
Ремонт головки блока цилиндров от 1500 руб
Ремонт головки блока цилиндров в Самаре
Мастера автосервиса ГЭМБЛ имеют в своем распоряжении все необходимое, чтобы выполнять ремонт головки блока цилиндров максимально быстро и с обеспечением высокого качества всех работ. Мы занимаемся обслуживанием и ремонтом автомобилей российского и иностранного производства, готовы предоставить услуги по всем направлениям – от диагностики до периодического ТО авто.
Когда нужен ремонт ГБЦ?
В процессе эксплуатации авто головка блока цилиндров принимает на себя основную нагрузку двигателя. Не удивительно, что в случае повышения нагрузок, перепадов температур и воздействия иных внешних факторов этот элемент может получить серьезные повреждения. В результате дальнейшее использование автомобиля может быть под вопросом.
Но проблема не такая критическая, поскольку можно провести ремонт головки блока цилиндров, причем цена на такие работы заметно ниже, чем ремонт двигателя.
Преимущества автосервиса ГЭМБЛ:
- полный комплекс диагностического и ремонтного оборудования;
- новейшее техническое оснащение;
- опытные профессионалы, работающие в области ремонта не менее трех лет;
- официальные поставки запчастей, комплектующих и расходных материалов;
- выполнение работ в сжатые сроки;
- удобная зона для ожидания клиентов;
- приятные цены на ремонт ГБЦ в Самарерядных двигателей, регулярные акции и скидки на отдельные виды работ.
Запишитесь в ГЭМБЛ на ремонт гбц, цена приятно вас удивит. Подробная информация по телефону.
Автоцентр «Гэмбл» занимается обслуживанием, диагностикой и ремонтом иномарок в Самаре: Renault, Нyundai, KIA, Toyota, Ford, Mazda, SKODA, NISSAN, OPEL, Volkswagen, и других марок иностранных производителей.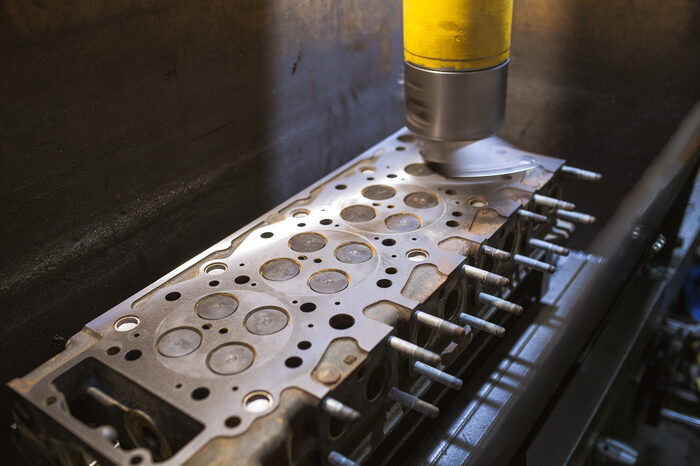
Также вам может быть интересно:
Капитальный ремонт двигателя в Самаре
«Гэмбл» — это автоцентр в Самаре, занимающийся ремонтом автомобилей отечественного и зарубежного производства. С нашей помощью можно решить проблему с автомобилем по доступной цене в кратчайшие сроки. Капитальный ремонт двигателя может включать в себя ремонт ГБЦ или ремонт блока цилиндров. В некоторых случаях возникает потребность в восстановлении коленчатого вала. Ремонтные работы могут осуществляться в полном и частичном формате. Выбор конкретного способа определяется на основе данных, полученных в ходе диагностики и осмотра.
Наши специалисты могут провести комплексную диагностику работы двигателя, определить проблемы и приступить к их устранению. В ходе диагностики осуществляется анализ состояния цилиндров, замер диаметра шеек коленчатого вала, проверяется на наличие люфта в поршнях и пальцах. Своевременная диагностика и обслуживание позволит избежать замены двигателя.
Другим вариантом капитального ремонта является расточка цилиндров, шлифовка ГБЦ и восстановление коленчатого вала.
Капитальный ремонт двигателей в Самаре от нашего автоцентра осуществляется в поэтапном формате:
- Разборка и дефектовка деталей двигателя;
- В ходе ремонтных работ посредством использования специальных средств осуществляется комплексная чистка двигателя;
- Полный разбор агрегата с заменой вышедших из строя и поврежденных элементов. Производится полная замена всех прокладок и сальников;
- Также чистятся форсунки, для этого специалисты используют набор инструментов. Проверке подвергается состояние коленчатого вала, внутренняя часть цилиндров, заменяются все детали ГРМ;
- На завершающем этапе двигатель собирается и ставится на место. По итогу ремонт можно считать выполненным.
