
Регулировка клапанов на восьмиклапанном двигателе ВАЗ 2110
Содержание
- Периодичность регулировки
- Инструмент для проведения работ
- Процесс регулировки
Несмотря на возраст, старый добрый восьмиклапанник во всех его вариациях не только не уходит с дорог, но и во все новых инкарнациях продолжает выпускаться тольяттинским заводом. Но несмотря на неприхотливость и достаточный ресурс, в чем-то он уже давно устарел – и в немалой степени устарел газораспределительный механизм. Как бы ни была проста и «неубиваема» система «распредвал-толкатель-клапан», износ в ней неизбежен, а отсюда и необходимость в регулярной регулировке тепловых зазоров.
Периодичность регулировки
В необходимости регулировки зазоров в клапанах ВАЗ 2110 вспоминают, когда из-под капота раздается характерный звук тарахтящих толкателей. С этим ВАЗовскому 8-клапаннику повезло: есть моторы, у которых клапанные зазоры по мере износа умудряются уменьшаться, и здесь уже напомнил бы о себе прогар клапанов и необходимость в демонтаже головки.
Однако откладывать регулировку «до последнего» все равно не нужно. Сам по себе шум газораспределительного механизма уже прямое следствие роста ударных нагрузок в нем: верхушка кулачка не накатывается на толкатель, а бьет по нему. Даже при работе на холостых оборотах каждый кулачок за минуту испытает более 400 таких ударов – а сколько их будет за одну поездку? А удары – это и рост износа, и риск развития усталостных напряжений, причем на самой нагруженной части распредвала.
Заводской регламент предписывает первую регулировку клапанов на 3000 пробега (приработка деталей), затем на 45000 и далее каждые 45000 пробега. Приобретая ВАЗ 2110 с рук, стоит совместить регулировку клапанов с заменой ремня ГРМ, чтобы сразу иметь гарантированную точку отсчета регламентных процедур. С увеличением пробега может понадобиться процедура притирки клапанов.
Инструмент для проведения работ
Помимо обиходного набора головок и накидных ключей, которые у владельца ВАЗовской «десятки» и так должны быть, потребуется еще несколько инструментов:
- Приспособление, отжимающие толкатели для извлечения регулировочных шайб из них.
 Можно обойтись и парой мощных отверток, но вопрос цены здесь не так велик, чтобы расплачиваться за экономию меньшим удобством. Можно и вовсе снять распредвал – но тогда придется снимать и ремень ГРМ, снова выигрыша во времени нет.
Можно обойтись и парой мощных отверток, но вопрос цены здесь не так велик, чтобы расплачиваться за экономию меньшим удобством. Можно и вовсе снять распредвал – но тогда придется снимать и ремень ГРМ, снова выигрыша во времени нет. - Набор щупов – ими мы и будем измерять зазоры.
- Микрометр – он не обязателен, но очень полезен. Толщина новой шайбы при регулировке высчитывается исходя из толщины старой и измеренного зазора, а что делать, если маркировка толщины на шайбе стерта (да и износ никто не отменял?). Микрометр 0-25 мм можно и одолжить, благо поверить его можно простым сведением без калибров.
 Можно обойтись и парой мощных отверток, но вопрос цены здесь не так велик, чтобы расплачиваться за экономию меньшим удобством. Можно и вовсе снять распредвал – но тогда придется снимать и ремень ГРМ, снова выигрыша во времени нет.
Можно обойтись и парой мощных отверток, но вопрос цены здесь не так велик, чтобы расплачиваться за экономию меньшим удобством. Можно и вовсе снять распредвал – но тогда придется снимать и ремень ГРМ, снова выигрыша во времени нет.Процесс регулировки
Открыв капот, первым делом стоит выкрутить свечи: вращать коленчатый вал будет гораздо удобнее. Также демонтируется все, что помешает снятию клапанной крышки: кронштейн тросика газа, патрубки вентиляции картера.
Далее снимаем саму клапанную крышку, открутив две фасонные гайки по краям. Отделять крышку лучше аккуратнее, чтобы не повредить прокладку и уплотнения шпилек.
В восьмиклапаннике ВАЗ 2110 два кулачка открыты, и иллюстрировать работу проще на втором цилиндре. Однако постели распредвалов не будут мешать и на остальных цилиндрах.
