняющий элемент 3, причем последний в зоне наложения на внутренние и наружные периферийные участки одновременно деформируется сверх границы текучести материала и благодаря толщине остаточной поверхности уплотнения (второй уплотняющий элемент 4 в зоне блока) и пространству О в основании 8 углубления осаживается относительно торцовой поверхности 13 блока на заданный размер.
Увеличение радиального расширения первого уплотняющего элемента 3 наружу и внутрь происходит относительно беспрепятственно, так как благодаря ненагруженным периферийным зонам отсутствует увеличивающее работу по изменению формы опорное воздействие. Одновременно глубины Т и Тк (с одной стороны на опорной поверхности 8 и с другой стороны на поверхности днища головки блока 1 цилиндров) прорезания канавок 9 и 11 выбираются так, что можно беспрепятственно осуществлять осаживание до середины уплотняющего элемента, так как после прессования на дне канавок 9 и 11 остаются пустые пространства 14 и 15.
Благодаря запрессовыванию уплотняющего элемента в канавки 9 и 11 образуется прилегание боковых поверхностей с геометрическим замыканием между первым уплотняющим элементом 3 и головкой блока 1 цилиндров, а также гильзой 2 цилиндра, которое совместно с опорными поверхностями в направлении силы прессования образует лабиринтное уплотнение с целью обеспечения уплотнения, исключающего прорыв газов. Кроме того, благодаря предлагаемому уплотнению образуется улучшенное соединение гильзы 2 цилиндра и
55 головки блока 1 цилиндров, которое противодействует поперечному перемещению гильзы цилиндра, обусловленному переменным нормальным давлением поршня, В первом уплотняющем элементе 3 с целью уменьшения производственных затрат отказываются от центрирующего шипа
10 для фиксации уплотняющего элемента 3 в канавке 9 гильзы 2 цилиндра. Необходимое фиксирование первого уплотняющего элемента 3 осуществляется с помощью трех равномерно распределенных по внутренней окружности центрирующих выступов
16, Последние обеспечивают необходимое для свободного расширения внутрь в результате деформирования первого уплотняющего элемента расстояние относительно огнезащитного краевого высгупа 6 I ильзы 2 цилиндра.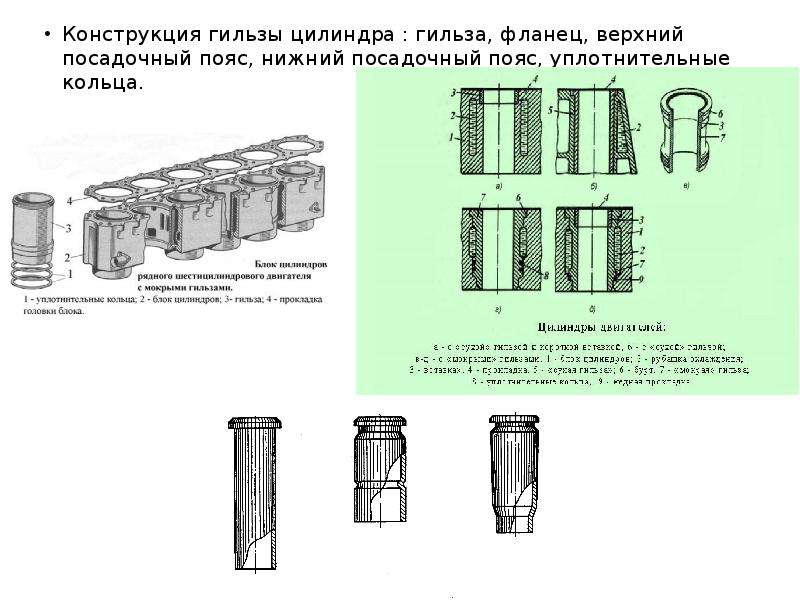 Вследствие отсутствия центрирующего шипа 10 расположенные примерно одна против другой канавки 9 и 11 гильзы 2 цилиндра и головки блока 1 цилиндров могут выполняться одинаковой глубины врезания.
Вследствие отсутствия центрирующего шипа 10 расположенные примерно одна против другой канавки 9 и 11 гильзы 2 цилиндра и головки блока 1 цилиндров могут выполняться одинаковой глубины врезания.
На наружной и внутренней зонах торцовой поверхности 8 углубления 7 в буртике гильзы цилиндра выполнены выточки 17, которые облегчают свободное радиальное изменение формы первого уплотняющего элемента наружу и внутрь в процессе текучести материала первого уплотняющего элемента.
При выполнении первого уплотняющего элемента с тремя равномерно расположенными шипами на внутренней поверхности (фиг.2) уменьшаются производственные затраты.
Вместо канавки 9 на торцовой поверхности 8 углубления буртика гильзы 2 цилиндра может находиться круговая перегородка 18 (фиг.5), которая расположена примерно по середине напротив радиально более широкой канавки 11 в головке блока 1 цилиндров. Центрирование уплотняющего элемента 3 осуществляется или с помощью выступов 16, или с помощью выдавленной или выточенной канавки 19, в которую входит перегородка 18 при установке первого уплотняющего элемента 3.
Перемычка 18 на торцовой поверхности
8 углубления гильзы 2 цилиндра вызывает еще более выраженную деформацию первого уплотняющего элемента 3 с более глубоким проникновением в канавку 11 в головке блока 1 цилиндров. Таким образом достигается увеличенное прилегание к боковым поверхностям канавки 11 и перемычки 18 с геометрическим замыканием и тем самым улучшение лабиринтного уплотнения. В этом случае канавка 11 даже после прессо1658826 вания заполняется не полностью, остается пустое пространство 15 и деформирование уплотняющего элемента 3 в диапазоне текучести материала происходит только по наружному и внутреннему периметру элемента.
Фог,»ула изобретения
1. Уплотнение головки блока цилиндров двигателя с поступательно движущимися поршнями, состоящее из первого уплотняющего элемента, расположенного между буртиком с выступом на верхней торцовой поверхности гильзы цилиндра с огнезащитным краевым выступом и головкой блока цилиндров, и второго уплотняющего элемента, расположенного между блоком цилиндров и головкой блока цилиндров, причем оба уплотняющих элемента выполнены из массивного металла, а первый уплотняющий элемент установлен в про гочке, выполненной на верхней торцовой поверхности буртика гильзы цилиндра, опирающегося на внутреннюю поверхность блока цилиндров, за огнезащитным краевым выступом гильзы цилиндра, причем толщина 0 второго уплотняющего элемента и расстояwe U между образующими верхних торцовых поверхностей буртика гильзы цилиндра и блока цилиндров выбраты с учетом ограничения процесса текучести первого уплотняющего элемента при его деформации, о тличаeщееся тем, что, с целью повышения надежности уплотнения, на торцовых поверхностях головки блока цилиндров и буртика гильзы цилиндра выполнены кольцевые канавки, расположенные одна против другой с возможностью их частичного
5 заполнения материалом деформированного первого уплотняющего элемента для плотного беззазорного сопряжения последнего с кольцевыми канавками.
