
Зазор между цилиндром и поршнем ваз 21083
Скачать
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.
Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней.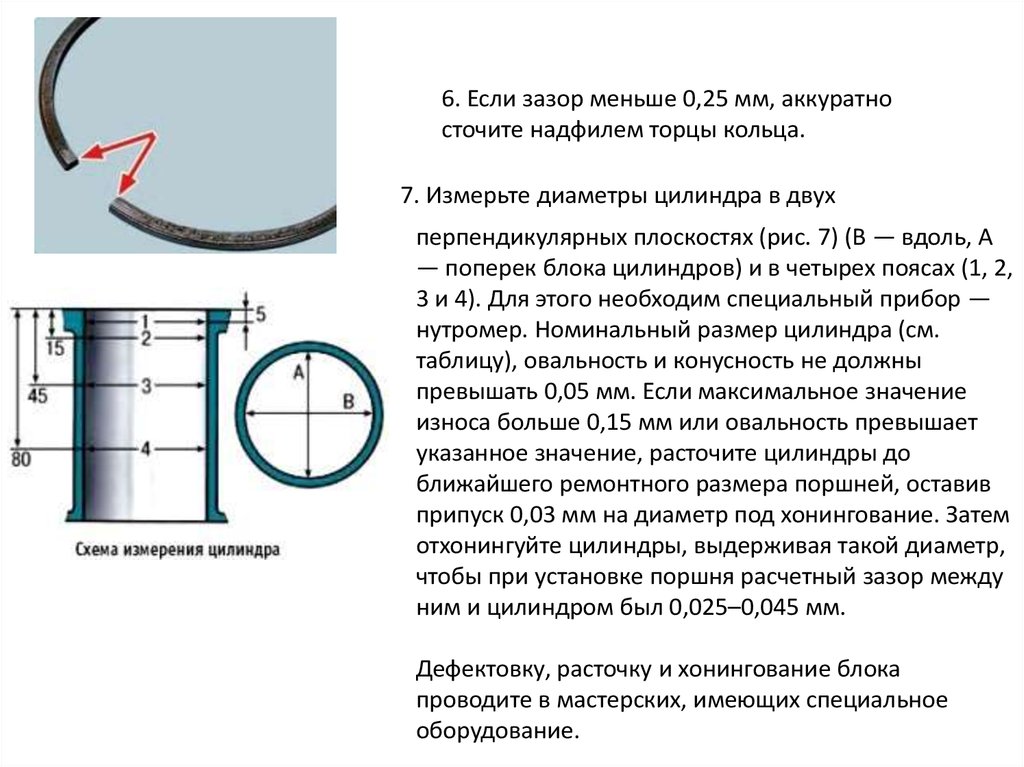 Именно на эту информацию и нужно ориентироваться в дальнейшем.
Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Ldv convoy руководство по эксплуатации и ремонту
Иж 2126 ода прокачка тормозов
Ремонт шатунно-поршневой группы двигателей ВАЗ, размеры, зазоры
Перед началом ремонта шатунно-поршневой группы двигателей ВАЗ нужно снять поршневые кольца, а затем выпрессовать палец с помощью пресса или гидравлического домкрата, оправки и опоры с цилиндрической выемкой, в которую укладывается поршень.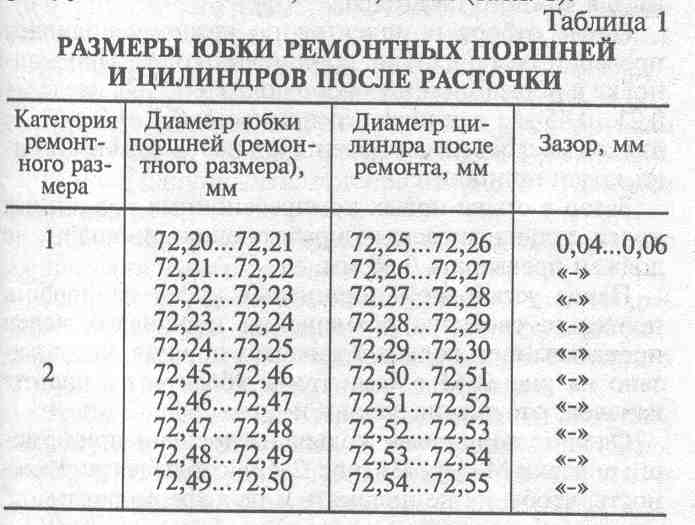 Далее следует удалить нагар с днищ поршней и из канавок для колец, а из масляных каналов шатунов и поршней — все отложения.
