
цена в Нижнем Новгороде, Дзержинске
Если в двигателе автомобиля явно повысился расход масла или что ещё хуже – появился глухой ритмичный стук, необходима замена вкладышей. Обычно интервал данного сервиса совпадает со сроками капитального ремонта, однако нередко можно обойтись малыми тратами, то есть заменой износившихся по каким-то причинам вкладышей. Так как установка новых деталей связана с частичной или полной разборкой двигателя (зависит от компоновки), данную процедуру необходимо производить исключительно в профессиональных условиях. Это обусловлено важностью соблюдения регламентов по капремонту, а также с экспертной оценкой состояния шеек коленвала.
Почему замена вкладышей чаще всего входит в капитальный ремонт?
Функция вкладышей – создать надёжное удерживание коленвала с минимально допустимым зазором, при одновременном его проворачивании. Фактически, вкладыши являются подшипниками скольжения, обеспечивающие эффективную работу всех компонентов, участвующих в создании крутящего момента – шатунов и коленвала. Важным звеном в работе данной группы деталей, является наличие масляной плёнки, созданной под высоким давлением насоса. При появлении естественного износа или в случае аварийных ситуаций, между поверхностью вкладыша и шейкой коленвала появляется свободное пространство, что приводит к падению давления масла и как результат – ускоренному повреждению двигателя. Чтобы восстановить нормальную работоспособность силовой установки, необходима не только замена шатунных вкладышей, но и ряд диагностических процедур, с помощью которых идентифицируются возможные дефекты остальных компонентов цилиндро-поршневой группы.
Важным звеном в работе данной группы деталей, является наличие масляной плёнки, созданной под высоким давлением насоса. При появлении естественного износа или в случае аварийных ситуаций, между поверхностью вкладыша и шейкой коленвала появляется свободное пространство, что приводит к падению давления масла и как результат – ускоренному повреждению двигателя. Чтобы восстановить нормальную работоспособность силовой установки, необходима не только замена шатунных вкладышей, но и ряд диагностических процедур, с помощью которых идентифицируются возможные дефекты остальных компонентов цилиндро-поршневой группы.
Цены на популярные услуги
Разновидности вкладышей
Каждый вкладыш – это пара полуколец, имеющих специальный фиксирующий замок (выступ), с помощью которых данные детали плотно удерживаются в «постели» шатуна или креплении блока цилиндров. Так как эти элементы подвержены высоким механическим нагрузкам и воздействию температурного расширения, они выполнены из лёгких сплавов, на которые наносится специальное антифрикционное покрытие повышенной стойкости. Конструктивно они подразделяются на две группы:
Конструктивно они подразделяются на две группы:
- Шатунные вкладыши (устанавливаются в корпус шатуна, поэтому подвержены динамичным силам трения).
- Коренные вкладыши (являются статичными удерживающими элементами, размещающимися в корпусе блока двигателя).
Для обеспечения идеального технического соответствия, вкладыши имеют точные размеры с ремонтным шагом в 0.25 мм, то есть от стандартно установленных на заводе элементов, с каждым последующим ремонтом толщина увеличивается именно на такую величину (например – 2.0, 2.25, 2.50, 2.75 и 3.0 мм). Замена коренных вкладышей производится в комплексе с остальными элементами данной группы деталей. Все детали поставляются одним комплектом.
Профессиональная установка
Учитывая высокую точность экспертной оценки состояния поверхностей, а также необходимость расточки коленвала, замену вкладышей необходимо производить исключительно в профессиональных условиях. Сеть автосервисов «Тайм Сервис» предлагает все виды услуг по капитальным ремонтным работам и замене коренных и шатунных вкладышей. Мы предоставляем гарантию на все работы и установленные запчасти, что является свидетельством высокого качества исполнения!
Мы предоставляем гарантию на все работы и установленные запчасти, что является свидетельством высокого качества исполнения!
Смотреть видео:
Автосервис Мурманск Замена вкладышей в Мурманске. Автосервис AutoMax +79113002550.