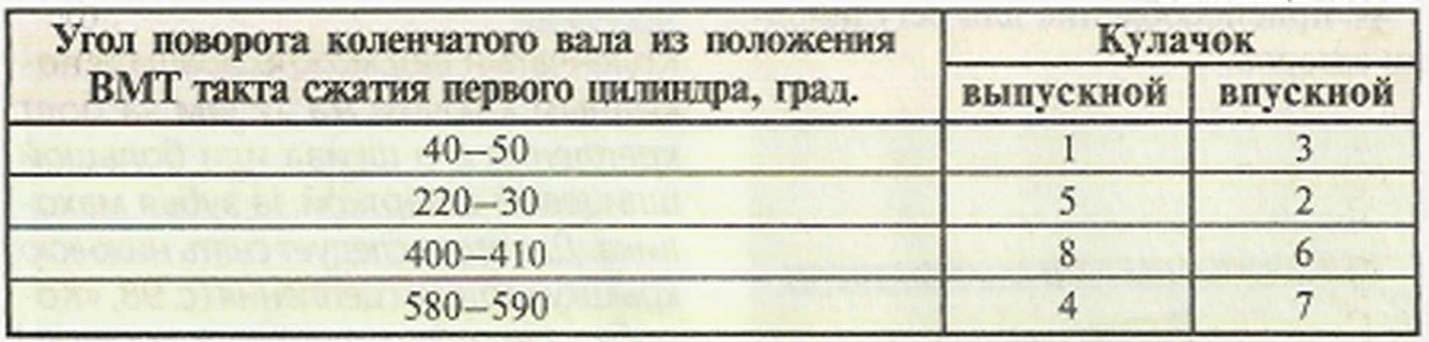
При работе рядной четверки каждые два цилиндра работают в противофазе – когда в верхней мертвой точке (ВМТ) первого цилиндра кончается такт сжатия, то в четвертом поршень также находится в верхней точке, но в конце такта выпуска. Аналогично и во втором-четвертом, но с разницей на пол-оборота коленчатого вала. Для нас же это значит, что мы за один раз измерим зазор в двух клапанах:
| Градусы поворота коленвала | Выпускной клапан | Впускной клапан |
| 40-50 | 1 | 3 |
| 220-230 | 5 | 2 |
| 400-410 | 8 | 6 |
| 580-590 | 4 | 7 |
Номера кулачков, под которыми измеряется зазор, указаны считая от шкива распредвала.
Для начала работы устанавливаем шкив распредвала по меткам (выступ на шкиве напротив выступа на кожухе). Шкив вращаем по часовой стрелке накидным ключом или головкой с трещоткой.
В момент совпадения меток 1 и 4 цилиндры выставляются в верхней мертвой точке. Однако у любого реально существующего двигателя фазы впуска и выпуска не только шире одного такта (90 градусов по коленвалу или 180 по распредвалу), но и смещены относительно мертвых точек. Поэтому в вышеприведенной таблице и указаны точки, когда кулачки встают на толкателях строго затылками. Можно было бы измерять зазор и без такой точности – затылок кулачка имеет форму дуги, центр которой совпадает с осью вращения распредвала, но никто не застрахован от неравномерно изношенного или изначально неточно обработанного распредвала.
Для отсчета углов удобно использовать зубцы шкива: 3 зуба по распредвалу приблизительно равны 50 градусам по коленвалу.
Выставив распредвал, измеряем щупами зазоры в паре клапанов: в первом случае под первым и третьим кулачками. Начиная от щупа толщиной 0,2 мм, перебираем пластины из набора, пока очередная не начнет входить в зазор без ощутимого усилия, но с едва ощутимым натягом. Полученный зазор записываем. Номинальный зазор для впускного клапана – 0,2 мм, для выпускного – 0,35 мм (выпускные клапана нагреваются при работе двигателя сильнее, и для компенсации их удлинения зазор дается больше).
Начиная от щупа толщиной 0,2 мм, перебираем пластины из набора, пока очередная не начнет входить в зазор без ощутимого усилия, но с едва ощутимым натягом. Полученный зазор записываем. Номинальный зазор для впускного клапана – 0,2 мм, для выпускного – 0,35 мм (выпускные клапана нагреваются при работе двигателя сильнее, и для компенсации их удлинения зазор дается больше).