2. Уплотнение по п.1, о т л и ч а ю щ е е10 с я тем, что на первом уплотнительном элементе со стороны гильзы цилиндра выполнен центрирую ций шип, сопряженный с поверхностью круговой канавки буртика гильзы цилиндра.
15 3. Уплотнение по п.1, о т л и ч а ю щ е ес я тем, что на обращенных одна к другой торцовых поверхностях первого уплотняющего элемента и буртика гильзы цилиндра выполнены соответственно кольцевая ка20 навка и выступ для центрирования и плотного беззазорного сопряжения первого уплотняющего элемента с буртиком гильзы цилиндра, 4. Уплотнение по пп.1 — 3, о т л и ч а ю25 щ е е с я тем, что внутренняя поверхность первого уплотняющего элемента снабжена равномерно расположенными центрирующими выступами.
5. Уплотнение по пп 1 — 4, о т л и ч а ю30 ц е е с я тем, что на торцовой поверхности буртика гильзы цилиндра по внешнему и внутреннему его диаметрам выполнены кольцевые выточки.
1658826
Фиг. 2
4 — A
12 0 15
1658826
7 8 IZ 18 19 12
Составитель А.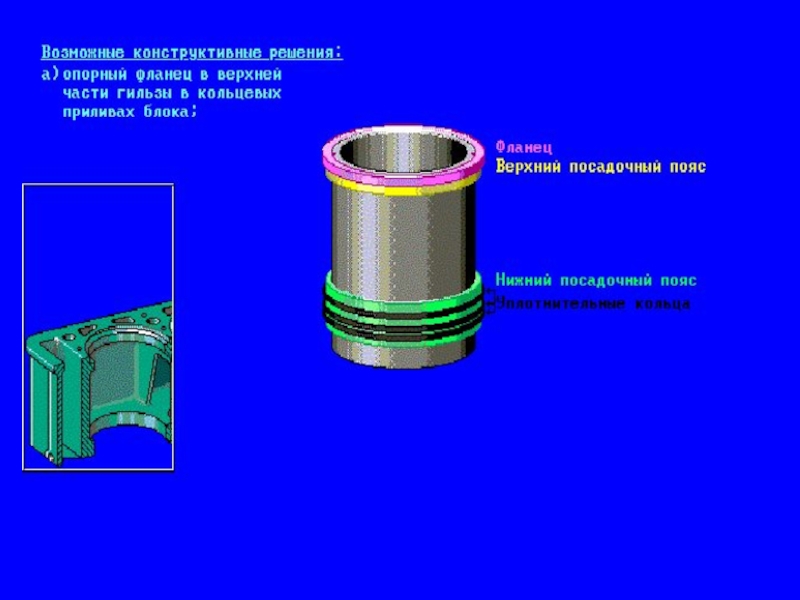 Гладких
Гладких
Техред M.Ìoðãåíòàë Корректор Т.Палий
Редактор И.Горная
Производственно-издательский комбинат «Патент», г, Ужгород, ул.Гагарина, 101
Заказ 1725 Тираж 357 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Похожие патенты:
Двигатель внутреннего сгорания // 1615419
Плоское уплотнение и способ его получения // 1549488
Двигатель внутреннего сгорания с жидкостным охлаждением // 1495481
Уплотнение стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания // 1481451
Уплотнение выпускного коллектора многоцилиндрового двигателя внутреннего сгорания // 1357608
Уплотнительное устройство для штока выхлопного клапана двигателя внутреннего сгорания // 1312220
Уплотнение газового стыка // 1312219
Изобретение относится к области двигателестроения и позволяет повысить надежность уплотнения стыка путем уменьшения тепловой и механической напряженности защитного кольца
Способ уплотнения цилиндропоршневой группы двигателя внутреннего сгорания и устройство для его осуществления // 1237782
Прокладка головки блока цилиндров двигателя внутреннего сгорания // 1213233
Гильза цилиндра двухтактного двигателя внутреннего сгорания // 1199966
Цилиндропоршневая группа // 2103534
Изобретение относится к области машиностроения, в частности двигателестроения, а именно к уплотнениям цилиндро-поршневых групп двигателей внутреннего сгорания
Уплотнитель крышки клапанов двигателя внутреннего сгорания // 2138666
Изобретение относится к области машиностроения, а именно к уплотнителям свечных колодцев крышек клапанов двигателей внутреннего сгорания, и позволяет повысить надежность уплотнения крышек клапанов, упростить конструкцию крышек и облегчить установку уплотнителей при сборке
Способ уплотнения рабочих камер роторного двигателя // 2146013
Изобретение относится к энергетике, преимущественно к роторным двигателям
Двигатель внутреннего сгорания // 2164307
Изобретение относится к области машиностроения, в частности к изготовлению двигателей
Уплотнение камеры сгорания двигателя внутреннего сгорания (варианты) // 2232280
Изобретение относится к области машиностроения, в частности двигателестроения, и может быть применено в устройствах с камерами, находящимися под переменным давлением, где необходимо сохранение плотности стыка уплотнения крышек или лючков
Способ работы и устройство двигателя внутреннего сгорания // 2240434
Изобретение относится к машиностроению, в частности двигателестроению, и предназначено преимущественно для использования на автомобильном транспорте
Уплотнение газового стыка между цилиндром и крышкой цилиндра двигателя внутреннего сгорания // 2240436
Изобретение относится к области двигателестроения и может быть использовано в конструкциях уплотнений газового стыка между цилиндром и крышкой цилиндра ДВС
Цилиндро-поршневая группа // 2277180
Изобретение относится к машиностроению и может быть использовано в цилиндро-поршневых группах (ЦПГ) поршневых машин и ДВС
Прокладка под головку блока цилиндров двигателя внутреннего сгорания // 2319847
Изобретение относится к области машиностроения, в частности к конструктивному выполнению прокладки для уплотнения двух неподвижных относительно друг друга поверхностей в узлах двигателя автомобилей, работающих в агрессивных средах (бензин, техническое масло, отработанные газы и др. )
)
Металлическая прокладка // 2326255
Изобретение относится к двигателестроению и может быть использовано в качестве уплотнения между головкой блока цилиндров и блоком двигателя
Техническая характеристика: Процедуры установки гильзы цилиндра
t не только увеличивают рабочий объем, но также повышают прочность и надежность. Комплекты для переоборудования с мокрыми гильзами доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8, таких как двигатели Chevy LS.
Советы по установке сухих втулок
Одно из наиболее важных решений, которое вам придется принять при установке сухих втулок, — это насколько посадка с натягом подходит для конкретного применения. Алюминиевые блоки имеют большее тепловое расширение, чем чугунные блоки, поэтому они обычно (но не всегда) требуют большей посадки с натягом, чтобы втулки не двигались. Но сколько помех?
Ответы будут различаться в зависимости от того, кого вы спросите. Различные поставщики рукавов давали нам разные рекомендации. Один сказал, что большинству алюминиевых блоков обычно требуется посадка с натягом от 0,003 дюйма до 0,004 дюйма между бесфланцевыми втулками и блоком, чтобы удерживать втулки на месте. Если блок может принимать фланцевую втулку, то вмешательство может вообще не понадобиться.
