
Шлифовка головки блока цилиндров двигателя своими руками
Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что головка блока цилиндров является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно замены прокладки ГБЦ, настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев двигателя или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Содержание
- Когда нужна шлифовка ГБЦ
- Готовим головку блока к шлифовке
- Шлифовка головки блока цилиндров
Когда нужна шлифовка ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя. Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества. То есть этот вариант можно оставить для наиболее фанатичных приверженцев изменения параметров двигателя.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ. Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
Шлифовка головки блока цилиндров
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Удачи вам при проведении операции по шлифовке головки блока цилиндров.
Как делается шлифовка головки блока цилиндров своими руками — Auto-Self.ru
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т. д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать.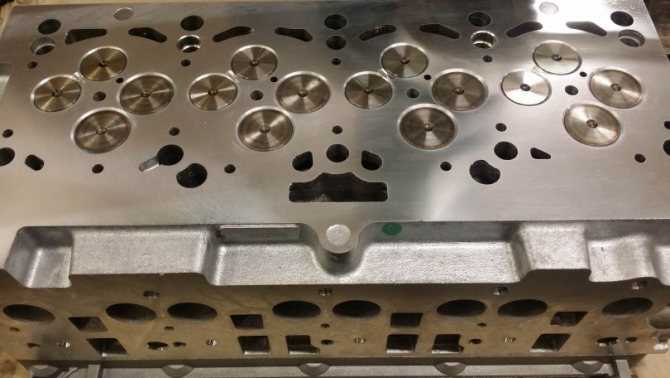 Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Поделитесь с друзьями в соц.сетях:
Что вам нужно знать, прежде чем снимать эту голову
Несколько недель назад я писал о покупке BMW 535i 1987 года выпуска, которую никто не видел в Тампе, и о том, как, когда он прибыл, сочетание шума клапанного механизма и грубой работы привело к обнаружение сломанного коромысла. Требуемое действие было достаточно простым — вытащить головку, заменить коромысло, переустановить головку, — но вскоре возник вопрос: «Пока головка снята, следует ли мне отнести ее в механический цех для надлежащей работы с клапаном?»
Моя ситуация может быть специфической — сломанные коромысла не очень распространены — но вопрос общий. Может голова слетела из-за того, что прогорела прокладка. А может машина перегрелась, голова треснула, и была заготовлена замена. Можно ли просто опустить голову обратно? Ответ: это зависит.
Может голова слетела из-за того, что прогорела прокладка. А может машина перегрелась, голова треснула, и была заготовлена замена. Можно ли просто опустить голову обратно? Ответ: это зависит.
Во-первых, я не могу не подчеркнуть, насколько важно получать данные, пока головка все еще находится на машине:
- Если вместо этого появляется сизый дым только при запуске или при торможении (когда вы заводите двигатель, а затем отпускаете педаль газа), это может быть связано с плохими уплотнениями в верхней части направляющих клапанов или самими направляющими. изношенный. Уплотнения можно легко заменить, если головка снята и разобрана.
- Если в выхлопной трубе пахнет белым дымом или в охлаждающей жидкости появляются пузырьки, это хрестоматийный симптом треснувшей головки.
 Прежде чем снимать головку, обязательно выполните тест на сжатие и тест на утечку.
Прежде чем снимать головку, обязательно выполните тест на сжатие и тест на утечку. - Шипение воздуха во впускном или выпускном клапане является явным признаком погнутых или прогоревших клапанов.
 Прежде чем снимать головку, обязательно выполните тест на сжатие и тест на утечку.
Прежде чем снимать головку, обязательно выполните тест на сжатие и тест на утечку.Конечно, если вы покупаете подержанную головку с нулевым происхождением, вы ничего из этого не знаете, но если головка все еще стоит на вашей собственной машине, вам рекомендуется потратить время на ее приобретение. куски информации, прежде чем дергать его.