Ознакомиться с ценами капитального ремонта двигателя можно на нашем сайте.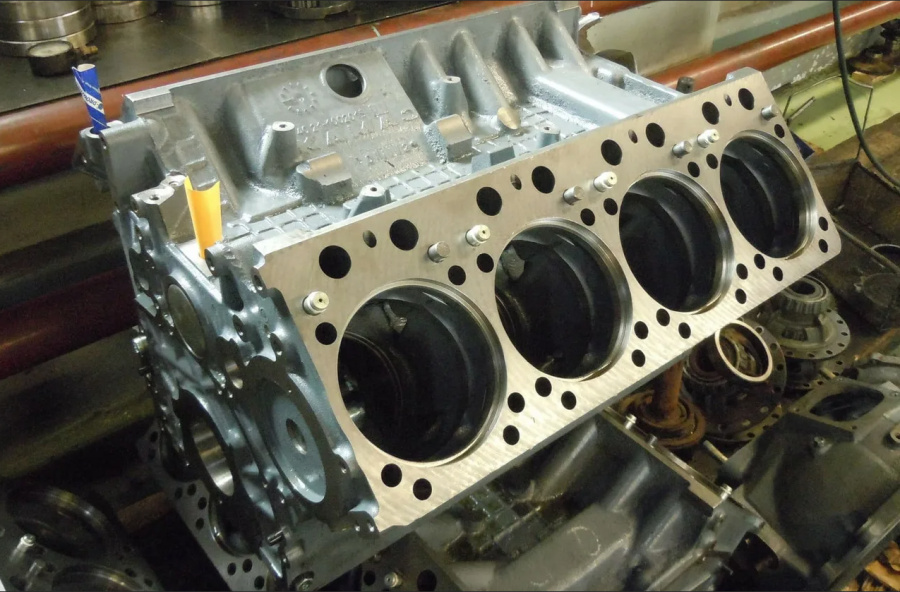
Ремонт головки блока цилиндров и газораспределительного механизма
Ремонт головки блока цилиндров и газораспределительного механизма
Основные дефекты головок блока цилиндров: трещины или сколы, раковины, риски, царапины, коробление поверхности прилегания головки к блоку цилиндров, изнашивание седел клапанов, изнашивание или срыв резьбы в резьбовых отверстиях, изнашивание отверстий под втулки клапанов, нарушение герметичности головки блока.
Рис. 1. Восстановление клапанных гнезд фрезерованием
а — фрезой черновой — 45°; б — фрезой черновой — 75е; в — фрезой черновой—15°; г — фрезой чистовой — 45°; д — схема образования рабочей фаски гнезда при фрезеровании; В — ширина рабочей фаски
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Трещины или сколы заваривают газовой сваркой аце-тиленокислородным, пропанбутаново-кислородным пламенем или аргонодуговой сваркой.
При изнашивании или срыве резьбы в резьбовых отверстиях головки цилиндров ставят ввертыши, спиральные вставки или нарезают резьбу ремонтного размера.
Коробление поверхности прилегания к блоку цилиндров устраняют шлифованием и фрезерованием. Неплоскостность поверхности прилегания после шлифования не должна превышать 0,05 мм по всей длине головки.
Наиболее распространенным дефектом головки цилиндров является износ рабочей фаски клапанных гнезд.
При небольших износах клапанов и гнезд герметичность сопряжения может быть восстановлена притиркой клапанов к гнездам. При больших износах клапанных гнезд их ремонтируют, восстанавливая геометрическую форму, ширину фаски и ее расположение.
Наиболее распространенным способом ремонта гнезд является фрезерование. Для этого применяют набор специальных фрез (зенковок) в количестве четырех штук. Черновой фрезой с углом 45° снимают слой металла до выведения следов износа. При этом ширина фаски увеличивается. Для того чтобы уменьшить ширину фаски, нижнюю часть ее подрезают фрезой с углом 75°, а верхнюю — фрезой с углом 15°, Чистовой фрезой с углом 45° зачищают поверхность фаски и доводят окончательно ее ширину до требуемой величины.
Во время фрезерования стержень оправки фрезы должен плотно (с зазором не более 0,05 мм) входить в отверстие отремонтированной направляющей втулки клапана. В последнее время вместо фрез применяют зенковки с твердосплавными пластинками.
После фрезерования гнезд для обеспечения плотного прилегания к ним клапанов при сборке головки требуется притирка фаски клапана к гнезду. На передовых ремонтных заводах в направляющие втулки вставляются цанговые стержни, и фрезы вращаются на этих неподвижных стержнях, при этом исключается износ направляющих втулок при фрезеровании. Угол заточки чистовых фаз несколько увеличен (на 1°) по сравнению с углом заточки клапана. Это обеспечивает плотное прилегание клапана к гнезду без последующей притирки.
Недостатком ремонта гнезд клапанов фрезерованием является то, что снимается значительный слой металла. В результате этого головки сравнительно быстро выбраковываются.
Вставные стальные гнезда клапанов, плохо поддающиеся фрезерованию, восстанавливают шлифованием. Шлифование фасок клапанных гнезд производят планетарно-шлйфовальными приборами различных марок, наиболее распространены ОПР-1334А, 2447, ЗИЛ X—7270. Частота вращения шлифовального круга 7200 об/мин. На шлифованной поверхности фасок гнезд клапанов не допускаются раковины и риски.
Шлифование фасок клапанных гнезд производят планетарно-шлйфовальными приборами различных марок, наиболее распространены ОПР-1334А, 2447, ЗИЛ X—7270. Частота вращения шлифовального круга 7200 об/мин. На шлифованной поверхности фасок гнезд клапанов не допускаются раковины и риски.