Стоимость Работ
| Наименование работ | Стоимость работ |
| замена шатунных вкладышей | от 3000 |
| замена коренных вкладышей | от 3000 |
| замена коленвала | от 3000 |
Замена вкладышей
Все элементы моторного отсека крайне важны и должны всегда содержаться в порядке. В частности, проблема проворачивания вкладышей, шатунных и корены, относится к серьёзным неисправностям, которые должны быть устранены сразу же после обнаружения.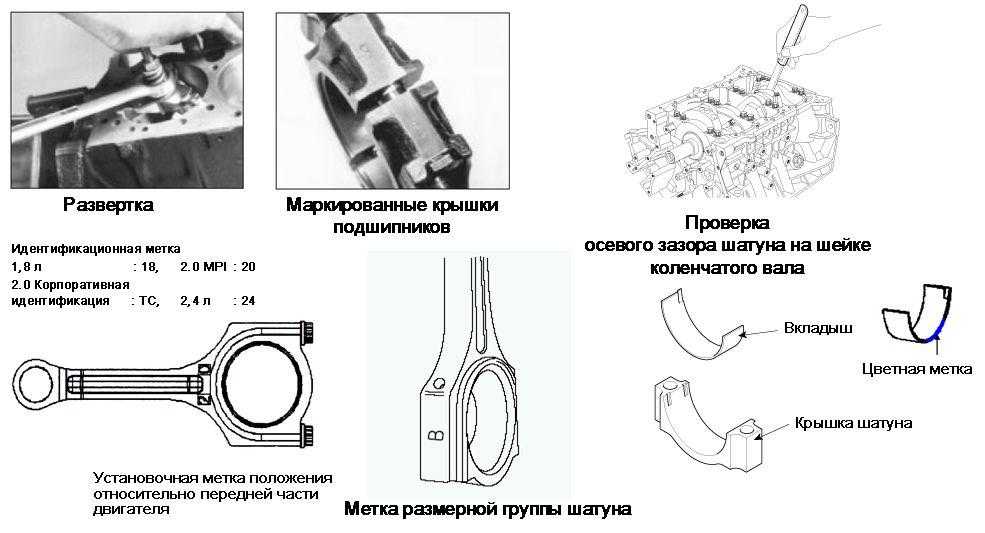
Автосервис AutoMax предлагает услуги своих мастеров, которые профессионально и в кратчайшие сроки смогут осуществить замену вкладышей.
Есть вопросы?
8(8152) 52-09-09
Замена вкладышей
Что вызывает проворачивание вкладышей? Для их установки в двигатели имеются специальные места – постели. При установке в мотор вкладыши, имеющие по своему строению отверстия в конструкции, обязательно фиксируются. Это делает возможным подачу на них моторного масла. Если деталь не зафиксировать, она легко может сместиться из-за возникающего в процессе работы трения.
Опираясь на вышесказанное, делаем вывод о том, что же может вызывать проворачивание деталей:
-некорректно зафиксированный вкладыш;
Вкладыши делятся на два типа – шатунные, расположенные между шатуном и коленчатым валом авто, и коренные. Также они различаются размерами, которые для разных моделей автомобилей и их двигателей будут соответственно отличаться. Отличие ремонтных вкладышей состоит в отметках, которые кратны 0,25 миллиметров.
Также они различаются размерами, которые для разных моделей автомобилей и их двигателей будут соответственно отличаться. Отличие ремонтных вкладышей состоит в отметках, которые кратны 0,25 миллиметров.
Есть ли ещё какие-то причины, влекущие за собой замену вкладышей? Детали обязательно меняются в том случае, когда вследствие механического износа появились люфты.
Наши преимущества
Надёжность
Команда опытных профессионалов приходит на помощь своим клиентам уже 20 лет!.
Гарантии
AutoMax предоставляет гарантии на проделанные работы. Доверие складывается из мелочей.
Соблюдение сроков
Мы тщательно следим за тем, чтобы работы выполнялись вовремя — в заранее оговоренные сроки.
Акции и Скидки
В компании предусмотрены приятные бонусы для постоянных клиентов.
Вопрос-ответ
Что из себя представляют вкладыши?
Это высокопрочные стальные листы особой формы, на которые нанесено специальное антифрикционное покрытие.
Возможна ли дальнейшая эксплуатация двигателя при провернутом вкладыше?
Дальнейшая эксплуатация крайне не рекомендуется.
Что делается для снижения трения механизма и его меньшей изнашиваемости?
При изготовлении применяются специальные антифрикционные материалы, которые имеют низкий коэффициент трения.
Что делать в случае проворота вкладыша?
Деталь меняется на новую, двигатель работает дальше.
Какой фактор может указать на то, что вкладыш провернулся и стоит прекратить эксплуатацию ТС?
В двигателе появляется характерный стук.
Что означает «провернуло вкладыш»?
Это значит, что подшипники скольжения на коленчатом валу и на шатунах вырвало, и они пришли в негодность.