Различные поставщики рукавов давали нам разные рекомендации. Один сказал, что большинству алюминиевых блоков обычно требуется посадка с натягом от 0,003 дюйма до 0,004 дюйма между бесфланцевыми втулками и блоком, чтобы удерживать втулки на месте. Если блок может принимать фланцевую втулку, то вмешательство может вообще не понадобиться.
Другой сказал, что от 0,0015″ до 0,003″ посадки с натягом — это все, что вам нужно для большинства алюминиевых блоков, и если вы превысите 0,004″, вы, вероятно, деформируете блок. Искажение отверстия плохо, потому что оно не позволяет отверстию быть круглым, когда вы его затачиваете. Это, в свою очередь, будет препятствовать хорошему уплотнению колец и допускать потери при сжатии и прорыв газов ни то, ни другое не хорошо для выбросов или производительности.
Один из поставщиков сказал, что они полностью изменили свое отношение к посадке с натягом для некоторых алюминиевых двигателей. Муфты могут быть установлены с минимальным вмешательством (от 0,0005 дюйма до 0,001 дюйма) и зафиксированы на месте с помощью анаэробного герметика.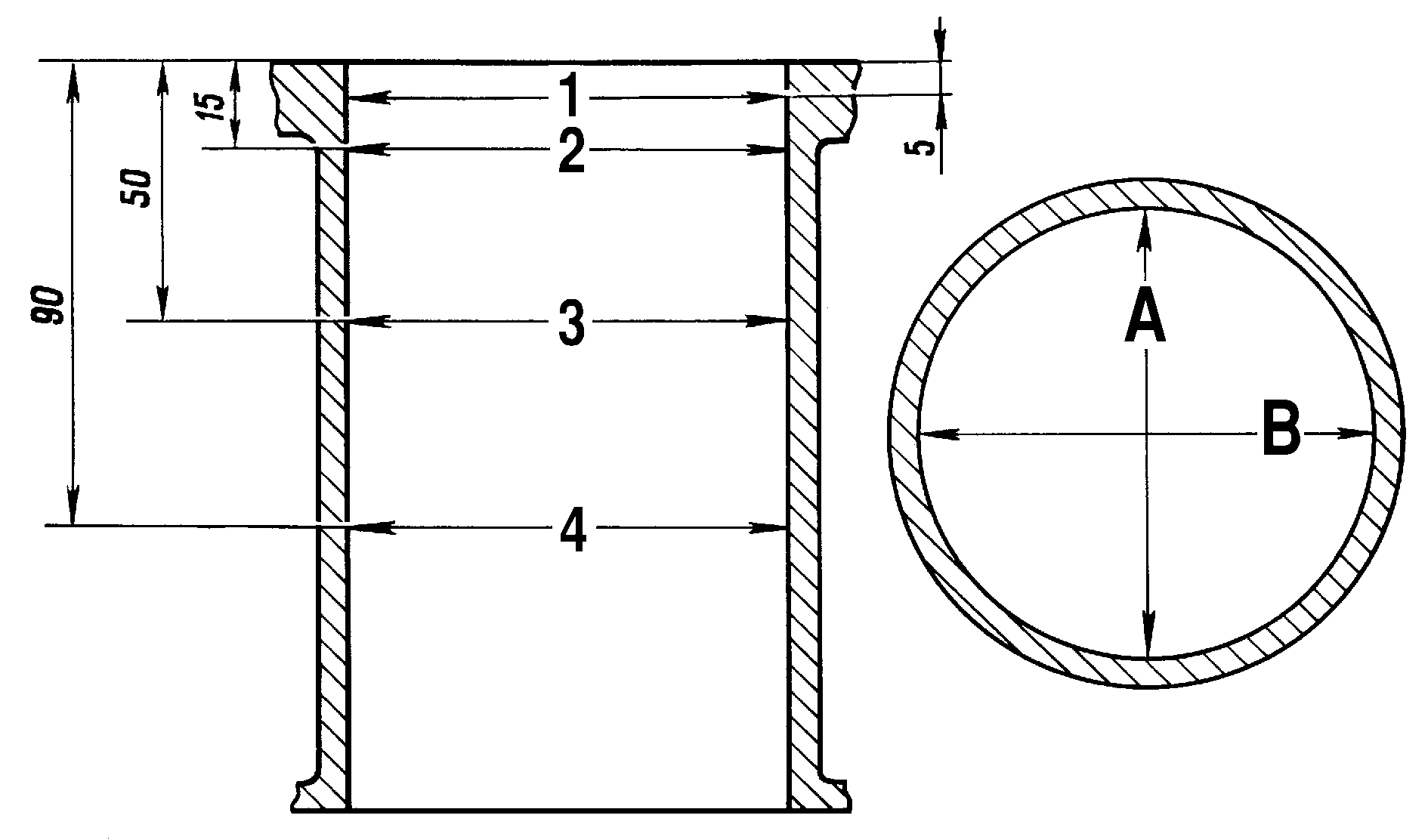 Герметик, такой как Loctite 518, наносится на нижнюю треть цилиндра, чтобы удерживать его на месте и предотвращать миграцию масла между нижним концом втулки и блоком. Все, что попадает между втулкой и блоком (будь то масло, нагар или даже воздух) может помешать хорошей теплоотдаче.
Герметик, такой как Loctite 518, наносится на нижнюю треть цилиндра, чтобы удерживать его на месте и предотвращать миграцию масла между нижним концом втулки и блоком. Все, что попадает между втулкой и блоком (будь то масло, нагар или даже воздух) может помешать хорошей теплоотдаче.
Общая рекомендация по установке сухих бесфланцевых втулок для чугунных блоков с водяным охлаждением заключается в использовании посадки с натягом от 0,0015 до 0,002 дюйма. Одним из советов, позволяющих упростить установку втулки и улучшить теплопередачу, является слегка отшлифовать цилиндр с помощью зернистости № 280 после того, как он был расточен для установки втулки. Более гладкая поверхность внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
Для некоторых двигателей малого рабочего объема с воздушным охлаждением (например, для мотоциклов и небольших двигателей) может потребоваться посадка с большим натягом, поскольку цилиндры работают при более высоких температурах.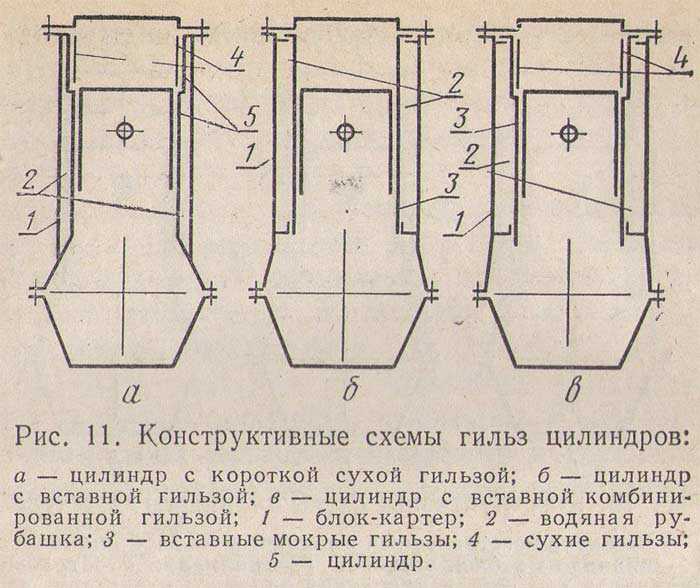 Мы слышали о производителях двигателей, использующих посадки с натягом от 0,006 дюйма до 0,008 дюйма, чтобы втулки оставались на месте.