Изношенные клапанные гнезда восстанавливают также наплавкой или установкой колец. При восстановлении клапанных гнёзд наплавкой применяют горячую газовую сварку, используя в качестве присадки чугунные прутки марки А или выбракованные поршневые кольца и флюсы ФСЧ:1, АНП-1, АНП-2. При восстановлении изношенных клапанных гнезд запрессовкой новых колец гнезда растачивают на требуемую глубину с большой точностью. Кольца изготовляют из специального чугуна или стали 45. Для облегчения установки колец и увеличения прочности посадки перед запрессовкой головку блока (блок) рекомендуется нагреть до 380…420°С, а кольца охладить в сухом льде. После запрессовки на кольцах изготавливают фаски под клапаны. Изношенные вставные седла клапанов заменяют ремонтными, изготовленными из специального чугуна.
В клапанах изнашиваются фаски, тарелки и стержни по диаметру и торцу. Эти дефекты устраняют шлифованием на специальных станках ОПР-823 (СШК-3) или Р-108. Сначала шлифуют торец стержня, а затем стержень, после чего обрабатывают фаску тарелки до выведения следов износа. Перед шлифованием клапанов проверяют прямолинейность стержней. Проверка проводится индикатором, непрямолинейность стержня допускается до 0,05 мм.
Изношенные стержни клапанов можно шлифовать на уменьшенный размер, восстанавливать осталиванием или хромированием. Овальность и конусность стержня клапана после шлифования не должны превышать 0,02 мм. Из выбракованных клапанов путем проточки и шлифования можно изготовить клапаны меньшего размера для использования в других двигателях.
Изношенные тарелки клапанов можно восстанавливать напеканием металлических порошков. Втулки, изношенные внутри, могут восстанавливаться развертыванием под увеличенный стержень клапана.
По мере работы двигателя пружины клапанов теряют упругость и получают усадку. Контроль упругости клапанных пружин проводят на универсальном приборе для проверки упругости пружин и поршневых колец (см. рис. 93, а). Коромысло прибора выполнено по типу коромысла десятичных весов и имеет две шкалы: килограммовую и граммовую, по которым можно перемещать основной и дополнительный грузы. Выверив прибор установкой грузов на нулевые деления и закрепив каретку по высоте пружины или кольца, их сжимают до определенной длины. Пользуясь весовым коромыслом с гирями, определяют силу упругости сжатой пружины и сравнивают ее с техническими условиями.
Пружины с недостаточной упругостью могут быть восстановлены накаткой роликом или способом термической фиксации. Накатка пружин проводится с помощью приспособления, устанавливаемого в резцедержатель токарного станка. Пружину надевают на валик, установленный в центры станка, и одним концом закрепляют на нем. Накатку пружин клапанов проводят при давлении 2…4 кН, шаг 14…16 мм, частота вращения шпинделя 80… …100 об/мин. Число проходов 2…3.
Число проходов 2…3.
При восстановлении пружины способом термической фиксации ее растягивают за концы зажимами приспособления до необходимой длины и через нее пропускают электрический ток. После того как пружина нагрелась до 400…450°С (о чем судят по времени нагрева и интенсивному испарению масла на поверхности), ее освобождают из зажимов и охлдждают на воздухе.
Существует способ восстановления упругости пружин термической обработкой. Вначале пружину отжигают при температуре 920 °С, затем надевают на оправку-шаблон, который придает пружине необходимый шаг в длину. Под закалку пружину нагревают вместе с оправкой до температуры 810 °С. Закаляют пружину в масле и отпускают при температуре 310°С. Аналогичной термообработке подвергают новые пружины, изготовляемые навивкой в тисках. Для навивки пружин вручную необходимо иметь металлическую оправку (с отверстием на конце) диаметром на 2…3 мм менее внутреннего диаметра витков требующейся пружины, так как после навивки пружина распускается и увеличивается в диаметре. Свободный конец проволоки вставляется в отверстие оправки, после чего она зажимается в тисках между двумя обрезками дерева твердой породы. Вращая оправку, навивают пружину требуемой длины. Дефектные пружины с трещинами или сломанные заменяют новыми.
Свободный конец проволоки вставляется в отверстие оправки, после чего она зажимается в тисках между двумя обрезками дерева твердой породы. Вращая оправку, навивают пружину требуемой длины. Дефектные пружины с трещинами или сломанные заменяют новыми.
Плотность посадки клапанов в их гнездах достигают притиркой. При притирке фаску клапана и гнезда смазывают тонким слоем пасты ГОИ или пасты, состоящей из одной части микропорошка М20…М28 и двух частей масла. Перед притиркой под тарелку устанавливается слабая пружина, которая поднимает клапан на 10…15 мм над плоскостью головки. Притирку выполняют вручную с помощью коловоротов (рис. 2), дрелей, специальных пневматических машин или на притирочном станке М-3. Притирка заключается в попеременном поворачивании клапана в одну сторону на XU оборота и на 73 оборота в другую сторону. При изменении направления вращения и одновременном поднятии коловорота (или дрели) клапан приподнимается подложенной пружиной, при этом вместе с возвратно-вращательным движением его следует постепенно поворачивать в каком-либо одном направлении, Притирку продолжают до тех пор, пока на конических поверхностях тарелки и седла не образуется ровная матовая кольцевая полоска.
Рис. 2. Ручная притирка клапана двигателя коловоротом
Рис. 3. Прибор для проверки качества пртирки клапанов (а) к его использование (б)
Разрывы этой полоски, а также заметное ее углубление на поверхности тарелки не допускаются. Ширина матовой полоски для двигателей различных марок составляет 1…2 мм. Верхняя ее кромка должна отстоять от края цилиндрического пояска не менее чем на 1,5 мм.