Этот тест на утечку показал, что более половины воздуха выходит из цилиндра. В охлаждающей жидкости образовывались пузыри, что указывало на треснувшую головку. Rob SiegelПо сути, есть пять вещей, на которые следует обратить внимание, прежде чем ставить головку обратно: прямолинейность, трещины, коррозия на посадочной поверхности головки, повреждение компонентов клапанного механизма и герметичность седел клапанов.
Можно попробовать проверить прямолинейность с помощью металлической линейки и фонарика, прокладывая линейку по уплотняемой поверхности головки, светя фонариком на стык и ища свет. Если вы видите изгиб и образовавшийся зазор, проверьте его с помощью щупа. Спецификация прямолинейности на головке обычно составляет всего несколько тысячных дюйма. Если вы знаете, что головка была перегрета, вероятность того, что она деформируется, высока. Я видел настолько деформированные головки, что, разбирая их, вы даже не можете вставить распределительный вал обратно, потому что шейки больше не совпадают.
Если вы видите изгиб и образовавшийся зазор, проверьте его с помощью щупа. Спецификация прямолинейности на головке обычно составляет всего несколько тысячных дюйма. Если вы знаете, что головка была перегрета, вероятность того, что она деформируется, высока. Я видел настолько деформированные головки, что, разбирая их, вы даже не можете вставить распределительный вал обратно, потому что шейки больше не совпадают.
Затем очистите нижнюю часть головки с помощью очистителя тормозов, затем проверьте отсутствие коррозии или других повреждений там, где она должна прилегать к новой прокладке головки. При использовании алюминиевых головок особенно важно, чтобы сопрягаемая поверхность была очень чистой. Если у вас есть какие-либо сомнения, лучше всего отшлифовать головку в механическом цеху.
Даже после очистки и фрезеровки на этой головке осталось несколько пятен коррозии. Было решено, что они находятся достаточно далеко от камер сгорания и водопроводных каналов, чтобы их можно было использовать. Роб Сигел
Роб СигелКак только головка очищена, визуальный осмотр на наличие трещин обычно эффективен. Одно из преимуществ доставки головки в механический цех для работы с клапаном заключается в том, что ее варят в горячем резервуаре и обрабатывают стеклянными шариками. Когда головка безупречна, визуально становятся заметными небольшие трещины в местах, где обычно возникают трещины, например, между седлами клапанов.
После очистки стала очевидной трещина между седлами клапанов на этой головке. Роб СигелКак и трещины, повреждения компонентов клапанного механизма очевидны визуально, хотя вам может потребоваться разобрать некоторые детали, чтобы найти их все. Существует три основных конструкции клапанного механизма: толкатель (с кулачком в блоке), одинарный верхний кулачок с коромыслами и валами и двойной верхний кулачок с ковшами и прокладками.
Если кулачок находится в головке, поверните его, чтобы прокрутить, и осмотрите все выступы кулачка на предмет износа и точечной коррозии.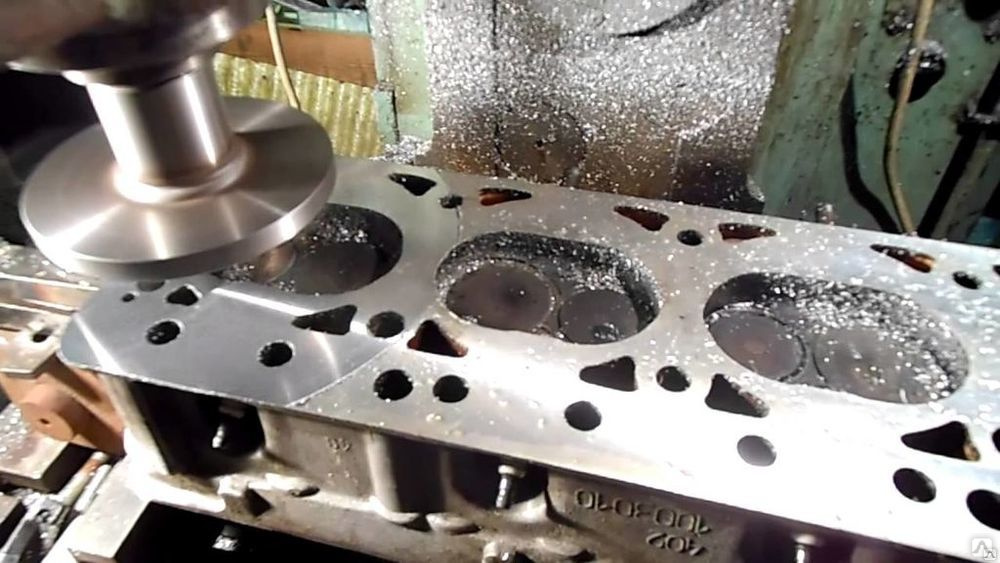
Если вы провели тест на утечку, он должен был выявить самые вопиющие утечки из-за погнутых или сгоревших клапанов, но если головка уже снята, существует несколько методов проверки целостности седел клапанов. Некоторые из них хуже, чем тест на утечку, но на самом деле они могут быть лучше. Вы можете тестировать со светом, жидкостью, воздухом или их комбинацией.
