
Мокрые гильзы
Главная » Разное » Мокрые гильзы
Наш опыт (Блоки цилиндров с «мокрыми» гильзами)
Речь здесь пойдет о блоках цилиндров, в которых гильзы цилиндров непосредственно омываются охлаждающей жидкостью
(отсюда и название – «мокрые» гильзы). Снизу такая гильза уплотняется по блоку цилиндров, а сверху – по головке
блока цилиндров. Так как гильза вставляется в блок цилиндров свободно, то жесткость и герметичность всей конструкции
обеспечивается только при затяжке головки блока и только в том случае, если гильза имеет гарантированное выступание
над поверхностью блока. В свое время такая конструкция была распространена повсеместно, затем производители к ней
охладели, так как не удавалось добиться необходимой компактности и жесткости блока цилиндров двигателя (сейчас проблему
решают за счет уменьшения высоты рубашки охлаждения и толщины стенки гильз). Но, тем не менее, и в наше время таких
двигателей немало – «Шкода», «Ровер» (в т. ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты
(и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару»,
а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты
(и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару»,
а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
Самый сложный и проблемный случай у всех этих двигателей – попадание охлаждающей жидкости в масло. И если у двигателя
с «сухими» гильзами в большинстве таких случаев помогает обработка плоскости головки блока, то что делать, если «мокрая»
гильза просела от перегрева (см. Фото 1) или посадочное место под нее изъедено коррозией или просто повреждено по
неосторожности при сборке (см. Фото 2 и 3)? В этих случаях требуется индивидуальная подгонка гильз по высоте с
обеспечением (и это самое главное !) одинакового и равномерного выступания всех гильз – только тогда будет обеспечена
герметичность стыка. И здесь уже не обойтись без специального оборудования и измерительных инструментов.
Фото 1 Фото 2 Фото 3
На 1-ом этапе производятся тщательные измерения высоты гильз и того, насколько они утоплены в блок цилиндров (см. Фото 1). После этого подвариваются дефектные участки посадочных поверхностей в блоке (см. Фото 4 и 5).
Фото 4 Фото 5
На 2-м этапе индивидуально (с учетом высоты гильз) подчищаются посадочные поверхности под гильзы (см. Фото 6 и 7). Затем фрезеруется поверхность блока цилиндров (см. Фото 8). На Фото 9 блок цилиндров обработан под гильзы и отфрезерован.
Фото 6 Фото 7 Фото 8 Фото 9
3-й этап – контрольная сборка с проверкой выступания гильз (если необходимо – с ручной подгонкой) (см. Фото 10). На Фото 11 блок цилиндров готов – обеспечено полное прилегание гильз по посадочным поверхностям и одинаковое и равномерное выступание гильз над поверхностью блока.
Фото 10 Фото 11
Гильза цилиндров мокрая — Энциклопедия по машиностроению XXL
Гильзы цилиндров. мокрые» из легированного чугуна, термически обработанного.
[c.110]
мокрые» из легированного чугуна, термически обработанного.
[c.110]
Блок-картер — чугунный, цельнолитой, с вставными гильзами цилиндра мокрого типа, т. е. охлаждаемыми снаружи водой. [c.63]
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
В цилиндр запрессовывается съемная чугунная гильза, наружная поверхность которой омывается водой. Такие гильзы называются мокрыми и при их установке требуется надежное уплотнение мест соединения с блоком.
[c.8]
Такие гильзы называются мокрыми и при их установке требуется надежное уплотнение мест соединения с блоком.
[c.8]
Гильзы цилиндров. Блок-картеры современных автомобильных и тракторных двигателей часто изготовляют со вставными гильзами. Эти гильзы могут быть сухими и мокрыми. Короткие сухие гильзы, изготовленные из кислотоупорного (аустенитного) чугуна, запрессовываются в верхней, наиболее изнашивающейся части цилиндра (см. рис. 21). [c.90]
Конструкции мокрых гильз цилиндров [c.94]
Гильзы цилиндров (рис. 7) мокрого типа отлиты из низколегированного серого чугуна, обладающего повышенной прочностью. Они служат для направления движения поршня. Рабочая поверхность гильзы 1 закаливается токами высокой частоты, тщательно шлифуется и полируется. Гильза устанавливается в блоке под небольшим давлением и центрируется в нем верхним 2 и нижним 3 шлифованными поясками. Для предотвращения подтекания воды в картер в канавки 4 нижнего центрирующего пояска вставляются резиновые кольца. Между стенками блока цилиндров и гильзой образуется пространство, называемое рубашкой, в которой циркулирует охлаждающая жидкость. Кольцевой пояс 5 в верхнем торце
[c.19]
Для предотвращения подтекания воды в картер в канавки 4 нижнего центрирующего пояска вставляются резиновые кольца. Между стенками блока цилиндров и гильзой образуется пространство, называемое рубашкой, в которой циркулирует охлаждающая жидкость. Кольцевой пояс 5 в верхнем торце
[c.19]
Вода в масле обнаруживается путем слива из поддона картера около 200 см масла и отстоя его в стеклянном сосуде в течение часа. Если после отстоя на дне стеклянного сосуда окажется вода, то масло необходимо сменить и отыскать причины попадания воды. Вода в картер двигателя может попадать вследствие плохого уплотнения, создаваемого прокладкой головки блока, недостаточного уплотнения мокрых гильз цилиндров, просачивания воды между стаканами форсунок и головкой цилиндров, а также вследствие наличия трещин в рубашке охлаждения блока и головок цилиндров. Устраняется неисправность путем ликвидации нарушения уплотнения.
Автомобиль Москвич-412 в отличие от автомобиля Москвич-408 имеет новый, значительно более мощный двигатель с легкосъемными мокрыми гильзами цилиндров, новую коробку передач, усиленное сцепление, соответственно измененное электрооборудование и многие модернизированные узлы остальных агрегатов автомобиля. [c.3]
[c.3]
Блок цилиндров двигателя изготовляется из алюминиевого сплава, имеет сменные мокрые гильзы цилиндров и не имеет в своем теле никаких изнашиваемых опорных втулок. Ремонт блока цилиндров заключается только в тщательной очистке и промывке от смолистых отложений нижней части в промывке масляных ка налов в очистке рубашки охлаждения от накипи и в проверке геометрии постелей под вкладыши коренных подшипников. [c.73]
Гильзы цилиндров (рис. 13) мокрого типа, отлиты из специального чугуна с перлитной структурой. Рабочая поверхность гильзы закаливается токами высокой частоты и тщательно шлифуется и полируется. [c.38]
Блок-картеры дизелей литые, чугунные, с вставными мокрыми гильзами цилиндров. [c.24]
Некоторые детали автомобиля (например, мокрые гильзы цилиндров с наружной стороны, лопасти водяного насоса) подвергаются кавитационному разрушению, которое происходит из-за многократных гидравлических ударов при захлопывании пузырьков воздуха, образующихся в потоке жидкости.
Мокрые гильзы лучше отводят тепло, однако обладают меньшей жесткостью, чем сухие. Для повышения жесткости наружную поверхность мокрых гильз иногда выполняют с кольцевыми ребрами. Мокрые гильзы цилиндров получили наибольшее распространение [c.34]
В зависимости от способа установки в блоке гильзы цилиндров разделяются на мокрые и сухие (фиг. 82). Гильзу называют мокрой, когда она непосредственно омывается снаружи охлаждающей жидкостью (фиг. 82, а). Сухая гильза (фиг. 82,6) плотно устанавливается в расточенное цилиндрическое отверстие блока, соприкасается со стенками блока всей своей поверхностью [c.124]
| Фиг. 82. Схемы установки мокрой а и сухой б гильз цилиндров |
 Эта полость называется водяной рубашкой двигателя. Если охлаждающая жидкость омывает непосредственно стенки гильз цилиндров, такие гильзы называются мокрыми (двигатели ЗИЛ-130, ЯМЗ-236). Мокрые гильзы устанавливают в блок цилиндров так, что они соприкасаются с блоком только верхним и нижним кольцевыми поясами. Чтобы в двигателях с мокрыми гильзами вода из водяной рубашки не просачивалась в картер, гильзы при установке в цилиндры уплотняют резиновыми кольцами. Гильзы, внешние стенки которых не соприкасаются непосредственно с охлаждающей жидкостью, называются сухими.
[c.28]
Эта полость называется водяной рубашкой двигателя. Если охлаждающая жидкость омывает непосредственно стенки гильз цилиндров, такие гильзы называются мокрыми (двигатели ЗИЛ-130, ЯМЗ-236). Мокрые гильзы устанавливают в блок цилиндров так, что они соприкасаются с блоком только верхним и нижним кольцевыми поясами. Чтобы в двигателях с мокрыми гильзами вода из водяной рубашки не просачивалась в картер, гильзы при установке в цилиндры уплотняют резиновыми кольцами. Гильзы, внешние стенки которых не соприкасаются непосредственно с охлаждающей жидкостью, называются сухими.
[c.28]Блок цилиндров. Рабочая поверхность цилиндров — наиболее подверженная износу часть блоков. Для продления срока службы блоков и облегчения их ремонта применяют блоки со вставными гильзами. Для отвода тепла от стенок цилиндра в блоке имеется полость, в которой циркулирует охлаждающая жидкость. Полость получила название водяной рубашки. Гильзы двигателя ЗИЛ-130 непосредственно омываются охлаждающей жидкостью.
Гильзы цилиндров, устанавливаемые в изучаемых двигателях,— мокрого типа (обмываемые водой), изготовляются из чугуна с кислотоупорными чугунными вставками в верхней части для снижения износа. Уплотнение гильз в нижней части осуществляется двумя резиновыми (ЗИЛ-130) или медными (ГАЗ-53, ГАЗ-24) кольцами, а в верхней части — прокладкой головки цилиндров. [c.12]
[c.12]
Гильзы цилиндров, устанавливаемые в изучаемых двигателях, — мокрого типа (омываемые жидкостью системы охлаждения), изготовляются из чугуна. Уплотнение гильз в нижней части осуществляется мед- [c.12]
Рис, 315. Конструкции мокрых гильз цилиндров [c.116]
| Рис. 8. Мокрая гильза цилиндра двигателя ЗИЛ-130 |
У отечественных двигателей новых моделей применяют легкосъемные чугунные гильзы, проходящие по всей длине цилиндров, с наружными стенками, омываемыми водой. Такие гильзы называются мокрыми, и при их установке необходимо уплотнять места соединения с блоком. [c.9]
На рисунке 2.6, а и б изображена установка мокрой гильзы в блок-картер двигателя Д-240. В верхней части гильза цилиндра 7 буртиком 4 опирается на основание цилиндрической выточки на верхней плоскости блок-картера 8. В нижней горизонтальной перегородке блок-картера, в пояске для установки гильзы, выполнена кольцевая выточка, в которую устанавливают уплотняющее резиновое кольцо 9. Это кольцо несколь-
[c.19]
В нижней горизонтальной перегородке блок-картера, в пояске для установки гильзы, выполнена кольцевая выточка, в которую устанавливают уплотняющее резиновое кольцо 9. Это кольцо несколь-
[c.19]
Мокрые гильзы цилиндров для дизелей изготавливают из серого перлитного или легированного чугуна. В большинстве случаев внутреннюю поверхность гильз закаливают токами высокой частоты. Для некоторых рядных тракторных дизелей (Д-240, СМД-14) изготавливают незакаленные гильзы из легированного чугуна. [c.20]
Блок цилиндров 1 (рис. 26, а) может быть отлит вместе с цилиндрами или иметь вставные цилиндры-гильзы (рис. 26, б — г). Гориз октальная перегородка делит блок цилиндров на верхнюю и нижнюю части. В верхней части блока и в горизонтальной перегородке расточены отверстия для установки гильз цилиндров. В цилиндре, являющемся направляющей при движении поршня, совершается рабочий цикл двигателя. Гильзы могут быть мокрыми или сухими. Гильзу цилиндра называют мокрой, если она омывается жидкостью системы охлаждения, и сухой, если она непосредственно не соприкасается с охлаждающей жидкостью.
Блок-картер 3 (фиг. 60) двигателя с двумя рядами цилиндров отлит из алюминиевого силава (силумина). В блок-картере установлены и закреплены головками мокрые чугунные гильзы цилиндров 5, уплотняемые в нижней перегородке блока медным кольцом 4. В верхнюю часть каждого цилиндра запрессована короткая гильза из антикоррозионного чугуна. [c.87]
Гильзы 4 цилиндров мокрого типа отлиты из чугуна. Рабочую поверхность цилиндров подвергают закадке т. в. ч. и тщательно шлифуют. [c.170]
Наряду с высокими мощностными и экономическими показателями двигателя его конструкция обеспечивает продолжительную надежную работу и повыщенную износостойкость деталей и узлов. Для повышения надежности и долговечности впервые для двигателей автомобиля Москвич на двигателе модели 412 применены полнопоточный масляный фильтр, обеспечивающий 100%-ную очистку масла сталебронзовые шатунные и коренные вкладыши, рабочая поверхность которых покрыта специальным сплавом на свинцовой основе, выдерживающие большие удельные давления при высоких температурах поршень с терморегулирующей вставкой, обладающей большой износостойкостью и бесшумностью работы в моменты прогрева холодного двигателя легкосъемные мокрые гильзы цилиндров, имеющие улучшенный теплоотвод от зеркала и позволяющие производить их легкую замену при капитальном ремонте двигателя без какой-либо ремонтной обработки самого блока цилиндров блок цилиндров и оребренный масляный картер из алюминиевого сплава, которые благодаря высокой
[c. 5]
5]
В некоторых конструкциях с целью облегчения ремонта и повышения износостойкости рабочих поверхностей без увеличения стоимости блока применяются вставные гильзы из специального аустенитового чугуна. Гильзы устанавливаются либо по всей длине цилиндра (ЯАЗ-204), либо только в верхней части его (по длине хода колец), где износ наибольший (М-20 Победа , ГАЗ-51). Гильзы запрессовывают в блок или устанавливают со скользящей посадкой. Если гильзы цилиндров непосредственно не соприкасаются с охлаждающей водой, то они называются сухими (у двигателей отечественного производства) если же гильзы омываются водой, то они называются мокрыми. В последнем случае для уплотнения гильз в блоке и для устранения возможности попадания воды в картер или в цилиндр в верхней и нижней частях гильзы устанавливаются уплотняющие кольцевые прокладки. [c.21]
| Рис. 16. Гильзы цилиндров о —сухая короткая б — сухая в—мокрая / — цллиндр 2, 3, 5, 6 гильзы 4 — продувочные отверстия 7 — уплотнительное резиновое |
ГИЛЬЗА цилиндра (рис. 9) мокрого типа отлита из специального чугуна, обладающего повышенной прочностью и износостойкостью. Рабочая поверхность гильзы тщательно обрабатывается и подвергается закаливанию для создания поверхностной прочности. Гильза устанавливается в блоке усилием рукп и центрируется в нем верхним и нижним шлифованными поясками. Для предотвращения подтекания воды в картер в канавки нижнего центрирующего пояска вставляются рез1 новые кольца., ежду стенками блока цилиндров и гильзой образхется пространство, называемое рубашкой, в котором циркулирует охлаждающая жидкость. Гильза имеет специальный буртик для упопа в блок цилиндров.
[c.18]
9) мокрого типа отлита из специального чугуна, обладающего повышенной прочностью и износостойкостью. Рабочая поверхность гильзы тщательно обрабатывается и подвергается закаливанию для создания поверхностной прочности. Гильза устанавливается в блоке усилием рукп и центрируется в нем верхним и нижним шлифованными поясками. Для предотвращения подтекания воды в картер в канавки нижнего центрирующего пояска вставляются рез1 новые кольца., ежду стенками блока цилиндров и гильзой образхется пространство, называемое рубашкой, в котором циркулирует охлаждающая жидкость. Гильза имеет специальный буртик для упопа в блок цилиндров.
[c.18]
ГИЛЬЗА 2 (рис. 1-1) цилиндра мокрого типа. Для повышения коррозийной стойкости в верхней части гильзы установлена кислотоупорная вставка 4. Вер.хняя часть гильзы шлотняется с помощью бурта, которым она опирается на блок цилиндров, а нижняя часть — двумя резиновыми кольцами 3.
[c. 24]
24]
Цилиндры тракторных двигателей изготавливают в виде отдельных деталей — гильз 2 (см. рис. 4.2, а), что позволяет применять для рабочих поверхностей цилиндров материал более износостойкий, чем тот, из которого изготовлен весь блок. Гильза цилиндра представляет собой детйль, выполненную в виде трубы. Если наружная поверхность вставной гильзы омывается охлаждающей водой, то гильзу называют мокрой. Гильзу, установленную в расточенном цилиндре блока, называют сухой. Толщина стенок сухих гильз состав- [c.30]
В массовом производстве Д. а. как обтцее правило до г = 8 в ряду цилиндры отливаются в одном блоке. Исключение иногда составляют лишь двигатели воздушного охлаждения. При блочной чугунной конструкции цилиндры обычно отливаются за одно целое о водяной рубашкой и в целях жесткости конструкции — с верхней частью картера. При литье блоков пз алюминиевых сплавов вставляются мокрые или сухие чугунные гильзы. Иногда и чугунные блоки тоже имеют вставные гильзы цилиндров (фиг. 3). Цилиндры Д. а. воздушного охлаждения отливаются из чугуна ребристыми, а их съемная головка часто выполняется из легких сплавов. Как общее правило головка цилиндров делается съемной. Это дает большие п])еимущества для производства и в эксплоатации. Головка крепится к цилиндрам на медно-асбестовой прокладке при помомц шпилек.
[c.124]
3). Цилиндры Д. а. воздушного охлаждения отливаются из чугуна ребристыми, а их съемная головка часто выполняется из легких сплавов. Как общее правило головка цилиндров делается съемной. Это дает большие п])еимущества для производства и в эксплоатации. Головка крепится к цилиндрам на медно-асбестовой прокладке при помомц шпилек.
[c.124]
Гильзы цилиндров отливают из специального чугуна и устанавливают в блок цилиндров (см. рис. 25). Двигатели, имеющие цилиндры, изготовленные в виде сменных мокрых гильз (двигатели автомобилей ГАЗ-24 Волга , ГАЗ-3102 Волга , ГАЗ-53А, ГАЗ-53-12, ЗИЛ-130, МАЗ-5335, КамАЗ-5320 и др.), проще ремонтировать и эксплуатировать. Блок цилиндров, отлитый вместе с цилинд- [c.38]
Схемы цилиндров двигателей а — без гильз, но с к орогкой вставкой (автомобили ЗИЛ-157КД. ГАЗ-52-(14) в и в-с мокрой гильзой (дизели ЯМЗ-236 и КамАЗ-740) — с мокрой гильзой, в которую запрессована короткая вставка (автомобиль ЗИЛ-130) I блок цилиндров 2 — водяная рубашка 5— вставка 4 — гильза цилиндров
[c. 39]
39]
Гильзы мокрые — Энциклопедия по машиностроению XXL
Блок-картер отлит из серого нелегированного чугуна, причём блоки цилиндров, картер и картер механизма передач отлиты заодно. Блок-картер туннельного» типа, т. е. не имеет разъёма по оси коленчатого вала. Коленчатый вал вводится при сборке в картер со стороны маховика. Боковые стенки блок-картера соединены семью поперечными перегородками, в которых расточены отверстия под роликовые коренные подшипники коленчатого вала. В блок запрессовано 12 гильз мокрого» типа. В развале между блоками отлиты водораспределительные каналы, к которым присоединяется водяная помпа.
[c.214]
Чтобы увеличить долговечность блока цилиндров и упростить ремонт, его изготовляют со вставными гильзами. У всех современных двигателей гильзы мокрые,
[c.13]
Чтобы повысить долговечность и упростить ремонт, блок цилиндров изготовляют со вставными гильзами мокрыми, т. е. омывающимися охлаждающей жидкостью (ГАЗ-21 3-53А, ЗИЛ-130, ЯМЗ), или сухими (ЯАЗ),
[c.22]
е. омывающимися охлаждающей жидкостью (ГАЗ-21 3-53А, ЗИЛ-130, ЯМЗ), или сухими (ЯАЗ),
[c.22]
Правильное решение заключается в применении вставных гильз (рис. 436, м). Наиболее целесообразна конструкция н с мокрыми гильзами (непосредственно омываемы. ш водой). Эта система дает существенные дополнительные выгоды — упрощение отливки, уменьшение массы блока, улу ение о.хлаждения цилиндров. [c.596]
ЛИЧНЫХ марок, как правило, легированные молибденом, хромом и другими присадками. Наибольшее применение нашли гильзы, изготовленные из легированного чугуна с последующей термической обработкой после предварительной механической обработки. Конструкции гильз различаются по способу их охлаждения в двигателях внутреннего сгорания мокрые гильзы с жидкостным охлаждением н сухие гильзы с воздушным охлажде- [c.106]
Резиновые подшипники представляют собой металлические гильзы-вкладыши, обложенные внутри слоем резины. Резиновые подшипники используются в таких местах, где опора вала соприкасается с водой на судах, землечерпалках, в шахтных насосах, турбинах, аппаратах мокрого обогащения руд, бурильных машинах н т. п.