Далее следует удалить нагар с днищ поршней и из канавок для колец, а из масляных каналов шатунов и поршней — все отложения.
Ремонт шатунно-поршневой группы двигателей ВАЗ, контролируемые размеры и зазоры, подгон веса поршней и шатунов, параметры контроля массы поршней и шатунов, сборка поршня с шатуном, установка поршневых колец.
Трещины на поршнях, пальцах, шатунах и крышках требуют замены этих деталей. Если детали шатунно-поршневой группы изношены мало и не повреждены, они могут быть использованы снова. Поэтому при разборке их следует пометить, чтобы в дальнейшем не перепутать.
Выпрессовка и запрессовка поршневого пальца.
Поршень.
Поршень изготовлен из алюминиевого сплава и для улучшения прирабатываемости покрыт слоем олова. Его юбка в поперечном сечении овальная, а по высоте коническая, поэтому диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, и на определенном расстоянии от днища поршня.
Для задержания масла на юбке поршня двигателей ВАЗ-1111, 1113, 2108-21083, 2110, 2111, 21213, 2130 выполнены кольцевые канавки глубиной от 20 до 40 мкм.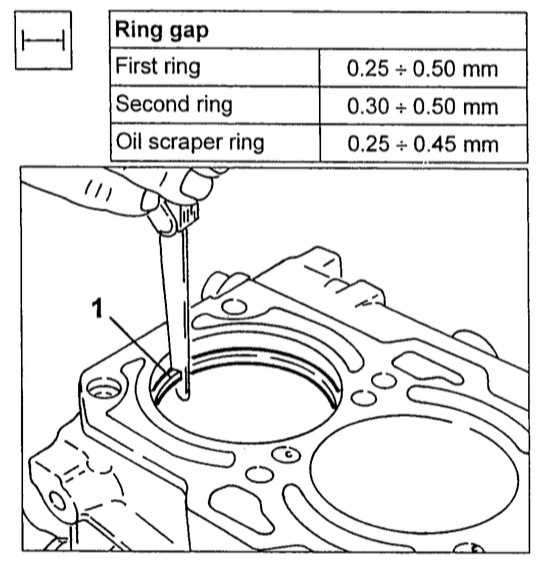 Благодаря им зазор между поршнем и цилиндром удалось уменьшить до 0,025-0,045 мм. У других двигателей этот зазор составляет 0,05-0,07 мм.
Благодаря им зазор между поршнем и цилиндром удалось уменьшить до 0,025-0,045 мм. У других двигателей этот зазор составляет 0,05-0,07 мм.
Отверстие под поршневой палец смещено от оси симметрии в правую сторону двигателя. Вот почему для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П». Она должна быть обращена в сторону передней части двигателя.
Расчетный зазор между поршнем и цилиндром обеспечивается установкой поршней того же класса, что и цилиндры. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), различающихся размерами на 0,01 мм. А по диаметру отверстия под поршневой палец — на три категории через 0,004 мм.
На днище поршня клеймятся класс поршня (буква) и категория отверстия под поршневой палец (цифра). Там же маркируется и стрелка для ориентирования поршня в цилиндре. При сборке двигателя поршни следует устанавливать так, чтобы стрелка была направлена к передней части двигателя.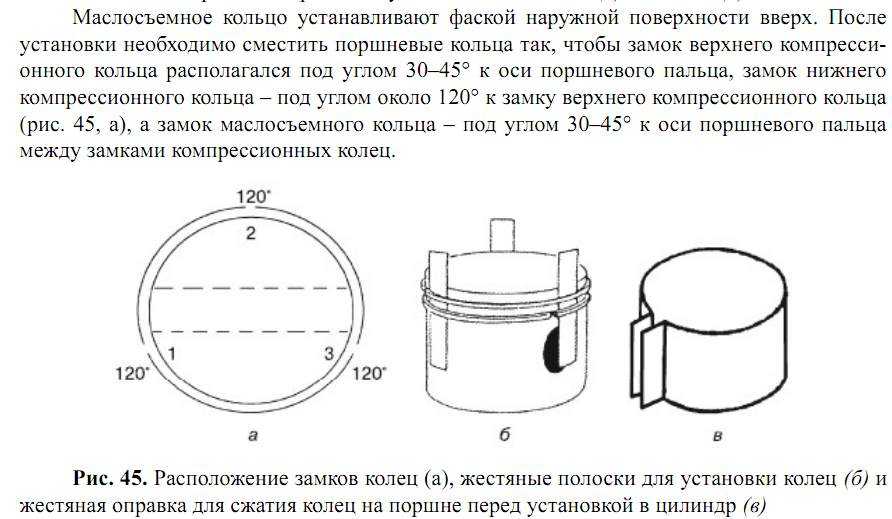 В сторону привода распределительного вала.