Если коллекторы уже сняты, можно выключить свет в помещении, посветить фонариком на седла клапанов и посмотреть, не попадает ли свет на впускные и выпускные отверстия или наоборот. Обратите внимание, однако, что это улавливает только самые серьезные утечки (например, седло клапана действительно плохое, если вы видите свет).
Жидкий тест лучше. Переверните головку и наклоните ее так, чтобы проверяемый клапан был выровнен, затем залейте жидкость в камеру сгорания, пока она не покроет клапан и седло. Вода подойдет, но растворитель, такой как ацетон, бензин или очиститель тормозов, лучше (очевидно, наденьте перчатки и проветрите). Вам, вероятно, придется вкрутить свечу зажигания обратно, чтобы жидкость не вытекала из свечного отверстия. Тогда смотри и жди. Если клапан погнут, жидкость будет вытекать немедленно. Из прогоревшего или иным образом изъеденного седла клапана жидкость будет просачиваться медленно.
Вам, вероятно, придется вкрутить свечу зажигания обратно, чтобы жидкость не вытекала из свечного отверстия. Тогда смотри и жди. Если клапан погнут, жидкость будет вытекать немедленно. Из прогоревшего или иным образом изъеденного седла клапана жидкость будет просачиваться медленно.
Лучший способ провести жидкостный тест — снять коллекторы. Таким образом, вы можете поставить головку на деревянные блоки, заполнить впускные и выпускные отверстия жидкостью и использовать зеркало или смартфон, чтобы посмотреть, не проходит ли жидкость через седла клапанов. Действительно, не должно быть никаких утечек. Жидкость, конечно, не должна капать, но люди, работающие с ограниченным бюджетом, иногда готовы немного поплакать.
Третий и лучший тест седла клапана своими руками включает в себя сочетание жидкости и сжатого воздуха. Чтобы сделать это правильно, коллекторы необходимо снять с головы. Переверните головку вверх дном, заполните камеру жидкостью, наклоните головку, чтобы полностью погрузить один из клапанов, затем возьмите пневматический пистолет, вставьте его трубку во впускное или выпускное отверстие и выстрелите сжатым воздухом в седло клапана и ищите пузырьки в жидкости. Как и в случае капельного теста, в идеале вы не должны видеть никаких пузырьков. Если вы видите только слабый поток крошечных пузырьков, когда палочка направлена прямо на сиденье, уплотнение довольно плотное, но не идеальное. Но если это похоже на то, как ребенок пускает пузыри в свой имбирный эль, это седло клапана протекает. Я видел, как это происходило, даже когда тест на утечку не выявил никакого шипения воздуха, проходящего мимо клапанов.