[c.326]
п.
[c.326]
Гильзы цилиндров. мокрые» из легированного чугуна, термически обработанного. [c.110]
На рис. 17 изображены неподвижные детали кривошипно-шатунного механизма двигателя ЗМЗ-53, устанавливаемого на автомобиле Г АЗ-53А. Блок цилиндров 15 отлит из алюминиевого сплава. В блоке имеются восемь гнезд 16, в которые вставляются мокрые гильзы 12 из серого чугуна со вставками из нирезиста. Блок цилиндров выполнен как одно целое с верхней частью картера 14. Плоскость разъема, к которой прикреплена нижняя половина картера (масляный поддон), расположена ниже оси коленчатого вала, что повышает жесткость [c.31]
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
[c.24]
Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
[c.24]
На рис. 15 изображены неподвижные детали кривошипно-шатунного механизма двигателя ЗМЗ-53, устанавливаемого на автомобиле ГАЗ-53А. Блок цилиндров 15 отлит из алюминиевого сплава. В блоке имеются восемь гнезд 16, в которые вставляются мокрые гильзы 12 из серого чугуна со вставками из нирезиста. Блок цилиндров выполнен как одно целое с верхней частью картера 14. Плоскость разъема, к которой прикреплена нижняя половина картера (масляный поддон), расположена ниже оси коленчатого вала, что повышает жесткость конструкции. Спереди к блоку цилиндров крепят крышку 1 блока зубчатых колес газораспределительного механизма.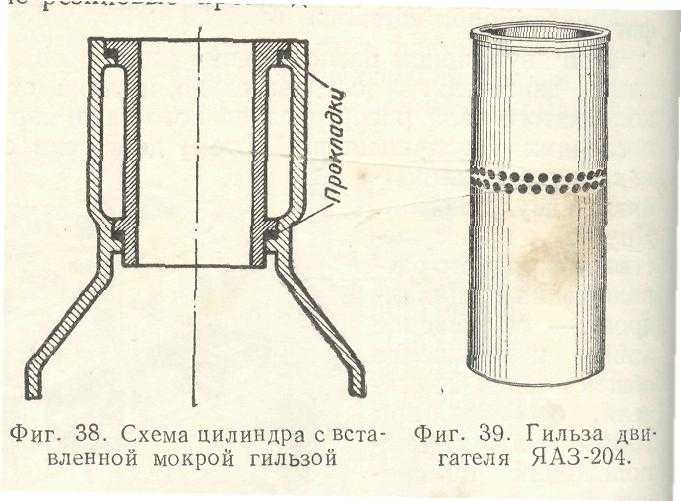 [c.24]
[c.24]
К неподвижным деталям относят блок 5 цилиндров с картером, головку цилиндров, картер II маховика с крышкой 12. Блок цилиндров двигателя выполнен вместе с верхней частью картера /5 двигателя и представляет- собой У-образную чугунную отливку со вставными мокрыми гильзами 16. Для повышения коррозионной стойкости в верх-ь [c.8]
В цилиндр запрессовывается съемная чугунная гильза, наружная поверхность которой омывается водой. Такие гильзы называются мокрыми и при их установке требуется надежное уплотнение мест соединения с блоком. [c.8]
В автомобильных однорядных дизелях с мокрыми вставными гильзами /, (/+ ) = (1,25—1,35) О, в У-образных дизелях с двумя шатунами на одной шейке коленчатого вала = (1,47—1,55)6. [c.65]
В автомобильных и тракторных дизелях жидкостного охлаждения цилиндры, как правило, изготовляют в виде мокрых гильз. [c.78]
Гильзы цилиндров. Блок-картеры современных автомобильных и тракторных двигателей часто изготовляют со вставными гильзами. Эти гильзы могут быть сухими и мокрыми. Короткие сухие гильзы, изготовленные из кислотоупорного (аустенитного) чугуна, запрессовываются в верхней, наиболее изнашивающейся части цилиндра (см. рис. 21).
[c.90]
Блок-картеры современных автомобильных и тракторных двигателей часто изготовляют со вставными гильзами. Эти гильзы могут быть сухими и мокрыми. Короткие сухие гильзы, изготовленные из кислотоупорного (аустенитного) чугуна, запрессовываются в верхней, наиболее изнашивающейся части цилиндра (см. рис. 21).
[c.90]
Блок-картеры с мокрыми гильзами, т. е. гильзами, омываемыми снаружи охлаждающей жидкостью (рис. 34, а), по сравнению с блок-картерами с сухими гильзами обладают меньшей жесткостью. Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 (рис. 35), автомобильные карбюраторные двигатели ГАЗ-21 (рис. 36, 37), ЗИЛ-130 (см. рис. 22) и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют (расточка и шлифовка), а заменяют новыми без снятия двигателя с шасси. [c.90]
I — блок-картер 2 — мокрая гильза 3 — вставка из кислотоупорного чугуна 4 компактная камера сгорания
[c. 92]
92]
Опорный кольцевой фланец мокрой гильзы чаще всего находится в ее верхней части (рис. 38, а) в некоторых двигателях этот фланец [c.93]
Конструкции мокрых гильз цилиндров [c.94]
Для повышения жесткости мокрых гильз наружная поверхность их выполняется иногда с кольцевыми ребрами (см. рис. 34, а). Твердость и износостойкость рабочей поверхности гильз могут быть повышены цементацией, азотированием, пористым хромированием или закалкой токами высокой частоты. [c.95]
В двухтактных двигателях, как правило, применяют чугунные гильзы сухие (дизели ЯАЗ-204 ЯАЗ-206 и др.) и мокрые (дизели Греф-Штифт — рис. 39, ЯМЗ-238 — рис. 17 и др.). [c.96]
В настоящее время дизели выпускают как с мокрыми, так и с сухими гильзами. В Англии, например, в четырехтактных дизелях сухие гильзы нашли большее применение, чем мокрые. [c.96]
Двухтактные дизели почти всеми крупными зарубежными фирмами (кроме ОМС) выпускают только с мокрыми гильзами. В целом дизели с мокрыми гильзами выпускают около 45% зарубежных дизелестроительных фирм. Можно ожидать, что по мере удешевления сменные гильзы будут находить все большее применение как в дизелях, так и в карбюраторных двигателях.
[c.96]
В целом дизели с мокрыми гильзами выпускают около 45% зарубежных дизелестроительных фирм. Можно ожидать, что по мере удешевления сменные гильзы будут находить все большее применение как в дизелях, так и в карбюраторных двигателях.
[c.96]
Для этого торец фланца мокрой гильзы 1 располагают на 0,05— 0,30 мм выше верхней плоскости блока 2 (рис. 63, б), что уменьшает площадь контакта, на которую передается большая часть сил затяжки крепежных шпилек (или болтов) головки блока. [c.123]
Гильзы цилиндров (рис. 7) мокрого типа отлиты из низколегированного серого чугуна, обладающего повышенной прочностью. Они служат для направления движения поршня. Рабочая поверхность гильзы 1 закаливается токами высокой частоты, тщательно шлифуется и полируется. Гильза устанавливается в блоке под небольшим давлением и центрируется в нем верхним 2 и нижним 3 шлифованными поясками. Для предотвращения подтекания воды в картер в канавки 4 нижнего центрирующего пояска вставляются резиновые кольца. Между стенками блока цилиндров и гильзой образуется пространство, называемое рубашкой, в которой циркулирует охлаждающая жидкость. Кольцевой пояс 5 в верхнем торце
[c.19]
Для предотвращения подтекания воды в картер в канавки 4 нижнего центрирующего пояска вставляются резиновые кольца. Между стенками блока цилиндров и гильзой образуется пространство, называемое рубашкой, в которой циркулирует охлаждающая жидкость. Кольцевой пояс 5 в верхнем торце
[c.19]
Блок цилиндров совместно с картером отлит из алюминиевого сплава. В блок вставляются мокрые легкосъемные гильзы, имеющие в верхней части вставку из антикоррозионного износостойкого чугуна. [c.30]
Вода в масле обнаруживается путем слива из поддона картера около 200 см масла и отстоя его в стеклянном сосуде в течение часа. Если после отстоя на дне стеклянного сосуда окажется вода, то масло необходимо сменить и отыскать причины попадания воды. Вода в картер двигателя может попадать вследствие плохого уплотнения, создаваемого прокладкой головки блока, недостаточного уплотнения мокрых гильз цилиндров, просачивания воды между стаканами форсунок и головкой цилиндров, а также вследствие наличия трещин в рубашке охлаждения блока и головок цилиндров. Устраняется неисправность путем ликвидации нарушения уплотнения.
[c.58]
Устраняется неисправность путем ликвидации нарушения уплотнения.
[c.58]
Автомобиль Москвич-412 в отличие от автомобиля Москвич-408 имеет новый, значительно более мощный двигатель с легкосъемными мокрыми гильзами цилиндров, новую коробку передач, усиленное сцепление, соответственно измененное электрооборудование и многие модернизированные узлы остальных агрегатов автомобиля. [c.3]
Блок цилиндров двигателя изготовляется из алюминиевого сплава, имеет сменные мокрые гильзы цилиндров и не имеет в своем теле никаких изнашиваемых опорных втулок. Ремонт блока цилиндров заключается только в тщательной очистке и промывке от смолистых отложений нижней части в промывке масляных ка налов в очистке рубашки охлаждения от накипи и в проверке геометрии постелей под вкладыши коренных подшипников. [c.73]
Блоки цилиндров отливают из чугуна, рабочие поверхности тщательно обрабатывают. Для повышения износостойкости сте- ок цилиндров и упрощения ремонта и сборки двигателя в цилиндры запрессовывают вставные сменные гильзы из кислотоупорного чугуна они называются сухими, если не соприкасаются с охлаждающей водой, и мокрыми, если омываются водой. В цилиндрах двигателя ЯАЗ-206 устанавливают сухие гильзы со скользящей посадкой от руки (зазор 0,05 мм) в средней части гильзы расположены отверстия для впуска воздуха, образующие с ра- диусом гильзы угол 14°. в цилиндры двигателя МАЗ-525 устанавливают мокрые гильзы. Уменьшение износа верхней части цилиндров достигается установкой коротких вставок — гильз высотой 50 мм и со стенками толщиной 2 мм (ГАЗ-51, М-20, М-21, ЗИМ, ЗИЛ-164). В цилиндрах двигателя М-21 (см. рис. 27) устанавливают мокрую гильзу 8 по всей высоте цилиндра и сухую короткую гильзу 9 в верхней его части.
[c.19]
В цилиндрах двигателя ЯАЗ-206 устанавливают сухие гильзы со скользящей посадкой от руки (зазор 0,05 мм) в средней части гильзы расположены отверстия для впуска воздуха, образующие с ра- диусом гильзы угол 14°. в цилиндры двигателя МАЗ-525 устанавливают мокрые гильзы. Уменьшение износа верхней части цилиндров достигается установкой коротких вставок — гильз высотой 50 мм и со стенками толщиной 2 мм (ГАЗ-51, М-20, М-21, ЗИМ, ЗИЛ-164). В цилиндрах двигателя М-21 (см. рис. 27) устанавливают мокрую гильзу 8 по всей высоте цилиндра и сухую короткую гильзу 9 в верхней его части.
[c.19]
Гильзы мокрого типа, называемые также цилиндровыми сгпул-имеют более нпфокое применение в двигателях, чем сухие, благодаря лучшей теплоотдаче охлаждающей жидкости. К недостаткам мокрых гильз следует отнести уменьшение общей ялест-кости и прочности блока цилиндров и необходимость установки уплотнений. [c.99]
Уплотнение цилиндрических стыков. На рис. 328 показаны способы уплотнения цилиндрических стыков, подверженных давлению жидкости (случай мокрых гильз порщневых двигателей внутреннего сгорания с жидкостным охлаждением). [c.148]
[c.148]
Гильзы 4 цилиндров мокрого типа отлиты из чугуна. Рабочую поверхность цилиндров подвергают закадке т. в. ч. и тщательно шлифуют. [c.170]
Материалы. Чугун ы. Наиболее распространенным материалом для изготовления деталей двигателя является чугун, что объясняется его высокими литейными качествами, хорошей обрабатываемостью, удовлетворительными антифрикционными свойствами и дешевизной. Чугуны также обладают относительно высокой усталостной прочностью и малой чувствительностью к дефектам (надрезам, рискам, задирам) на обработанных поверхностях. Из серых чугунов марок СЧ 44, СЧ 40, СЧ 15-32 и СЧ 32 изготовляют блок-картеры автомобильных и тракторных двигателей. Твердость готовых блок-картеров по Бри-неллю НВ 160-Ь-220. Из серых же чугунов отливают головки блоков, крышки коренных подшипников и другие детали. Твердость чугунных головок тракторных двигателей после обработки НВ 179- 255. Маховики и толкатели изготовляют из серых и сталистых чугунов, сухие и мокрые гильзы — из легированных чугунов. В частности, цилиндровые гильзы двигателей ГАЗ изготовляют из кислотоупорного высоколегированного чугуна с аустенитной структурой, двигатели ЯАЗ — из хромоникелевого чугуна. Поверхностная твердость сухих гильз НВ 1564-197, мокрых гильз после термической обработки НВ 3634-444.
[c.38]
В частности, цилиндровые гильзы двигателей ГАЗ изготовляют из кислотоупорного высоколегированного чугуна с аустенитной структурой, двигатели ЯАЗ — из хромоникелевого чугуна. Поверхностная твердость сухих гильз НВ 1564-197, мокрых гильз после термической обработки НВ 3634-444.
[c.38]
На рис. 33 представлен блок-картер шестицилиндрового V-образного двигателя Лянчиа. Блок-картер изготовлен из алюминиевого сплава литьем в металлические формы и имеет мокрые легкосъемные гильзы из серого чугуна. Крепление к блок-картеру двух алюминиевых головок осуществляется при помощи шпилек. [c.89]
Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя мокрые гильзы снабжают уплотнительными прокладками. Верхние прокладки — медно-, железо-ас-бестовые, стальные, алюминиевые и др. —ставят между головкой и плоскостью блока. [c.94]
[c.94]
Вместе с тем применение сменных гильз усложняет конструкцию двигателя и увеличивает его вес и стоимость. Сменные мокрые гильзы, так же как и сухие, должны обладать необходимой износостойкостью, вследствие чего внутренняя поверхность их должна подвергаться пористсму хромированию или азотированию хорошие результаты получаются также при применении в верхней части сменных гильз коротких вставок из высоколегированного чугуна. [c.96]
Поскольку СГр = (1/2) Ср, напряжения разрыва в кольцевом сечении цилиндров двигателей жидкостного охлаждения не определяют. Для двигателей воздушного охлаждения с оребрением, перпендикулярным оси цилиндра, определение величины 0 необходимо. При наличии в двигателе вставных мокрых гильз желательно проверить на разрыв (кПсм ) стенки водяной рубашки [c.98]
Ввиду относительно малой величины момента Ми. max, напряжения изгиба получаются незначительными (а [c.99]
Наряду с высокими мощностными и экономическими показателями двигателя его конструкция обеспечивает продолжительную надежную работу и повыщенную износостойкость деталей и узлов. Для повышения надежности и долговечности впервые для двигателей автомобиля Москвич на двигателе модели 412 применены полнопоточный масляный фильтр, обеспечивающий 100%-ную очистку масла сталебронзовые шатунные и коренные вкладыши, рабочая поверхность которых покрыта специальным сплавом на свинцовой основе, выдерживающие большие удельные давления при высоких температурах поршень с терморегулирующей вставкой, обладающей большой износостойкостью и бесшумностью работы в моменты прогрева холодного двигателя легкосъемные мокрые гильзы цилиндров, имеющие улучшенный теплоотвод от зеркала и позволяющие производить их легкую замену при капитальном ремонте двигателя без какой-либо ремонтной обработки самого блока цилиндров блок цилиндров и оребренный масляный картер из алюминиевого сплава, которые благодаря высокой
[c.5]
Для повышения надежности и долговечности впервые для двигателей автомобиля Москвич на двигателе модели 412 применены полнопоточный масляный фильтр, обеспечивающий 100%-ную очистку масла сталебронзовые шатунные и коренные вкладыши, рабочая поверхность которых покрыта специальным сплавом на свинцовой основе, выдерживающие большие удельные давления при высоких температурах поршень с терморегулирующей вставкой, обладающей большой износостойкостью и бесшумностью работы в моменты прогрева холодного двигателя легкосъемные мокрые гильзы цилиндров, имеющие улучшенный теплоотвод от зеркала и позволяющие производить их легкую замену при капитальном ремонте двигателя без какой-либо ремонтной обработки самого блока цилиндров блок цилиндров и оребренный масляный картер из алюминиевого сплава, которые благодаря высокой
[c.5]
И 2 — Трубка н канал к фильтру грубой очистки, Л—фильтр грубой очистки 4 — указатель уровня масла 5 — перепускной клапан б — масляный канал 7 — продольная масляная магистраль — мокрая гильза 9—короткая гильза 10 и // — шланги к фильтру тонкой очистки /2 — фильтр тонкой ОЧИСТКИ 13 — крышка маслоналивного патрубка, 14—нанял к шаровой опоре клапанной штанги 15 н 16 — каналы к оси коромысел /7 — сливное отверстие в толкателе 18 — отверстие в шатуне для разбрыЗ ивания масла /Р — канал в блоке-для подвода масла к коренным подшипниха. м — канал подвода масла к шатунным подшипникам Л — масляный насос 22 — маслоприемник
[c.49]
Пр 1 Г1сресечени1 водопрсзодных и канализационных трубопроводов первые прокладывают выше вторых на 0,4 м (расстояние в свету) при меньшем расстоянии между ними водопроводные трубы должны быть уложены в металлическую гильзу с вылетом в сухих фунтах по 0,5 м в обе стороны от точки пересечения, а в мокрых грунтах — по 1 м. [c.234]
Диаметр отверстия для ввода в стене фундамента или подвала здания должен быть на 400 мм больше диаметра трубы ввода (рнс. IV. 11). Кольцевой зазор между трубой ввода и стальной гильзой при су. их грунтах заделывают эластичным водогазонепрони-цаемы.м материалом, наприл ер мятой глиной, смолено.ч прядью и цементным растворе , марки 300, слоем 20—30 мм при мокрых грунтах — с применением сальникового уплогнения или бетонного раствора марки 70 (жесткая заделка). [c.234]
Типы гильз цилиндра.
Статьи компании «ООО «ТД Техлайф»»Стенки цилиндра двигателя образуют совместно с поршнем, кольцами и поверхностью камеры сгорания пространство переменного объема, в котором совершаются все рабочие процессы двигателя внутреннего сгорания. Стенка цилиндра должна быть тщательно обработана и образовывает с поршневыми кольцами пару скольжения.
Цилиндры и гильзы цилиндров нагружаются силами давления газов, боковой нагрузкой от поршня и температурной нагрузкой. Переменная по величине и направлению боковая нагрузка вызывает изгиб и вибрацию цилиндра и ослабляет его крепление к картеру. Стенки цилиндра под действием возникающих при движении поршня сил трения подвергаются, кроме того, износу.
Гильзы цилиндров должны быть прочными, жесткими, износостойкими, обеспечивать, возможно, меньшие потери на трение поршня о поверхность цилиндра. Внешняя и внутренняя поверхность гильз должна обладать антикоррозионной устойчивостью. Конструкция гильз должна также обеспечивать надежность уплотнений в местах стыков гильз с головкой и блоком цилиндров.
Гильзы цилиндров могут, являются как самостоятельной конструкционной единицей двигателя («мокрые» и гильзы двигателей воздушного охлаждения), так и являться элементом ремонтной технологии, предусмотренной заводом изготовителем (например: «сухие» гильзы для двигателей, где цилиндры выполнены заодно с блок-картером).
В автомобильных и тракторных двигателях наибольшее распространение получили чугунные гильзы.
По конструкции гильзы цилиндра современных автомобильных и тракторных двигателей можно разделить на три основные группы:
I
«Мокрые» гильзы
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся своей поверхностью с охлаждающей жидкостью, находящейся в «рубашке охлаждения», называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.
Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется) для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец. Двигатели с «мокрыми» гильзами устанавливаются почти на все современные коммерческие автомобили.