Установка коленчатого вала и шатунного подшипника – инструкции
Нет сомнений в том, что успешная программа гоночных двигателей требует огромного внимания к деталям. Когда на карту поставлено так много, вы просто не можете пропустить даже самую маленькую операцию.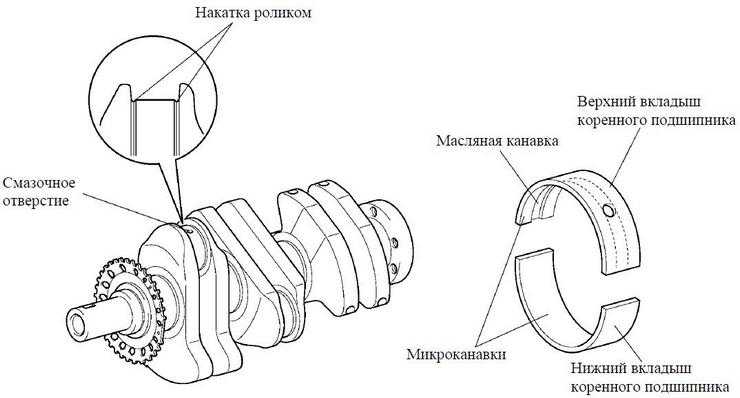 Изучая некоторые операции по сборке двигателя, Circle Track подумал, что было бы полезно подробно рассмотреть установку подшипников коленчатого вала и шатуна.
Изучая некоторые операции по сборке двигателя, Circle Track подумал, что было бы полезно подробно рассмотреть установку подшипников коленчатого вала и шатуна.
Точная установка коленчатого вала и шатунных вкладышей требует выполнения двух основных операций. Во-первых, это полная проверка зазоров подшипников на правильность их установки, а во-вторых, подготовка подшипников к окончательной установке. Между ними много деталей, но эти две операции служат основными операциями в процессе установки.
По словам Джексона, при установке подшипников важно соблюдать некоторые основные правила. Для достижения оптимальных результатов необходимо, чтобы весь процесс происходил в среде с регулируемой температурой. Изменение температуры вызывает расширение и сжатие деталей, что приводит к неточным измерениям и приводит к неправильной установке подшипника. Все измерительные приборы должны быть надлежащим образом откалиброваны, и на протяжении всего процесса должны использоваться одни и те же инструменты. Использование одних и тех же инструментов в этой процедуре способствует последовательным и точным измерениям. Смазочные материалы также являются важной деталью, поэтому настоятельно рекомендуется использовать высококачественную смазку. Джексон также подчеркнул важность использования одних и тех же процедур и смазочных материалов для крепежа от начала до конца процесса установки подшипника. Соблюдение этого правила обеспечит более успешную установку подшипника и поможет обеспечить воспроизводимость результатов измерений.
Использование одних и тех же инструментов в этой процедуре способствует последовательным и точным измерениям. Смазочные материалы также являются важной деталью, поэтому настоятельно рекомендуется использовать высококачественную смазку. Джексон также подчеркнул важность использования одних и тех же процедур и смазочных материалов для крепежа от начала до конца процесса установки подшипника. Соблюдение этого правила обеспечит более успешную установку подшипника и поможет обеспечить воспроизводимость результатов измерений.
Переходя к процессу проверки и установки коленчатого вала и шатунных подшипников, мы исходим из того, что операции по механической обработке блоков завершены и отверстие в корпусе выполнено правильно. Джексон также указал, что приобретение нового или подержанного руководства по подшипникам очень полезно на протяжении всего этого процесса для справки по спецификациям.
Перед началом фактической проверки зазора рекомендуется немного детализировать блок. Удаление заусенцев и снятие фасок с краев коренных крышек и шеек обеспечивает точную посадку подшипника во время проверки зазора и окончательной процедуры установки. Это рекомендуемая стандартная практика в процессе установки подшипника.
Удаление заусенцев и снятие фасок с краев коренных крышек и шеек обеспечивает точную посадку подшипника во время проверки зазора и окончательной процедуры установки. Это рекомендуемая стандартная практика в процессе установки подшипника.
Первым шагом является проверка хвостовика подшипника на правильную глубину. По словам Ниннемана, неточная глубина хвостовика не является распространенной проблемой, но точная глубина хвостовика является важной деталью для точной посадки подшипника. Глубина хвостовика проверяется путем посадки подшипника и вдавливания его в сопрягаемую поверхность блока. Если этот маневр возможен, это означает, что глубина хвостовика правильная. Эта процедура проводится как на коленчатом валу, так и на шатунных вкладышах.
При проверке надлежащей глубины хвостовика настало время проверить подшипники на правильную длину от конца до конца. Проверка подшипников на правильную длину приводит к получению правильного значения деформации подшипника. Когда подшипники установлены, сопрягаемые кромки подшипников должны быть немного выше сопрягаемой поверхности платформы. Это можно проверить, просто пощупав разницу высот или поместив линейку на сопрягаемую поверхность настила для визуального контроля. Процедуры определения глубины хвостовика и длины подшипника выполняются для коренных и шатунных подшипников.
Когда подшипники установлены, сопрягаемые кромки подшипников должны быть немного выше сопрягаемой поверхности платформы. Это можно проверить, просто пощупав разницу высот или поместив линейку на сопрягаемую поверхность настила для визуального контроля. Процедуры определения глубины хвостовика и длины подшипника выполняются для коренных и шатунных подшипников.