В сторону привода распределительного вала.
Маркировка поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.
В качестве запасных частей поставляются поршни только классов А, С и Е. Их достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Увеличение диаметра для ремонтных размеров поршней составляет 0,4 и 0,8 мм. На днищах ремонтных поршней ставится маркировка в виде квадрата или треугольника. Квадрат соответствует увеличению наружного диаметра на 0,8 мм, а треугольник — на 0,4 мм.
Контролируемые размеры сборки «шатун-палец-поршень» шатунно-поршневой группы двигателей ВАЗ.
Поршни делятся по весу на три группы:
— Нормальные.
— Увеличенные на 5 г.
— Уменьшенные на 5 г.
Этим группам соответствует маркировка на днище поршня: «Г», «+» и «-». На двигателе ВАЗ все поршни должны быть одной группы по массе. При изготовлении строго выдерживается масса поршней, и подбирать поршни по массе при сборке двигателя не требуется. Если приобретены поршни одной группы.
При изготовлении строго выдерживается масса поршней, и подбирать поршни по массе при сборке двигателя не требуется. Если приобретены поршни одной группы.
Шатунно-поршневые группы одного двигателя ВАЗ не должны заметно отличаться по массе, чтобы при работе дисбаланс не приводил к вибрации и поломке двигателя. Равенство веса обеспечивают подбором поршней одной группы и шатунов одного класса. Для некоторых двигателей ВАЗ допускалась подгонка веса поршней или шатунов путем выборки металла в случаях, когда не удавалось найти детали одной весовой группы.
Когда допускается подгонка поршней, поршни одного двигателя не должны отличаться по массе более чем на 2,5 г. При подгонке массы съем металла должен ограничиваться указанными в таблице ниже пределами.
Параметры контроля массы поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.
Контролируемые размеры при подгонке веса поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.
Поршневой палец.
Поршневой палец всех двигателей ВАЗ, кроме ВАЗ-2110, 2111, 21213, 2130, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. У двигателей ВАЗ-2110, 2111, 21213, 2130 поршневой палец плавающего типа. То есть свободно вращается и в бобышках поршня, и во втулке шатуна. В отверстиях поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса, через 0,004 мм. Класс маркируется краской на торце пальца:
— Синяя метка — первый класс.
— Зеленая — второй класс.
— Красная — третий класс.
Перед сборкой шатунно-поршневой группы подбирают палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Правильное сопряжение пальца с поршнем достигается, если поршневой палец входит в отверстие бобышки при нажатии большим пальцем руки и не выпадает. Если держать поршень с поршневым пальцем в вертикальном положении.
Проверка сопряжения пальца и поршня шатунно-поршневой группы двигателей ВАЗ.
Выпадающий из бобышки палец следует заменить пальцем следующей по размеру категории. Если был палец третьей категории, то приходится заменять и поршень, и палец.
Шатун.
Шатун обрабатывается вместе с крышкой нижней головки. Поэтому по отдельности они невзаимозаменяемые. Чтобы при сборке не перепутать крышки и шатуны, на них клеймят номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны быть одинаковыми, находиться с одной стороны шатуна и двигателя.
В верхнюю головку шатуна двигателей ВАЗ-2110, 2111, 21213, 2130 запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны делятся на три класса — через 0,004 мм, как и поршни. Номер класса наносится на верхнюю головку шатуна.
В этих двигателях ВАЗ равенство масс шатунно-поршневой группы одного двигателя регулируется путем выборки при необходимости металла из шатунов.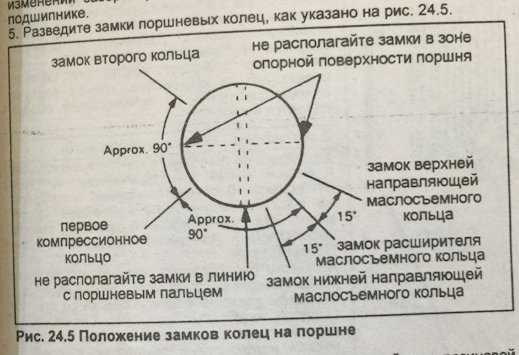 По массе верхней и нижней головок шатуны подразделяются на классы. Маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
По массе верхней и нижней головок шатуны подразделяются на классы. Маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Классы шатунов шатунно-поршневой группы двигателей ВАЗ по массе верхней и нижней головок.