II
«Сухие» гильзы
«Сухие» гильзы. Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндропоршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover,Volkswagen , AUDI,VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).
Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер.
Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
III
Гильзы для двигателей с воздушным охлаждением
Гильзы цилиндров для двигателей с воздушным охлаждением. В двигателях воздушного охлаждения конструкция оребрения и необходимость создания охлаждающих воздушных потоков не позволяют применять блок-картерный тип отливки. В этих двигателях применяют отдельно отлитые цилиндры с воздушными ребрами, расположенными чаще всего перпендикулярно оси цилиндра.
Эти гильзы цилиндра крепятся к верхней части картера короткими шпильками через опорный фланец (несущие цилиндры) или при помощи анкерных (несущих) шпилек.
Гильзы цилиндров двигателей воздушного охлаждения изготавливают как из одного (монометаллические), так и из двух (биметаллические) металлов.
Монометаллические цилиндры делают из чугуна, реже из стали или легких сплавов. Из биметаллических цилиндров получили распространение чугунные или стальные цилиндры с залитыми (или навитыми) алюминиевыми ребрами.
Широкое распространение двигатели с воздушным охлаждением получили среди производителей тяжелой строительной техники. Ярким примером является всемирно известный производитель индустриальных двигателей немецкая фирма DEUTZ.
Авторская статья «Д-240 бурты гильз» на сайте инженерной-технологической компании Механика
Здравствуйте! В этом материале хотелось бы опять затронуть тему не герметичности системы охлаждения дизельного двигателя. Так складывается, что некоторые из последних материалов напрямую относятся к этой теме. И мы рассказываем каких вершин мы достигли на поприще устранения этих проблем (здесь я имею в виду несколько материалов о замене стаканов форсунок и опрессовке головок блока), и с радостью поможем Вам привести в порядок детали и узлы или выявить негодный элемент в системе. В предыдущих материалах дефект был выявлен однозначно. Ясен путь решения проблемы.
Иногда случается так, что деталь-головка блока, вернее рубашка охлаждения в ней, вроде бы герметична. При этом плоскость газового стыка, либо обработана, либо не требует обработки. Но в систему, после непродолжительной работы мотора, опять начинают поступать отработанные газы. В чём причина? Кто-то винит нас в некачественно проведённых работах, кто-то предполагает, что качество прокладок из рук вон плохое, кто-то, проклиная тот день, когда он сел за баранку этого пылесоса, повторяет все операции по разборке и сборке мотора, установке новых деталей, опять получает такой же результат. В чем же дело? Давайте постараемся разобраться вместе.
такие моторы устанавливаются на тракторы Беларусь, ЗИЛ-Бычок, Валдай, экскаваторах погрузчиках, электростанциях — довольно широкий спектр применения
Гильза имеет бурт, который входит в посадочное место на плоскости блока. Ниже, в блоке предусмотрены канавки для резиновых колец. Но это нас сейчас не интересует. Объект нашего интереса — верхний бурт гильзы.
В инструкции по эксплуатации двигателя Д-240 написано: …По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм. В случае утопания гильз допускается установка медных прокладок под бурт гильзы…
В процессе работы двигателя гильза испытывает нагрузки и вибрацию от протекания рабочего процесса в цилиндре, от чрезмерной перегрузки машины, от неправильной настройки топливной аппаратуры и некачественного топлива, циклические температурные нагрузки и перегрев. Всё это в конечном итоге сказывается на сопряжении бурта гильзы и блока. Гильза, получая некую свободу движения, разбивает бурт и посадку в блоке. Это влечёт за собой завоздушивание системы охлаждения. В некоторых случаях установка новой гильзы в блок с разбитым посадочным местом вызывает, обрыв бурта гильзы.
Производители грузовых моторов, такие как MAN, MRCEDES, VOLVO, SCANIA, RENAULT DAF и некоторые другие, поставляют в качестве ремонтных запчастей гильзы с увеличенными буртами по высоте и гильзы с увеличенным посадочным диаметром (по этой поверхности происходит уплотнение гильзы резиновыми кольцами в её нижней части). Также в поставке запчастей есть регулировочные кольца под верхний бурт гильза различной толщины. При наличии таких гильз и колец-весь ремонт сводится к расточке посадочных мест в блоке под гильзу и подбору необходимого кольца для регулировки выступания.
У нас:
Достоверной информации и ремонтной документации для отечественных грузовиков нам найти не удалось. Но это, конечно же, не значит, что наши моторы лишены этих проблем. Возникающие проблемы решает кто как. В лучшем случае, копируют зарубежный опыт.
Разбитую посадку под бурт могут восстановить многие, используя и специальный инструмент (как мы), и обычные станки – кто как может. А вот компенсационные кольца для наших грузовиков просто отсутствуют и тут уже кто во что горазд. Здесь люди выходят из положения по-разному. Кто-то подбирает наиболее подходящее, кто-то вытачивает на токарном станке, кто-то просто вырезает из подходящего материала. Кустарные методы к сожалению, не гарантируют постоянства результата.
Для получения надёжного и стабильного результата мы рады Вам предложить готовое решение – прокладку гильзы цилиндра для двигателей семейства Д-240 от UM.
Прокладка имеет необходимые размеры для свободного прохождения через неё гильзы и установки в блок без изменения диаметра расточки под бурт. Толщина прокладки 0,50 мм. Что гарантирует устранение дефектов посадочного места бурта гильзы в большинстве случаев. Материал кольца – сталь. Одно из преимуществ такого метода-гильза всегда используется стандартная.
Ниже мы разместили несколько фотографий сделанных во время восстановления одного из блоков в нашем цеху.
|
Рис. 2 |
|
Рис. 3 |
|
Рис. 4 |
|
Рис. 5 |
За резцом видно где «ещё не взяло» а перед резцом «чистая» обработанная поверхность
|
Рис. 6 |
Уплотнительные кольца (прокладки гильзы) 0,5 мм Д-240/260 UM
|
Рис. 7 |
|
Рис. |
|
Рис. 9 |
Повторюсь, перед проведением данной операции, плоскость блока обрабатывают в обязательном порядке. Это необходимо для надёжного базирования приспособления на блоке и обеспечения более точного результата
|
Рис. 10 |
В заключении хотелось бы ещё раз заострить внимание на нехарактерном проявлении данного дефекта.
Уважаемые коллеги мотористы, водители и механики. Качественная диагностика может сэкономить Вам средства и время. Будьте внимательны при разборке и сборке двигателей.
Данные кольца можно приобрести в розничных магазинах сети «Механика», интернет магазинах
MZ и
MEHANIKA.SHOP
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм
2.1.1 Блок–картер цилиндров
Блок–картер цилиндров (далее блок), рис. 2, является остовом двигателя, внутри которого расположены основные детали, механизмы и системы. Эта деталь изготавливается методом литья из легированного чугуна или алюминиевых сплавов. Блок может быть отлит вместе с цилиндрами или иметь вставные цилиндры. В однорядных и V-образных двигателях с жидкостным охлаждением цилиндры обычно выполняются в виде моноблока заодно с картером. Конструкция обладает большой жесткостью. Жесткость блока может быть повышена оребрением перегородок, расположением плоскости крепления нижней части картера ниже плоскости разъема коренных подшипников, применением туннельного картера, не имеющего плоскостей разъема по коренным подшипникам.
Рис. 2. Блок цилиндров
2.1.2 Гильзы цилиндров
Цилиндры являются направляющими устройствами для движения поршней. Двигатели со сменными (вставными) цилиндрами отличаются высокой ремонтопригодностью. В зависимости от того, омываются гильзы цилиндров охлаждающей жидкостью или нет, различают мокрые и сухие гильзы.
Сухие гильзы устанавливают по всей длине цилиндра, рис. 3а или только в его верхней части, рис. 3б, где наблюдается максимальный износ поверхности цилиндра. Применение вставных сухих гильз позволяет увеличить износостойкость поверхности при малых затратах дорогостоящих легирующих примесей. Сухие гильзы запрессовывают или вставляют по скользящей посадке с зазором 0,01…0.04 мм. Окончательно поверхность сухой запрессованной гильзы обрабатывают после запрессовки гильзы в блок цилиндров. Сухие гильзы при скользящей посадке характеризуются худшим теплоотводом и большой неравномерностью радиальной эпюры температур, что вызывает местные деформации деталей.
| |||||
а) | б) | в) | г) | д) | е) |
Рис. 3. Гильзы цилиндров
При использовании мокрых гильз упрощается конструкция отливки блока, появляется возможность использования для гильз более дорогих, но износостойких материалов, улучшается теплоотвод и уменьшается неравномерность нагрева цилиндров, снижается трудоемкость ремонта. Мокрые гильзы, рис. 3 в, г, можно заменять в случае их повреждения. Опорные плоскости гильзы могут быть расположены в верхней части блока, рис. 3в, или в приливе нижней части блока, рис. 3г. При сухих запрессованных гильзах жесткость блока больше, чем при мокрых гильзах. Для обеспечения надежного газового стыка между гильзой и головкой блока торец гильзы должен несколько выступать над опорой плоскостью блока на 0,05…0.15 мм в зависимости от диаметра гильзы и конструкции уплотняющей прокладки. Уплотнение нижнего стыка мокрой гильзы и блока достигается с помощью уплотнительных резиновых или металлических колец, рис. 3 д поз.1, рис. 3 е поз.2.
Мокрые гильзы Darton 96 мм.
Мокрые гильзы Darton 96 мм.
Специальные мокрые гильзы от лучшего в мире производителя гильз — Darton. Возможный внутренний диаметр от 96 до 101 миллиметра. Данные гильзы по технологии мокрой гильзы (без рубашки), что позволяет повысить максимально критическую температуру двигателя на 5-10 градусов. Данные гильзы подходят на моторы Rotax с толщиной цилиндра 91 миллиметр. Данные гильзы поставляются универсальными по длине и обрезаются в соответствии с ходом поршня.
Цена указана за одну гильзу с учетом покупки комплекта из двух гильз Darton. Стоимость гильзовки в комплект не входит. Готовый продукт выглядит следующим образом:
Дополнительные фотографии:
Инструкция по установке
Упаковка зерна и кукурузы в рукава
В рукавах из фольги можно хранить сухое и влажное зерно. Сухое зерно хранится из-за отсутствия складской инфраструктуры или при ее недостаточности. В ситуации, когда хозяйство оборудовано или арендует машину для фасовки зерна в рукава и машину для расфасовки в рукава, рукавная технология может стать альтернативой инвестированию в складскую базу.
Упаковка кукурузы в рукав
Существует несколько причин для упаковки влажного зерна в рукав.Во-первых, технология рукавов из фольги позволяет концентрировать большое количество сырой кукурузы во время уборки урожая, когда ее цена обычно самая низкая. Часто фактором, ограничивающим покупку или скорость скашивания кукурузы, является эффективность сушилки для кукурузы. Благодаря использованию хранения влажной кукурузы в рукаве из фольги, мы можем исключить этот фактор, ведь упаковщик Agripak может хранить около 2500 тонн кукурузы в течение 24 часов, а сушилка среднего размера может высушить только 100 тонн кукурузы в сутки.
Технология упаковки в рукава из фольги позволяет хранить запас сырой кукурузы, которую можно сушить в течение нескольких месяцев.
Благодаря рукавам мы можем быстро завершить уборку урожая на собственной ферме и в то же время закупить влажную кукурузу поблизости, без необходимости дополнительных инвестиций в складскую инфраструктуру и сушильное помещение.
Технологию упаковки сырой кукурузы в рукава используют и крупнейшие кормовые компании Польши. Влажная кукуруза, хранящаяся в рукавах, отбирается зимой и регулярно высушивается, а затем используется в процессе производства кормов.
Влажная кукуруза, хранящаяся в рукавах, также используется в производстве биоэтанола и на винокурнях. Для этих предприятий рукава — это в первую очередь экономия за счет отсутствия необходимости просушки зерна. Как и в случае с комбикормовыми компаниями, рукав позволяет им концентрировать и хранить большее количество кукурузы во время сбора урожая, когда кукуруза самая дешевая.
Фасовка зерна в рукава
Предоставляем услуги по фасовке и расфасовке зерна по всей стране.У нас есть около десятка машин для упаковки и распаковки зерна из рукавов из фольги. Мы предоставляем услуги на фермах, винокурнях, кормовых предприятиях и заводах по производству биоэтанола. Мы можем предоставить комплексную услугу с упаковочной машиной, трактором, погрузчиком и машиной для подбора рукавов.
.
Мешок Польша: зерно в рукаве
Переходя на веб-сайт путем: прокрутки содержимого за пределы сообщения, отображаемого в нижней части страницы, перехода по ссылкам, ведущим к элементам веб-сайта, и закрытия информационного окна относительно файлов cookie и обработки данных, вы соглашаетесь на обработку персональные данные от PWR Sp. о.о. и его доверенных партнеров в маркетинговых целях, в том числе для показа целевой рекламы, т. е. рекламы, адаптированной к вашим интересам.
Сообщаем вам о необходимости принятия решений относительно обработки ваших данных PWR и Доверенными партнерами и способах выражения или несогласия на их обработку, а также об использовании файлов cookie и аналогичных технологий для сопоставления рекламы с ваши интересы и проводить аналитику страниц наших веб-сайтов, мы информируем вас на нижних страницах наших веб-сайтов, пока вы не примете решения об этих решениях.
Отсутствие согласия может привести к увеличению количества рекламных объявлений, отображаемых случайным образом без учета ваших интересов. Дополнительную информацию о файлах cookie и подобных технологиях, а также о целях их использования можно найти в Политике конфиденциальности.
Администратор данных, т.е. Polskie Wydawnictwo Rolnicze Sp. о.о. (PWR) со штаб-квартирой в Познани на ул. Metalowa 5 и наши доверенные партнеры, с которыми мы сотрудничаем для достижения наших аналитических и маркетинговых целей.
Эти данные включают в себя: IP-адрес, URL-адрес запроса, доменное имя, идентификатор устройства, идентификатор мобильной рекламы, тип браузера, язык браузера, количество кликов, количество времени, проведенное на отдельных страницах, дату и время использования Веб-сайта, тип и версию. об условиях работы системы, разрешении экрана, данных, собранных в журналах сервера, и другой подобной информации.
a / Законный интерес PWR, заключающийся в проведении собственной и сторонней маркетинговой деятельности, сотрудничающей с PWR, включая сопоставление контента и рекламы с вашими интересами, проведение анализа трафика веб-сайта и его функциональности, а также обеспечение безопасности услуг, возможность реализации прав и требований, 90 015 б / согласие дано — на осуществление маркетинговой деятельности PWR и ее Доверенных партнеров-рекламодателей, заключающейся в подборе контента и рекламы в соответствии с вашими интересами
Право отозвать свое согласие на обработку персональных данных в любое время. Отзыв согласия не влияет на законность действий в период, когда согласие было дано. Право на доступ к своим данным, их исправление, удаление, право на передачу данных, право на возражение, право на ограничение обработки, а также право на подачу жалобы в надзорный орган, которым является Президент Управления по защите данных. (Подробности доступны в Политике конфиденциальности)
Благодаря вашему согласию на обработку ваших данных с целью таргетинга контента и рекламы PWR и Trusted Partners, мы сможем ограничить количество отображаемой рекламы и представить вам только те, которые могут вас заинтересовать.Вы должны сделать этот выбор отдельно для каждого используемого устройства или веб-браузера
Отсутствие вашего согласия на обработку ваших данных с целью таргетирования контента и рекламы PWR и доверенными партнерами не позволяет нам ограничивать контент и рекламу теми, которые могут вас заинтересовать. Объявления по-прежнему будут видны, они будут отображаться случайным образом — вне зависимости от ваших интересов. Технические решения, препятствующие установке т.н.сторонние файлы cookie не позволяют нам эффективно отключить сопоставление объявлений на всех наших сайтах. Лучше всего отключать сопоставление объявлений на каждом из наших сайтов по отдельности. Если вы используете разные устройства и/или браузеры, помните, что отключение сопоставления объявлений в выбранном браузере или устройстве действует только на этом браузере или устройстве. Поэтому вам придется делать такой выбор отдельно для каждого устройства или веб-браузера.
1. Вы можете отозвать свое согласие на установку файлов cookie и аналогичных технологий в любое время.Это можно сделать, изменив настройки браузера.
2. Чтобы отозвать согласие на обработку персональных данных в маркетинговых целях, в частности связанных с показом целевой рекламы, воспользуйтесь опцией ниже и, в зависимости от вашего выбора, установите (согласие) или снимите флажок (нет согласия).
.
ВИРУСОЗАЦИЯ • | • БТС — 26.
Мокрые рукава Группа, состоящая из Сангли, Минхёнги, Чонни, Минджи и Сунхо, без помех и неприятностей добралась до группы Намджуна, Сокджина, Хосока, Тэхёна, Чимина, Джирана, Сеола, Киры, Юнги, Ёнсуна и Чонгука. Ждали их слегка нервно, спрятавшись за довольно крутым, замшелым холмом.
Как только они увидели пятерых приближающихся, некоторые из них тут же радостно бросились к ним с влажными глазами (это были: Хосок, Джиран, Чимин, Сокджин).Другие подошли спокойно, но ужасно довольные. (Соль, Намджун, Ёнсун). Остальные (Юнги, Кира), оставшиеся с Чонгуку, были полностью собраны и смотрели на группу, атакованную первой четверкой, с гордостью и облегчением. Тэхён постоял с ними некоторое время, но в конце концов не выдержал и тоже бодро последовал за друзьями.
— Джонни! В конце концов! — кричали они друг над другом, громче всех звучал старший Джин. — Как мы волновались!
— Как хорошо, что вы с Тэ наконец нашли друг друга! — весь в слезах Хоби обнял ее.
— Все в порядке! Мы боялись, что можем прийти слишком поздно! Она говорила, держа Чонни за руку, Джиран.
— Ну вот и все, — сказал Намджун, стоя тут же, скрестив руки на груди, и на его лице появились ямочки вместе с улыбкой.
— Я тоже… Я так очень, очень счастлив! Чонни довольно громко хныкала, открыто, даже жадно принимая все страстные жесты подруг. — Я думал… Я думал, что могу больше тебя не увидеть!
В этот момент Тэ достиг их.Его голова была слегка опущена, а глаза были покрыты волосами. Толпа немного расступилась при виде его. Получив шанс, мальчик подошел ближе к Джонни, а затем, встав в центре перед ней, открыл рот, словно собираясь что-то сказать. Но он ничего не сказал. Он выглядел так, словно боролся с чем-то внутри себя. Но все молчали. Они ждали.
В какой-то момент мальчик схватил девушку за оба плеча и поднял ее голову вверх. Его глаза блестели крошечными слезами, но что более важно… он улыбался.Но он улыбался той же улыбкой, что и раньше. Эта квадратная, искренняя и радостная улыбка. Однако он не мог выдержать этого долгое время. Его зубы стиснулись, и он заплакал, как настоящий маленький ребенок, уткнувшись лицом в волосы Чонни. Она тоже тогда начала плакать, как и он.
— Слишком много эмоций, — пробормотал Джин, вытирая нос и щеки рукавом.
Хоби плакал громче всех и, тоже, наконец, не сдерживаясь, обнял Тэ и Джонни руками. Другие либо с большим усилием сдерживали слезы и стискивали зубы, либо не сдерживались и то и дело вытирали рукава, которые становились все более влажными.Бывало и так, что два варианта переплетались таким образом, что сначала брал верх другой и брал верх уже через несколько секунд.
— Вы с Тэхёном были очень храбрыми! Чимин похвалил их.
— И они выстояли, — добавил Юнсун.
— О, Джей-Джо! Я слышал… Я слышал, что Чонгук… — Девушка обнималась со всех сторон, пытаясь что-то сказать.
«Не волнуйтесь, давайте пока с нетерпением ждем вашего возвращения», — ответил Юнсун с немного грустной, но все же улыбкой.
— Нет, Джо, послушай! — крикнул Сангли из-за плачущей троицы. — Думаю, есть один способ вытащить Кука! Точнее, не мы, а она, Минджи, — сказав это, она повернула голову к черноволосой девушке, спокойно стоящей сбоку от Сунхо. Девушка мягко улыбнулась, глядя на Тэ, Хоби и Джонни, но когда она услышала свое имя, она быстро посерьезнела и посмотрела на Сангли.
— Она?! Но это М-!
— Да, я знаю, что незнакомке трудно доверять, но она уверена…дар, которым она могла бы помочь Куку, — заранее оборвал ее Сангли, затем многозначительно добавил. «Я знаю, что мы ничего о ней не знаем, но Чонни уже встречалась с ней и доверяла ей, так что нам тоже следует».