Следующим этапом является проверка каналов системы смазки на наличие ограничений потока, вызванных перекрытием подшипников. Из-за различий в методах обработки при изготовлении отверстия для смазки подшипников часто не совпадают должным образом с каналами системы смазки в блоке.
Пока мы говорили о потоке масла, Таггарт продемонстрировал метод, используемый на магистралях с расширенными канавками для подачи масла. Подшипник маркируется на обоих концах канавки, и в процессе подготовки от 0,060 до 0,09.В этих местах просверливается отверстие диаметром 0 дюймов. Дополнительные отверстия способствуют лучшему потоку масла и помогают предотвратить повышение температуры в подшипнике.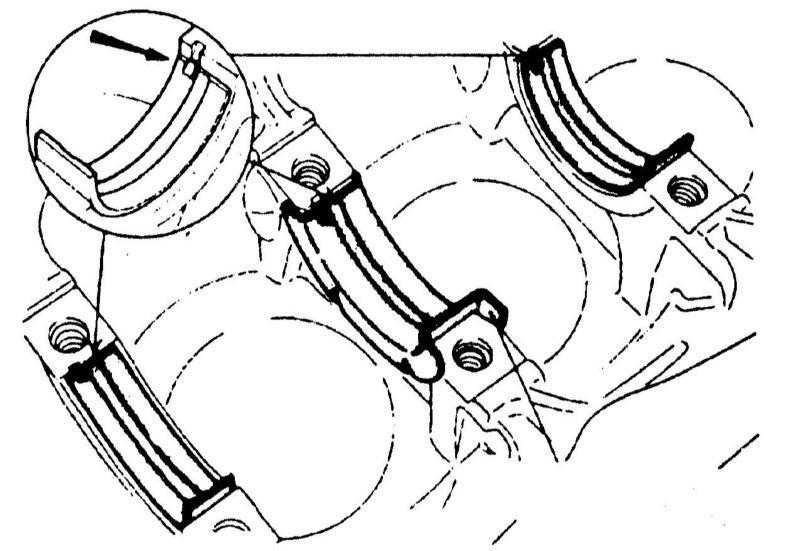
Затем мы проверяем правильность зазора подшипников относительно коленчатого вала. Эта операция начинается с измерения вокруг шейки коленчатого вала. Когда измерение коленчатого вала установлено, оно напрямую передается на нутромером со шкалой. Использование этого метода обеспечивает сравнение измерений конкретного коленчатого вала с основным отверстием для правильного зазора.
Теперь подшипники установлены на место, а основная крышка затянута вниз. Джексон отметил, что основная крышка должна быть установлена, постукивая по ней молотком. Важно использовать молоток для посадки основной крышки, так как установка крышки путем затяжки болтов может привести к поломке основной крышки. После того, как колпачок на месте, он готов к закручиванию.
При установленных подшипниках и затянутой основной крышке в основном отверстии производятся диагональные и вертикальные измерения. Для полной точности показания снимаются по вертикали, а также на 1 дюйм по диагонали вправо и влево от вертикали. Эта проверка определяет наличие правильного зазора подшипника и правильного эксцентриситета подшипника. Джексон отметил, что если при измерении от вертикали к диагонали получается уменьшающееся число, это указывает на неправильный эксцентриситет. Если это условие существует, обязательно дважды проверьте отверстие корпуса и подшипники, чтобы определить источник проблемы для корректирующих действий. Как только зазор и эксцентриситет определены как правильные, этот процесс проверки повторяется для каждого главного отверстия.
Эта проверка определяет наличие правильного зазора подшипника и правильного эксцентриситета подшипника. Джексон отметил, что если при измерении от вертикали к диагонали получается уменьшающееся число, это указывает на неправильный эксцентриситет. Если это условие существует, обязательно дважды проверьте отверстие корпуса и подшипники, чтобы определить источник проблемы для корректирующих действий. Как только зазор и эксцентриситет определены как правильные, этот процесс проверки повторяется для каждого главного отверстия.