Чтобы сделать это правильно, коллекторы необходимо снять с головы. Переверните головку вверх дном, заполните камеру жидкостью, наклоните головку, чтобы полностью погрузить один из клапанов, затем возьмите пневматический пистолет, вставьте его трубку во впускное или выпускное отверстие и выстрелите сжатым воздухом в седло клапана и ищите пузырьки в жидкости. Как и в случае капельного теста, в идеале вы не должны видеть никаких пузырьков. Если вы видите только слабый поток крошечных пузырьков, когда палочка направлена прямо на сиденье, уплотнение довольно плотное, но не идеальное. Но если это похоже на то, как ребенок пускает пузыри в свой имбирный эль, это седло клапана протекает. Я видел, как это происходило, даже когда тест на утечку не выявил никакого шипения воздуха, проходящего мимо клапанов.
Если эти тесты обнаружат негерметичный клапан, что вы будете с этим делать? Вы можете попробовать притереть клапан — вытащите его, нанесите пасту для притирки клапана по краю и с помощью деревянного инструмента для притирки клапана (палка с присоской на конце), чтобы повернуть клапан вперед и назад, чтобы помочь ему прижаться. , Если головка от двигателя с толкателем или если это головка с двумя кулачками, где распределительные валы и ковши просто откручиваются, это довольно легко сделать; вы просто используете компрессор пружины клапана, чтобы снять напряжение с клапана, открутите маленькие цанги вверху, удерживающие его на месте, и вытащите его. Затем вы притираете клапан, тщательно счищаете пасту, заменяете пружину и повторно проверяете клапан на герметичность.
, Если головка от двигателя с толкателем или если это головка с двумя кулачками, где распределительные валы и ковши просто откручиваются, это довольно легко сделать; вы просто используете компрессор пружины клапана, чтобы снять напряжение с клапана, открутите маленькие цанги вверху, удерживающие его на месте, и вытащите его. Затем вы притираете клапан, тщательно счищаете пасту, заменяете пружину и повторно проверяете клапан на герметичность.
Однако, если головка имеет один верхний кулачок и конфигурацию с осью коромысла и рычагом, при которой оси коромысла необходимо вводить и выводить из головки, вам, вероятно, потребуется снять коромысла и валы, чтобы наденьте компрессор пружины клапана на клапан, чтобы снять его, и притрите его.
Короче говоря, если вы можете убедить себя, что головка прямая и без трещин, что на поверхности нет коррозии или других царапин, что на компонентах клапанного механизма нет видимых повреждений, что клапан седла не протекают, и что у вас нет горения масла при запуске или торможении дроссельной заслонки, которое можно отнести к маслосъемным колпачкам, и если вы пытаетесь свести расходы к минимуму, вы можете попробовать поставить головку обратно, но всегда есть некоторый риск.
Если вы не уверены ни в одной из этих вещей, и если вы оставляете себе машину, ошибитесь на стороне механического цеха. Приблизительные круглые цифры, не включая замену поврежденных деталей, когда я тащу голую головку в местную механическую мастерскую, с меня обычно берут около 300 долларов за бак / дробеструйную очистку / фрезеровку / работу клапана для головки с четырьмя цилиндрами и около 400 долларов. для шестицилиндровой головки. Это недешево, но я сопоставляю это с возможным разочарованием от переустановки головы, чтобы обнаружить, что я назвал это неправильно.
для шестицилиндровой головки. Это недешево, но я сопоставляю это с возможным разочарованием от переустановки головы, чтобы обнаружить, что я назвал это неправильно.
В моем случае, с моим вышеупомянутым BMW 535i, когда я тянул головку, чтобы заменить сломанный рокер, я полностью скользил вниз по скользкому склону. Я обнаружил, что, когда коромысло сломалось, оно откололо один из кулачков кулачка, и что восемь из 12 клапанов не прошли тест на пузырьки. Притирка худших из клапанов не привела к их полной герметизации. Не было другого выбора, кроме как полностью разобрать голову и принести ее.
Увидев повреждение, вы не сможете его развидеть. Роб СигелПусть тебе повезет больше, чем мне!
***
Роб Сигел ведет колонку The Hack Mechanic ™ для журнала BMW CCA Roundel в течение 30 лет. Его новая книга « Just Needs a Recharge: The Hack Mechanic ™ Guide to Vintage Air Conditioning » теперь доступна на Amazon. Вы также можете заказать копию с личной подписью здесь.