Джо, как и все остальные, молчал, но каждый, казалось, понимал, что происходит. Они не знали, почему и для чего, но они поняли. Они не знают Миндзю и Сунхо. В то время никто, кроме Чонни и Сангли, не знал, что Минхён был из MedJed, и ему нельзя было позволять узнать, что Минджи и Сунхо из вражеского SURVIVAL. К тому же сам мальчик не хотел говорить, что он из МедЖеда. Он не знал, как на это отреагируют бывшие участники SURVIVAL.
Он хотел, чтобы они узнали об этом как можно позже, желательно, когда они будут в их районе. Тогда они будут вынуждены принять это как информацию сверху вниз, а не что-то такое, где их еще можно разрушить, поспорить и возразить. Минхён просто решил, что так будет лучше для них самих. Чонни согласилась с ним, потому что наконец доверилась ему.И Сангли доверял тому, что чувствовала Чонни.
Все немного успокоились и стояли на коленях, стояли и сидели, скрестив ноги, вокруг все еще без сознания Чонгука. Ёнсун был с одной стороны, а Минджи — с другой. Черноволосая девушка уставилась на его лицо каменным, спокойным и неподвижным взглядом. В какой-то момент она подняла голову и кивнула стоящей рядом с ней Чонни.
— Да! — закричала девушка. — Она сказала, что может это сделать! Но. ..
Она на мгновение замолчала, прислушиваясь к голосу Миньи в своем сознании.
— Но будет два возможных побочных эффекта. А именно: Чонгук, возможно, полностью стер воспоминания. Вполне возможно, что он не будет знать, кто мы, и даже кто он. Однако… Не исключено, что со временем и с нашей помощью он наконец все вспомнит. Это означает: его воспоминания «заперты» где-то в его голове. Когда мы рассказываем ему о том, что он пережил, мы используем своего рода «ключ», и тогда его воспоминания «высвобождаются» и возвращаются к нему.
Все молчали и смотрели на мальчика, лежащего на траве.Они ждали, пока Минджи повторно передаст информацию Чонни через телепорт, чтобы услышать от нее продолжение.
— Второй побочный эффект… — через некоторое время подхватила девушка, выступающая в роли посредника. — Похоже, есть шанс, что… Минджи займет место Чонгука. Это означает: когда она «вытаскивает» Кука, она в это время тоже будет без сознания. Не исключено, что даже после удачной «операции» проснется только Чонгук, а она взамен окажется заперта во сне. Однако шансы на это невелики.
Шансов было мало, потому что Минджи знала бойфрендов, удерживавших Кёру и Рэйн. Скорее всего, во время вторжения в измерение, в котором застрял Чонгук, он тоже встретит в нем двоих.
Тогда у нее будет выбор: либо солгать им, либо сказать правду. Оба варианта были столь же рискованными. Тем не менее, они должны отпустить ее вместе с пленником, потому что им не будет абсолютно никакой пользы от ее удержания.
Но что бы ни случилось, Минджи не передумает и не откажется помочь.Она чувствовала, что он должен Джонни. Она знала, что это единственный наиболее подходящий способ расплатиться. Только она смогла войти в его подсознание с другими людьми, поэтому никто, кроме нее, не мог вытащить Кука из нее.
Кроме того, его там заточили бывшие товарищи, так что огромной угрозы над ней от них не нависло. Конечно, они тоже не будут удовлетворены, и, в частности, ВЫЖИВАНИЕ не будет удовлетворено, так как оно обязательно позаботится о том, чтобы оно понесло последствия за это, даже противоположное, действие.На самом деле, они могли бы даже убить ее за это в конце концов. Но она никому об этом не говорила, потому что, по ее мнению, в этом не было необходимости. Так или иначе, Минджи уже решила, что ее работа в SURVIVAL, вероятно, на этом закончится. После этой операции ей придется бежать и прятаться в каком-нибудь укромном месте. Скорее всего, ее будут искать, поэтому ей придется исчезнуть, чтобы ее больше не нашли.
~ Я могу начать, — сказала она Чонни.
— Можем начинать, — сказала девушка остальным.
— Спасибо, Минджи, — громко сказал Юнсун. — Я… Мы все благодарны… Вы рискуете помочь нам… Спасибо.
— Да, спасибо, — присоединился Намджун.
Черноволосая девушка смотрела на окружающих с нежным, приятным удивлением. У них были очень милые и даже немного обеспокоенные лица. Она даже увидела, как Сунхо слегка улыбается ей, что было довольно редким зрелищем. Она тоже улыбнулась.
~ Скажи им, что всегда пожалуйста. Я благодарю тебя за это, Джонни.
Девушке, стоящей рядом с ней, было немного стыдно. Но совсем немного и всего на полсекунды. Затем она быстро передала слова Миньи окружающим.
Затем черноволосая девушка опустилась на колени рядом с Чонгуку, лежащим на траве, положив на нее голову. Мальчик дышал монотонно и спокойно. Она схватила его за руку, вдыхая и выдыхая, закрывая глаза. Она сосредоточилась изо всех сил. А через несколько секунд она уже исчезла. Несмотря на это, она не перевернулась со своего нынешнего положения, поэтому выглядело так, будто просто застыла неподвижно.)
PS для любознательных: В главе 25 я хотел убить Sunglee, но как-то моя концепция изменилась и я оставил его (пока) в живых. Но это было очень близко, потому что у меня было написано больше половины этой главы, и я действительно не знаю, почему я хотел полностью ее изменить xd Может быть, ей еще не дали шанса умереть.
.
SWIFFER WET Салфетки для швабры 20 шт. (влажные) 9000 1
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин. Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Перчатки и нарукавники с защитой от порезов — TUKAN
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Rash Guard Scubapro AEGEAN Man
Рашгард Scubapro UPF-50 Man с короткими рукавами — отличная защита от солнца для любителей водных видов спорта, выполненная из высококачественной полиэфирной ткани.
См. таблицу размеров Scubapro Rash Guard
Характеристики Рашгард Scubapro UPF-50 с коротким рукавом для мужчин:
- Стильная защита кожи повышает комфорт при погружении в теплую воду и развлечениях на поверхности.

- UPF 50 блокирует 98% УФ-излучения
- Высококачественный полиэстер обеспечивает стойкость цвета, особенно в светлых тонах
- Полиэстер удобен, но прочен, устойчив к истиранию и хорошо сохраняет форму после многократного использования
- Хорошая посадка легко надевается под гидрокостюм .
- Плоские панели и крой позволяют хорошо выглядеть и обеспечивают превосходную защиту от УФ-излучения
- Высокий вырез предотвращает неприятное натирание.
- Материал быстро сохнет, повышая комфорт между погружениями
- Шаблон идеально подходит для технологии цифровой печати .
- Чрезвычайно универсальный — идеально подходит для дайверов, каякеров, пловцов и других любителей водных видов спорта
- Доступные цвета:
- синий
- графит
- черный
Доступные размеры: S/48, M/50, L/52, XL/54, 2XL/56
ГАРАНТИЯ: 24 месяца.
2in1 ПРОСТАЯ КУРТКА / ЖИЛЕТ — MaBiBi
ТРАНСФОРМАТОР
Наш трансформер представляет собой комбинацию жилета и куртки. Все это водонепроницаемо, тепло, удобно и очень практично. Что для нас очень важно — 55% утеплителя, используемого в жилете, изготовлено из переработанного полиэстера!
Трансформер
выполнен из тонкой непромокаемой ткани, имеет дышащую подкладку и утеплитель PrimaLoft (это волшебное название мы объясним ниже, ведь за ним скрывается много хорошего).Все 3 слоя простеганы ультразвуком, т.е. без использования иглы — чтобы не нарушить структуру материала и не потерять водостойкость.
Жилет имеет отстегивающийся капюшон и рукава. На выбор есть 2 типа рукавов:
- стеганые — в сочетании с курткой дают нам типичный «пуховик» — мягкую куртку, легкую, относительно тонкую, и при этом обладающую очень хорошими согревающими свойствами,
- куртка софтшел — такая куртка тоньше полностью стеганой, рукава софтшел можно брать с собой в поездки и использовать «в экстренных случаях», когда похолодает или попадем под дождь.
В обоих случаях после притачивания рукавов получается «полноценная», 100% функциональная куртка. Вы можете выбрать оба типа и использовать их попеременно 🙂 Также можно полностью отказаться от рукавов и купить только жилет.
Добавляем к Трансформеру компрессионный мешок, в который можно спрятать жилет или рукава. Так упакованная Трансформерка поместится даже в нашу Giga Kidney.
Теперь несколько слов о PrimaLoft. Это синтетический утеплитель — замена натуральному пуху, перед которым он имеет значительное преимущество по нескольким параметрам, прежде всего: он согревает вас, даже когда он мокрый! Он не пачкается и не комкуется, как пух, т.е. не теряет своей эластичности (а этот параметр отвечает за сохранение тепла).
В наших изделиях мы использовали самую продвинутую версию PrimaLoft, т.е. версию Gold, а это значит, что при относительно тонком утеплителе, а значит, малом весе жилета мы получаем лучшие тепловые параметры.
Ниже приведены основные преимущества PrimaLoft:
- Суперлегкий, супер мягкий и супер упругий. №
- Согревает даже во влажном состоянии и быстро сохнет.
- Изготовлен из 55% переработанного полиэстера.
- Обладает ветрозащитными свойствами.
- Обладает противоаллергическими свойствами, устойчив к грибкам и бактериям.
Трансформер можно надеть на футболку, лонгслив или свитшот. А зимой можно использовать как утепляющий слой — например под софтшелловую куртку Траперка или Активист, или под костюм — Non-drip.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Состав: 100% полиэстер
Изоляция — 55% переработанного полиэстера
Инструкции по стирке
- стирка при темп.30 градусов, в слабых моющих средствах
- не сушить в стиральной машине
- не хлорировать
- Не гладить
- Не подвергать химической чистке
- сочетается с аналогичными цветами
- рекомендуется стирать в пропитках
ПРИМЕЧАНИЕ : Внешний вид выкройки может отличаться от представленного на фотографиях. Цвета могут незначительно отличаться в зависимости от партии и типа материала.
.
Гильзы для двигателя
Главная » Блог » Гильзы для двигателя
Мат.часть мокрые и сухие гильзы — DRIVE2
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности). Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров. Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Гильзовка блока цилиндров — Продеталь.рф на DRIVE2
ГИЛЬЗОВКА БЛОКА
Гильзовка блока цилиндров — Ремонт гильзы цилиндра называют «гильзованиеМ». Ремонт гильзы цилиндра производится либо по рекомендации производителя в определенные сроки (пробег), либо в случае износа цилиндров. Здесь учитываются и марка блока и модель двигателя, и, соответственно, износ цилиндра.
Техническая операция выполняется на специализированном оборудовании, которое вряд ли у вас завалялось в гараже. Услуга редкая даже в крупных города. Найти адекватного специалиста крайне сложно, а так же получить стабильно приемлемый результат по скорости работ и качеству оказанных услуг.
Гильзы над местом будущей установкиГильза в переводе с немецкого языка – оболочка. В нашем случае гильза блока цилиндров – это съёмная металлическая труба в блоке цилиндров. В ней перемещается поршень двигателя. Кстати она же определяет рабочий объём цилиндра двигателя.
В современном автомобиле применяется два типа гильз:«мокрые» гильзы – наиболее ремонтопригодные гильзы. Гильзы конструктивно взаимодействуют внешней стороной с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками, исключающими попадание жидкости или наоборот газов в охлаждающую жидкость.
«сухие» гильзы – этот тип гильз вмонтирован непосредственно в сам блок цилиндров при изготовлении
Установленные в блок гильзыТипичными требованиями, которые предъявляются к эксплуатационным свойствам гильз цилиндров, являются: актикоррозийная устойчивость, высокая износостойкость металла, прочность. Надёжность уплотнений ремонтных гильз при гильзовании блока цилиндров должна обеспечиваться высокая надёжность уплотнений в месте стыка гильзы и блока.
К ремонтным гильзам предъявляются определенные требования, о которых должны знать не только специалисты, но и мы, автолюбители. Особенно, если приобретаем их самостоятельно.
Форма гильзы – её эллипсность и конусность не должны превышать 0,02 мм. а разность толщины стенки 0,01 мм.Поверхность гильзы должна быть выполнена в соответствии 8-10 классу точности.Выбор ремонтной гильзы блока производится по соответствующему каталогу. При выборе необходимо учитывать припуск для проведения последующей расточки.
КАК ПРОИСХОДИТ РЕМОНТ ГИЛЬЗ ЦИЛИНДРОВ
Расточка блока
Технология ремонта гильз цилиндра отличается в зависимости от типа гильз. «Мокрые» гильзы более просты для ремонтных операций. Их замена производится вручную.Начнем с того, что уточним – ремонт гильз цилиндров не обязательно должен проводиться с заменой всех гильз. Для этого существует диагностика гильз цилиндров при помощи нутромера, после которой и принимается решение о замене гильз.
С «сухими» гильзами процесс замены более сложен, и требует применения оборудования и участия специалистов.
Технология гильзования цилиндров блока, практически подходит для ремонта любого двигателя. Блоки цилиндров из чугуна гильзуются чугунными втулками, изготовленными из легированного чугуна. Для алюминиевых блоков применяются гильзы из сплава алюминия с содержанием присадок для разных видов покрытия поверхности цилиндров.
ТЕХНОЛОГИЯ ГИЛЬЗОВКИ БЛОКА ЦИЛИНДРОВ
В первую очередь производится расточка цилиндров. Процедура важная, так как здесь должна быть соблюдена правильная геометрия гнёзд под гильзы. Эллипс гнезда впоследствии передастся гильзе, что повлечет за собой неправильную работу поршня и… остальные вытекающие последствии.
После расточки под необходимый ремонтный размер, производится хонинговка гнёзд для точности поверхности. И, переходим к непосредственно процедуре гильзования блока цилиндров.
Гильзовка «сухих» гильз
Метод горячего гильзования имеет в основе своей учёт разницы температур блока и втулки. Блок нагревают до температуры 1500, затем в гнездо вставляется охлаждённая в жидком азоте гильза.
Предварительно гильза обрабатывается спецсоставом для того, чтобы избавить её от водяного конденсата при монтаже. Метод горячего гильзования считается наиболее качественным, т.к достигается наиболее оптимальный натяг в соединении материалов.
В случаях, когда цилиндры выполнены из галникала, они не поддаются предварительной расточке. Тогда гильзование алюминиевых втулок производится методом запрессовки.
Этапы запресовки:
1. Нагрев блока2. Охлаждение втулки в азоте3. Нанесение в отверстие гнезда герметика4. Установка гильзы в блок.
Таким вот образом производится один из видов капитального ремонта двигателя – гильзование цилиндров блока. При грамотном выполнении этой операции, и при соблюдении всех рекомендуемых параметров, отремонтированный двигатель проходит еще не одну сотню километров.
P.S. Если конечно вы следите за маслом, вовремя меняете расходники, не гоняете не перестовая ну и конечно пользуетесь только качественными комплектующими и маслом! Подобрать только качественные запчасти вы всегда можете в нашей сети! Мы не продаем то в чем не уверены!
Зачем нужна гильзовка блока цилиндров
Статья о гильзовке блока цилиндров мотора автомобиля — для чего нужна гильзовка, ее виды и проведение работы. В конце статьи — видео про гильзовку.Содержание статьи:Гильзовка цилиндрового блока – это с технологической точки зрения достаточно непростой процесс, в ходе которого в цилиндровый блок устанавливаются гильзы (внутренние оболочки). Данные манипуляции могут производиться как на этапе сборки нового двигателя, так и в процессе выполнения ремонтных работ. Рассмотрим оба случая подробней.Гильза цилиндрового блока – это цилиндр из металла, представляющий собой внутреннюю оболочку (вставку) блока цилиндра. Различают два типа гильз, применяемых в автомобильных двигателях:
- «сухие» гильзы – те, которые монтируются в блок цилиндров непосредственно на этапе изготовления нового мотора, и каналы для подачи хладагента в области расположения этой гильзы не предусмотрены;
- «мокрые» гильзы – те, которые со своей внешней стороны соприкасаются с хладагентом, который циркулирует между гильзой и телом блока.
Соответственно, гильзовка – это процесс установки гильз в цилиндры двигателя.
Гильзовка цилиндрового блока может производиться в следующих случаях:
- на этапе производства двигателя;
- на этапе ремонта двигателя.
Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
К пятидесятым годам это конструктивное решение стало широко применяться для многих моделей. Но на тот период оставались нерешёнными такие проблемы, как быстрое прогорание прокладок и пониженная жёсткость блока в сочетании с высокой степенью нагрузки на гильзы, поэтому полностью уйти от применения чугуна конструкторам не удавалось.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
Ещё один признак этой проблемы двигателя – выхлопной дым сизого цвета, указывающий на наличие в выхлопе тех веществ, которых там не должно быть.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.Зачастую возникает ситуация, при которой расточить цилиндры двигателя не представляется возможным. Это может случиться, если толщина цилиндра слишком мала или цилиндр имеет глубокие каверны, которые также исключают расточку без риска повреждения целостности узла.В этом случае изначальную форму цилиндру можно вернуть, поместив в него гильзу круглого сечения. Конечно, такая гильзовка не позволит увеличить мощность агрегата, но она может стать решением в случае проведения ремонтных работ.
Вставленная таким образом в цилиндр гильза будет принимать на себя удар поршня. Со временем она также придёт в негодность, и её можно будет, в свою очередь, заменить. Правда, здесь следует отметить, что к этому моменту по статистике уже будет требоваться замена не только гильзы, но и самого поршня и колец.
Гильза цилиндра, как и любая другая деталь, изнашивается и может приходить в негодность. В этом случае проводимый ремонт требует серьёзных навыков и знаний. Ремонт может быть:
- плановый;
- преждевременный.
Необходимость гильзовки может быть вызвана следующими обстоятельствами:
- длительная эксплуатация мотора на некачественном топливе;
- несвоевременное прохождение технического осмотра;
- плохо проведённый ремонт, повлекший за собой выход поршневого пальца.
Все описанные ситуации приводят к тому, что на стенках цилиндров образуются каверны, ссадины и неровности. Когда цилиндр поражён в малой степени, возможна его расточка. В случае, когда каверны слишком глубокие, расточка уже не подойдёт, и нужно применять гильзовку. В этом случае в цилиндры могут быть установлены ремонтные гильзы.
Технологический процесс гильзовки цилиндрового блока в процессе ремонта двигателя зависит от конструктивных особенностей агрегата.
Как правило, для гильзовки чугунного агрегата используются гильзы из чугуна. В случае алюминиевого блока также возможна гильзовка, но здесь применяют либо чугунные гильзы из тонкостенного чугуна либо гильзы из сплава чугуна и ряда особых присадок.Если блок содержит «мокрые» гильзы, процесс ремонта выглядит понятно: старую гильзу вытягивают из цилиндра и на её место вставляют новую.
Как правило, производитель мотора предусматривает сменные гильзы для своего агрегата. Некоторые производители заявляют, что в ходе проведения ремонта менять следует не все гильзы блока, а только те, которые пришли в негодность или установлены в цилиндрах с диагностированными изъянами.
Другие утверждают, что менять можно только те гильзы, которые признаны негодными. Решение о замене определяется по результатам измерений нутрометра.
В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
- холодным способом;
- с применением термической обработки.
Метод горячей гильзовки считается наиболее качественным. В ходе такой замены втулку обрабатывают антиконденсатным составом, блок нагревают, после чего в гнездо цилиндра помещают гильзу, предварительно охлаждённую в жидком азоте.Работы по замене гильзы отличаются высокой сложностью ещё и по причине требуемой высокой точности: для качественной диагностики поверхность гильзы замеряется с десятой степенью точности. От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
Видео о гильзовке:
Нюансы гильзования
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наукСЕРГЕЙ САМОХИН
Способ ремонта блоков двигателей установкой чугунных гильз хорошо известен и широко используется автеремонтниками с незапамятных времен. Применяя технологию гильзования при ремонте зарубежных двигателей, отличающихся большим конструктивным разнообразием, нужно учитывать ряд нюансов. Иначе можно легко нажить себе неприятности.
Когда при вскрытии двигателя обнаруживаются критические повреждения стенок цилиндров, часто оказывается, что щадящий способ ремонта, растачивание и хониигование цилиндров под установку поршней ремонтного размера, неприменим. Действительно, таким образом восстановить блок удается далеко не всегда.