Следующий шаг — установка коленчатого вала в блок. Этот шаг выполняется для проверки правильной посадки подшипников и определения правильного осевого люфта коленчатого вала. Прежде чем приступить к этим проверкам, Таггарт продемонстрировал рекомендуемый метод, используемый JAE для предотвращения повреждения шеек, когда коленчатый вал помещается в блок. Перед тем, как коленчатый вал будет установлен на место, на шпильки коренных крышек надеваются трубчатые пластиковые кожухи, чтобы предотвратить любое повреждение, вызванное случайным контактом шпильки с коленчатым валом.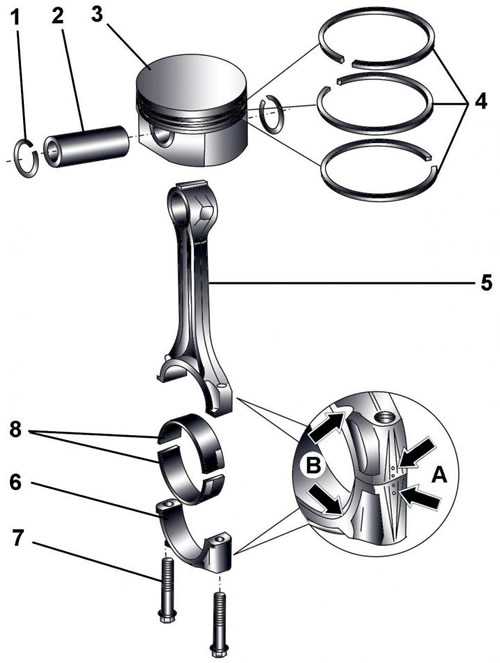
Упорный подшипник устанавливается в блок, коленчатый вал устанавливается и измеряется осевой люфт. Это достигается путем перемещения коленчатого вала назад и в четвертую сторону и считывания движения на циферблатном индикаторе. В этом примере осевой люфт определен как удовлетворительный 0,004-0,006 дюйма.
Далее следует проверка бокового зазора коренных подшипников. Это начинается с нанесения черного маркера на обе стороны коренной шейки коленчатого вала. Затем коленчатый вал вращается, чтобы получить образец для анализа. В этом случае картина предполагает, что подшипник расположен слишком близко к радиусу коленчатого вала с одной стороны. Это состояние может привести к износу подшипника по радиусу и преждевременному выходу подшипника из строя. Во время операции подготовки подшипника к боковой стороне подшипника будет применена небольшая фаска, чтобы устранить проблему.
Проверка шатунных подшипников начинается с проверки технических характеристик шатунов производителей.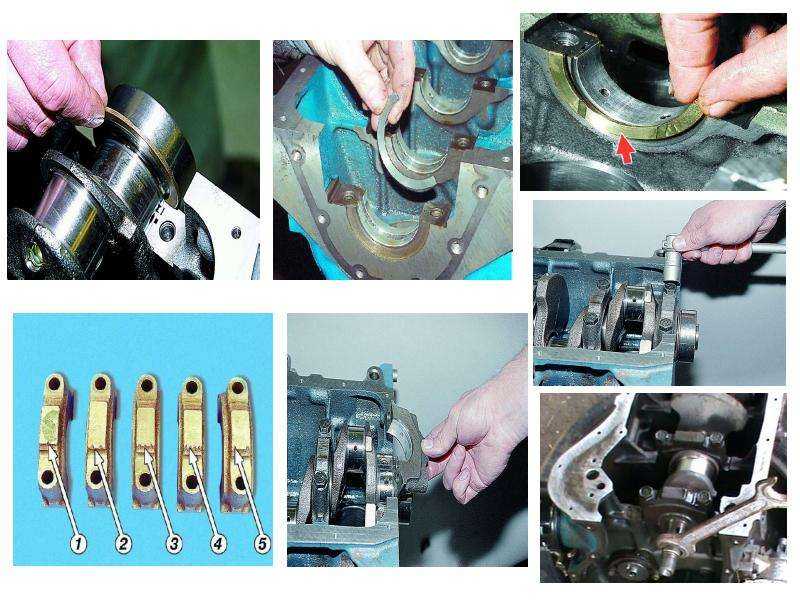 Из коробки каждое отверстие в корпусе стержня измеряется для подтверждения опубликованных спецификаций. Далее следует проверка значений крутящего момента и растяжения болтов тяги. Ниннеман отметил важность правильной поддержки штока во время закручивания крышек штока. При правильной опоре стержня определяются характеристики растяжения болта и момента затяжки болта.
Из коробки каждое отверстие в корпусе стержня измеряется для подтверждения опубликованных спецификаций. Далее следует проверка значений крутящего момента и растяжения болтов тяги. Ниннеман отметил важность правильной поддержки штока во время закручивания крышек штока. При правильной опоре стержня определяются характеристики растяжения болта и момента затяжки болта.
Растяжение болтов тяги проверяют путем измерения двух болтов до затяжки и во время затяжки. Затем, после установки, болт затягивается до тех пор, пока не будет достигнута спецификация растяжения болта тяги (это проверяется повторным измерением болта тяги под нагрузкой крутящего момента). Момент затяжки, необходимый для достижения значения растяжения болта, становится спецификацией момента затяжки болта и используется на протяжении всего процесса установки подшипника. Как только значение крутящего момента определено, отверстие штока повторно проверяется, чтобы убедиться, что оно остается в пределах спецификаций отверстия. И процесс растяжения болта, и процесс затяжки болта повторяются на каждом стержне.
И процесс растяжения болта, и процесс затяжки болта повторяются на каждом стержне.