Притирка клапанов —трудоемкая и длительная операция. Поэтому на ремонтных предприятиях ее выполняют на притирочных станках в течение 2…3 мин. На станке М-3 можно одновременно притирать до 12 клапанов. Станок имеет 12 шпинделей, которые приводятся в движение от электродвигателя через ряд передаточных механизмов, при этом каждому шпинделю сообщаются возвратно-вращательное и возвратно-поступательное движения, а также угловое смещение, подобно тому, как это делается при ручной притирке.
Качество притирки контролируют с помощью краски или карандаша путем испытания на просачивание керосина или воздуха. В первом случае на фаску клапана и гнезда наносят карандашом метки через 90°. Клапан вставляют в гнездо и, прижимая, повертывают на 1/4 оборота. При удовлетворительной притирке метки должны стереться. Для проверки фасок на краску последнюю наносят на конусную часть калибра и вставляют в седло. Краска должна ложиться на фаску седла непрерывным кольцевым слоем шириной не менее Уз ширины фаски.
В первом случае на фаску клапана и гнезда наносят карандашом метки через 90°. Клапан вставляют в гнездо и, прижимая, повертывают на 1/4 оборота. При удовлетворительной притирке метки должны стереться. Для проверки фасок на краску последнюю наносят на конусную часть калибра и вставляют в седло. Краска должна ложиться на фаску седла непрерывным кольцевым слоем шириной не менее Уз ширины фаски.
Для испытания на просачивание керосина клапан собирают и в окна под клапаны заливают керосин. Притирка считается удовлетворительной, если в течение 3…5 мин керосин не просачивается между притертыми поверхностями.
Плотность прилегания клапанов к гнездам испытывают на просачивание воздуха с помощью прибора, показанного на рис. 3. Если под металлическим стаканом в течение 7г ч давление 0,07 МПа, нагнетаемое грушей, удерживается, то клапан притерт удовлетворительно.
У валика коромысла изнашивается наружная поверхность в сопряжении с втулками. Изношенные валики восстанавливают вибродуговой наплавкой с последующим шлифованием на нормальный диаметр. Валики коромысел могут быть восстановлены и осталиванием с последующим шлифованием или напеканием металлических порошков.
Валики коромысел могут быть восстановлены и осталиванием с последующим шлифованием или напеканием металлических порошков.
Наиболее частыми дефектами коромысел клапанов являются износ бойков, внутренних поверхностей втулок, ослабление посадки втулок в коромыслах и износ резьбы под регулировочный винт. При незначительном износе бойкоз по высоте их шлифуют вручную на обдирочно-шлифовальном станке, выдерживая требуемый радиус закругления. При износе на глубину 2…3 мм боек наплавляют и шлифуют. Во время шлифования должна быть обеспечена параллельность цилиндрической поверхности бойков относительно оси отверстия под втулку. При износе резьбы в коромысле под регулировочный винт конец коромысла осаживают с боков в горячем состоянии, просверливают по кондуктору отверстие и нарезают резьбу нормального размера. Втулку коромысла с изношенной внутренней поверхностью заменяют.
У толкателей изнашиваются поверхности стержня и тарелки. Стержни толкателей восстанавливают вибродуговой наплавкой, применяя проволоку из высокоуглеродистой стали, или напеканием металлических порошков. После наплавки или напекания стержень толкателя шлифуют на шлифовальном станке. Восстанавливать стержни толкателей хромированием не рекомендуется, так как это приводит к быстрому износу направляющих в блоке. Тарелки толкателей современных двигателей наплавлены тонким слоем отбеленного чугуна, поэтому при их шлифовании снимают очень тонкий слой (до 0,3 мм), необходимый только для выведения следов износа.
После наплавки или напекания стержень толкателя шлифуют на шлифовальном станке. Восстанавливать стержни толкателей хромированием не рекомендуется, так как это приводит к быстрому износу направляющих в блоке. Тарелки толкателей современных двигателей наплавлены тонким слоем отбеленного чугуна, поэтому при их шлифовании снимают очень тонкий слой (до 0,3 мм), необходимый только для выведения следов износа.
При больших износах тарелку наплавляют электродуговой сваркой электродом Т-590 или чугуном с помощью газового пламени. Для того чтобы не произошел отпуск стержня, толкатель при наплавке тарелки погружают в ванну с проточной водой таким образом, чтобы тарелка была над водой. Наплавленные тарелки шлифуют до определенной высоты.
У распределительных валов изнашиваются опорные шейки и кулачки. Возможен также изгиб вала. Для определения изгиба вал укладывают крайними шейками на призмы и индикатором определяют биение средней шейки. Если биение превышает 0,1 мм, вал правят под прессом. Опорные шейки распределительного вала при износе до овальности и конусности более 0,1 мм шлифуют до выведения следов износа. При этом в блок устанавливают втулки опорных шеек с уменьшенным внутренним диаметром. Шлифование шеек распределительного вала допускается до определенного диаметра, обусловленного толщиной цементированного или закаленного слоя. Изношенные до предела шейки восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют до нормального диаметра. Возможно также восстановление шеек хромированием, твердым осталиванием или напеканием металлических порошков.