Мы слышали о производителях двигателей, использующих посадки с натягом от 0,006 дюйма до 0,008 дюйма, чтобы втулки оставались на месте.
Еще кое-что, о чем следует помнить, это то, что если вы вставляете втулку только в один поврежденный цилиндр в блоке для его ремонта, втулка может несколько деформировать соседние цилиндры, особенно если вы используете большую посадку с натягом. Результатом могут быть проблемы с уплотнением колец, потери компрессии и прорыв газов в соседних цилиндрах.
Один из способов свести к минимуму или скорректировать искривление отверстия цилиндра — использовать пластины крутящего момента при растачивании и хонинговании блока. На самом деле, торсионные пластины могут потребоваться на многих тонкостенных блоках (с гильзами или без них) для достижения действительно хорошей круглой и прямой поверхности отверстия. Установите стопорную пластину и прокладку головки на блок, затем затяните болты головки в соответствии со спецификацией перед хонингованием.
Измерение интерференции
Для точного определения интерференции необходимы два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке. Для измерения этих размеров вам понадобится точный микрометр наружного диаметра и микрометр внутреннего диаметра или нутромер.
Измерьте рукав сверху, посередине и снизу. Запишите числа. Затем поверните рукав на 90 градусов и снова измерьте. Усредните вместе все эти числа, чтобы рассчитать средний внешний диаметр втулки. Чем круглее рукав, тем лучше.
Затем проделайте то же самое с каналом ствола. Измерьте верх, середину и низ, затем поверните нутромер или идентификационный микрофон на 90 градусов и повторите. Опять же, усредните числа вместе. Как и раньше, чем круглее и прямее отверстие, тем лучше. Размеры внутреннего диаметра отверстия должны быть меньше, чем размеры наружного диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из наружного диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки, а затем вбить его в брусок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не были такими важными, как сегодня, но такой процедуре установки не место в современных механических мастерских.
Рекомендуемый способ установки втулок – охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002 дюйма. Упаковка их сухим льдом или опрыскивание жидким азотом уменьшит их еще больше, обычно на 0,003 дюйма или около того. Это часто позволяет гильзам опускаться без особых усилий или без них, что снижает риск повреждения или деформации гильз. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, облегчив установку. Если вам нужно приложить усилие, чтобы вставить втулку на место, используйте оправку, чтобы запрессовать ее. Не бейте по ней молотком!
Не бейте по ней молотком!
Вот еще один совет производителям высокопроизводительных двигателей: снимите напряжение с блока после установки гильз. Это можно сделать, установив блок на вибростол и позволив ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в течение длительного медленного цикла замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить их деформацию.
Финишная обработка цилиндров
После установки втулок внутреннюю часть цилиндра можно обработать в соответствии со спецификациями. Для правильной посадки и герметизации колец требуется безопасная для колец отделка. Под дружественным к кольцам мы подразумеваем покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода обкатки. Для большинства последних моделей и двигателей с высокими эксплуатационными характеристиками это означает финишное плато.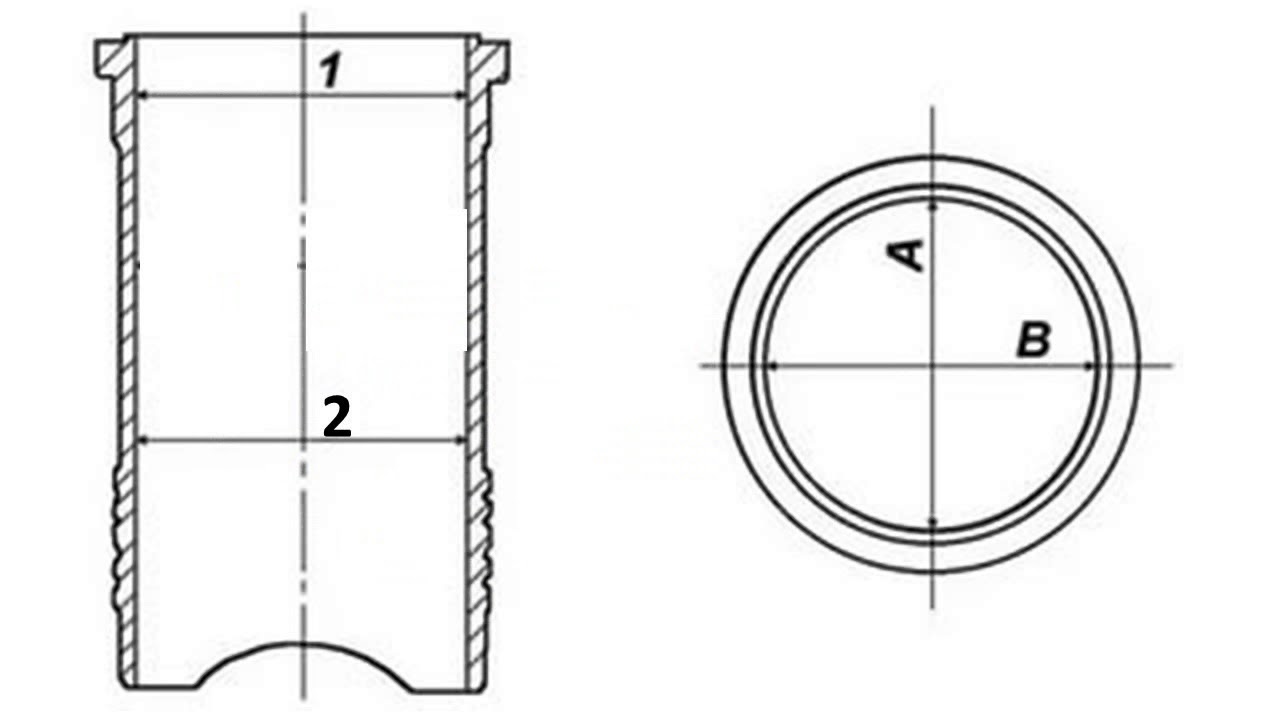
Плоскостная отделка отверстия — это то, что все типы колец в конечном итоге производят, когда они полностью установлены, поэтому чем ближе отверстие может быть предварительно обработано до состояния, подобного плато, тем меньше будут изнашиваться кольца и цилиндры при обкатке двигателя, тем лучше кольца будут герметизироваться с самого начала, и тем дольше они прослужат.
Для молибденовых колец можно использовать двухэтапный процесс хонингования для получения гладкой поверхности. Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры отшлифованы алмазными камнями, вы можете доработать отверстия более мелким алмазом, мелкозернистым керамическим абразивом или щеткой.