Если измеренный зазор «уплыл», извлекаем регулировочную шайбу с помощью приспособления, отжав толкатель и подцепив шайбу тонким предметом. Возможно, перед этим придется провернуть толкатель для удобства пазом к себе.
Теперь рассчитайте толщину шайбы, которая нужна. Проще, если извлеченная шайба имеет маркировку на нижнем торце (именно поэтому они и укладываются при установке маркировкой вниз), а верхний торец не имеет ощутимых следов износа. Тогда достаточно добавить к маркированной толщине разницу между измеренным зазором и номинальным. Например, если зазор на выпускном клапане измерен в 0,5 мм, а шайба в толкателе стояла номиналом 2,2 мм, то новая должна иметь толщину 2,2+(0,5-0,35)=2,35 мм.
Проверив и установив зазоры на двух клапанах, проворачиваем распредвал и переходим к следующей паре. Главное при этом не забывать то, что работа неизбежно будет связана с маслом на руках – не допускайте попадания на ремень ГРМ, который после контакта с маслом долго не прослужит.
Если же Вы решили совместить замену ремня ГРМ с регулировкой клапанов ВАЗ 2110, то поступите иначе. Сначала, не снимая старый ремень ГРМ, вымеряем все зазоры и записываем их на бумаге. Затем выставим ГРМ вновь по метке на распредвале и снимем ремень, после чего снимем и распредвал, отвернув болт шкива и сняв постели. После этого доступ ко всем толкателям очень прост.
Регулировочные шайбы извлекаем строго по порядку, считывая или измеряя их толщину. Затем, руководствуясь измеренным зазором, подбираем нужную шайбу и только после установки шайбы в один толкатель переходим к следующему.
У такого метода есть дополнительный плюс: можно заодно оценить состояние шеек распредвала, его постелей и сальника. На моторе с приличным пробегом (или даже «свежем», но без надлежащего ухода) можно, например, встретиться с задирами и наволакиванием алюминия на шейки.
В этом случае лучше начать с ремонта «по факту», а уж потом сделать ТО.
Печать
Реставратор для пластика и кожи 5 минут и салон авто как новый. | 1490 р. | |||
Набор для ремонта стекла Ремонт стекла авто своими руками. | 1690 р. | |||
Зеркало видеорегистратор Vehicle Blackbox DVR видеорегистратор + зеркало заднего вида + камера заднего вида | 1990 р. | |||
Зеркало — бортовой компьютер 12в1 — видеорегистратор, GPS-навигатор, | 1990 р. | |||
Авточехлы из экокожи Салон будет как новый! | 3990 р. |
 ..
..«Как отрегулировать зазоры клапанов ВАЗ 2114 (8 клапанов)?» — Яндекс Кью
Анонимный вопрос · ·
11,3 K
sdgfsdgs
Веселый и отличный парень. Получил большой урок… · 16 авг 2018
1) скидываем клапанную крышку.
2) сводим метки шкива распред вала и задней крышки ГРМ
3) последовательность проверки зазоров следущая, буду писать первой цифрой номер клапана, второй количество зубов которые нужно будет сдвинуть относительно меток распред вала и задней крышки по часовой стрелке ( фото пример проверки зазора 1 и 3 клапанов) :
!!
— 1, 3 клапан 3 зуба.
— 5, 2 клапан 13 зубов
— 8, 6 клапан 24 зуба
— 4, 7 клапан 36 зубов
кулачи визуально должны смотреть вверх и немного на морду машины
!!
нормы зазоров: ( НЕ ЗАБЫВАЙТЕ ЗАПИСЫВАТЬ НА ЛИСТОК КАКОЙ ЩУП ВОШЕЛ)
выпускной клапан : 0.35мм (т.е щуп с маркировкой 35, должен заходить в 1ый клапан с легким защемлением)
впускной клапан: 0.20мм ( т.е щуп с маркировкой 20, должен заходить в 3ии клапан с легким защемлением)
таким образом проверяем все 8 клапанов щупами, допускается норма в расхождении 0,05мм!
но рекомендую все же регулировать выпускные клапана если они пережаты на 0.05мм.
и еще правило :Лучше когда клапан ослаблен на 0.05 , нежели перетянут.