Опорные шейки распределительного вала при износе до овальности и конусности более 0,1 мм шлифуют до выведения следов износа. При этом в блок устанавливают втулки опорных шеек с уменьшенным внутренним диаметром. Шлифование шеек распределительного вала допускается до определенного диаметра, обусловленного толщиной цементированного или закаленного слоя. Изношенные до предела шейки восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют до нормального диаметра. Возможно также восстановление шеек хромированием, твердым осталиванием или напеканием металлических порошков.
Кулачки распределительного вала, изнашиваясь, вызывают недопустимое уменьшение подъема клапанов и смещение в сторону запаздывания момента начала и момента максимального открытия клапана. Кулачки, изношенные до выбраковочного размера, шлифуют на копировально-шлифовальном станке. При этом восстанавливают профиль кулачка, но с уменьшенными размерами. Кулачки могут быть восстановлены до нормального размера электродуговой наплавкой электродом Т-590 с последующим шлифованием. Изношенные втулки распределительного вала заменяют.
Изношенные втулки распределительного вала заменяют.
При сборке распределительного механизма должны быть строго выдержаны боковые зазоры в зацеплении распределительных шестерен. Обычно допустимое отклонение бокового зазора в зацеплении этих шестерен не должно превышать удвоенной величины этого зазора, имеющегося между новыми шестернями. Если при комплектовании старых шестерен с новыми требуемый зазор не обеспечивается, то старые шестерни бракуют.
Распределительный вал должен быть установлен в блок двигателя так, чтобы метки на его шестерне и на шестерне коленчатого вала совпадали между собой. В собранном механизме необходимо отрегулировать зазор между клапанами и толкателями (при нижнем расположении клапанов) и между клапанами и коромыслами (при верхнем расположении клапанов).
Услуги по головке цилиндров | Портирование, работа Valve, модернизация Valvetrain и многое другое
Перейти к содержимомуЗагрузка…
Servicesadmin2022-12-08T13:17:09-05:00
Обслуживание головки блока цилиндров
Необычная механическая мастерская
Профессиональный ремонт головки блока цилиндров
Ищете головку блока цилиндров, которая может справиться и нужна для гоночного автомобиля с большим количеством оскорблений? Может быть, вам просто нужно, чтобы ваши головы были проверены профессионалами, чтобы обеспечить их долговечность? Приглашаем всех желающих на всевозможные апгрейды и ремонты. Наши головки блока цилиндров можно найти в двигателях победителей чемпионатов, гонок-рекордсменов и уличных автомобилей.
Наши головки блока цилиндров можно найти в двигателях победителей чемпионатов, гонок-рекордсменов и уличных автомобилей.
Получить дополнительную информацию
Свяжитесь с нами, чтобы обсудить ваши потребности в ремонте или модернизации головки блока цилиндров!
Свяжитесь с нами сегодня
Конечный результат работы головки с отверстиями и стандартными стальными направляющими, урезанными на автомобиле с турбонаддувом. Это причина № 1, по которой Headgames Motorworks устанавливает бронзовые направляющие клапанов с их предполагаемой полной длиной в каждую головку с портами, которую мы делаем.
Портирование головок
Станьте частью нашей легендарной программы переноса головок
Овладеть искусством сверления отверстий в головке блока цилиндров — непростая задача. Портируем головы с 1997 года!
Портируем головы с 1997 года!
Чтобы увеличить мощность, вы должны быть готовы мыслить нестандартно, мы в HeadGames не боимся перемен. Мы постоянно расширяем наши программы по головкам цилиндров для стендовых испытаний, динамометрических стендов, уличных и гоночных треков. Мы гарантируем, что при покупке головы HeadGames вы получите лучшую голову, которую мы можем предложить.
Доверьте команде высокопроизводительных мастеров Headgames Motorworks добиться желаемого результата. Будь то городской автомобиль, который хочет использовать преимущества послепродажных болтов, таких как коллекторы и кулачок, или вы полноценный гоночный автомобиль, нуждающийся в победном преимуществе. Мы работаем над ними всеми!
Получить дополнительную информацию
Свяжитесь с нами, чтобы обсудить ваши потребности в ремонте или модернизации головки блока цилиндров!
Свяжитесь с нами сегодня
Pocket Porting
Pocket Port/Pocket Port “R”
 youtube.com/embed/0io_cd9vu9o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/0io_cd9vu9o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Карманный порт модифицирует самую важную область любой головки блока цилиндров!
Чтобы вставить отверстие в головку, мы должны удалить стальные направляющие клапана, мы изменим форму и размер области под седлом клапана и радиусом короткой стороны, мы раскроем его до определенного процента от внешнего диаметра клапана .
После портовых работ мы устанавливаем бронзовые направляющие клапанов, мы делаем это потому, что они обладают естественной смазывающей способностью и отводят тепло от клапана (по слухам, бронзовые направляющие клапанов быстро изнашиваются, однако в нормальном состоянии они легко прослужат несколько лет). установка уличного автомобиля и даже гоночного автомобиля). Мы оттачиваем направляющие клапанов, наш хитрый клапан, привариваем к вашим распредвалам (при необходимости), фрезеруем и собираем с новыми уплотнениями клапанов!
Узнать больше
Услуга карманного порта «R» сочетает в себе большие преимущества карманного порта, но добавляет к этому изменение формы камеры сгорания полного порта. Эта комбинация создает область под кривой. Изменение формы камеры сгорания позволяет добавить синхронизацию или наддув, и двигатель не будет так чувствителен к детонации.