Если вы не наносите гладкую поверхность на цилиндры, хонингование камнями из карбида кремния № 220 хорошо работает с простыми чугунными или хромированными кольцами. Используйте камни с зернистостью № 280 для колец с молибденовым покрытием или камни с зернистостью № 320–400 для молибденовых колец, если двигатель предназначен для гонок или производительности.
Используйте камни с зернистостью № 280 для колец с молибденовым покрытием или камни с зернистостью № 320–400 для молибденовых колец, если двигатель предназначен для гонок или производительности.
После хонингования цилиндров не забудьте промыть их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может быстро испортить новый набор колец.
Мокрые гильзы дизельного двигателя
Если вы восстанавливаете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не имеет значения. Большинство таких вкладышей представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны обратить пристальное внимание на состояние расточенных отверстий в блоке, чтобы вкладыши правильно поддерживались, особенно если двигатель уже был перестроен ранее. Если расточенное отверстие, поддерживающее фланец гильзы, повреждено или подверглось коррозии, его необходимо будет заново обработать, чтобы надлежащим образом поддерживать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может привести к набуханию уплотнения, что помешает правильной посадке вкладыша.
Если старые гильзы имеют сильный налет извести или накипи снаружи, следует очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне вкладышей, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров, изготовленные из высокопрочного чугуна с индукционной закалкой или из какого-либо другого высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя. Вкладыш хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным, чтобы прокладка головки блока цилиндров обеспечивала надлежащее уплотнение. Если одна гильза цилиндра расположена выше, чем в соседних цилиндрах, это может повлиять на герметичность.
Если одна гильза цилиндра расположена выше, чем в соседних цилиндрах, это может повлиять на герметичность.
Методы уплотнения головки цилиндров | High Performance Academy
Уплотнение головки цилиндров — это то, что на стандартном двигателе со стандартными компонентами не представляет большой проблемы. Однако когда определенные уровни мощности увеличиваются, это совсем другая история, когда уплотнение головки цилиндров становится ограничивающим фактором того, какое давление наддува и, следовательно, мощность может производить ваш двигатель. В этой статье вы прочтете об общих вариантах прокладок головки блока цилиндров, шпилек и уплотнительных колец, которые помогут вам принять обоснованное решение о методе уплотнения головки блока цилиндров.
В этой статье: Что происходит, когда ваша прокладка выходит из строя? | Композитная прокладка OE | Прокладка МЛС | Медные прокладки | головные шпильки | Использование уплотнительных колец с прокладкой MLS | Газонаполненные уплотнительные кольца | W-кольцо | Алюминиевые бронзовые уплотнительные кольца | Конструкция блока цилиндров и головки цилиндров | Мониторинг уплотнения прокладки головки | Заключение
Что происходит, когда выходит из строя прокладка головки блока цилиндров?
Требуется всего лишь несколько тысячных дюйма изгиба головки цилиндров или блока цилиндров, вызванного высоким наддувом и большой мощностью, чтобы прокладка протекла и вызвала сброс давления сгорания из камеры сгорания, что обычно затем пробивается в систему охлаждения.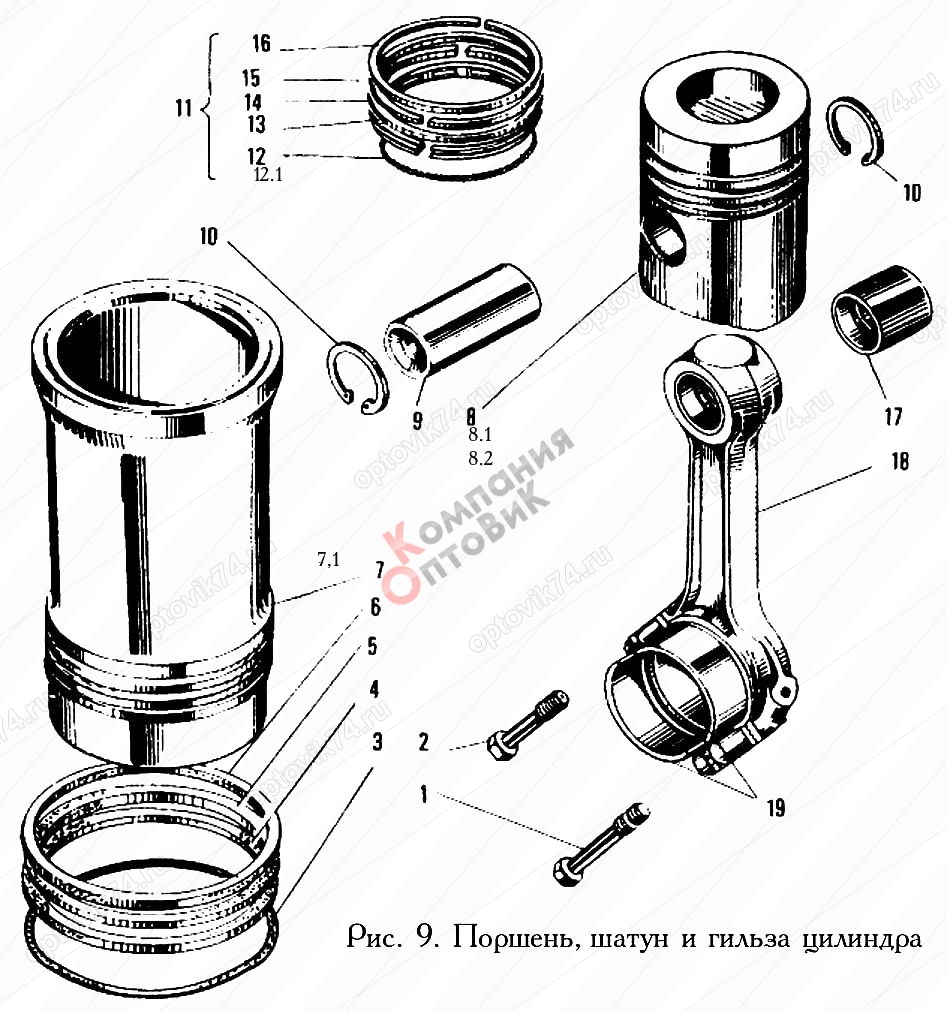 Когда это происходит, система охлаждения не справляется с повышенным давлением, открывается байпас в крышке радиатора и охлаждающая жидкость выталкивается в перелив. Если это происходит в течение длительного периода времени, вы, конечно, можете получить перегрев двигателя, а в крайних случаях могут быть получены значительные повреждения блока цилиндров и головки, как показано выше. Даже не требуется большая утечка в течение длительного периода времени, чтобы вызвать такой тип повреждения, на самом деле, это довольно распространено, особенно в двигателях с метанолом с высоким наддувом.
Когда это происходит, система охлаждения не справляется с повышенным давлением, открывается байпас в крышке радиатора и охлаждающая жидкость выталкивается в перелив. Если это происходит в течение длительного периода времени, вы, конечно, можете получить перегрев двигателя, а в крайних случаях могут быть получены значительные повреждения блока цилиндров и головки, как показано выше. Даже не требуется большая утечка в течение длительного периода времени, чтобы вызвать такой тип повреждения, на самом деле, это довольно распространено, особенно в двигателях с метанолом с высоким наддувом.