Подавляющее большинство чугунных блоков современных двигателей имеет так называемую моноблочную конструкцию. В моноблоке гильзы цилиндров (таким термином в общем случае называют стенки цилиндров) составляют с телом блока единое целое. Для таких блоков, как правило, выпускаются поршнекомплекты ремонтного размера. В качестве редкого исключения можно упомянуть отдельные типы дизельных двигателей (к примеру, Isuzu), в которых применяется блок из чугуна с запрессованными в него тонкими стальными гильзами. Они не растачиваются, а заменяются при ремонте. Тем не менее, в последнее время увеличивается доля двигателей с блоками, изготовленными из алюминиевых сплавов. Здесь, как говорится, возможны варианты.
Некоторые алюминиевые блоки изготавливаются составными. В них тонкостенные гильзы с толщиной стенки 2—3 мм выполняются из другого материала (чаще — чугуна) и устанавливаются в блок при его отливке. Такая конструкция получила название «блок с сухими чугунными гильзами» и применяется в и цилиндровых двигателях Volvo, цилиндровых двигателях Land Rover, японских моторах Honda, Nissan, Suzuki, Subaru и ряде других. Технологии ремонта блоков с «сухими» гильзами, как правило, предусматривают возможность растачивания и хонингования цилиндров под увеличенный размер поршней, но из этого правила нередко бывают исключения.
Ряд автопроизводителей применяет цельноалюминиевые блоки, в которых поверхность стенок цилиндров подвергается специальной химико-термической обработке. Упрочненная структура поверхности, отличающаяся высокой концентрацией кристаллов кремния, получила название Silumal (по терминологии фирмы Mahle). Такую технологию используют при изготовлении блоков двигателей Mercedes V8 и V12, BMW V12, Audi V8, Porsche V8 и L4, Honda L4. Помимо этого, в некоторых моторах BMW применяются алюминиевые моноблоки, в которых на поверхность цилиндров наносится твердое покрытие Nicasil. Оно представляет собой композицию никеля и частиц карбида кремния. Для алюминиевых моноблоков типа Silumal производятся ремонтные поршнекомплекты с увеличением размера цилиндра на 0,5 мм и даже на 1,0 мм. Напротив, для алюминиевых моноблоков с покрытием Nicasil ремонтных поршней не существует.
Из сказанного следует, что первое ограничение на применение метода ремонта растачиванием под увеличенный размер поршня накладывается конструкцией блока. Возможности ремонта блока методом растачивания также ограничиваются величиной и характером повреждений. Степень износа стенок или глубина рисок и задиров могут достигать таких значений, что удалить эти дефекты нельзя даже при расточке цилиндра в максимально возможный ремонтный размер, Указанный способ ремонта тем более неприменим в случаях, когда в стенке образовалась трещина или обширная пробоина, или в месте заливки «сухой» гильзы появилась течь, в результате которой в цилиндр и картер поступает антифриз. Бывает, что ремонт, предусматривающий последующую установку комплекта ремонтных поршней, может оказаться просто нецелесообразным ввиду их высокой стоимости или дефицита.
Практически во всех случаях, когда растачивать цилиндры бесполезно или неэффективно, спасти ситуацию можно установкой в блок ремонтных гильз. Технология гильзования универсальна, ее можно применять для блоков любой конструкции.
Универсальная технология
Для ряда конструкций блоков заводы-изготовители допускают ремонт методом гильзования. В таком случае предусматривается поставка в запасные части к двигателю ремонтных гильз. Например, они поставляются для некоторых цельноалюминиевых блоков, изготовленных с применением технологии Silumal. Гильзы для таких блоков изготавливаются из алюминиевого сплава, структура их материала соответствует материалу блока. Безусловно, применение «фирменных» гильз дает наилучшие результаты с точки зрения восстановления работоспособности двигателя, но в наших условиях ограничивается их высокой стоимостью {более 100—120 Евро за гильзу}, а потому экономически оправдано лишь тогда, когда гильзуется один или несколько цилиндров.
Напротив, на некоторые типы блоков ремонтные гильзы не выпускаются. Такая ситуация характерна для алюминиевых моноблоков с покрытием Nicasil, а также и для многих моделей чугунных блоков. Означает ли это, что поврежденный блок ремонту не подлежит и его остается лишь выбросить? Отнюдь, отечественная практика показывает, что даже в тех случаях, когда ремонт гильзованием официально не одобрен заводом-изготовителем двигателя, его можно успешно применять. Правда, непременным условием является точный расчет и полное владение технологией установки гильз.
Опыт использования технологии ремонта отечественных моторов установкой ремонтных гильз, изготовленных из чугуна, насчитывает не один десяток лет. Ее особенности хорошо известны, и на них нет смысла останавливаться. В то же время, ввиду большого конструктивного разнообразия двигателей зарубежного производства, единых рекомендаций, касающихся процедуры их гильзования, не существует. Для успешного выполнения работы в каждом конкретном случае нужно учитывать два основных момента.
Во-первых, для правильного определения геометрических параметров ремонтной гильзы необходимо тщательно изучить конструкцию блока. После растачивания цилиндров под установку ремонтных гильз толщина их стенок должна быть достаточной для сохранения механической прочности блока. Во-вторых, материал, из которого изготавливается гильза, должен быть работоспособным в паре с материалом (или покрытием) поршней и поршневых колец. Работоспособность материала гильз можно считать достаточной, если ресурс отремонтированного блока достигает, как минимум, 150 000 км пробега автомобиля.
Проверено, что, используя гильзы, изготовленные из серого чугуна, обеспечить такой ресурс более чем реально. Их можно применять не только для ремонта чугунных моноблоков или алюминиевых блоков с «сухими» гильзами, но и для восстановления всех типов цельноалюминиевых блоков. В последнем случае установка чугунных гильз означает серьезное изменение конструкции, которое нельзя не принимать во внимание. Прежде всего учитывается разное тепловое расширение алюминиевого блока двигателя и ремонтной гильзы.
Чтобы в процессе работы не нарушался тепловой контакт между гильзой и блоком, гильза должна устанавливаться с натягом не менее 0,05—0,07 мм. В противном случае возможна потеря натяга гильзы при работе двигателя, перегрев и разрушение поршня, тепло от которого в основном отводится в стенки цилиндра через кольца. Помимо этого, необходимо внести изменения в тепловой зазор между поршнем и гильзой. В алюминиевом моноблоке он обычно составляет 0,01—0,02 мм. При использовании чугунной гильзы его следует увеличить в 2, а то и в 3 раза. Установлено, что долговечность вновь образующихся пар трения «чугун-сталь» и «чугун-хром» в местах контакта гильзы с поршнем и кольцами не намного ниже в сравнении с вариантом, когда цилиндры обработаны по заводским технологиям.
Однако не все так безоблачно. При выборочном пользовании отдельных цилиндров алюминиевых блоков чугунными гильзами часто наблюдается деформация цилиндров, соседствующих с ремонтируемыми. Искажения формы цилиндров в виде эллипсности возникают из-за двух факторов: вынужденно большой величины натяга ремонтной гильзы и недостаточно большой прочности алюминиевого сплава. Если эллипсность не превышает величины в 0,02—0,03 мм, это не так страшно. Такие отклонения могут быть компенсированы податливостью тонких поршневых колец, которые применяются в моторах зарубежного производства. И все же более правильным в этой ситуации будет либо гильзовать весь блок (одну сторону в случае V-образного двигателя), либо провести последующую обработку всех цилиндров под установку поршней ремонтного размера, если таковые предусмотрены. Именно по этой причине использование упоминавшихся «фирменных» алюминиевых гильз при ремонте отдельных цилиндров цельноалюминиевых блоков предлочтительнее. Они устанавливаются с меньшим натягом (около 0,02 мм) и потому не вызывают деформацию соседних цилиндров.
Эффект искажения формы соседних с ремонтируемыми цилиндров характерен и для чугунных блоков. В зависимости от жесткости стенок он может проявляться в большей или меньшей степени. Поэтому, установив ремонтную гильзу, обязательно нужно проверить, как это отразилось на геометрии расположенных рядом цилиндров и после этого принять оптимальное решение.
Все будет «О’кей»
Несмотря на то, что основные этапы гильзования неплохо отработаны, проблемы все же возникают. Одна из самых распространенных заключается в том, что после непродолжительной эксплуатации в гильзованном блоке может нарушиться герметичность прокладки головки блока. Такой серьезный дефект, перечеркивающий результаты многодневной работы, случается в основном при восстановлении блоков из алюминиевых сплавов и вызывается просадкой гильз. Вскрытие двигателя в таких случаях показывает, что гильзы опускаются от первоначального положения на величину 0,05—0,1 мм. Давление на прокладку ослабевает, что провоцирует появление течи.
Не понаслышке зная о существовании такой проблемы, специалисты моторного центра фирмы «АБ-Инжиниринг» провели специальное исследование. Оно показало, что причина просадки гильз кроется в самом процессе установки гильзы в блок, В настоящее время редко кто устанавливает гильзы, задавливая их прессом. Такой метод применим только для чугунных блоков, да и то чреват деформацией тонкостенных гильз. Запрессовывать гильзы в алюминиевые блоки и вовсе не рекомендуется. При этом существует большая вероятность «подхвата» мягкого алюминиевого материала и образования обширных задиров. В таких местах нарушается тепловой контакт между гильзой и блоком. К тому же в месте неплотного прилегания к блоку гильза «дышит», что не позволяет выполнить ее качественную механическую обработку.
Разумная альтернатива запрессовке, одинаково пригодная для ремонта как чугунных, так и легкосплавных блоков, — установка гильз «от руки» после создания большой разницы температур между гильзой и блоком, Для этого предварительно нагревают блок или глубоко охлаждают гильзу, либо воздействуют на обе детали одновременно. Один из наиболее удобных способов — охлаждение гильз в жидком азоте. При соблюдении несложных мер безопасности можно быстро довести температуру гильз до такого уровня, когда останется лишь аккуратно опустить их в предварительно расточенные цилиндры.
Для фиксаций положения гильзы в цилиндре чаще используется хорошо себя зарекомендовавшая схема с упорным «буртиком» в верхней ее части (см. рис. 1). Гильза спускается в крайнее нижнее положение до касания буртом поверхности ответной выточки, выполненной при растачивании цилиндра. Обычно касание хорошо ощущается рукой по возникающему легкому стуку. Казалось бы, все очень просто, ничто не предвещает неприятностей, но исследования убедительно показали, что именно на этом этапе допускаются ошибки.
При изготовлении гильзы у большинства специалистов инстинктивно возникает желание минимизировать зазор между наружной поверхностью бурта и выточкой (б). В этом случае после финишной обработки привалочная плоскость блока выглядит абсолютно монолитной. Стремление сделать «как лучше», в соответствие с известной житейской практикой, приводит к обратным последствиям. Дело в том, что на заключительном этапе установки гильзы в полости (А), образующейся между буртом и выточкой, скапливается воздух. Если зазор недостаточен, воздух не успевает полностью покинуть полость. Сжимаясь, он работает аналогично пневмоподвеске — после легкого касания бурта упорной поверхности происходит «отбой». Гильза незаметно для глаза приподнимается и, нагреваясь, в этом положении «схватывается». Нагрев при работе двигателя ослабляет натяг и гильза проваливается.
Аналогичная картина наблюдается в случае попадания в ту же полость герметика. Герметик применяется при установке гильзы в цилиндр. Он наносится в верхней (всегда) и нижней (если стенки цилиндра имеют трещины или пробоины) зонах расточенного цилиндра для исключения просачивания антифриза в цилиндр и картер. Выполнять эту операцию нужно очень аккуратно, чтобы исключить попадание герметика в выточку.
Если гильзуется чугунный блок, после установки допускается «додавить» гильзы до упора. Вероятность их проседания при этом будет исключена. Другое дело, если блок — алюминиевый и особенно V-образный. В этом случае прилагать большие усилия не рекомендуется, так как его можно легко деформировать. Единственное, что можно и даже нужно сделать после установки гильз, — нагрузить («заневолить») их тем или иным способом. Эта мера предотвратит их подъем на этапе выравнивания температур из-за разницы коэффициентов теплового расширения материалов блока и гильз.
Один из способов избежать просадки гильз, установленных в легкосплавный блок, — перейти на другую схему фиксации гильзы. В ней гильза изготавливается без упорного буртика. Упорная поверхность, до которой она досылается, образуется растачиванием цилиндра не «на проход», а на рассчитанную глубину. К сожалению, рекомендовать этот способ к широкому применению нельзя. В такой конструкции, как и в блоках с «мокрыми» чугунными гильзами, последние, установленные «в распор» между прокладкой и выступом блока, постоянно испытывают продольные нагрузки и могут непредсказуемо деформироваться при работе.
В то же время проведенные эксперименты показали, что существует очень простой выход из создавшегося положения. При установке гильзы с верхним упорным буртом достаточно обеспечить радиальный зазор (б) не менее 0,2 мм. При этом условии подъем гильзы в момент установки практически исключается. То, что на привалочной поверхности блока появляются кольцевые щели, никак не отражается на работоспособности блока.
Чтобы полностью исключить возможность ошибки, все этапы процесса установки гильз рекомендуется отражать в технологической карте. На ней можно поместить чертеж зоны посадки. Перед сборкой гильзы и соответствующие им цилиндры маркируются. Затем с точностью до 0,01 мм измеряются высота буртиков и глубина выточек. Для каждой пары деталей рассчитывается теоретическая величина выступания гильзы над плоскостью блока, равная разности измеренных величин (см. рис. 2). Все данные заносятся в карту. После гильзования величина выступания каждой гильзы точно вымеряется и сравнивается с расчетной. Если обнаруживается расхождение, указывающее на неплотную посадку, гильза безжалостно вырезается, и процесс повторяется до полной «виктории».
Соблюдение именно такого комплекса правил гарантирует от неприятностей. По крайней мере, с прокладкой все будет «о’кей».
При недостаточной величине радиального зазора (б) между упорным «буртиком» и выточкой воздух, находящийся в полости «A», в момент установки гильзы работает аналогично пневмоподвеске. | |
Теоретическая величина выступания гильзы над плоскостью блока определяется как разность высоты бурта и глубины выточки. | |
Изготовленные гильзы маркируются в соответствие с номерами цилиндров и тщательно обмеряются с занесением результатов в технологическую карту. Наружный диаметр упорного бурта должен быть таким, чтобы радиальный зазор (б) был не менее 0,2 мм. | |
После растачивания цилиндра глубина выточки измеряется с точностью по 0,01 мм. Для этого удобно использовать глубиномер с индикаторной головкой. | |
С такой же точностью необходимо измерить высоту упорного буртика. | |
Необходимый перепад температур между блоком и гильзой можно создать, охладив гильзы в жидком азоте. Такой способ требует минимальных затрат времени и не снижает работоспособности деталей. | |
Для надежности на верхнюю область стенки цилиндра наносится специальный герметик. Если выявлена негерметичность стенки, делать это нужно обязательно, причем нужно также покрыть герметиком и нижнюю часть цилиндра. | |
Установленные гильзы обязательно нагружаются. Для этого лучше применять резьбовые шпильки с подходящими по размерам шайбами. | |
После выравнивания температуры деталей блока измеряется выступание гильзы и сравнивается с расчетной величиной, отмеченной. в технологической карте. Если значения совпадают, можно двигаться дальше. | |
На обработанной привалочной плоскости блока по периметру гильзы хорошо заметна кольцевая щель. На работоспособность двигателя она никакого влияния не оказывает. |
Блок цилиндров, кривошипно-шатунный механизм, отбор мощности
БЛОК ЦИЛИНДРОВ, КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ, ОТБОР МОЩНОСТИ
БЛОК ЦИЛИНДРОВ является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Блок цилиндров двигателя составляют два ряда полублоков под гильзы цилиндров, расположенных V-образно под углом 90° один к другому и представляющих одно целое с верхней частью картера.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой двух шатунов на каждую шатунную шейку коленчатого вала.
Каждая расточка имеет по два соосных цилиндрических пояса, выполненных в верхней и нижней частях полублоков, по которым центрируется гильза цилиндра, и выточку в верхнем поясе, образующую кольцевую площадку под бурт гильзы.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, и равномерно распределены вокруг каждого цилиндра.
Поперечные перегородки в нижней части блока цилиндров заканчиваются толстостенными арками, образующими коренные опоры коленчатого вала, к обработанным площадкам которых крепятся крышки коренных подшипников.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала. Ниже расточек под уплотнительные кольца гильз цилиндров прилиты бобышки под форсунки охлаждения поршней.
Двигатели КАМАЗ комплектуются различными вариантами системы питания топливом (см. табл. 1): V-образным ТНВД фирмы «ЯЗДА» или рядным ТНВД фирмы «BOSCH».
Поэтому установочные постели и резьбовые отверстия на блоке цилиндров выполнены под конкретное исполнение ТНВД.
ГИЛЬЗЫ ЦИЛИНДРОВ (рисунок 7) «мокрого» типа, легкосъемные, имеют маркировку 740.51-1002021 на поверхности заходного конуса нижнего направляющего пояска.
Рисунок 7 — Установка гильзы цилиндра и уплотнительных колец:
1 — трубка форсунки; 2 — корпус форсунки охлаждения поршня; 3 — корпус клапана; 4 — кольцо уплотнительное гильзы нижнее; 5 — кольцо уплотнительное верхнее; 6 — гильза цилиндра; 7 — блок цилиндров.
Гильза цилиндра 6 изготавливается из серого специального чугуна, не подвергаемого термообработке в процессе изготовления, и отличается от гильз, не имеющих указанной маркировки. Установка на двигатели гильз без указанной маркировки не допускается.
В соединении гильза — блок цилиндров полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 5 в проточке гильзы, в нижней части — два кольца 4 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
При сборке двигателя на нерабочем выступе торца гильзы наносятся номер цилиндра и индекс варианта исполнения поршня. При ремонте двигателя с заменой гильз цилиндров и поршней допустима установка новых гильз без нанесения номера цилиндра и индекса варианта исполнения поршня, поршень должен соответствовать указанному исполнению, либо должен быть проверен надпоршневой зазор.
ПРИВОД АГРЕГАТОВ (рисунок 8) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, топливного насоса высокого давления (ТНВД), компрессора и насоса рулевого усилителя изделия.
Механизм газораспределения приводится в действие от ведущей шестерни 10 (с модулем зуба 4,5 мм), закрепленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделённых промежуточной втулкой 4 и расположенных на оси 1, закреплённой на заднем торце блока цилиндров.
На хвостовик распределительного вала напрессована шестерня 16 (с модулем зуба 3 мм), угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 15 установлена на вал 13 привода ТНВД с натягом и ориентируется шпонкой 14.
Шестерни устанавливаются на двигатель в строго определенном положении по меткам «0», «Е» и рискам, выбитым на шестернях, как показано на рисунке 8.
Привод ТНВД осуществляется от шестерни 15, находящейся в зацеплении с шестерней 16 распределительного вала. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса рулевого усилителя изделия.
Рисунок 8 — Привод агрегатов:
1 — ось ведущей шестерни привода распределительного вала; 2 — болт крепления оси; 3 — роликидиаметром5,5×15,8 в количестве 60 шт.; 4 — втулка промежуточная; 5 — шестерня ведущая; 6, 14 — шпонки; 7 — шайба упорная; 8 — шайба замковая; 9 — болт крепления насыпного подшипника; 10 — ведущая шестерня коленчатого вала; 11 — шестерня промежуточная; 12, 17 — шарикоподшипники; 13 — вал привода ТНВД; 15 — шестерня привода ТНВД; 16 — шестерня привода распределительного вала; 18 — втулка; 19 — распределительный вал.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые могут устанавливаться компрессор и насос рулевого усилителя изделия. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закреплённым к заднему торцу блока цилиндров через картер агрегатов.
В верхней части картера агрегатов и картера маховика слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются.
На картере маховика справа предусмотрено место под фиксатор маховика, применяемый для установки и регулирования угла опережения впрыскивания топлива, а также для регулирования тепловых зазоров в механизме газораспределения и фиксации маховика при отворачивании болтов крепления маховика во время проведения ремонтных работ. Ручка фиксатора при эксплуатации двигателя должна находиться в верхнем положении. В нижнее положение ее переводят при регулировочных и ремонтных работах, в этом случае фиксатор находится в зацеплении с маховиком.
В картере маховика выполнены расточки для установки стартера, манжеты коленчатого вала и, если это предусмотрено конструкцией, корпуса заднего подшипника вала привода ТНВД и датчика оборотов коленчатого вала.
На нижнем фланце картера маховика предусмотрен люк для проворота коленчатого вала при проведении регулировочных и ремонтных работ.
КОЛЕНЧАТЫЙ ВАЛ (рисунок 9) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Для двигателей мощностью до 320 л.с. включительно допускается применение валов упрочненных токами высокой частоты. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
На каждой шатунной шейке установлены по два шатуна 5 (рисунок 11) — один для правого и один для левого рядов цилиндров.