Эта комбинация создает область под кривой. Изменение формы камеры сгорания позволяет добавить синхронизацию или наддув, и двигатель не будет так чувствителен к детонации.
Свяжитесь с нами сегодня
Работа с клапанами
Сделайте свою работу с клапанами правильно с первого раза
Работа с клапанами может помочь нам сломать способность вашего двигателя развивать максимальную мощность. Конечная цель работы с клапаном — улучшить аэродинамику седла клапана, чтобы оно могло позволить наибольшему количеству воздуха проходить через него без жертв.
Узнать больше
Компания HeadGames провела годы исследований и разработок в области профессиональных многоугловых клапанов. Мы знаем, что работает, а что нет. Каждая работа клапана адаптирована к конструкции головки блока цилиндров, чтобы обеспечить максимальную мощность.
Свяжитесь с нами сегодня
В основе мастерства лежит постоянство. Окружающее превосходство заключается в настойчивости… монстр IAP Racing LLC на 1/2 мили Ламбо головы получают наши трюки с работой клапана на Rottler Manufacturing SG8
Восстановление/обновление
Восстановление/обновление
Вы строите новый короткий блок и нужно восстановить голову (головы), чтобы убедиться, что все в порядке, прежде чем ставить этот двигатель? Пойдите с магазином, который знает! С таким большим количеством головок цилиндров всех жанров, мы можем легко сделать что-то новое.
Обновление Включает: разборку, осмотр, очистку и притирку клапанов, обновление работы клапана, затяжку (при необходимости), фрезерование и сборку с новыми уплотнениями клапана.
Получить дополнительную информацию
Восстановление Включает: разборку, осмотр, очистку и притирку клапанов, работу клапана, затяжку (при необходимости), фрезерование и сборку с новыми уплотнениями клапана.
Свяжитесь с нами сегодня
Головки цилиндров 101
Руководство для начинающих по головкам цилиндров, подготовленное владельцем Headgames Дэвидом Локалио
Наш механический цех с самым высоким рейтингом! Читайте наши отзывы:
«Эти ребята лучшие. С ними очень легко работать, и они всегда готовы помочь вам. Работает, чтобы уложиться в сроки, совершенствуя работу.Больше никуда не пошел бы для головной работы».
 Больше никуда не пошел бы для головной работы».
Больше никуда не пошел бы для головной работы». ДЖЕССИ ДЖОНСОН• ТРЕБУЕТСЯ ГОЛОВНАЯ РАБОТА
«Дейв и Тиффани профессиональны, хорошо осведомлены и очень добры. У меня была работа над головкой блока цилиндров 1JZ, и они отлично поработали. Только лучшие запчасти для этой сборки.”
JEFFREY RAINWATER • TOYOTA 1JZ
«Безусловно лучший в своем деле Настоятельно рекомендуется для модернизации головки блока цилиндров/обработки машины. Спасибо вам за все».
RICH SPINELLI • 4-ЦИЛИНДРОВАЯ ГОЛОВКА
ЧИТАТЬ ОТЗЫВЫ НА FACEBOOK
Надежные партнеры
Наши прочные комплекты головок цилиндров хороши только в сумме их частей. Мы сотрудничаем с этими известными брендами, чтобы создать для вас лучшие головки блока цилиндров, которые вы можете купить:
Информационный бюллетень HeadGames
добро пожаловать в HeadGames!! Войти Сейчас!!!
Добро пожаловать в HeadGamesMotorworks!! свяжитесь с нами сейчас, чтобы начать работу над головой
СВЯЖИТЕСЬ С НАМИ
Всего несколько секунд!
Перейти к началу
Обслуживание головки блока цилиндров, восстановление двигателя до точных допусков оригинального оборудования – UnderhoodService
Хотя ремонт головки блока цилиндров в течение многих лет был одним из основных видов ремонта импортных ремонтных мастерских, современные технологии изменили то, как мы должны продавать и выполнять обслуживание головки блока цилиндров.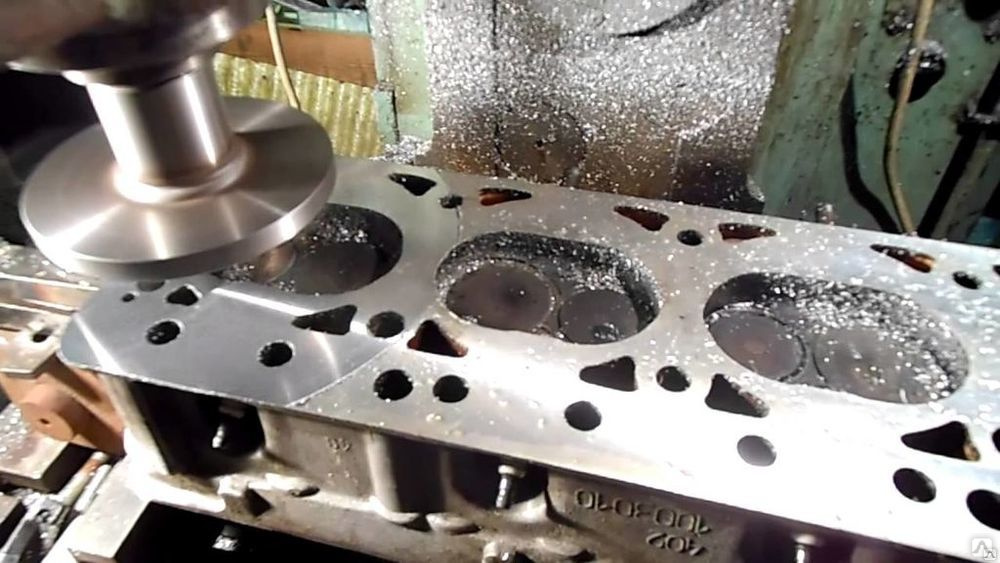 В прошлые годы, например, ремонт головки блока цилиндров длился всего 30 000 или 40 000 миль, пока автомобиль не был выведен из эксплуатации. Сегодня, однако, современная металлургия, нефть и бензин увеличили срок службы многих импортных двигателей далеко за отметку в 200 000 миль. Если прокладка головки блока цилиндров заменена через 100 000 миль пробега, двигателю может потребоваться еще 100 000 миль или более, прежде чем он отправится в последний путь на свалку.