Неисправности прокладок головки блока цилиндров настолько распространены, что некоторые производители двигателей допускают такую возможность. В начале эры турбонаддува Формулы-1 и в ряде автомобилей с турбонаддувом группы А, участвовавших в чемпионатах по кузовным гонкам в конце 80-х — начале 90-х годов, на поверхности деки блока цилиндров были прорезаны канавки, чтобы создать путь, через который давление сгорания мог вырваться, что не привело к системе охлаждения.
Чтобы остановить утечку давления сгорания из камеры сгорания, прокладка или любой другой герметизирующий материал, который вы используете, должен расширяться и учитывать любой изгиб между головкой блока цилиндров и поверхностями блока. Давайте посмотрим на различные варианты, которые доступны для вас.
OE Композитная прокладка
Эта прокладка состоит из композитного металлического листа, который обычно имеет огневое кольцо, расположенное вокруг камеры сгорания для улучшения герметизации дымовых газов, а также герметизации каналов охлаждающей жидкости, масляных каналов и путей возврата масла между ГБЦ и блок. Они достаточно хорошо сжимаются и герметизируются, особенно к несовершенным поверхностям, но имеют очень ограниченную прочность и, как таковые, подходят только для маломощных приложений, даже большинство производителей оригинального оборудования теперь перешли на прокладки типа MLS в своих двигателях с высокими характеристиками. Короче говоря, если у вас есть один из них, выбросьте его в мусорное ведро и найдите лучшее решение!
Прокладка MLS
Прокладки MLS, означающие многослойную сталь, неудивительно, что они состоят из нескольких слоев нержавеющей стали, иногда со специальным покрытием для улучшения их герметизирующих свойств, таким как нитриловый каучук или эластомер. В зависимости от прокладки может быть от двух до семи слоев, которые приклепаны к центральному металлическому стержню. Эти несколько слоев имеют эффект пружины, который позволяет им занимать пространство, создаваемое головкой блока цилиндров, отгибающейся от блока. В отличие от оригинальных композитных прокладок, прокладки MLS требуют точной подготовки поверхности, так как они не способны герметизировать дефекты поверхности блока или головки цилиндров. Тем не менее, вам все равно потребуется определенная шероховатость поверхности, измеренная числом RA, для достижения хорошего уплотнения. Все производители прокладок послепродажного обслуживания дадут вам рекомендуемый номер RA, к которому нужно стремиться, чтобы добиться идеального уплотнения.
В зависимости от прокладки может быть от двух до семи слоев, которые приклепаны к центральному металлическому стержню. Эти несколько слоев имеют эффект пружины, который позволяет им занимать пространство, создаваемое головкой блока цилиндров, отгибающейся от блока. В отличие от оригинальных композитных прокладок, прокладки MLS требуют точной подготовки поверхности, так как они не способны герметизировать дефекты поверхности блока или головки цилиндров. Тем не менее, вам все равно потребуется определенная шероховатость поверхности, измеренная числом RA, для достижения хорошего уплотнения. Все производители прокладок послепродажного обслуживания дадут вам рекомендуемый номер RA, к которому нужно стремиться, чтобы добиться идеального уплотнения.
Уплотнения MLS бывают двух типов: стопорные и буртиковые. Стопор является лучшим типом, так как помимо двух рельефных участков он также имеет часть, которая оборачивается вокруг внутреннего слоя, обращенного к внутреннему диаметру отверстия цилиндра, что при сдавливании способствует герметизации.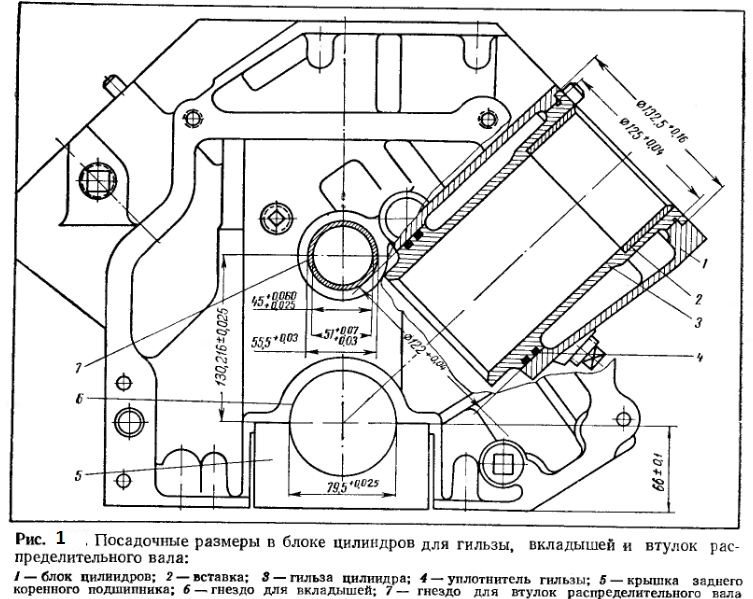 С другой стороны, тип бусины зависит только от двух рельефных областей.
С другой стороны, тип бусины зависит только от двух рельефных областей.
Прокладки MLS, вероятно, являются наиболее популярным выбором для двигателей малой и средней мощности, поскольку они обеспечивают хороший баланс между стоимостью и способностью создавать хорошее уплотнение.
Медные прокладки
Если прокладка MLS не соответствует вашим целям по мощности, следующим вариантом является медная прокладка, которая используется на высших уровнях автоспорта в двигателях, мощность которых может превышать 10 000 л.с. Однако это не просто случай, когда вы берете обработанный кусок меди, кладете его поверх блока и закручиваете голову. Хотя медь сама по себе очень прочная, она не обладает эластичностью, поэтому ее необходимо использовать в сочетании с уплотнительным кольцом, которое деформирует медь в приемную канавку, как показано выше. Выступ должен составлять около 25% диаметра используемого провода, в то время как приемная канавка должна составлять только 75% выступа, т. е. если ваш выступ составляет 10 тысяч, вы должны установить приемную канавку на глубину 7,5 тысяч. Чтобы выступ поместился, канавка приемника будет установлена на 150% ширины проволоки, чтобы прокладка могла деформироваться и выдвинуться наружу, чтобы зафиксировать ее в этой канавке. Как вы понимаете, для этого требуется невероятно точная, не говоря уже о дорогостоящей обработке. Это происходит не только при первой сборке двигателя, но и каждый раз при механической обработке поверхности головки блока цилиндров или блока цилиндров.
е. если ваш выступ составляет 10 тысяч, вы должны установить приемную канавку на глубину 7,5 тысяч. Чтобы выступ поместился, канавка приемника будет установлена на 150% ширины проволоки, чтобы прокладка могла деформироваться и выдвинуться наружу, чтобы зафиксировать ее в этой канавке. Как вы понимаете, для этого требуется невероятно точная, не говоря уже о дорогостоящей обработке. Это происходит не только при первой сборке двигателя, но и каждый раз при механической обработке поверхности головки блока цилиндров или блока цилиндров.