После того, как спецификации производителя подтверждены, Таггарт указал, что сейчас самое время выполнить некоторые детали для каждого стержня. Удаление заусенцев и закругление квадратных краев способствует чистому и эффективному процессу установки подшипника.
После детализации стержня каждый стержень проверяется на наличие зазора между подшипником и шейкой. При установленных подшипниках и затянутой крышке штока производятся измерения диаметра штока. Как и в случае проверки коренных подшипников, эти измерения выполняются в вертикальном положении, а также на расстоянии 1 дюйм по диагонали вправо и влево от вертикали. Когда измерения сделаны, они проверяются по размеру стержня на предмет правильного зазора. Как и в процессе с коренными подшипниками, эта проверка также определяет наличие правильного эксцентриситета подшипника.
Следующим шагом является проверка зазора между подшипником и радиусом. Таггарт указал, что даже несмотря на то, что в этом случае подшипник не имеет радиусного подъема, шатунные подшипники получат небольшую фаску со стороны радиуса коленчатого вала. Это обеспечивает сохранение зазора между подшипником и радиусом во время работы двигателя.
Таггарт указал, что даже несмотря на то, что в этом случае подшипник не имеет радиусного подъема, шатунные подшипники получат небольшую фаску со стороны радиуса коленчатого вала. Это обеспечивает сохранение зазора между подшипником и радиусом во время работы двигателя.
Завершающим этапом является проверка бокового зазора штока. Это достигается измерением диаметра шейки штока. Далее производится измерение ширины пары стержней. Разница между этими измерениями заключается в боковом зазоре штока. В этом примере боковой зазор определен как 0,016-0,020 дюйма.
Перед началом подготовки подшипников компания Taggart рекомендует пронумеровать подшипники в порядке их снятия. Нумерация подшипников гарантирует, что они будут возвращены в исходное место проверки во время окончательной установки. Этот метод обеспечивает повторяемость размеров, полученных во время процедуры проверки зазора.
Первым шагом является просверливание отверстия размером от 0,060 до 0,090 дюйма в подшипниках, отмеченных для этой операции. Затем все подшипники получают легкое удаление заусенцев по краям. Затем фаски, необходимые на этапе проверки, наносятся на кромки стержня и коренной опоры. Для получения чистого подшипникового узла на все сопрягаемые кромки штока и коренного подшипника также наносится фаска.
Затем все подшипники получают легкое удаление заусенцев по краям. Затем фаски, необходимые на этапе проверки, наносятся на кромки стержня и коренной опоры. Для получения чистого подшипникового узла на все сопрягаемые кромки штока и коренного подшипника также наносится фаска.
Затем изменяются масляные отверстия коренных подшипников, чтобы устранить проблему перекрытия, наблюдаемую в процедуре проверки. По линии, нанесенной на задней части подшипника, материал удаляется, чтобы получить желаемое отверстие.
Последним этапом в JAE является обработка поверхностей подшипников. Задние поверхности слегка отшлифованы наждачной бумагой с зернистостью 320, чтобы удалить любые выступы и загрязнения.
После того, как все подшипники подготовлены, наступает время их полной очистки. Первая очистка выполняется с использованием стандартного моющего раствора для деталей. После того, как все детали тщательно высохнут, их снова очищают. Эта очистка происходит с использованием средства для очистки тормозов, которое обладает высокой испаряемостью. Эта окончательная очистка удаляет все оставшиеся остатки.
Эта очистка происходит с использованием средства для очистки тормозов, которое обладает высокой испаряемостью. Эта окончательная очистка удаляет все оставшиеся остатки.
Перед началом окончательной установки Таггарт отметил, что соблюдение размеров подшипников и зазоров зависит от возвращения подшипников в исходные контрольные места. Было также указано, что качественная установка требует использования сборочной смазки премиум-класса.
В качестве окончательной проверки зазора подшипника коленчатого вала повторно проверяется измерение осевого люфта. Сначала устанавливается крышка заднего коренного подшипника и проверяется осевой люфт. Затем, начиная с заднего коренного подшипника, устанавливается крышка подшипника и затягивается с требуемым моментом. Теперь выполняется проверка, подтверждающая, что значение люфта сохраняется. Этот метод повторяется при установке каждой основной крышки на место. Сохранение измерения осевого люфта на протяжении всей окончательной проверки указывает на правильную посадку подшипника и отсутствие заедания подшипника или крышки коренного вала.
Далее идет окончательная сборка стержней. Когда стержни закручиваются вниз, для разделения стержней используется щуп. Проверка правильного разделения стержней повторяется во всех местах расположения стержней, чтобы обеспечить полную и успешную установку.