В прошлые годы, например, ремонт головки блока цилиндров длился всего 30 000 или 40 000 миль, пока автомобиль не был выведен из эксплуатации. Сегодня, однако, современная металлургия, нефть и бензин увеличили срок службы многих импортных двигателей далеко за отметку в 200 000 миль. Если прокладка головки блока цилиндров заменена через 100 000 миль пробега, двигателю может потребоваться еще 100 000 миль или более, прежде чем он отправится в последний путь на свалку.
Долгосрочные ожидания клиентов, очевидно, делают более важным продавать качественные услуги по обслуживанию головок цилиндров, которые восстанавливают двигатель как можно ближе к допускам оригинального оборудования. Помня об этом, мы углубимся в процессы, которые включают в себя качественное обслуживание головки блока цилиндров.
ПРИЧИНЫ НЕИСПРАВНОСТЕЙ ГОЛОВКИ ЦИЛИНДРОВ
Головки цилиндров снимаются по четырем основным причинам: выход из строя прокладки головки, отказ клапана, деформация и растрескивание. Выход из строя прокладки головки блока цилиндров является наиболее распространенным из четырех отказов, потому что на биметаллическом двигателе алюминиевая головка цилиндра расширяется примерно в 1,5 раза больше, чем чугунный блок цилиндров, когда двигатель достигает рабочей температуры. Кроме того, алюминиевая головка блока цилиндров подвергается воздействию более высоких температур сгорания, чем блок цилиндров, из-за чего головка расширяется даже больше, чем более холодный блок.
Выход из строя прокладки головки блока цилиндров является наиболее распространенным из четырех отказов, потому что на биметаллическом двигателе алюминиевая головка цилиндра расширяется примерно в 1,5 раза больше, чем чугунный блок цилиндров, когда двигатель достигает рабочей температуры. Кроме того, алюминиевая головка блока цилиндров подвергается воздействию более высоких температур сгорания, чем блок цилиндров, из-за чего головка расширяется даже больше, чем более холодный блок.
Прокладка головки блока цилиндров рассчитана на разницу в тепловом расширении между алюминием и чугуном, позволяя головке блока цилиндров проскальзывать на несколько тысячных дюйма по поверхности прокладки во время каждого цикла прогрева. К сожалению, тепловое расширение и сжатие со временем изнашивают поверхность прокладки головки блока цилиндров. Хотя импортные производители используют регулировочные прокладки на основе графита и многослойной стали (MLS) для уменьшения износа прокладки головки блока цилиндров, прокладки головки блока цилиндров по-прежнему подвержены поломкам.
Деформация клапана вызвана потерей синхронизации между коленчатым валом и распределительным валом при обрыве ремня ГРМ или цепи на двигателе с верхним распределительным валом (OHC). Результат – полная потеря компрессии в одном или нескольких цилиндрах. Имейте в виду, что из-за «наслоения» производственных допусков, перегрева и нагара на некоторых двигателях без помех также может произойти повреждение клапана при выходе из строя ремня ГРМ.
Деформация вызвана зажимным действием болтов крепления головки блока цилиндров, ограничивающих величину теплового расширения головки блока цилиндров. По этой причине алюминиевые головки цилиндров обычно деформируются вверх в центре при перегреве. Деформация головки блока цилиндров также может привести к заклиниванию верхнего распределительного вала в его шейках и разрыву резинового ремня ГРМ или срезанию установочных штифтов или шпонок на звездочках распределительного вала.
Растрескивание головки цилиндров, с другой стороны, может быть вызвано недостатками конструкции, дефектами литья или перегревом в области выпускного отверстия. Растрескивание обычно ограничивается конкретными конструкциями двигателей и обычно рассматривается многими техническими специалистами как проблема, связанная с отказом схемы.
Растрескивание обычно ограничивается конкретными конструкциями двигателей и обычно рассматривается многими техническими специалистами как проблема, связанная с отказом схемы.
ПРОВЕРКА ГОЛОВКИ ЦИЛИНДРОВ
Все мастерские, занимающиеся обслуживанием головок цилиндров, должны использовать линейку механика для проверки диагональной и продольной деформации головки цилиндров. В то время как спецификации производителей являются последним словом, эмпирическое правило гласит, что деформация головки цилиндров не должна превышать 0,001 дюйма на цилиндр или, например, 0,004 дюйма на типичную головку с четырьмя цилиндрами.