Подгонять массу шатунов можно удалением металла с бобышек верхней и нижней головок. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна, следующие:
— На двигателях ВАЗ-2110 и 2111 — боковины верхней головки и бобышка крышки нижней головки.
— На двигателях ВАЗ-21213, 2130 — бобышка верхней головки и бобышка крышки нижней головки.
Контрольные зазоры шатунно-поршневой группы двигателей ВАЗ.
Сборка поршня с шатуном.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун до 240 градусов для расширения его головки. Для этого шатуны на 15 минут помещают в электропечь, заранее нагретую до 240 градусов, направляя верхние головки шатунов внутрь печи. Применяют также паяльные лампы и промышленные фены, дающие горячий воздух с температурой около 300 градусов. Они применяются для пайки пластмасс и т. п.
Применяют также паяльные лампы и промышленные фены, дающие горячий воздух с температурой около 300 градусов. Они применяются для пайки пластмасс и т. п.
Запрессовывать нужно скорее. Так как после охлаждения шатуна нельзя изменить положение пальца. Палец следует заранее приготовить к сборке, надев его на валик приспособления, установив на конце этого валика направляющую и неплотно закрепив ее винтом. Чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун нужно быстро зажать в тисках и надеть на него поршень. Совместив отверстие под палец с отверстием верхней головки шатуна. Палец необходимо протолкнуть в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца.
Поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна. С 1990 года шатуны изготавливают без отверстия для прохода масла на нижней головке шатуна, поэтому ликвидированы и отверстия в шатунных вкладышах. Такие шатуны можно соединять с поршнем в любом положении.
С 1990 года шатуны изготавливают без отверстия для прохода масла на нижней головке шатуна, поэтому ликвидированы и отверстия в шатунных вкладышах. Такие шатуны можно соединять с поршнем в любом положении.
После сборки шатуна с пальцем и поршнем следует проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления.
1. Зажать основание приспособления в тиски и установить на нем шатун с поршнем.
2. Опустить кронштейн индикатора, вставить в отверстие пальца резьбовой стержень. Продвинув его до упора головки стержня в торец пальца.
3. На конец стержня навернуть гайку и затянуть ее. Выбрав возможные зазоры.
4. Поднять кронштейн до горизонтального положения, закрепить его и установить штифт индикатора на головке стержня, вставленного в палец.
5. Установить индикатор на нулевую отметку.
6. Вставить в паз резьбового стержня упор, чтобы стержень не проворачивался.
7. Динамометрическим ключом приложить к гайке стержня усилие 12,7 Нм (1,3 кгсм), соответствующее осевой нагрузке 3,92 кН (400 кгс).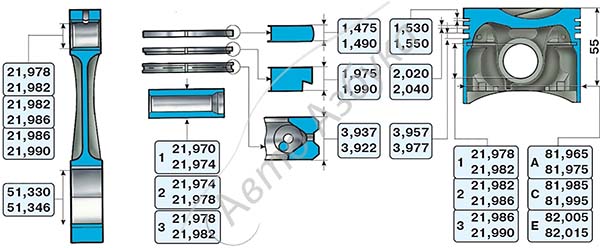
Испытание на выпрессовывание пальца на приспособлении А.95615 и проверка параллельности осей пальца и нижней головки шатуна.
Посадка пальца в шатуне верна, если после прекращения действия усилия и возвращения гайки в исходное положение стрелка индикатора вернется к нулю. В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
Проверка параллельности осей шатунно-поршневой группы двигателей ВАЗ.
Следует проверить параллельность осей шатунно-поршневой группы специальным прибором. Для чего нижнюю головку шатуна без вкладышей центрировать на выдвижных ножах прибора, а на днище поршня установить калибр.