Медные прокладки отлично герметизируют продукты сгорания, однако они очень плохо справляются с герметизацией жидкости в блоке, поэтому они лучше всего подходят для дрэг-рейсинга, когда в блоках нет охлаждающей жидкости и утечки жидкости менее вероятны. Компания SCE изготавливает медную прокладку с рельефными участками герметика вокруг масляной и водяной рубашек, чтобы обеспечить более надежное уплотнение от утечки жидкости.
Шпильки или болты головки блока цилиндров
Не менее важным, чем выбранный вами метод уплотнения головки цилиндров, является способ крепления головки цилиндров к блоку. На заводе почти всегда используются болты, но когда вы начнете увеличивать мощность своего двигателя, вы, скорее всего, перейдете на комплект шпилек вторичного рынка, чтобы улучшить усилие зажима, которое удерживает головку на блоке, но не все из них созданы равными. ARP, например, предлагает ARP 2000, а также превосходный пользовательский материал возраста 625. Другой вариант — просто увеличить размер ваших шпилек, просверлив отверстия в блоке двигателя и головке, но к этому нужно подходить осторожно, и лучше оставить это на усмотрение мастера по двигателям.
На заводе почти всегда используются болты, но когда вы начнете увеличивать мощность своего двигателя, вы, скорее всего, перейдете на комплект шпилек вторичного рынка, чтобы улучшить усилие зажима, которое удерживает головку на блоке, но не все из них созданы равными. ARP, например, предлагает ARP 2000, а также превосходный пользовательский материал возраста 625. Другой вариант — просто увеличить размер ваших шпилек, просверлив отверстия в блоке двигателя и головке, но к этому нужно подходить осторожно, и лучше оставить это на усмотрение мастера по двигателям.
При обновлении шпилек или болтов необходимо помнить о прочности блока цилиндров, так как при дополнительном крутящем моменте, обеспечиваемом модернизированными шпильками, это может привести к деформации блока двигателя вокруг шпилек.
Использование уплотнительных колец с прокладкой MLS
Прокладки MLS также можно использовать в сочетании с уплотнительными кольцами, установив их в проточенную канавку по внешнему диаметру цилиндра.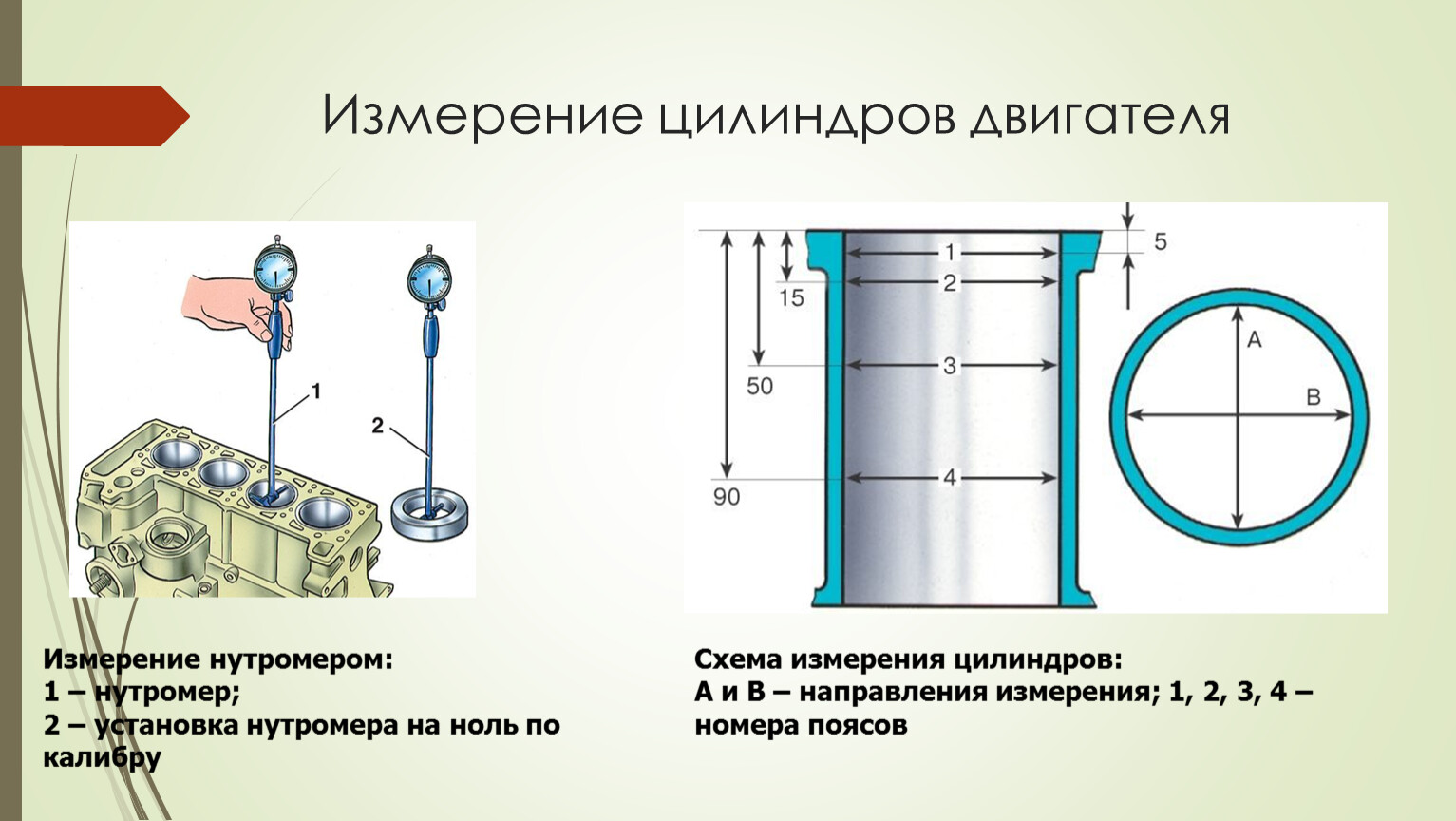 Уплотнительное кольцо деформируется и смещается вверх к головке блока цилиндров, что может улучшить уплотнение, однако, если уплотнительное кольцо слишком велико, это может иметь противоположный эффект и нарушить уплотнение.
Уплотнительное кольцо деформируется и смещается вверх к головке блока цилиндров, что может улучшить уплотнение, однако, если уплотнительное кольцо слишком велико, это может иметь противоположный эффект и нарушить уплотнение.
Существует несколько различных типов уплотнительных колец, которые вы можете выбрать в зависимости от области применения, например, в прошлом мы использовали как медь, так и нержавеющую сталь. Поскольку прокладки MLS не имеют большой деформации, важно убедиться, что ваш выступ не слишком велик, так как это может привести к утечке жидкости и давлению сгорания. Вы также должны убедиться, что уплотнительное кольцо оказывает давление на правильную часть прокладки.