Несмотря на то, что опытный ремонтник использует краску или испытание давлением воздуха для обнаружения трещин в головке блока цилиндров, многие трещины можно обнаружить в полевых условиях, просто проверив отсутствие нормального скопления углерода на поршне, в камере сгорания или на выпускных отверстиях. Как правило, большинство трещин расходятся от седла выпускного клапана или от отверстий водяной рубашки в область головки блока цилиндров. Хорошо оснащенный ремонтник может заварить трещины, а затем выровнять шейки распределительных валов, зажав головку блока цилиндров в приспособлении. После установки в приспособление для выпрямления головка подвергается постепенному циклу нагрева и охлаждения в специально разработанной печи. После правки устанавливаются новые направляющие и седла клапанов, а головка шлифуется в соответствии со спецификацией.
Хорошо оснащенный ремонтник может заварить трещины, а затем выровнять шейки распределительных валов, зажав головку блока цилиндров в приспособлении. После установки в приспособление для выпрямления головка подвергается постепенному циклу нагрева и охлаждения в специально разработанной печи. После правки устанавливаются новые направляющие и седла клапанов, а головка шлифуется в соответствии со спецификацией.
ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТИ ГОЛОВКИ ЦИЛИНДРОВ
Как упоминалось выше, расширяющаяся головка цилиндров должна плавно скользить по прокладке головки цилиндров во время цикла прогрева. На фото 1 показана головка блока цилиндров, которая требовала замены новой прокладки каждые 20 000 миль пробега.
Несмотря на то, что отпечаток прокладки головки цилиндров на головке не указывает на коробление, головка в основном будет натирать огненные кольца прокладки из нержавеющей стали, окружающие цилиндры. В Фото 2 , совершенно новая головка блока цилиндров имеет полированную поверхность, которая компенсирует проскальзывание между головкой блока цилиндров и прокладкой. Чугунный блок двигателя, показанный на Фото 3 , обработан аналогичным образом до относительно гладкой поверхности, чтобы соответствовать современным конструкциям прокладок.
Чугунный блок двигателя, показанный на Фото 3 , обработан аналогичным образом до относительно гладкой поверхности, чтобы соответствовать современным конструкциям прокладок.
Шероховатость поверхности головки блока цилиндров или блока цилиндров обозначается «средним значением шероховатости» или числом Ra. В то время как процессы шлифовки головки цилиндров слишком длительны, чтобы решать их в этом пространстве, покрытие Ra на типичной алюминиевой головке колеблется от 50 микродюймов до менее 20 микродюймов. Хорошо оборудованный механический цех будет измерять Ra с помощью профилометра, который является дорогим прибором, присваивающим числовое значение чистоте поверхности.
КОЭФФИЦИЕНТ СЖАТИЯ И РАСПРЕДЕЛЕНИЕ РАСПРЕДЕЛИТЕЛЕЙ
Если из деки головки блока цилиндров выточено слишком много припуска, степень сжатия будет увеличена сверх спецификаций производителя. Как правило, большинство двигателей без турбонаддува имеют максимальную степень сжатия 9,5 или 10:1. При увеличении компрессии за эти пределы может возникнуть детонация при использовании обычного бензина. Хотя датчик детонации предотвратит детонацию за счет замедления момента зажигания, он также может дать чрезмерную компенсацию за счет замедления момента зажигания значительно ниже оптимального, необходимого для максимальной мощности и экономии топлива.
При увеличении компрессии за эти пределы может возникнуть детонация при использовании обычного бензина. Хотя датчик детонации предотвратит детонацию за счет замедления момента зажигания, он также может дать чрезмерную компенсацию за счет замедления момента зажигания значительно ниже оптимального, необходимого для максимальной мощности и экономии топлива.
Кроме того, удаление избыточного припуска с головки блока цилиндров с верхним расположением распредвалов приводит к провисанию ремня ГРМ из-за сближения осевых линий распределительного и коленчатого валов. Поскольку натяжитель ремня газораспределительного механизма прокручивает распределительный вал назад, чтобы поддерживать натяжение ремня, синхронизация кулачка замедляется. Даже незначительное отклонение в 0,010–0,020 дюйма может привести к задержке фаз газораспределения на 4–6 градусов и вызвать заметное снижение производительности двигателя. Когда из головки блока цилиндров можно успешно удалить относительно большое количество припуска, большинство производителей прокладок поставляют прокладку для прокладки головки блока цилиндров или более толстую прокладку для компенсации удаления припуска.
КЛАПАНЫ, СЕДЛА И НАПРАВЛЯЮЩИЕ
Хорошая посадка клапанов имеет решающее значение для хорошей работы двигателя. Если клапаны и седла отшлифованы правильно, головки клапанов будут значительно выступать над седлами, как показано на Фото 4 . Если, с другой стороны, седла клапанов чрезмерно обрезаны или отшлифованы, клапан утопает в головке блока цилиндров, что ограничивает способность двигателя дышать. Затонувшие клапаны также вызывают чрезмерную высоту штока клапана, что, в свою очередь, приводит к тому, что пружины клапана теряют давление в седле. Как правило, если пружинам клапанов требуется чрезмерная прокладка для достижения заданной высоты, клапаны и седла необходимо заменить. Если седла клапана были обрезаны или отшлифованы слишком широко, поверхность клапана потеряет свою герметизирующую способность из-за накопления нагара на поверхности клапана и седле. Клапаны, отшлифованные до предела менее 1/32 дюйма, имеют тенденцию к перегреву и сгоранию.