Подвод масла к шатунным шейкам производится через отверстия 5 (рисунок 9) в коренных и отверстия 4 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть основных противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов он имеет дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3. На двигателях с электронной системой управления съемный противовес 1 имеет зубчатый обод, предназначенный для работы индуктивного датчика, установленного в передней крышке блока цилиндров. Зубчатый обод противовеса 1 на двигателях с рядным ТНВД фирмы «BOSCH» имеет 8 пазов, а на двигателях с V-образным ТНВД «ЯЗДА» он имеет 58 зубьев. Для обеспечения требуемого дисбаланса, на маховике выполнена выборка 15 (рисунок 12).
Рисунок 9 — Коленчатый вал:
1 — противовес; 2 — шестерня привода масляного насоса; 3 — шпонка; 4 — отверстия подвода масла к шатунным подшипникам; 5 — отверстия подвода масла к коренным подшипникам.
На хвостовике коленчатого вала выполнена шейка 20, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рисунок 9) привода масляного насоса. Шестерня привода масляного насоса двигателей с номинальной частотой вращения коленчатого вала 1900 мин-1 отличается от шестерни двигателей с номинальной частотой вращения 2200 мин-1 количеством зубьев (69 и 64 зуба соответственно).
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16×1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 7 (рисунок 12) и нижними 10 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой 12 безпружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт).
Диаметры шеек коленчатого вала:
— коренных — (95±0,015) мм;
— шатунных — (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
ВКЛАДЫШИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ (рисунки 11 и 12) изготовлены из стальной ленты, покрытой слоями свинцовистой бронзы, свинцовооловянистого сплава и олова.
Верхние 8 (рисунок 12) и нижние 9 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рисунок 11) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
В связи с высокими удельными нагрузками, действующими на подшипники в двигателях нового поколения, вкладыши имеют конструктивные отличия от ранее выпускаемых, направленные на повышение их работоспособности, при этом изменена маркировка вкладышей на 740. 60-1004058 (шатунные), 740.60-1005170 и 740.60-1005171 (коренные).
При ремонте коленчатого вала допускается перешлифовка коренных и шатунных шеек с уменьшением их диаметров на 0,25 мм и применением соответствующих ремонтных типоразмеров коренных и шатунных вкладышей (см. приложение Б и В).
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740, ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГАТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАДЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.
Рисунок 10 — Установка крышек подшипников коленчатого вала:
1 — крышка подшипника; 2 — коленчатый вал; 3 — болт крепления крышки; 4 — болт стяжной крепления крышки подшипника левый; 5 — болт стяжной подшипника правый; 6 — шайба; 7 — блок цилиндров.
КРЫШКИКОРЕННЫХ ПОДШИПНИКОВ 1 (рисунок 10) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение А).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полу кольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
ШАТУН (рисунок 11) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.
Рисунок 11 — Поршень с кольцами в сборе с шатуном:
1 — поршень; 2,3 — компрессионные кольца; 4 — маслосъемное кольцо; 5 — стержень шатуна; 6 — болт крепления крышки шатуна; 7 — гайка болта крепления крышки шатуна 8 — крышка шатуна; 9 — вкладыш нижнеи головки шатуна; 10 — втулка верхней головки шатуна; 11 — палец; 12 — стопорное кольцо.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение А).
На крышке и стержне шатуна нанесены метки спаренности — трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
ПОРШЕНЬ 1 (рисунок 11) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой изизносостойкого чугуна. В днище поршня выполнена открытая тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец.
Наюбку нанесено графитовое покрытие.В нижней еечасти выполнен паз, исключающий, при правильнойсборке,контакт поршня с форсункойохлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04-0,04 мм), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Маркировка 740.60-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГАТЕЛЕЙ КАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
КОМПРЕССИОННЫЕ КОЛЬЦА 2 и 3 (рисунок 11) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой «ТОР» должен располагаться со стороны камеры сгорания.
Рабочая поверхность верхнего компрессионного кольца 2 упрочнена износостойким покрытием на основе хрома, имеет серебристый цвет и бочкообразную форму.
Рабочая поверхность второго компрессионного кольца 3 упрочнена азотированием и имеет серый цвет. Ее форма представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название «минутное». Минутные кольца применены для снижения расхода масла на «угар».
МАСЛОСЪЕМНОЕ КОЛЬЦО 4 (рисунок 11) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя — «GOE» и обозначение верхнего торца кольца — «ТОР».
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ ПРИМЕНЯЕМЫХ НА ДВИГАТЕЛЯХ КАМАЗ УРОВНЯ ЕВРО-1 И 2 ПРИВЕДЕТ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
ПОРШНЕВОЙ ПАЛЕЦ 11 (рисунок 11) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,7 мм с фасками 16×25°.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ И РАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
ФОРСУНКИ ОХЛАЖДЕНИЯ (рисунок 7) устанавливаются в картерной части блока цилиндров 6 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки 1 форсунки относительно гильзы цилиндра 7 и поршня. Контакт с поршнем и деталями кривошипно-шатунного механизма недопустим.
МАХОВИК 1 (рисунок 12) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливаются шайбы 17. Величина момента затяжки болтов крепления маховика указана в приложении А.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 21с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по установке угла опережения впрыскивания топлива и величин тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора.
Рисунок 12 — Установка маховика:
1 — маховик; 2- картер маховика; 3- шестерня привода газораспределительного механизма; 4- штифт установочный маховика;5- блок цилиндров; 6- коленчатый вал; 7- полукольцо упорное верхнее; 8- вкладыш подшипника коленчатого вала верхний; 9- вкладыш подшипника коленчатого вала нижний; 10- полукольцо упорное верхнее; 11- крышка подшипника коленчатого вала; 12- манжета уплотнения коленчатого вала; 13- пыльник манжеты; 14- обод зубчатый; 15- выборка под дисбаланс; 16- болт; 17- шайба; 18- втулка дистанционная; 19- подшипник; 20- центрирующая шейка; 21- кольцо.
Маркировка маховика выполнена на литой поверхности со стороны сцепления. Применяемость маховиков на двигателях комплектуемых сцеплениями приведена в таблице 2.
Таблица 2
Маркировка маховика | Угол опережения впрыскивания топлива, градусов поворота коленчатого вала до в.м.т. | Применяемость |
740.50-1005115-10 | 9±1 | Все модели двигателей КАМАЗ с V-образным ТНВД ЯЗДА |
Двигатели моделей КАМАЗ 740.35-400, 740.37-400 и 740.38-360 (Евро-2) с рядным ТНВД BOSCH | ||
740.60-1005115-30 | 11±1 | Двигатели моделей КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400 и 740.65-240 (Евро-3) с рядным ТНВД BOSCH |
УСТАНОВКА МАХОВИКОВ ДРУГИХ МОДЕЛЕЙ ДВИГАТЕЛЕЙ КАМАЗ, А ТАКЖЕ МАХОВИКОВ ДВИГА ТЕЛЕЙ ОДНОЙ МОДЕЛИ, НО С ДРУГИМИ ВАРИАНТАМИ ТОПЛИВНЫХ АППАРАТУР, ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ НЕ ДОПУСКАЕТСЯ!
ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ (рисунок 13) закреплен восемью болтами 10 на носке коленчатого вала. Гаситель состоит из корпуса 8, в который установлен с зазором маховик гасителя 5. Снаружи корпус гасителя закрыт крышкой 6. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика гасителя в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
После установки гасителя обязательно проверить наличие зазора между гасителем и противовесом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ ДЕФОРМИРОВАТЬ КОРПУС И КРЫШКУ ГАСИТЕЛЯ! ГАСИТЕЛЬ С ДЕФОРМИРОВАННЫМ КОРПУСОМ ИЛИ КРЫШКОЙ К ДАЛЬНЕЙШЕЙ ЭКСПЛУА ТАЦИИ НЕ ПРИГОДЕН.
ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ (рисунок 13) осуществляется с носка коленчатого вала через полумуфту отбора мощности 12, прикрепленную к носку коленчатого вала 15 восемью специальными болтами М12х1,25-6Н (позиция 10). Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 18 на шкив 24. Вал отбора мощности устанавливается на двух шариковых подшипниках 16 и 17. Уплотнение полости осуществляется манжетой 23 и заглушкой 20 с резиновым кольцом 19. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 14.
УСИЛЕННЫЙ ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ
Для специальных комплектаций двигателей, к которым предъявляются повышенные требования по отбору мощности от носка коленчатого вала, используется показанная на рисунке 14 конструкция.
Рисунок 13 — Установка гасителя крутильных колебаний, отбора мощности и шкива:
1- вал привода афегатов; 2 -передняя крышка; 3 — корпус подшипника; 4 — пробка заправочного отверстия; 5 — маховик гасителя; 6 — крышка; 7 — фторопластовый подшипник; 8 — корпус гасителя; 9- силиконовая жидкость; 10- болт крепления гасителя и муфты отбора мощности; 11- центровочный буртик; 12 — полумуфта отбора мощности; 13 — блок цилиндров; 14 — пружина; 15 — коленчатый вал; 16, 17 — подшипники; 18- вал отбора мощности; 19- резиновое уплотняющее кольцо; 20 — заглушка; 21- стопорное кольцо; 22- болт; 23 — манжета; 24 — шкив.
Привод осуществляется с носка коленчатого вала через полумуфту отбора мощности 4, прикрепленную к носку коленчатого вала 9 восемью специальными болтами М12х1,25-6Н (позиция 5). Центрирование полумуфты относительно коленчатого вала осуществляется по отверстию во фланце гасителя 6.
Рисунок 14 — Установка усиленного переднего привода отбора мощности:
1- шкив; 2- вал; 3- манжета; 4и 12 — полумуфты; 5, 15 и 18 — болты; 6- гаситель; 7- передняя крышка блока; 8- блок цилиндров; 9- коленчатый вал; 10- отверстия для проворота коленчатого вала; 11- подшипники; 13 — кольцо упорное; 14 — крышка; 16, 17 стопорные кольца; 19 — установочное кольцо.
Крутящий момент от полумуфты передается посредством вала привода агрегатов 2 и полумуфты привода агрегатов 12 на шкив 1. Шкив устанавливается на двух шариковых подшипниках 11 с двумя защитными шайбами и фиксируется в осевом направлении пружинными стопорными кольцами 16 и 17, дистанционным кольцом 19 и упором на крышке блока цилиндров. Смазка шлицевых соединений осуществляется смазкой, которая закладывается в полость коленчатого вала. Уплотнение привода осуществляется манжетой 3, защитными шайбами подшипников шкива и уплотнительной щелью, образованной шкивом и поверхностью на крышке блока цилиндров. Для уменьшения износа шлицевых соединений вал привода агрегатов удерживается от осевых перемещений упорным кольцом 13 и крышкой 14. Отверстия на внешнем диаметре шкива служат для проворота коленчатого вала. В конструкции привода предусмотрено использование чугунной передней крышки блока 7.
КОНФИГУРАЦИЯ ШКИВА КОЛЕНЧАТОГО ВАЛА МОЖЕТ МЕНЯТЬСЯ В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ ДВИГАТЕЛЯ!
ПРИВОД ОТБОРА МОЩНОСТИ ЗАДНИЙ
По требованию потребителей на двигатели может устанавливаться задний отбор мощности от маховика, который изображен на рисунке 15. Привод осуществляется от маховика коленчатого вала через сцепление 5 и далее посредством вала отбора мощности 16 на привод агрегатов изделия. Вал 16 с одной стороны устанавливается на подшипник в маховике 4 коленчатого вала 1, а с другой стороны на роликовый сферический подшипник 17. Вал фиксируется в осевом направлении крышкой 11 по наружному кольцу подшипника. Смазка подшипника осуществляется смазкой ШРУС-4 ТУ 38 УССР 201312-81, которая закладывается при сборке и ремонте в полости, образованные манжетами 15 и 18 и самим подшипником.
Замена смазки в заднем приводе отбора мощности
Отвернув гайку 12 (рисунок 15) и болты 10 разобрать привод. Удалить остатки старой смазки. Смазать тонким слоем шлицы вала 16, подшипник 17 и посадочное место под подшипник 19 (рисунок 12). Собрать привод, заложив по 100 г. смазки в полости между деталями 9 (рисунок 15) и 17, 11 и 17.
Рисунок 15 — Установка заднего привода отбора мощности
1 — коленчатый вал; 2- блок цилиндров; 3- картер маховика; 4 — маховик; 5 — сцепление; 6- картер сцепления; 7- проставка; 8и 10 — болты; 9- корпус подшипника; 11- крышка; 12- гайка; 13- пружина тарельчатая; 14- фланец крепления карданного вала; 15и 18 — манжеты; 16- вал отбора мощности; 17- подшипник.
Техно Крат
Стоимость гильз и работ по гильзованию
В процессе работы двигателя цилиндры изнашиваются, их внутренние поверхности покрываются неровностями, утрачивают идеальную форму. Для того, чтобы вернуть двигателю былую эффективность и экономичность, выполняют растачивание блока цилиндров.Однако со временем процедура требуется вновь. Но бесконечно растачивать цилиндры нельзя – их стенки когда-нибудь истончатся до недопустимой величины, да и поршней необходимого диаметра просто нет в природе. Те моторы, у которых уже закончился ремонтный ресурс, очень часто пробуют восстановить с помощью метода гильзования.
Гильзование (гильзовка) — двигателя является альтернативой обычному растачиванию, имея перед ним преимущество: блок цилиндров растачивается лишь один раз. Далее в него вставляются гильзы, играющие роль сменных стенок цилиндров. Поэтому сам блок не изнашивается, а отработавшие гильзы периодически заменяются.
Благодаря методу гильзования ремонт обходится намного дешевле, чем покупка нового двигателя.
Для восстановления двигателя с чугунным блоком используют гильзы из износостойких легированных чугунов, а цельно-алюминиевые блоки восстанавливают при помощи специальных гильз — с большим содержанием кремния (20-27%).
В цельно-алюминиевые блоки также помещаются и чугунные гильзы. Благодаря этому обеспечивается хороший результат, и так намного дешевле.
Главным образом, технологические методы ремонта блоков из разных материалов одинаковы, и различаются только в деталях.
Напомним, что ремонт гильз цилиндров не обязательно должен проводиться с заменой всех гильз. Для этого существует диагностика гильз цилиндров при помощи нутромера, после которой и принимается решение о замене гильз.
Способы настройки разделяют гильзы на «сухие» и «мокрые» типы:
-
«Сухие», как правило, не взаимосвязаны с охлаждающей жидкостью и находятся в блоке, благодаря силе трения. Они устанавливаются термическим способом, или сжимаются «на холодную». Процесс замены сложен, и требует применения оборудования и участия специалистов. Об этом мы и поговорим далее.
Этапы гильзования двигателя:
Расточка
Реконструкция блока начинается с расточки потертых цилиндров под гильзы. Ресурс реконструируемого двигателя зависит от качества данного процесса.
Во время растачивания блока необходимо добиться не только нужного размера, но также правильной геометрии и определенной степени чистоты поверхности гнезд, в противном случае образовавшиеся во время обработки искривления цилиндрической формы после гильзования передаются гильзе, со всеми вытекающими отсюда последствиями…
Гильзование
Различают два метода сборки «сухих» гильз в блоке. Это проведение предварительной термообработки и запрессовка «на холодную».
В первой ситуации гильзу помещают с натягом от 50 до 80 мкм, таким образом, обеспечивается различие температур деталей. Для этого блок нагревают пламенем газовой горелки до 180. Спустя 15-20 минут, после того, как тепло в блоке распределилось равномерно, устанавливают охлажденные в жидком азоте гильзы. После того, как температура блока и гильз сравнялась, гильзы крепко схватываются с блоком. Гильзу необходимо устанавливать на место аккуратно, но очень быстро, т.к. во время паузы она способна на полпути прихватиться к блоку, и в этом случае ее придется растачивать.
Хонингование
После установки гильзы растачивают под размеры поршней. Затем хонингуют на специальном станке, достигая желаемого диаметра цилиндров с качественной внутренней поверхностью. Также при хонинговании гильзам придается специальный профиль — сетка рисунка, глубиной 0,01 мм, прорезанная в рабочей поверхности и нанесенная под углом 20-60. Сетка нужна для того, чтобы масляная пленка лучше держалась на поверхности цилиндра, благодаря этому сокращается трение в паре поршень-цилиндр.
Крацевание
Заканчивает обработку гильзы крацевание – эта процедура, во время которой с канавок хонинговочной сетки удаляются острые кромки, выпирающие внутрь гильзы. Операция крацевания происходит с помощью нейлоновых щеток, в состав которых входит карбид кремния. При этом диаметр цилиндра увеличивается на 2 микрона, и не более.
Критерии выбора «правильной» гильзы
-
Внешняя поверхность гильзы обязана быть отшлифована до 8 — 10 класса чистоты поверхности.
-
Конусность и эллипсность гильзы не выходят за границы 0,02 мм, разность толщины стенок составляет 0,01 мм, и не более.
-
Готовые гильзы выбирают так, чтобы припуск диаметра на дальнейшую расточку под поршень находился в пределах от 0,3 до 0,5 мм, а также минимальная толщина стенки после запрессовки и расточки была не меньше, чем 1,5 мм.
Точность и аккуратность проведения всех этапов гильзования обеспечат двигателю Вашего автомобиля бесперебойную работу на долгий срок.
Изготовить или подобрать гильзы для ЛЮБОГО двигателя (в т. ч.грузовых автомобилей), КАЧЕСТВЕННО расточить и загильзовать блок Вам поможет ТЕХНОКРАТ
Стоимость гильз и работ по гильзованию
Точную стоимость и сроки изготовления гильз для вашего двигателя, а также стоимость работ по гильзованию вы можете узнать по нашему телефону
+7 (913) 562-10-06. Звоните!
Обратно в перечень наших услуг
Блок цилиндров, кривошипно-шатунный механизм, отбор мощности, механизм газораспределения
7.1.2. Блок цилиндров, кривошипно-шатунный механизм, отбор мощности
Блок цилиндров является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Блок цилиндров двигателя составляют два ряда полублоков под гильзы цилиндров, расположенных V-образно под углом 90° один к другому и представляющих одно целое с верхней частью картера.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой двух шатунов на каждую шатунную шейку коленчатого вала.
Каждая расточка имеет по два соосных цилиндрических пояса, выполненных в верхней и нижней частях полублоков, по которым центрируется гильза цилиндра, и выточку в верхнем поясе, образующую кольцевую площадку под бурт гильзы.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, и равномерно распределены вокруг каждого цилиндра.
Поперечные перегородки в нижней части блока цилиндров заканчиваются толстостенными арками, образующими коренные опоры коленчатого вала, к обработанным площадкам которых крепятся крышки коренных подшипников.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала. Ниже расточек под уплотнительные кольца гильз цилиндров прилиты бобышки под форсунки охлаждения поршней.
Двигатели КАМАЗ комплектуются различными вариантами системы питания топливом (табл. 7.1.): V-образным ТНВД фирмы «ЯЗДА» или рядным ТНВД фирмы «BOSCH».
Поэтому установочные постели и резьбовые отверстия на блоке цилиндров выполнены под конкретное исполнение ТНВД.
Гильзы цилиндров (рис. 7.7) «мокрого» типа, легкосъемные, имеют маркировку 740. 51-1002021 на поверхности заходного конуса нижнего направляющего пояска.
Гильза цилиндра 6 изготавливается из серого специального чугуна, не подвергаемого термообработке в процессе изготовления, и отличается от гильз, не имеющих указанной маркировки. Установка на двигатели гильз без указанной маркировки не допускается.
Рис. 7.7. Установка гильзы цилиндра и уплотнительных колец: 1 — трубка форсунки; 2 — корпус форсунки охлаждения поршня; 3 — корпус клапана; 4 — кольцо уплотнительное гильзы нижнее; 5 — кольцо уплотнительное верхнее; 6 — гильза цилиндра; 7 — блок цилиндров.
В соединении гильза-блок цилиндров полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 5 в проточке гильзы, в нижней части — два кольца 4 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
При сборке двигателя на нерабочем выступе торца гильзы наносятся номер цилиндра и индекс варианта исполнения поршня. При ремонте двигателя с заменой гильз цилиндров и поршней допустима установка новых гильз без нанесения номера цилиндра и индекса варианта исполнения поршня, поршень должен соответствовать указанному исполнению, либо должен быть проверен надпоршневой зазор.
Привод агрегатов (рис. 7.8) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, топливного насоса высокого давления (ТНВД), компрессора и насоса рулевого усилителя изделия.