15 ошибок, которые могут привести к прорыву прокладки ГБЦ
Прорыв прокладки ГБЦ.
Эти три слова могут напугать как новичков, так и опытных автомобилистов. Пробитая прокладка головки блока цилиндров может означать дорогостоящий ремонт, если вы откажетесь от своей механической работы. Это может означать много времени и усилий, если вы будете заниматься своими собственными усилиями.
Прогоревшие прокладки головки блока цилиндров могут быть результатом детонации, плохого охлаждения двигателя или неправильной установки. Поскольку мы, как правило, ориентируемся на тех, кто делает все своими руками, мы решили сосредоточиться на правильной установке прокладок головки блока цилиндров , чтобы предотвратить проблемы с прокладками в будущем. В сочетании с Federal Mogul/Fel-Pro , мы выявили 15 ошибок при установке, которые могут привести к выходу из строя прокладки головки блока цилиндров. Избегайте этих ошибок, и у вас будет меньше шансов разорвать двигатель на части в ближайшем будущем.
1. Неправильный выбор материала прокладки: Вам необходимо выбрать правильную технологию прокладки головки блока цилиндров, соответствующую предполагаемому использованию вашего двигателя. Например, Fel-Pro предлагает не менее пяти различных типов прокладок головки блока цилиндров для малых блоков Chevy, и у каждого свое предназначение:
- Однослойная рельефная стальная прокладка: Обычно используется для увеличения степени сжатия и мощности.
- Композит: Общего назначения на стандартных двигателях.
- Композитный материал с кольцом из медной проволоки: применение с алюминиевыми головками цилиндров.
- Композит с кольцом из стальной проволоки: производительность и применение на улице/полосе; хорошо подходит для двигателей с наддувом.
- Многослойная сталь: Мощные уличные или гоночные приложения; хорошо подходит для двигателей с наддувом.

Чтобы получить хороший базовый обзор прокладочных материалов, мы настоятельно рекомендуем вам прочитать наш предыдущий пост на эту тему.
2. Неправильное обращение с прокладкой и головкой блока цилиндров: Начнем с самого начала, пока вы готовите новую прокладку головки блока цилиндров к установке. Вы должны вымыть руки перед тем, как прикасаться к головкам цилиндров и прокладкам головок, так как жирные руки могут удерживать грязь, которая в конечном итоге может попасть на прокладку или поверхность головки. Поверхностное загрязнение — как на головке, так и на прокладке — может помешать хорошему уплотнению. Кроме того, никогда не кладите чистую головку блока цилиндров на пол в гараже. Вес головки может привести к тому, что грязь прилипнет к головке блока цилиндров, что приведет к неправильной уплотняющей поверхности.
3. Отсутствие проверки на плоскостность: Перед установкой новой прокладки головки цилиндров всегда следует проверять плоскостность поверхностей головки цилиндров и блока цилиндров, используя прямую линейку. Расположив поверочную линейку по всей поверхности, вы можете использовать щуп , чтобы точно определить любой избыточный зазор. Слишком большой зазор означает, что поверхность недостаточно плоская, чтобы удерживать уплотнение, и вам потребуется повторное покрытие.
Расположив поверочную линейку по всей поверхности, вы можете использовать щуп , чтобы точно определить любой избыточный зазор. Слишком большой зазор означает, что поверхность недостаточно плоская, чтобы удерживать уплотнение, и вам потребуется повторное покрытие.
4 . Игнорирование дефектов поверхности: Если на головке цилиндров или блоке цилиндров имеются точечная коррозия, коррозия, трещины, выступы или впадины, существует потенциальный путь утечки. Если вы заметили какой-либо из этих недостатков, вам нужно будет восстановить головку или блок.
5. Недостаточная очистка поверхности деки: Перед установкой новой проверьте поверхность деки на наличие остатков старой прокладки. Любой мусор повлияет на герметичность новой прокладки. Используйте средство для удаления прокладок или обезжириватель поверхностей в сочетании с проволочной щеткой, чтобы удалить остатки материала. Для алюминиевых головок используйте 9неметаллический скребок 0075 , чтобы не повредить поверхность.