далее определяемся какие клапана необходимо регулировать: (приведу пример своих замеров, у меня они выглядели так)
1 клап. — 0.25 при норме (0.35)
3 — 0.20 (0.20)
5 — 0,40 (0.35)
2 — 0.20 (0.20)
8 — 0.35 (0.35)
6 — 0.20 (0.20)
4 — 0,30 (0.35)
7 — 0.15 (0.20)
итого: 1, 5 , 4, клапана нужно регулировать.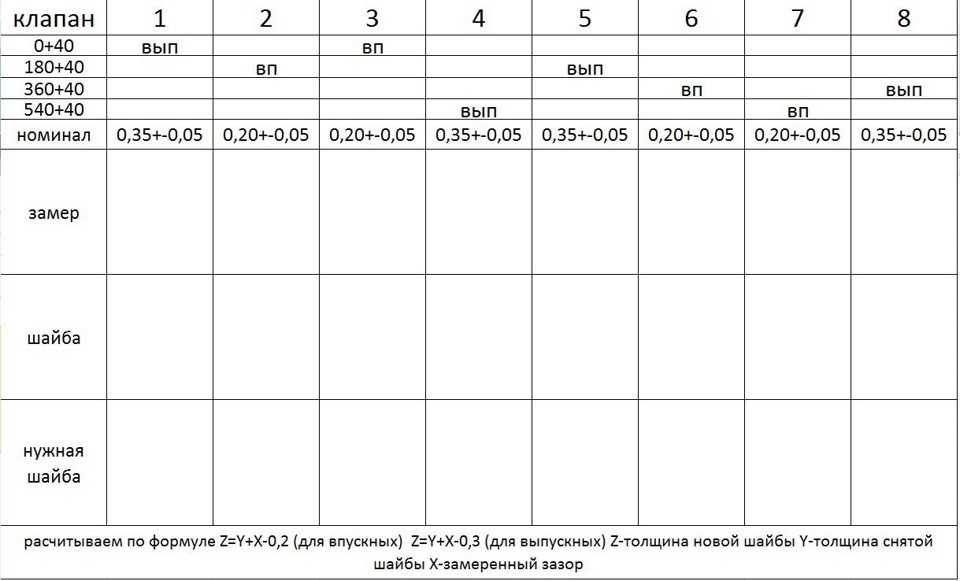 (5,4,7 не обязательно)
(5,4,7 не обязательно)
далее с помощью штанги, флажка и пинцета достаем старую шайбу (пример на моей шайбе которая была в 1 клапане), на ней вы заметите трехзначные цифры, 337 (моя шайба, у вас может быть любая цифра)
((пример фото расположения флажка и штанги на 5 клапане т.к на первом не видно из за накладки распредвала, шайба с первого клапана))
и вычисляем по формуле толщину новой шайбы, которую нам нужно поставить:
H = B +( A-C). мм.
H- толщина новой шайбы
B — толщина снятой шайбы
A — замеренный зазор щупом
С — номинальный зазор (норма)
пример: H = 3,37+ (0,25 — 0,35) = 3,27 = 327
таким образом считаем все шаибы которые необходимо регулировать.
-идем в магазин
-покупаем новые шайбы
-пинцетом ложим в паз
-надавливаем рукоядкой толкателем на штанге
-убираем флажок держатель
-проверяем еще раз щупом
-проворачиваем коленчатый вал и приступаем к следущему клапану.
после регулировки всех клапанов, протираем блок в месте прокладки от грязи и масла, протираем паз клапанной крышки в месте прокладки, кидаем новую прокладку и ставим все на место.
и для завершения ритуала капелька крови на движок, без нее все было бы на смарку 😀
·
5,2 K
Алан Гаев
13 сент 2019
Какая задняя крышка ГРМ, не очень понятно? Металлическая? Так это пыльник называется, на продаже зап. частей на… Читать дальше
Комментировать ответ…Комментировать…
Валерия Елагина
Люблю этот мир и шоколадки. · 5 авг 2018
Так как я не очень хорошо разбераюсь в машинах, то нашла для вас статью с подробным ответом на ваш вопрос по поводу зазоров на восьми клапанном двигателе ВАЗ 2114, просмотреть вы её можете пройдя по ссылке http://carfrance.ru/re… Читать далее
4 оценили·
5,1 K
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
Зазоры клапанов Briggs and Stratton
Зазоры клапанов Briggs and StrattonСпецификации для малых двигателей, используемых на различном энергетическом оборудовании для использования вне помещений
ПОИСК НА ЭТОМ САЙТЕ:
Briggs & Stratton впускной и выпускной клапан.