Механизм газораспределения приводится в действие от ведущей шестерни 10 (с модулем зуба 4,5 мм), закрепленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделённых промежуточной втулкой 4 и расположенных на оси 1, закреплённой на заднем торце блока цилиндров.
На хвостовик распределительного вала напрессована шестерня 16 (с модулем зуба 3 мм), угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 15 установлена на вал 13 привода ТНВД с натягом и ориентируется шпонкой 14.
Шестерни устанавливаются на двигатель в строго определенном положении по меткам «0», «Е» и рискам, выбитым на шестернях, как показано на рисунке 7.8.
Рис. 7.8. Привод агрегатов: 1 — ось ведущей шестерни привода распределительного вала; 2 — болт крепления оси; 3 — ролики диаметром 5,5×15,8 в количестве 60 шт.; 4 — втулка промежуточная; 5 — шестерня ведущая; 6, 14 — шпонки; 7 — шайба упорная; 8 — шайба замковая; 9 — болт крепления насыпного подшипника; 10 — ведущая шестерня коленчатого вала; 11 — шестерня промежуточная; 12, 17 — шарикоподшипники; 13 — вал привода ТНВД; 15 — шестерня привода ТНВД; 16 — шестерня привода распределительного вала; 18 — втулка; 19 — распределительный вал.
Привод ТНВД осуществляется от шестерни 15, находящейся в зацеплении с шестерней 16 распределительного вала. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса рулевого усилителя изделия.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые могут устанавливаться компрессор и насос рулевого усилителя изделия. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закреплённым к заднему торцу блока цилиндров через картер агрегатов.
В верхней части картера агрегатов и картера маховика слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются.
На картере маховика справа предусмотрено место под фиксатор маховика, применяемый для установки и регулирования угла опережения впрыскивания топлива, а также для регулирования тепловых зазоров в механизме газораспределения и фиксации маховика при отворачивании болтов крепления маховика во время проведения ремонтных работ. Ручка фиксатора при эксплуатации двигателя должна находиться в верхнем положении. В нижнее положение ее переводят при регулировочных и ремонтных работах, в этом случае фиксатор находится в зацеплении с маховиком.
В картере маховика выполнены расточки для установки стартера, манжеты коленчатого вала и, если это предусмотрено конструкцией, корпуса заднего подшипника вала привода ТНВД и датчика оборотов коленчатого вала.
На нижнем фланце картера маховика предусмотрен люк для проворота коленчатого вала при проведении регулировочных и ремонтных работ.
Коленчатый вал (рис. 7.9) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Для двигателей мощностью до 320 л.с. включительно допускается применение валов упрочненных токами высокой частоты. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
На каждой шатунной шейке установлены по два шатуна 5 (рис. 7.11) — один для правого и один для левого рядов цилиндров.
Рис. 7.9. Коленчатый вал: 1 — противовес; 2 — шестерня привода масляного насоса; 3 — шпонка; 4 — отверстия подвода масла к шатунным подшипникам; 5 — отверстия подвода масла к коренным подшипникам.
Подвод масла к шатунным шейкам производится через отверстия 5 (рис. 7.9) в коренных и отверстия 4 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть основных противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов он имеет дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3. На двигателях с электронной системой управления съемный противовес 1 имеет зубчатый обод, предназначенный для работы индуктивного датчика, установленного в передней крышке блока цилиндров. Зубчатый обод противовеса 1 на двигателях с рядным ТНВД фирмы «BOSCH» имеет 8 пазов, а на двигателях с V-образным ТНВД «ЯЗДА» он имеет 58 зубьев. Для обеспечения требуемого дисбаланса, на маховике выполнена выборка 15 (рис. 7 12).
На хвостовике коленчатого вала выполнена шейка 20, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рис. 7.9) привода масляного насоса. Шестерня привода масляного насоса двигателей с номинальной частотой вращения коленчатого вала 1900 мин-1 отличается от шестерни двигателей с номинальной частотой вращения 2200 мин-1 количеством зубьев (69 и 64 зуба соответственно).
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий M16x1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12х 1,25-611 для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 7 (рис. 7.12) и нижними 10 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой 12 безпружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт).
Диаметры шеек коленчатого вала:
— коренных — (95±0,015) мм;
— шатунных — (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
Вкладыши коренных и шатунных подшипников (рис. 7.10, рис. 7.11) изготовлены из стальной ленты, покрытой слоями свинцовистой бронзы, свинцовооловянистого сплава и олова.
Верхние 8 (рис. 7.12) и нижние 9 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рис. 7.11) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
В связи с высокими удельными нагрузками, действующими на подшипники в двигателях нового поколения, вкладыши имеют конструктивные отличия от ранее выпускаемых, направленные на повышение их работоспособности, при этом изменена маркировка вкладышей на 740. 60-1004058 (шатунные), 740.60-1005170 и 740.60-1005171 (коренные).
При ремонте коленчатого вала допускается перешлифовка коренных и шатунных шеек с уменьшением их диаметров на 0,25 мм и применением соответствующих ремонтных типоразмеров коренных и шатунных вкладышей (см. приложения).
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740. ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГА ТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАЛЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.
Рис. 7.10. Установка крышек подшипников коленчатого вала:1 — крышка подшипника; 2 — коленчатый вал; 3 — болт крепления крышки; 4 — болт стяжной крепления крышки подшипника левый; 5 — болт стяжной подшипника правый; 6 — шайба; 7 — блок цилиндров.
Крышки коренных подшипников 1 (рис. 7.10) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полукольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
Шатун (рис. 7.11) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение).
Рис. 7.11. Поршень с кольцами в сборе с шатуном: 1 — поршень; 2, 3 — компрессионные кольца; 4 — маслосъемное кольцо; 5 — стержень шатуна; 6 — болт крепления крышки шатуна; 7 — гайка болта крепления крышки шатуна; 8- крышка шатуна; 9 — вкладыш нижней головки шатуна; 10 — втулка верхней головки шатуна; 11 — палец; 12 — стопорное кольцо.
На крышке и стержне шатуна нанесены метки спаренности — трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
Поршень 1 (рис. 7.11) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой из износостойкого чугуна. В днище поршня выполнена открытая тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец.
На юбку нанесено графитовое покрытие. В нижней ее части выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04.о,04 мм), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Маркировка 740.60-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГА ТЕЛЕЙКАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
Компрессионные кольца 2 и 3 (рис. 7.11) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой «ТОР» должен располагаться со стороны камеры сгорания.
Рабочая поверхность верхнего компрессионного кольца 2 упрочнена износостойким покрытием на основе хрома, имеет серебристый цвет и бочкообразную форму.
Рабочая поверхность второго компрессионного кольца 3 упрочнена азотированием и имеет серый цвет. Ее форма представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название «минутное». Минутные кольца применены для снижения расхода масла на «угар».
Маслосъемное кольцо 4 (рис. 7.11) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя — «GOE» и обозначение верхнего торца кольца — «ТОР».
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ ПРИМЕНЯЕМЫХ НА ДВИГАТЕЛЯХ КАМАЗ УРОВНЯЕВРО-1 ПРИВЕДЕТ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХПОКАЗАТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
Поршневой палец 11 (рис. 7.11) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,7 мм с фасками 16×25°.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ ИРАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
Форсунки охлаждения (рис. 7.7) устанавливаются в картерной части блока цилиндров 7 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки 1 форсунки относительно гильзы цилиндра 6 и поршня. Контакт с поршнем и деталями кривошипно-шатунного механизма недопустим.
Маховик 1 (рис. 7.12) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливаются шайбы 17. Величина момента затяжки болтов крепления маховика указана в приложении А.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 21 с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по установке угла опережения впрыскивания топлива и величин тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора.
Рис. 7.12. Установка маховика: 1 — маховик; 2 — картер маховика; 3 — шестерня привода газораспределительного механизма; 4 — штифт установочный маховика; 5 — блок цилиндров; 6 — коленчатый вал; 7 — полукольцо упорное верхнее; 8 — вкладыш подшипника коленчатого вала верхний; 9 — вкладыш подшипника коленчатого вала нижний; 10 — полукольцо упорное верхнее; 11 — крышка подшипника коленчатого вала; 12 — манжета; 13 — пыльник манжеты; 14 — обод зубчатый; 15 — выборка под дисбаланс; 16 — болт; 17 — шайба; 18 — втулка дистанционная; 19 — подшипник; 20 — центрирующая шейка; 21 — кольцо.
Маркировка маховика выполнена на литой поверхности со стороны сцепления. Применяемость маховиков на двигателях комплектуемых сцеплениями приведена в таблице 7.2.
Таблица 7.2.
Угол опережения впрыскивания топлива, градусов поворота коленчатого вала до в.м.т. | Применяемость |
9±1 | Двигатели с V-образным ТНВД ЯЗДА |
Двигатели с рядным ТНВД BOSCH |
УСТАНОВКА МАХОВИКОВ ДРУГИХ МОДЕЛЕЙ ДВИГАТЕЛЕЙ КАМАЗ, А ТАКЖЕ МАХОВИКОВ ДВИГАТЕЛЕЙ ОДНОЙ МОДЕЛИ, НО С ДРУГИМИ ВАРИАНТАМИ ТОПЛИВНЫХ АППАРАТУР, ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ НЕ ДОПУСКАЕТСЯ!
Гаситель крутильных колебаний (рис. 7.13) закреплен восемью болтами 10 на носке коленчатого вала. Гаситель состоит из корпуса 8, в который установлен с зазором маховик гасителя 5. Снаружи корпус гасителя закрыт крышкой 6. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика гасителя в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
После установки гасителя обязательно проверить наличие зазора между гасителем и противовесом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРИ ПРОВЕЛЕНИИ РЕМОНТНЫХ РАБОТ ДЕФОРМИРОВАТЬ КОРПУС И КРЫШКУ ГАСИТЕЛЯ! ГАСИТЕЛЬ С ДЕФОРМИРОВАННЫМ КОРПУСОМИЛИ КРЫШКОЙ К ДАЛЬНЕЙШЕЙ ЭКСПЛУАТАНИН НЕ ПРИГОДЕН.
Привод отбора мощности передний (рис. 7.13) осуществляется с носка коленчатого вала через полумуфту отбора мощности 12, прикрепленную к носку коленчатого вала 15 восемью специальными болтами М12х1,25-6Н (позиция 10). Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 18 на шкив 24. Вал отбора мощности устанавливается на двух шариковых подшипниках 16 и 17. Уплотнение полости осуществляется манжетой 23 и заглушкой 20 с резиновым кольцом 19. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 14.
Рис. 7.13. Установка гасителя крутильных колебаний, отбора мощности и шкива: 1 — вал привода агрегатов; 2 — передняя крышка; 3 — корпус подшипника; 4 — пробка заправочного отверстия; 5 — маховик гасителя; 6 — крышка; 7 — фторопластовый подшипник; 8 — корпус гасителя; 9 — силиконовая жидкость; 10 — болт крепления гасителя и муфты отбора мощности; 11 — центровочный буртик; 12 — полумуфта отбора мощности; 13 — блок цилиндров; 14 — пружина; 15 — коленчатый вал; 16, 17 — подшипники; 18 — вал отбора мощности; 19 — резиновое уплотняющее кольцо; 20 — заглушка; 21 — стопорное кольцо; 22 — болт; 23 — манжета; 24 — шкив.
7.1.3. Механизм газораспределения
Механизм газораспределения (рис. 7.14) предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов. Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.
Механизм газораспределения — верхнеклапанный с нижним расположением распределительного вала. Кулачки распределительного вала 24, в соответствии с фазами газораспределения, перемещают толкатели 23. Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 4 и 5, открывают клапаны 25. Закрываются клапаны под действием сил сжатых пружин.
Распределительный вал 1 (рис. 7.15) стальной, кулачки и опорные шейки подвергнуты термообработке токами высокой частоты; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.
На хвостовик распределительного вала напрессована прямозубая шестерня 4. Привод распределительного вала осуществляется от шестерни коленчатого вала через блок промежуточных шестерен. Для обеспечения заданных фаз газораспределения, шестерни при сборке устанавливаются по меткам «О», «Е» и рискам, выбитым на их торцах (рис. 2.9). Шестерни стальные, штампованные, термообработанные, с шлифованными зубьями. От осевого перемещения вал фиксируется корпусом 2 (рис. 7.15) подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Маркировка распределительного вала 740.21-1006015 выполнена ударным способом на торце его носка.
УСТАНОВКА РА СПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ С ДРУГОЙ МАРКИРОВКОЙ НЕ ДОПУСКАЕТСЯ!
Рис. 7.14. Газораспределительный механизм:1 — головка цилиндра; 2 — втулка направляющая; 3 — шайба пружин клапана; 4, 5 — пружины клапана; 6 — манжета клапана; 7 — шайба; 8 — болт крепления головки; 9 — тарелка пружин; 10 — втулка тарелки пружин; 11 — сухарь клапана; 12 — болт крепления крышки; 13 — шайба; 14 — шайба виброизоляционная; 15 — крышка головки цилиндра; 16 — коромысло клапана; 17 — стойка коромысел; 18 — прокладка крышки; 19 — штанга; 20 — ввертыш крепления впускного коллектора; 21 — ввертыш крепления водяной трубы; 22 — прокладка уплотнительная; 23 — толкатель; 24 — распределительный вал; 25 — выпускной клапан; 26 — седло выпускное; 27 — гильза цилиндра; 28 — кольцо газового стыка; 29 — блок цилиндров; А — тепловой зазор.
Рис. 7.15. Распределительный вал в сборе: 1 — распределительный вал; 2 — корпус подшипника; 3 — шпонка; 4 — шестерня распределительного вала.
Клапаны 25 (рис. 7.14) из жаропрочной стали. Угол рабочей фаски клапанов — 90°. Диаметр тарелки впускного клапана -51,6 мм, выпускного — 46,6 мм, высота подъема впускного клапана -14,2 мм, выпускного — 13,7 мм. Геометрия тарелок впускных и выпускных клапанов обеспечивает соответствующие газодинамические параметры впуска-выпуска газов.
Клапаны перемещаются в направляющих втулках, изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндры и снижения его расхода на «угар», на направляющие клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели 23 (рис. 7.14) тарельчатого типа с профилированной направляющей частью. Изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Штанги толкателей 19 (рис. 7.14) стальные, пустотелые, с запрессованными наконечниками.
Коромысла клапанов 16 (рис. 7.14) стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большего плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Стойка коромысел 17 (рис. 7.14) чугунная, ее цапфы подвергнуты термической обработке ТВЧ.
Пружины клапанов 4 и 5 (рис. 7.14) винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины — 4,8 мм, внутренней — 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее — 821 Н.
Головки цилиндров 1 (рис, 7.14) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость, сообщающуюся с полостью охлаждения блока цилиндров.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Выпускные седла и клапаны профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Рис. 7.16. Газовый стык:1 — головка цилиндра; 2 — кольцо уплотнительное перепуска охлаждающей жидкости; 3 — кольцо газового стыка; 4 — прокладка-заполнитель; 5 — гильза цилиндра; 6 — кольцо уплотнительное; 7 — прокладка уплотнительная; 8 — блок цилиндров; 9 — экран.
Стык «головка цилиндра-гильза» (газовый стык) — беспрокладочный (рис. 7.16). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца 3 и гильзы цилиндра 5. Свинцовистое покрытие на поверхности кольца газового стыка дополнительно повышает герметичность за счет компенсации микронеровностей уплотняемых поверхностей. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка-заполнитель 4. Прокладка-заполнитель фиксируется на кольце газового стыка за счет обратного конуса и посадки ее с натягом по выступающему пояску. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов.
Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия отвода моторного масла и отверстия для прохода штанг уплотнены прокладкой головки цилиндра 7 из термостойкой резины. На прокладке дополнительно выполнены опорный бурт вокруг втулки подачи масла и канавка слива масла в штанговые отверстия.
Клапанный механизм закрыт алюминиевой крышкой 15 (рис. 7.14). Для шумоизоляции и уплотнения стыка крышка-головка цилиндра применены резиновая уплотнительная прокладка 18 и виброизоляционная шайба 14.
Маркировка головки цилиндра 740.30-1003014 отлита на боковой поверхности бобышки второго болта крепления головки.
УСТАНОВКА ГОЛОВОК ЦИЛИНДРОВ С ДРУГОЙ МАРКИРОВКОЙ НЕ ПОПУСКАЕТСЯ!
Тест на знание КШМ
Дополните
1. KШM ПРЕДНАЗНАЧЕН ДЛЯ ПРЕОБРАЗОВАНИЯ ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ШАТУНА ВО_____ ДВИЖЕНИЕ ВАЛА.
2. ШАТУН СОЧЛЕНЕН С ПОРШНЕМ ПРИ ПОМОЩИ ПОРШНЕВОГО ______.
Выберите номера всех правильных ответов
3. МАТЕРИАЛ ИЗГОТОВЛЕНИЯ ГОЛОВОК БЛОКА ЦИЛИНДРОВ:
1) серый чугун;
2) углеродистая сталь;
3) легированная сталь;
4) алюминиевый сплав.
5) высокопрочная легированная сталь.
МАТЕРИАЛ ИЗГОТОВЛЕНИЯ ШАТУНОВ
6) серый чугун;
7) углеродистая сталь;
8) легированная сталь;
9) алюминиевый сплав;
10) высокопрочная легированная сталь.
4. ДЕЗАКСАЖ:
1) уплотнение камеры сгорания;
2) ограничение частоты вращения;
3) смещение оси поршневого пальца относительно оси цилиндра
С ЦЕЛЬЮ ИСКЛЮЧЕНИЯ
4) разноса двигателя;
5) прорыва газов в картер;
6) стука поршня о стенку цилиндра.
5. ГИЛЬЗА ЦИЛИНДРА МОКРОГО ТИПА, ТАК КАК ОНА:
1) контактирует с топливом;
2) омывается горячими газами;
3) смазывается моторным маслом;
4) запрессовывается в блок со смазкой;
5) омывается охлаждающей жидкостью.
6. БАЗОВОЙ ДЕТАЛЬЮ КШМ И ВСЕГО ДВИГАТЕЛЯ ЯВЛЯЕТСЯ:
1) шатун;
2) маховик;
3) головка блока;
4) коленчатый вал;
5) блок цилиндров.
7. ПОДВИЖНЫЕ ДЕТАЛИ КШМ:
1) шатун; 2) маховик; 3) клапаны; 4) поршень; 5) головка блока; 6) поддон картера; | 7) блок цилиндров; 8) коленчатый вал; 9) поршневой палец; 10) пружины клапанов; 11) поршневые кольца; 12) прокладка головки блока. |
8. НЕПОДВИЖНЫЕ ДЕТАЛИ КШМ: | ||
|
9. ПРОРЕЗИ НА ЮБКЕ ПОРШНЯ ДЛЯ:
1) снижения нагрева;
2) уменьшения массы поршня;
3) увеличения прочности поршня;
4) компенсации теплового расширения;
5) отвода масла со стенок цилиндра.
10. МАССЫ РАЗЛИЧНЫХ ПОРШНЕЙ ДВИГАТЕЛЯ НЕ ДОЛЖНЫ ОТЛИЧАТЬСЯ БОЛЕЕ ЧЕМ НА: | ||
|
11. ЗАМКИ ТРЕХ КОМПРЕССИОННЫХ КОЛЕЦ РАСПОЛАГАЮТ ПОД УГЛОМ ДРУГ К ДРУГУ: | ||
|
12. СПОСОБЫ УПЛОТНЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА
1) прокладкой головки блока;
2) асбестовым шнуром;
3) резиновыми кольцами;
4) самоподжимным сальником;
5) медным кольцом.
13. МАТЕРИАЛ АНТИФРИКЦИОННОГО СПЛАВА ВКЛАДЫШЕЙ КОЛЕНЧАТОГО ВАЛА: | ||
| ||
Установите соответствие |
14. | ||
|
Рис. 2.1. Коленчатый вал
Выберите номера всех правильных ответов
15. ОТВЕРСТИЯ В КОЛЕНЧАТОМ ВАЛУ ВЫПОЛНЯЮТСЯ ДЛЯ ПОДАЧИ К ШАТУННЫМ ПОДШИПНИКАМ: | ||
|
16. КОЛЕНЧАТЫЙ ВАЛ ФИКСИРУЕТСЯ ОТ ОСЕВОГО СМЕЩЕНИЯ:
1) стопорной шайбой;
2) упорными кольцами;
3) упорными вкладышами;
4) упорными шарикоподшипниками
СО СТОРОНЫ
5) центральной части;
6) носка или хвостовика.