В итоге становится ясно, что процесс установки подшипника требует больших усилий и внимания к деталям. Джексон отметил, что время и усилия, затраченные на эту процедуру, принесут большую отдачу в производительности и сроке службы двигателя, и невозможно переоценить тот факт, что ничто не заменит тщательное изучение деталей.
При проверке правильной глубины хвостовика подшипник устанавливается и проталкивается ниже сопрягаемой кромки. Если это возможно, это означает, что глубина хвостовика правильная.
Когда подшипник установлен, перекрытие легко обнаружить. Это состояние требует коррекции путем увеличения масляного отверстия подшипника.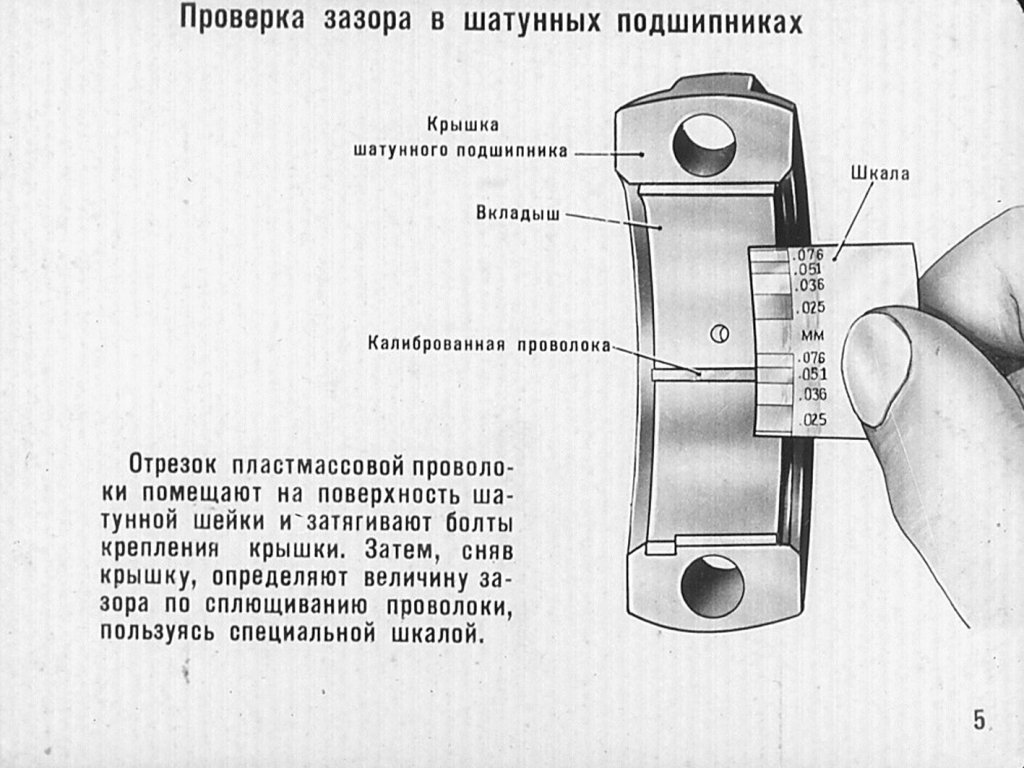
Задняя часть подшипника помечена, чтобы можно было выгравировать величину перекрытия.
Небольшая пружина с загнутым концом — это инструмент, используемый для отметки смещения масляного отверстия. Поместив крючок через смазочное отверстие, инструмент поворачивают так, чтобы на задней стороне подшипника была вытравлена метка.
На подшипник наносится метка, параллельная обоим концам основной смазочной канавки, и по меткам просверливаются отверстия диаметром от 0,060 до 0,090 дюйма. Эти отверстия улучшают характеристики смазывания.
Микрометр используется для измерения шейки коленчатого вала при подготовке к проверке зазоров в подшипниках.
Измерение шейки передается непосредственно на нутромером со шкалой.
Измерения основного отверстия производятся по вертикали, а также с шагом 1 дюйм по диагонали вправо и влево от вертикали. Эти измерения служат для проверки зазора подшипника, а также правильного эксцентриситета подшипника.
Эти измерения служат для проверки зазора подшипника, а также правильного эксцентриситета подшипника.
Трубчатые пластиковые кожухи надеваются на шпильки коренных крышек для защиты от любого случайного контакта коленчатого вала со шпильками, когда кривошип вставлен в блок.
С помощью циферблатного индикатора, установленного на блоке, определяется осевой люфт коленчатого вала.
Коренная шейка коленчатого вала маркируется при подготовке к изготовлению модели коренных подшипников.
После вращения коленчатого вала обнаруживается рисунок коренных подшипников.
Поддерживая стержни таким образом во время операций затяжки, вы предотвратите искривление или деформацию канала ствола.
При проверке характеристик растяжения стержневых болтов стержневые болты измеряются под нагрузкой крутящего момента и после ослабления болта.