Для алюминиевых головок используйте 9неметаллический скребок 0075 , чтобы не повредить поверхность.
6 . Неправильное использование герметиков: Старые штампованные стальные прокладки требовали использования герметика для холодной герметизации двигателя. Однако большинство современных прокладок (за некоторыми исключениями) не следует покрывать герметиком. И никогда не используйте химический герметик любого типа на прокладках с покрытием! Герметики, такие как RTV-силикон, могут мешать другим химическим веществам, нанесенным на прокладку для обеспечения герметизации. Результатом может быть плохая герметизация, износ или даже полный выход из строя прокладки. Кроме того, RTV-силикон потенциально может течь, когда головка зажата, и затекать в охлаждающие рубашки или камеру сгорания.
7. Использование болтов с поврежденной головкой: Грязная или поврежденная резьба может привести к ложным показаниям крутящего момента и снизить общую силу зажима болта. Внимательно осмотрите резьбу болтов и замените все болты с деформированной или изношенной резьбой. Кроме того, не забудьте смазать нижнюю часть болтов и шайб (если есть).
Внимательно осмотрите резьбу болтов и замените все болты с деформированной или изношенной резьбой. Кроме того, не забудьте смазать нижнюю часть болтов и шайб (если есть).
8. Отсутствие проверки отверстий под болты с головкой перед установкой: Деформированные или загрязненные отверстия под болты с головкой также могут снизить усилие зажима. Если в инструкциях оригинальных комплектующих не указано иное, вам следует запустить сливной метчик в каждое отверстие под болт. Вершины отверстия также должны быть скошены, чтобы самые верхние резьбы не выходили за поверхность настила при затягивании болтов.
9 . Повторное использование старых болтов: Болты с головкой с пределом текучести (TTY) слегка растягиваются при установке, создавая эффект эластичности, который увеличивает усилие зажима крепежа. Поскольку болты TTY могут постоянно растягиваться, никогда не устанавливайте их повторно. Это может привести к их еще большему растяжению и ухудшению зажимной силы ваших болтов.
10 . Невозможность проверить длину болтов: Хорошо проверить, что у вас есть правильные длины болтов для вашего приложения и каждого конкретного отверстия под болт (для некоторых отверстий требуются более длинные болты, чем для других). Измерьте каждый болт и сравните его друг с другом, чтобы проверить на растяжение.
11 . Истирание головки цилиндров: Если у вас алюминиевые головки цилиндров, обязательно используйте шайбы из закаленной стали под болтами, чтобы предотвратить истирание поверхности головки и обеспечить равномерный зажим на мягком алюминии.
12 . Неправильное использование динамометрического ключа: Само собой разумеется, но не доверяйте дешевому динамометрическому ключу t , чтобы получить точные показания крутящего момента при затяжке болтов головки блока цилиндров. С помощью динамометрического ключа хорошего качества затяните болты головки как минимум в три приема, чтобы получить указанный крутящий момент. Кроме того, обязательно затягивайте плавно — внезапные или резкие движения могут привести к ложным показаниям крутящего момента!
С помощью динамометрического ключа хорошего качества затяните болты головки как минимум в три приема, чтобы получить указанный крутящий момент. Кроме того, обязательно затягивайте плавно — внезапные или резкие движения могут привести к ложным показаниям крутящего момента!
13 . Несоблюдение надлежащей последовательности или спецификаций крутящего момента: Всегда соблюдайте рекомендуемые спецификации и схему крутящего момента. Опять же, постепенно затягивайте болты как минимум в три шага, чтобы создать более равномерное усилие зажима.
14 . Без повторной затяжки при необходимости: Для некоторых прокладок головки требуется повторная затяжка болтов головки. Если ваш производитель указывает, что необходима повторная затяжка, запустите двигатель, пока он не достигнет рабочей температуры, а затем выключите его. Повторно затяните каждый болт в соответствии со спецификацией, пока двигатель еще теплый, если только не используются алюминиевые головки цилиндров.