Щупом нужно проверить зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра в зависимости от того, чем он касается плиты — углом или верхним концом. Зазор не должен превышать 0,4 мм. Если зазор больше, шатун следует заменить.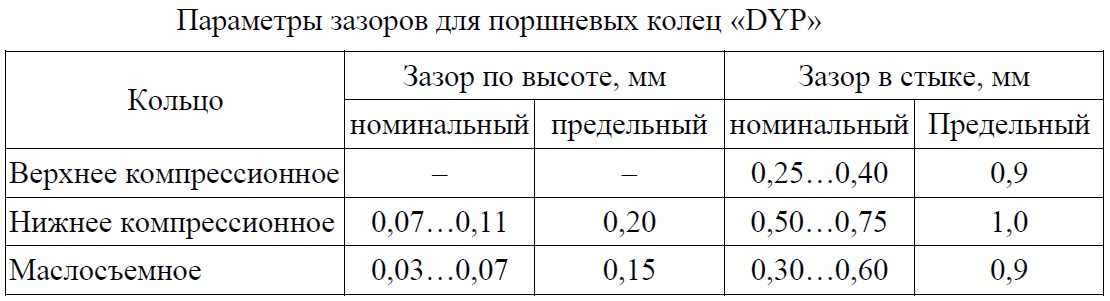 После охлаждения шатуна нужно смазать моторным маслом палец через отверстия в бобышках поршня.
После охлаждения шатуна нужно смазать моторным маслом палец через отверстия в бобышках поршня.
Установка поршневых колец.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа, с выточкой по наружной поверхности, фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину-расширитель.
Форма поршневых колец шатунно-поршневой группы двигателей ВАЗ в поперечном сечении.
На кольцах ремонтных размеров ставится цифровая маркировка 40 или 80. Это соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Зазор по высоте между канавками и кольцами проверяют, вставляя кольцо в соответствующую канавку. Предельно допустимые зазоры при износе — 0,15 мм.
Зазор в замке поршневых колец проверяют набором щупов. Вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском 0,003 мм, или в цилиндр. Зазор должен находиться в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, нужно запилить стыковые поверхности, а если повышенный — заменить кольца.
Зазор должен находиться в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, нужно запилить стыковые поверхности, а если повышенный — заменить кольца.
Измерение зазоров между кольцом и канавкой, и в замке.
Итак, нужно смазать моторным маслом канавки на поршне и установить кольца на поршень. Нижнее компрессионное кольцо следует устанавливать выточкой вниз или меткой «Верх» (или по-английски ТОР) вверх к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться на стороне, противоположной замку кольца. Маслосъемное кольцо устанавливают фаской наружной поверхности вверх.
После установки необходимо сместить поршневые кольца так, чтобы:
— Замок верхнего компрессионного кольца располагался под углом 30-45 градусов к оси поршневого пальца.
— Замок нижнего компрессионного кольца — под углом около 120 градусов к замку верхнего компрессионного кольца.
— А замок маслосъемного кольца — под углом 30-45 градусов к оси поршневого пальца между замками компрессионных колец.
Расположение замков поршневых колец на поршне.
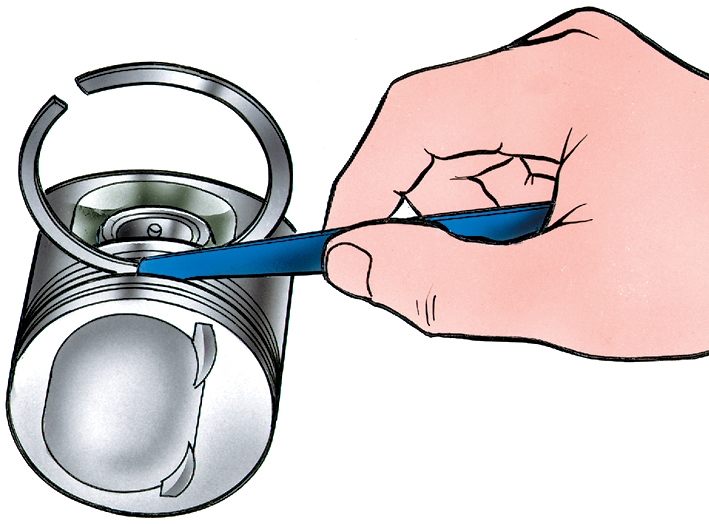
Кольца можно надеть на поршень руками. Держа большие пальцы в разрезе кольца, а средние пальцы — с противоположной стороны. Верхнее компрессионное и маслосъемное кольца редко ломаются, а второе компрессионное кольцо довольно жесткое и ломается при разводе концов кольца более чем на 2 мм. Чтобы не сломать это кольцо, для его установки пользуются полосками из жести.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
— 44881N0 MAHLE — 800013842000
Цена нетто $11,43 (11,43 долл. США
без НДС 0%)
Ваша цена
-30%
$8.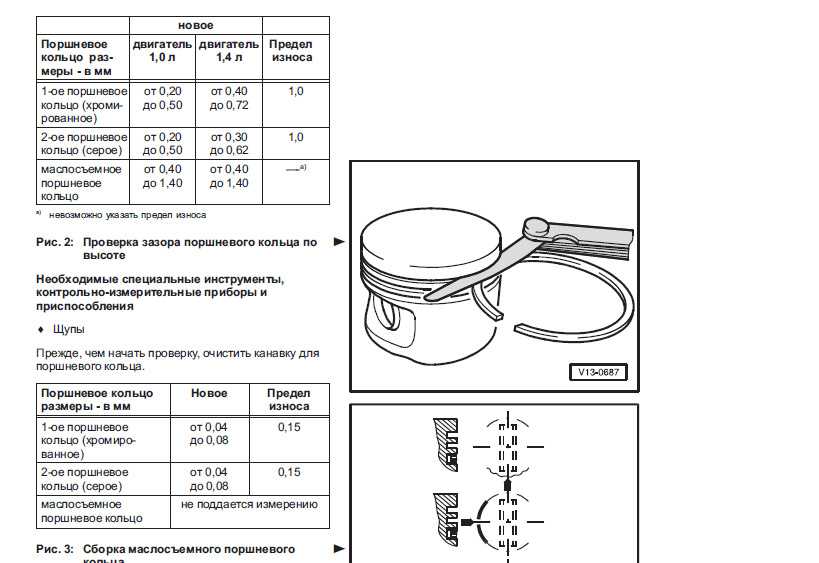 00
($8,00
без НДС 0%)
00
($8,00
без НДС 0%)
| На складе: | 0 шт. | |
| Внешний запас: |
К сожалению, для этого продукта нет дополнительного описания.
Documents
233199966.PDF
546053932.PDF
Categories
Pistons / liners / rings > Поршневые кольца — 1 поршневой комплект
Используется в
Справочные номера
- КОЛЬБЕНШМИДТ # 80 00138 4 2 000
- МАХЛЕ # 448 81 N0
Является частью
4481800 — Поршень MAHLE
Общая информация
| Код: | 4481800 |
| Марка: | MAHLE |
| Название: | Piston |
| Автомобиль: | LADA |
| Вес : | 0,50 кг |
| Стандартный размер [STD]: | да |
| Диаметр цилиндра [мм]: | 82,0 мм |
| Длина [мм]: | 66 мм |
| Высота сжатия [мм]: | 37,9мм |
| Длина болта [мм]: | 66,6 мм |
| Болт Ø [мм]: | 22 мм |
| Глубина углубления 1 [мм]: | 6,54 мм |
| Глубина кармана клапана 1 [мм]: | 6,19 мм |
| Дополнительный артикул/информация 2: | без канала охлаждения |
| Высота верхней площадки [мм]: | 7,5 мм |
| Заводской номер: | 82 л 72 |
| Зазор поршня [мм]: | 0,03 мм |
| Номер компонента: | 1.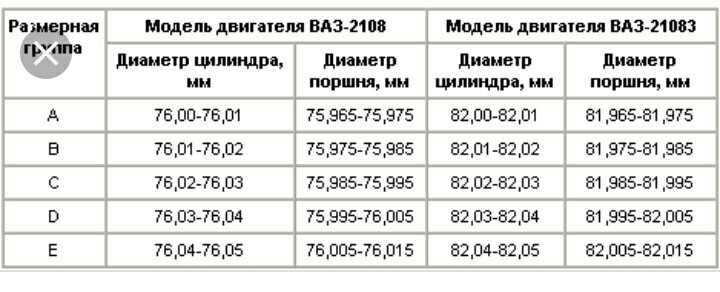 Р 1,5 Кр Р 1,5 Кр |