Газонаполненные уплотнительные кольца
Они широко использовались в первые дни эры турбо- и туринговых автомобилей F1 в конце 80-х и начале 90-х годов. Они заполнены газом до давления в районе 700-1000 фунтов на квадратный дюйм, в зависимости от производителя, идея которого заключается в том, что по мере увеличения температуры горения газ расширяется, чтобы заполнить пустоту, образующуюся при любом изгибании блока. В качестве альтернативы, эти уплотнительные кольца могут иметь отверстия, которые позволяют газам сгорания входить и вынуждают уплотнительное кольцо расширяться таким образом.
В качестве альтернативы, эти уплотнительные кольца могут иметь отверстия, которые позволяют газам сгорания входить и вынуждают уплотнительное кольцо расширяться таким образом.
Конкретное газонаполненное уплотнительное кольцо, показанное выше, представляет собой решение для прокладки головки цилиндра от Cometic, которое расположено снаружи камеры сгорания на верхней части гильзы цилиндра и уплотняет верхнюю часть гильзы цилиндра и прокладку головки блока цилиндров.
Эти уплотнительные кольца не влияют на герметизацию каналов для жидкости, поэтому они обычно используются либо в сочетании с медной прокладкой, либо с нанесенным герметиком. Другой вариант — использовать их с модифицированной прокладкой MLS, которая была обработана для очистки уплотнительного кольца, однако, поскольку это обычно необходимо делать специально для вашего двигателя, это довольно дорогой вариант с длительным временем выполнения работ.
W-образное кольцо
Они называются по-разному, но здесь мы будем называть их W-образными кольцами. В настоящее время они используются не так часто, но опять же, они были популярны в эпоху турбо- и туринговых автомобилей F1 в конце 80-х и начале 90-х годов и используются так же, как уплотнительное кольцо, но на самом деле не являются вообще уплотнительное кольцо. Они представляют собой обработанное кольцо из нержавеющей стали с двумя шипами наверху, которые вдавливаются в головку блока цилиндров, когда они помещаются в обработанную выемку и закручиваются на место, создавая уплотнение давления сгорания. Они эффективны, но понятно, что они вызывают повреждение поверхности головки блока цилиндров.
В настоящее время они используются не так часто, но опять же, они были популярны в эпоху турбо- и туринговых автомобилей F1 в конце 80-х и начале 90-х годов и используются так же, как уплотнительное кольцо, но на самом деле не являются вообще уплотнительное кольцо. Они представляют собой обработанное кольцо из нержавеющей стали с двумя шипами наверху, которые вдавливаются в головку блока цилиндров, когда они помещаются в обработанную выемку и закручиваются на место, создавая уплотнение давления сгорания. Они эффективны, но понятно, что они вызывают повреждение поверхности головки блока цилиндров.
Уплотнительные кольца из алюминиевой бронзы
Это одно из новых решений по сравнению с другими, которые мы обсуждали до сих пор, однако они все еще хорошо зарекомендовали себя в импортном дрэг-рейсинге, например, заготовка 4G63 Jett Racing, которая производит 1900 лошадиных сил при превышении 95 фунтов на квадратный дюйм.
Как следует из названия, они изготовлены из сплава алюминиевой бронзы и представляют собой сплошное уплотнительное кольцо круглого сечения с уступом на нижней стороне, которое располагается в канавке, прорезанной в верхней части отверстия цилиндра, и используется вместе с медная прокладка для герметизации жидкостей. Способ уплотнения этих уплотнительных колец не только означает, что они надежно расположены и не могут двигаться, но также означает, что они более надежно блокируют давление сгорания под ним.
Способ уплотнения этих уплотнительных колец не только означает, что они надежно расположены и не могут двигаться, но также означает, что они более надежно блокируют давление сгорания под ним.
Конструкция блока цилиндров и головки цилиндров
Выбор правильного метода герметизации головки цилиндров для вашего применения — это не конец вашей работы. Часто упускается из виду тот факт, что для достижения надежного уплотнения важно учитывать конструкцию блока цилиндров и головки блока цилиндров. Например, если вы возьмете мощный двигатель с цельным алюминиевым блоком и головкой, очевидно, что он с меньшей вероятностью прогнется и деформируется, чем легкий заводской литой блок и головка.
Контроль уплотнения прокладки головки блока цилиндров
Помимо выбора правильного метода уплотнения головки блока цилиндров, также важно знать, как контролировать уплотнение прокладки головки блока цилиндров, чтобы знать, нет ли утечек. Очевидно, что если у вас выйдет из строя прокладка головки блока цилиндров, как показано ранее, вы будете знать об этом, но не все утечки заканчиваются катастрофическим отказом, и, надеюсь, вы сможете обнаружить проблему до того, как она дойдет до этой стадии.
Одним из вариантов является установка датчика давления в системе охлаждения, который позволяет регистрировать данные о давлении и упрощает определение утечки давления сгорания в систему охлаждения. В зависимости от вашей крышки радиатора вы должны увидеть здесь давление около 18-22 фунтов на квадратный дюйм, которое будет быстро расти, если прокладка вашей головки протекает. Датчик может быть связан с предупреждением водителя на приборной панели, чтобы предупредить водителя о том, что нужно сбросить газ и избежать дальнейшего повреждения. Если вы используете сухой двигатель без системы охлаждения, это не вариант, однако при таких уровнях мощности, как этот двигатель, катастрофический отказ произойдет в любом случае очень быстро.
Также важно следить за целостностью прокладки головки блока цилиндров при настройке двигателя на динамометрическом стенде. Одним из наиболее распространенных признаков того, что у вас есть утечка или неисправность прокладки головки блока цилиндров в двигателе с турбонаддувом / наддувом, является перегрев двигателя во время и сразу после разгона на полной мощности, когда он создает достаточное давление для создания утечки. Не исключено, что когда машина не едет на форсировании, течи вообще не будет. Эти симптомы также могут свидетельствовать о том, что ваша система охлаждения просто недостаточно велика, поэтому вам все равно придется исследовать ее дальше, но это все же определенно то, на что следует обратить внимание. Вы даже можете временно прикрепить прозрачную бутылку к концу переливной трубки, чтобы было легче контролировать, выталкивается ли какая-либо вода во время движения по рампе. Имейте в виду, что небольшое количество является нормальным, но если вы видите более 50 миллилитров, вы знаете, что у вас проблема.
Не исключено, что когда машина не едет на форсировании, течи вообще не будет. Эти симптомы также могут свидетельствовать о том, что ваша система охлаждения просто недостаточно велика, поэтому вам все равно придется исследовать ее дальше, но это все же определенно то, на что следует обратить внимание. Вы даже можете временно прикрепить прозрачную бутылку к концу переливной трубки, чтобы было легче контролировать, выталкивается ли какая-либо вода во время движения по рампе. Имейте в виду, что небольшое количество является нормальным, но если вы видите более 50 миллилитров, вы знаете, что у вас проблема.
Когда вы разбираете свой двигатель, опять же, есть пара вещей, на которые нужно обратить внимание. Наиболее вероятная область выхода из строя прокладки головки блока цилиндров находится между шпильками, поэтому вы должны искать прогоревшую область с обеих сторон прокладки, а также на блоке цилиндров и головке цилиндров. Если прокладка протекает достаточно долго, вы можете даже размягчить головку блока цилиндров, что сделает ее хламом.