Проверка отверстия шатуна на наличие зазоров в подшипниках аналогична проверке основного отверстия. Измерения производятся по вертикали, а также на 1 дюйм по диагонали вправо и влево от вертикали для проверки зазора подшипника, а также правильного эксцентриситета подшипника.
Измерения производятся по вертикали, а также на 1 дюйм по диагонали вправо и влево от вертикали для проверки зазора подшипника, а также правильного эксцентриситета подшипника.
На шатунной шейке делается метка для подготовки к изготовлению модели шатунного подшипника.
Как заменить шатунные подшипники
Уильям Зейн
Шатунные подшипники являются чрезвычайно важными компонентами любого двигателя, будь то двигатель Toyota или Ferrari. Подшипники шатунов обеспечивают плавное движение шатунов вокруг коленчатого вала с одной стороны и поршневых поршневых пальцев с другой стороны. Замена подшипников на двигателе является стандартной процедурой для любого ремонта двигателя.
Шаг 1
Снимите шатуны с поршней и коленчатого вала, если они еще не сняты. «Большие концы» стержня (больший конец) прикручены к кривошипу двумя болтами, которые удерживают торцевую крышку. «Маленький конец» держится на булавке для запястья.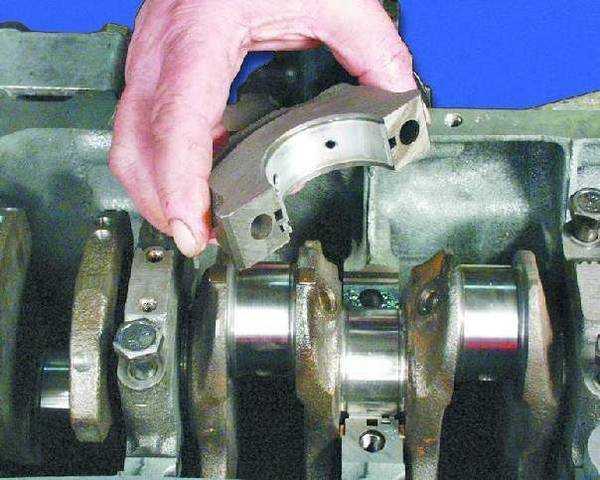 Поршневой палец удерживается на поршне двумя стопорными кольцами. Снимите эти зажимы и вытащите поршневой палец из поршня и конца штока. Это должно освободить стержень.
Поршневой палец удерживается на поршне двумя стопорными кольцами. Снимите эти зажимы и вытащите поршневой палец из поршня и конца штока. Это должно освободить стержень.
Шаг 2
Снимите старые подшипники. Вы можете использовать отвертку и молоток, чтобы ОСТОРОЖНО выбить старые подшипники. Ударьте по краю подшипника в месте его соединения с торцевой крышкой и наоборот. Не выбивайте подшипник сбоку.
Шаг 3
Очистите опорную поверхность шатунов с обеих сторон безворсовой тряпкой. Внимательно осмотрите поверхности подшипников, чтобы убедиться в отсутствии грязи или мусора, так как это потенциально может привести к выходу подшипника из строя и сокращению срока службы двигателя. Очистите подшипники перед установкой.
Шаг 4
Вставьте один подшипник в конец большого конца тяги и один подшипник в торцевую крышку. Торцевая крышка и конец штока образуют круг, который проходит вокруг коленчатого вала, когда все скреплено болтами. Подшипники имеют небольшие вырезы на обоих концах. Эти выемки должны быть напротив друг друга, когда стержень и торцевая крышка соединяются вместе, а НЕ на одной стороне. Это важно для правильного давления масла. Повторите этот процесс для всех стержней. Убедитесь, что подшипники плотно прилегают к шатуну и не имеют люфта.
Эти выемки должны быть напротив друг друга, когда стержень и торцевая крышка соединяются вместе, а НЕ на одной стороне. Это важно для правильного давления масла. Повторите этот процесс для всех стержней. Убедитесь, что подшипники плотно прилегают к шатуну и не имеют люфта.
Шаг 5
Подшипник на маленьком конце стержня следует выпрессовать с помощью пресса. Если у вас нет доступа к прессу, вы можете выпрессовать подшипник с помощью гнезда, которое едва надевается на подшипник, но достаточно велико, чтобы пройти через конец стержня. Аккуратно выбейте подшипник и забейте новый. Будьте очень осторожны, чтобы не повредить подшипник.
Шаг 6
Установите шатуны на шатун с помощью Plastigage (см. Ресурсы) между шатуном и шатуном. Затяните стержневые болты в соответствии со спецификациями производителя. Снимите стержень и проверьте Plastigage, чтобы убедиться в правильности допусков.
Шаг 7
Установите шатуны на коленчатый вал, поршни и шплинты, используя смазку для сборки двигателя.