 Гильза одинарного цилиндра
Гильза одинарного цилиндра 005 / .007
005 / .007 004 / .008
004 / .008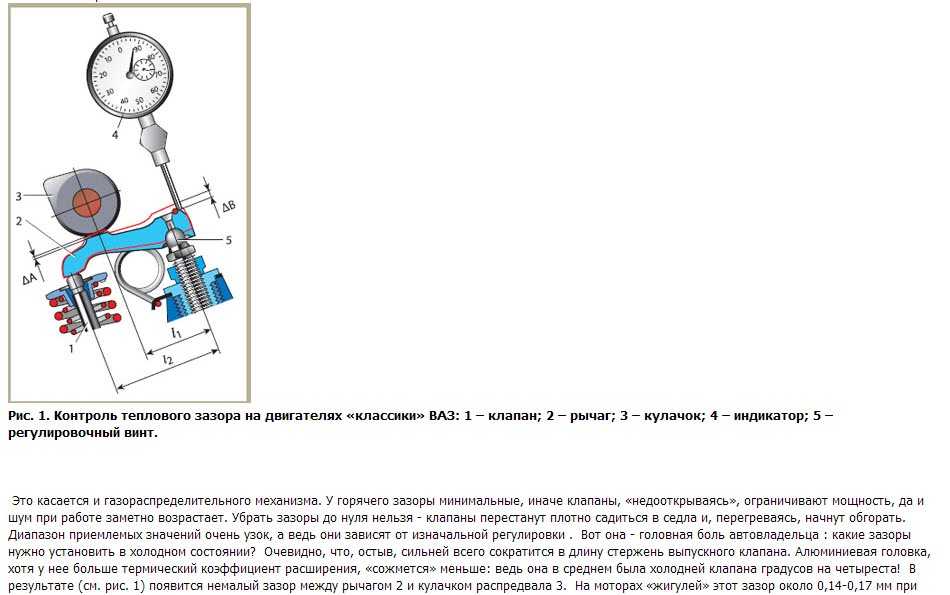 0011 .004 / .006
0011 .004 / .006, 294000, 303000
Как измерить зазор между поршнем и клапаном с помощью глины
| Практическое руководство — двигатель и трансмиссия
В двигателе взаимосвязь между клапанами и поршнями ненадежна. Если места слишком мало, они могут столкнуться. Если это произойдет, то возникшая бойня потребует замены одного из клапанов, направляющих или поршней. В лучшем случае потребуется полная переборка двигателя. Никто не хочет выковыривать куски стали и алюминия из масляного поддона.
Если места слишком мало, они могут столкнуться. Если это произойдет, то возникшая бойня потребует замены одного из клапанов, направляющих или поршней. В лучшем случае потребуется полная переборка двигателя. Никто не хочет выковыривать куски стали и алюминия из масляного поддона.
Надлежащий зазор между поршнем и клапаном особенно важен при работе с поршнями с высокой степенью сжатия, кулачками с большим сроком службы и высокими оборотами. По этим причинам крайне важно проверять зазор между поршнем и клапаном всякий раз при сборке двигателя, а также при замене головок цилиндров или клапанного механизма. Проверка этого крайне важного зазора не составляет труда и может принести огромные дивиденды в плане долговечности. Кратчайший путь к катастрофе — предполагать, что все в порядке.