| Номер компонента: | 2. НМ 2.0 П |
| Номер компонента: | 3. 3С 3.94 Кр |
| Длина упаковки [см]: | 10,0 см |
| Ширина упаковки [см]: | 10,00 см |
| Высота упаковки [см]: | 13,80 см |
| Вес нетто [г]: | 506,0 г |
Показать все Показать меньше
Нетто цена: 27,05 $ (27,05$ без НДС 0%)
Ваша цена: -30% $18,93 ($18,93 без НДС 0%)
| На складе: | 0 шт. | |
| Внешний запас: |
Размеры поршня ВАЗ — Таблицы размеров
| Основные параметры поршня: |
Параметры поршня включают более 15 размеров, основные из них следующие:
|
| Примечание: |
При износе поршня возможно возникновение зазора между юбкой и цилиндром, стирание верхней канавки поршня, задиры юбки, трещины и деформация перегородок между кольцами. Важно: Параметры и размеры изделия у разных производителей могут незначительно отличаться. |

| Общий просмотр Общий вид | Piston Struck MIN . Данные указаны в (мм). | Максимальный ход поршня Ход поршня max Максимальное значение параметра Ход поршня для всех модификаций модели Марка. Данные указаны в (мм). | Modifications Total number of all marka model modifications presented in our database |
|---|---|---|---|
(General view) | 60.6 (mm) | 85 (mm) | 8 |
| Параметр Параметр поршня Данные приведены для автомобилей различных модификаций и годов выпуска | Значение Значение поршня данные приведены для автомобилей с различными модификациями и годами производства | |||
|---|---|---|---|---|
210834.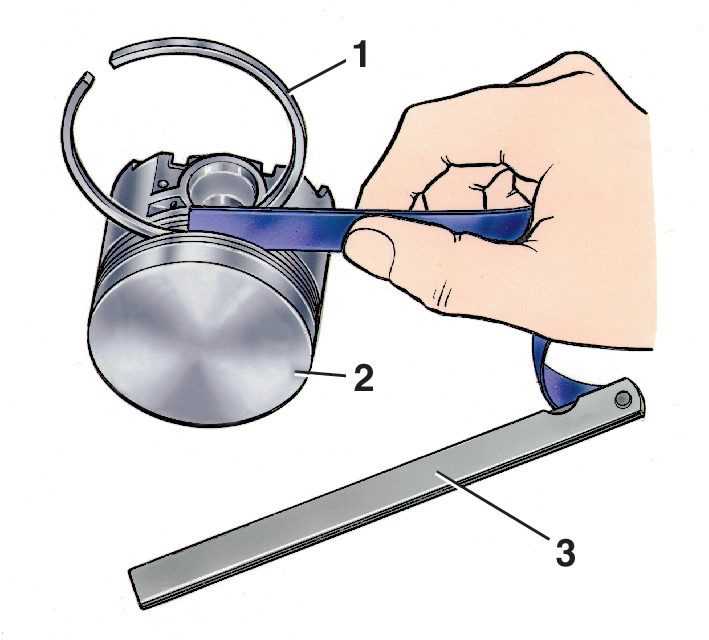 ) ) | ||||
| Compression ratio | 9.3 | |||
| 210834 Тарзан 1.8 MT 4WD (1997 — 2002) | ||||
| Piston stroke | 85 (mm) | |||
| Compression ratio | 8.4 | |||
| 2108 Natacha 1.5 MT (1990 — 1995) | ||||
| Piston stroke | 71 (mm) | |||
| Compression ratio | 9.9 | |||
| 2108 1,3 млн. Тонн (1984 — 1997) | ||||
| Стало поршня | 71 (мм) | |||
| Компрессионный уровень | Уровень сжатия | . | ||
| 21081 1,1 млн. Тонн (1984 — 1997) | ||||
| 903b | ||||
| Piston stroke | 71 (mm) | |||
| Compression ratio | 9.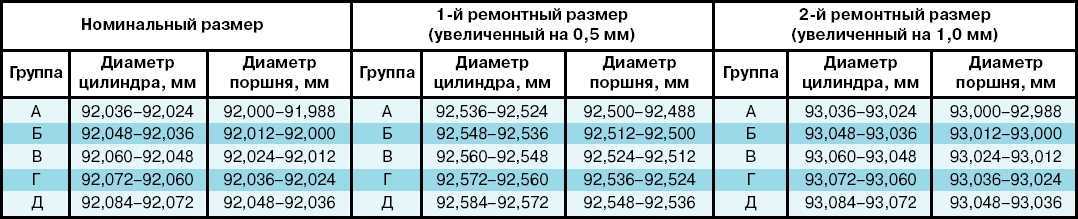 Разное Разное | |||