Для проверки зазора вам понадобится пластилин Play Doh или аналогичный пластилин, недорогой штангенциркуль и пара прочных подъемников. Что касается самого двигателя, короткий блок должен быть окончательно собран, вам потребуются головки цилиндров, прокладки головок и распределительный вал / клапанный механизм, которые будут использоваться.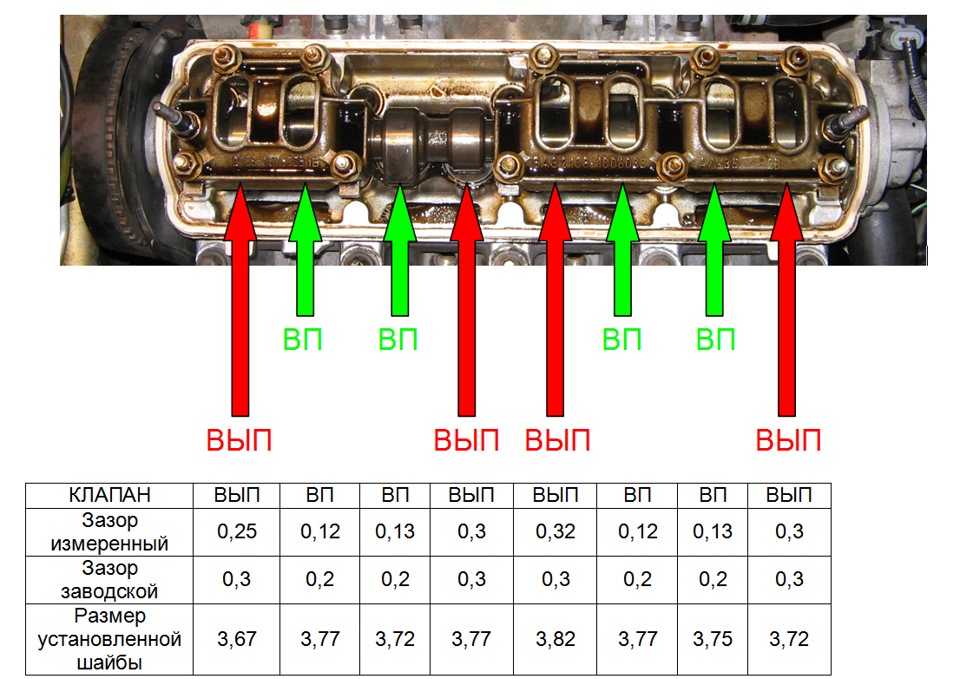 Процесс, подробно описанный в этой статье, достаточно прост и может означать разницу между счастливым движком и грустным кошельком.
Процесс, подробно описанный в этой статье, достаточно прост и может означать разницу между счастливым движком и грустным кошельком.
Рекомендуемый зазор между клапаном и поршнем обычно составляет не менее 0,080 дюйма на стороне впуска и не менее 0,100 дюйма для выпускного клапана. Для выхлопа требуется немного больше зазора, потому что он больше расширяется при нагревании.
Добавьте 0,030 дюйма минимального зазора к каждому клапану, если двигатель оснащен алюминиевыми стержнями, поскольку они имеют тенденцию растягиваться больше, чем стальные.
Большинство проблем с поршнем и клапаном возникают за 10 градусов до верхней мертвой точки (ВМТ). Убедитесь, что зазор между поршнем и клапаном проверен, когда кулачок установлен точно в том положении, в котором он будет работать.
Очистите верхнюю часть поршня и клапанов. Чем чище поршень, тем лучше глина прилипнет к нему при проверке.
Нагар на поверхностях поршня и клапана влияет на зазор.
 Ослабьте коромысла и снимите толкатели, снимите головку. болты и осторожно снимите головку блока цилиндров, убедившись, что она не прилипла к глине. Вот тут-то и пригодится капля масла. Лезвием бритвы или ножом разрежьте глину посередине каждого предохранительного клапана и снимите одну половину с верхней части поршня. Измерьте толщину оставшихся половинок штангенциркулем. Проверяйте по одному клапану за раз и записывайте результаты измерений. Это не окончательный зазор между поршнем и клапаном. Чтобы найти истинный зазор между поршнем и клапаном, используйте эту формулу:
Ослабьте коромысла и снимите толкатели, снимите головку. болты и осторожно снимите головку блока цилиндров, убедившись, что она не прилипла к глине. Вот тут-то и пригодится капля масла. Лезвием бритвы или ножом разрежьте глину посередине каждого предохранительного клапана и снимите одну половину с верхней части поршня. Измерьте толщину оставшихся половинок штангенциркулем. Проверяйте по одному клапану за раз и записывайте результаты измерений. Это не окончательный зазор между поршнем и клапаном. Чтобы найти истинный зазор между поршнем и клапаном, используйте эту формулу:Толщина глины (толщина прокладки в несжатом состоянии — толщина прокладки в сжатом состоянии) = зазор PTV
Пример 0,130 дюйма (0,040–0,035 дюйма) = зазор 0,125 дюйма.
Трендовые страницы
2022 Sema Show Live с Дейвом Киндегом и Кевдогг: эпизод 254 подкаста Truck Show. Победители конкурса MotorTrend Software-Defined Vehicle Innovator Awards!
Совет дня: Эпизод 256 Подкаста Truck Show
Эпизод неизбежного подкаста.