17. МАТЕРИАЛ БЛОКА ЦИЛИНДРОВ: | ||
|
18. ТЕМПЕРАТУРА («с) НАГРЕВА ПОРШНЯ В МАСЛЕ ПРИ ЕГО СБОРКЕ С ПАЛЬЦЕМ: | ||
|
19. МАСЛОСЪЕМНОЕ КОЛЬЦО СЛУЖИТ ДЛЯ: | ||
|
Установите соответствие
20. | ||
|
21. КОЛЕНЧАТЫЕ ВАЛЫ ИЗГОТАВЛИВАЮТ ИЗ:
1) серого чугуна;
2) легированной стали;
3) низкоуглеродистой стали;
4) среднеуглеродистой стали;
5) модифицированного чугуна
МЕТОДОМ:
6) литья;
7)сварки;
8) штамповки.
22. ШЕЙКИ КОЛЕНЧАТОГО ВАЛА:
1) шлифуют;
2) полируют;
3) азотируют;
4) хромируют;
5) цементируют;
6) закаливают ТВЧ;
7) подвергают отпуску
С ЦЕЛЬЮ:
8) придания товарного вида;
9) повышения жесткости вала; 10) повышения износостойкости.
23. ФОРМА КОЛЕНЧАТОГО ВАЛА ОПРЕДЕЛЯЕТСЯ
1) числом цилиндров
2) тактностью двигателя
3) способом воспламенения
4) материалом изготовления
5) расположением цилиндров
6) способом смесеобразования
7) порядком работы цилиндров
8) максимальной мощностью двигателя
ОТВЕТЫ
Мокрые гильзы и втулки цилиндров
перейти к содержаниюЗапросить бесплатную цитату
Запрос сейчас
Сделать запрос
Свяжитесь с нами сейчас!
| MITSUBISHI | 4DQ5 | 30607-50301 | 4 | 83. 0(SF)
84.0(FF) | 162 | Сухой | ||||||||
| МИЦУБИСИ | 4D55/4D56 | MD050430 MD103648~9 | 4 | 90.1(SF) 91.1(FF) | 164.5 | Dry | ||||||||
| MITSUBISHI | 4D55(N) | 21131-42000 | 4 | 90.0(SF) | 167 | Dry | ||||||||
| MITSUBISHI | 4DR5/ 6DR5 | 31607-02202 31607-02101~2 | 4/6 | 91,0 (СФ) 92.0(FF) | 176 | Dry | ||||||||
| MITSUBISHI | S4S/S6S | / | 4/6 | 93.0(SF) | 190 | Dry | ||||||||
| MITSUBISHI | S4E1 | 34307-00301 | 93.0(SF) | 168.5 | Dry | |||||||||
| MITSUBISHI | 4M40T | / | 4 | 94. 0(SF) | 160 | Dry | ||||||||
| MITSUBISHI | 4M40 | / | 4 | 95.0(FF) | 186 | Dry | ||||||||
| MITSUBISHI | 4DR7 | / | 4 | 94.0(SF) 95.0(FF) | 186 | Dry | ||||||||
| MITSUBISHI | S4E2 | 34307-05400 | 97.0(SF) | 168.5 | Dry | |||||||||
| МИЦУБИСИ | 4D30 | ME011513 | 4 | 99,0 (СФ) 100.0(FF) | 196.5 | Сухой | ||||||||
| MITSUBISHI | 4D31 | ME011604~6 | 5 | 4 | 100.0(FF) | 191.5 | Dry | |||||||
| MITSUBISHI | 4D31T | 21131-41200 | 99.0(SF) | 192 | Dry | |||||||||
| MITSUBISHI | S4K/S6K | 34307-00501 | 4/6 | 101. 0(SF)
102.0(FF) | 195 | Сухой | ||||||||
| MITSUBISHI | 4D32/4D34 | ME012900 ME013366~7 | 4 | 103,0 (SF) 104.0(FF) | 197.5 | Dry | ||||||||
| MITSUBISHI | 4D32T | 21131-41300 | 4 | 103.0(SF) | 192 | Dry | ||||||||
| МИЦУБИСИ | 4D32(N) | ME031502~4 | 4 | 103.0(SF) 104.0(FF) | 192 | Сухой | ||||||||
| MITSUBISHI | 4D33 | ME013333 | 4 | 90() 108.0(FF)197 | Dry | |||||||||
| MITSUBISHI | 6D15-3AT | ME071090 | 6 | 113.0(FF) | 206 | Dry | ||||||||
| MITSUBISHI | 4D35 | ME031656 | 4 | 116. 0(FF) | 200 | Dry | ||||||||
| MITSUBISHI | 6D16 | ME071224 | 6 | 118.0(FF) | 204 | Dry | ||||||||
| Mitsubishi | 6D16 (новый) | ME041105 ~ 7 | 6 | 118,0 (FF) | 206 | Dry | 24 | 24 | 024 6D17 | / | 6 | 118.0(FF) | 209 | Dry |
| MITSUBISHI | 6D40 | ME120028 | 6 | 135.0(FF) | 261 | Dry | ||||||||
| MITSUBISHI | 6DS3 | ME021841 | 6 | 95 | 201.2 | Wet | ||||||||
| MITSUBISHI | 6DS7 | ME021843~4 | 6 | 98 | 201,2 | Влажный | ||||||||
| MITSUBISHI | 6DS7 (новый) 6DS70C | ME029187 | 6 | 98 | 206. 2 | Wet | ||||||||
| MITSUBISHI | 6D10 | ME031502~4 | 6 | 105 | 206 | Wet | ||||||||
| MITSUBISHI | 6D11 | ME031505~7 | 6 | 105 | 228,3 | Влажный | ||||||||
| MITSUBISHI | 6D14 | ME031617 ME071178~80 | 6 | 110 | 206 | Wet | ||||||||
| MITSUBISHI | 6D14-2AT | ME071198~200 | 6 | 110 | 211 | Wet | ||||||||
| MITSUBISHI | 6DB1 | 30007-62200 | 6 | 110 | 270 | Влажный | ||||||||
| MITSUBISHI | 6D15 | ME071041 | 6 | 113 | 210.5 | Wet | ||||||||
| MITSUBISHI | 6D15T | ME071062 | 6 | 113 | 206 | Wet | ||||||||
| МИЦУБИСИ | 6Д20 | МЭ051153 ME051157~9 | 6 | 125 | 261. 3 | Влажный | ||||||||
| MITSUBISHI | 6D22 | ME051217 | 6 | 130 | 261.8 | Wet | ||||||||
| MITSUBISHI | 8DC2/4/7 | 31207-72603~4 | 8 | 130 | 229.3 | Wet | ||||||||
| MITSUBISHI | 8DC2/4/7(O) | 31207-43401~2 | 8 | 130 | 229.3 | Wet | ||||||||
| MITSUBISHI | 8DC8/81/82 | ME061036 ME062597~9 31207-72104 | 8 | 135 | 229.7 | Wet | ||||||||
| MITSUBISHI | 8DC9/91 | ME062602~4 | 8 | 135 | 259.7 | Wet | ||||||||
| MITSUBISHI | 8DC91A | 31294-72800 | 8 | 135 | 260 | Влажный | ||||||||
| МИЦУБИСИ | S6B002536207-12100 | 6 | 135 | 268. 5 | Wet | |||||||||
| MITSUBISHI | 8DC10 | ME062783 | 8 | 138 | 259.7 | Wet | ||||||||
| MITSUBISHI | 8DC11 | ME060439-41 | 8 | 142 | 257,7 | WEED | ||||||||
| Mitsubishi | 8DC11A | 7000AB | 8 9 9009 | 7000AB | 8 900 8 9.0025 | 142 | 260 | Wet | ||||||
| MITSUBISHI | 8M20 | ME161018 | 8 | 146 | 258 | Wet | ||||||||
| MITSUBISHI | 8M21 | ME352200 | 8 | 150 | 258 | WEET | ||||||||
| Mitsubishi | 8M22 | / | 8 | 142 | 257 | WEE | 257 | 257 | 0038 | |||||
| ISUZU | 4FB1 | / | 4 | 83. 0(SF) | 168 | Dry | ||||||||
| ISUZU | 4FD1 | / | 4 | 88.0(FF) | 175 | Dry | ||||||||
| ISUZU | 4FG1 | / | 4 | 89.0(FF) | 150 | Dry | ||||||||
| ISUZU | C190 | 9-11261-224-1 | 4 | 86.0(FF) | 163 | Dry | ||||||||
| ISUZU | C240 | 9-11261-230-1 | 4 | 86.0(FF) | 178 | Dry | ||||||||
| ISUZU | C223 | 5-11261-015-2 | 4 | 88.0(FF) | 163 | Dry | ||||||||
| ISUZU | 4JA1 | 8- | -130-0 | 4 | 93.0(ТФ) | 156 | Dry | |||||||
| ISUZU | 4JB1 | 8- | -861-24 | 93. 0(FF) | 181 | Dry | ||||||||
| ISUZU | 4BA1 | 9- 11261-802-2 | 4 | 98.0(FF) | 180.5 | Dry | ||||||||
| ISUZU | D500 | 9-11261-257-0 | 6 | 98.0(FF) | 206.5 | Сухой | ||||||||
| ISUZU | 4BC1/4BC2 | 5-11261-014-2 | 4 | 102.0(FF) | 187 | Dry | ||||||||
| ISUZU | 6BB1/6BD1 4BB1/4BD1 | 1-11261-118-0 | 6 | 102.0(FF) | 204 | Dry | ||||||||
| ISUZU | 4BE1 | 5-11261-016-2 | 4 | 105.0 (FF) | 187 | Сухой | ||||||||
| ISUZU | 6BF1/6BG1 | 1-11261-119-0 | 6 | 105. 0(FF) | 203 | Dry | ||||||||
| ISUZU | 6HE1 | 8- | -332-0 | 6 | 110.0(FF) | 210 | Dry | |||||||
| ISUZU | 6HE1T | 8- | -530-0 | 6 | 110.0(FF) | 210 | Dry | |||||||
| ИСУЗУ | 4HF1 | 8- | -276-34 | 112.0(FF) | 180 | Dry | ||||||||
| ISUZU | 6Hh2 | 8- | ||||||||||||
| 6 | 115.0 (FF) | 209.8 | Dry | |||||||||||
| ISUZU | 4HG1 | 8-97351-558-0 | 4 | 115.0(FF) | 180 | Dry | ||||||||
| ISUZU | 6SA1 | 1-11261-065-3 1-11261-094-1 | 6 | 115. 0(FF) | 216 | Dry | ||||||||
| ISUZU | 6SD1 | 1-11261-106-2 | 6 | 120.0(FF) | 239.5 | Dry | ||||||||
| ISUZU | 10PE1 | 1-11261-175-0 | 10 | 127.0(FF) | 233 | Dry | ||||||||
| ISUZU | E120 6RA1/6RB1 | 9-11261-290-0 1-11261-133-0 | 6 | 135.0(FF) | 264 | Dry | ||||||||
| ISUZU | 6WA1 | 1-11261-296-0 | 6 | 132.9(FF) | 266 | Dry | ||||||||
| ISUZU | 6WA1T | / | 6 | 132.9(FF) | 266 | Dry | ||||||||
| ISUZU | 6WF1/6WG1 | / | 6 | 147. 0(FF) | 267 | Сухой | ||||||||
| ИСУЗУ | DA120 DA220 | 9-11261-287-1 | 6 | 100 | 220 | Wet | ||||||||
| ISUZU | DA640A | 9-11261-302-0 | 6 | 102 | 220 | Влажный | ||||||||
| ISUZU | DA640B | 9-11261-293-0 | 6 | 102 | 220 | Wet | ||||||||
| ISUZU | DA640C | 9-11261-288-0 | 6 | 102 | 228 | Wet | ||||||||
| ISUZU | 10PA1/10PB1 | 1-11261-063- 0 | 10 | 115 | 219.5 | Wet | ||||||||
| ISUZU | 10PB1(O) | / | 10 | 115 | 219.5 | Wet | ||||||||
| ISUZU | 8PC1/10PC1 | 1-11261-076-0 | 8/10 | 119 | 219. 5 | Wet | ||||||||
| ISUZU | 10PC1(new) | 1-11261-143- 1 | 10 | 119 | 219.5 | Wet | ||||||||
| ISUZU | 8PC1/10PC1 | 1-11261-111-0 | 8/10 | 119 | 219.5 | Wet | ||||||||
| ИСУЗУ | 10pc1 (new) | 1-11261-147-0 | 10 | 119 | 219,5 | Wet | ||||||||
| Isuzu | 10PD11 | |||||||||||||
| . 12PD1 | 1-11261-161-1 | 10/12 | 119 | 234.5 | Wet | |||||||||
| ISUZU | Dh200 | 9-11261-241-0 | 6 | 120 | 280 | Влажный | ||||||||
| ИСУЗУ | 6QA1 | 1-11261-160-0 1-11261-061-1 | 6 | 125 | 282 | Wet | ||||||||
| ISUZU | 6QA1T | 1-11261-074-0 | 6 | 125 | 257 | Wet | ||||||||
| Hino | EH400 | 11467-1020 | 6 | 108,0 (FF) | 204 | Dry | ||||||||
| Hino | ||||||||||||||
| HINO | ||||||||||||||
| . WO6D/E | 11467-1761/1771 1781/1791 | 4/6 | 104.0(FF) | 201 | Сухой | |||||||||
| HINO | HO6C(T) EH500 | 11467-1591/1601 1611/1621 | 6 | 108.0(FF) | 204 | Сухой | ||||||||
| HINO | EH700 HO7C/HO7D | 11467-1200.1210 1220.1230 | 6 | 110.0(FF) | 204 | Сухой | ||||||||
| HINO | J08C | 11467-2611 | 6 | 113.0(SF) 114.0(FF) | 203.2 | Сухой | ||||||||
| HINO | EP100 | 11467-1730 11467-1740 11467-1750 | 6 | 120.0(FF) | 236 | Dry | ||||||||
| HINO | P11C | 11467-E0020 | 6 | 122.0(FF) | 229 | Dry | ||||||||
| ХИНО | P11CT | 11467-2710 | 6 | 122. 0(FF) | 228 | Сухой | ||||||||
| HINO | EM100 | 116167-1 11467-1671 | 6 | 124.0(FF) | 236 | Dry | ||||||||
| HINO | F20C | 11467-2280 / 2290 / 2300 | 8 | 146.0(FF) | 244.5 | Dry | ||||||||
| HINO | F20C | 11467-2680 / 2690 / 2700 | 8 | 146.0(FF) | 244.5 | Dry | ||||||||
| HINO | V26C | 11467-3030A | 10 | 150.0(FF) | 244.5 | Dry | ||||||||
| HINO | DM100 | 11467-1440 | 6 | 90 | 199 | Wet | ||||||||
| HINO | DQ100 | 11467-1480 | 6 | 92 | 199 | Wet | ||||||||
| HINO | EC100 | 11467-1130 | 6 | 97 | 206 | Wet | ||||||||
| HINO | DS70/DS90 | 11467-1280 | 6 | 105 | 261 | Влажный | ||||||||
| HINO | DS50 DS60/DS80 | 11467-1550 | 6 | 110 | 266 | Влажный | ||||||||
| HINO | EL100 | 11467-1240 | 6 | 116 | 222. 5 | Wet | ||||||||
| HINO | DK10(new) | 11467-1380 | 6 | 120 | 292 | Влажный | ||||||||
| HINO | EB300 EB400 | 11467-1180 | 6 | 120 | 288 | Влажный | ||||||||
| HINO | ED 9002 ЭР20011467-1370 | 6 | 128 | 291 | Wet | |||||||||
| HINO | EF300/EF350 | 11467-1071 | 8 | 132 | 248 | Wet | ||||||||
| HINO | EF500 | 11467-1101 | 8 | 135 | 248 | Wet | ||||||||
| HINO | EF550 | 11467-1690 | 8 | 135 | 248 | Wet | ||||||||
| HINO | K13C | 11467-2090 | 6 | 135 | 267 | Wet | ||||||||
| HINO | EK100 ЭК200/К13Д | 11467-1910 11467-1960 | 6 | 137 | 267 | Влажный | ||||||||
| HINO | EF700 ЭФ750/Ф17Д | 11467-1091 11467-1900 | 8 | 137 | 248 | Wet | ||||||||
| HINO | F17C/F17E | 11467-1702 | 8 | 139 | 248 | Wet | ||||||||
| HINO | V22C | 11467-2130 | 10 | 139 | 248 | Wet | ||||||||
| NISSAN | CD17 | 11012-17A02 | 4 | 79. 0(SF) | 178 | Dry | ||||||||
| NISSAN | CD17(N) | 11012-16A00 | 4 | 79.0(SF) | 150 | Dry | ||||||||
| NISSAN | SD22/SD33 | 11012-76200 | 4/6 | 82,0 (СФ) 83.0(FF) | 176 | Dry | ||||||||
| NISSAN | LD20 | 11012-W7200 | 4 | 83.0(SF) | 150 | Dry | ||||||||
| NISSAN | CD20 | 11012-V0700 | 4 | 83.0(SF) | 150 | Dry | ||||||||
| NISSAN | TD23 | 11012-02N10 | 4 | 88.0(SF) 89.0(FF) | 160.5 | Сухой | ||||||||
| NISSAN | SD23/SD25 | 11012-L2002 | 4 4 8 | SF | 4 | 89. 0(FF) | 172 | Сухой | ||||||
| NISSAN | TD25/BD25 | 11012-44G10 | 4 | 92.0(SF) 92,9(FF) | 160,5 | Сухой | ||||||||
| NISSAN | TD27/TD42 | 11012-43G10 11012-06J10 | 4/6 | 95,0 (SF) 96.0(FF) | 160.5 | Dry | ||||||||
| NISSAN | QD32 | / | 4 | 99.0(FF) | 160 | Dry | ||||||||
| NISSAN | FD42 | 11012-0T001 | 4 | 108.0(FF) | 198 | Dry | ||||||||
| NISSAN | FD46 | 11012-03T001 | 4 | 108.0(FF) | 212 | Dry | ||||||||
| NISSAN | FE6 | 11012-Z5518 | 6 | 108. 0(FF) | 220 | Dry | ||||||||
| NISSAN | FE6(new) | 11012-Z56024~5 | 6 | 108.0(FF) | 217 | Dry | ||||||||
| NISSAN | ND6/NE6 | 11012- | ~2 | 6 | 110.0(FF) | 229 | Dry | |||||||
| NISSAN | ND6/NE6(new) | 11012- | ~6 | 6 | 110.0(FF) | 229 | Dry | |||||||
| NISSAN | PD6 | 11012-~1 | 6 | 125.0(FF) | 259 | Dry | ||||||||
| NISSAN | PE6 | 11012-96500~1 | 6 | 133.0(FF) | 259 | Dry | ||||||||
| NISSAN | PE6T | 11012-96576 | 6 | 133. 0(FF) | 259 | Dry | ||||||||
| NISSAN | PF6T | 11012-96565~7 | 6 | 133.0(FF) | 259 | Dry | ||||||||
| NISSAN | RH8 | / | 6 | 150.0(FF) | 246 | Dry | ||||||||
| NISSAN | NF6 | / | 6 | 120.0(FF) | 226 | Dry | ||||||||
| NISSAN | ED33 | 11012-T9000 | 4 | 100 | 191 | Wet | ||||||||
| NISSAN | FD6/ED6 | 11012-Z5001 11012-Z5573 | 6 | 100 | 212 | Wet | ||||||||
| NISSAN | ED35/FD35 | 11012-01T10 | 4 | 102.5 | 191 | Wet | ||||||||
| NISSAN | RD8 /RD10 | 11012-97025 11012-97063 | 8/10 | 135 | 243 | Влажный | ||||||||
| NISSAN | RE8/RE10 | 11012-97118 11012-97161 | 8/10 | 135 | 238 | Wet | ||||||||
| NISSAN | RF8 | 11012-97164 11012-97171 | 8 | 138 | 238. 3 | Wet | ||||||||
| NISSAN | RG8 | / | 8 | 142 | 236 | Wet | ||||||||
| TOYOTA | 1N | 11461- 55020 | 4 | 73.0(SF) | 141 | Dry | ||||||||
| TOYOTA | 3K | / | 4 | 74.0(SF) | 128 | Dry | ||||||||
| TOYOTA | 4K | / | 4 | 74.0(SF) | 140 | Dry | ||||||||
| TOYOTA | J15 | / | 4 | 77.0(FF) | 150 | Dry | ||||||||
| TOYOTA | 12R | / | 4 | 79.0(FF) | 144 | Dry | ||||||||
| TOYOTA | CD17 | 11012-17A02 | 4 | 79. 0(FF) | 178 | Сухой | ||||||||
| Toyota | 4A | / | 4 | 80,0 (FF) | 150 | 99924 | .0025 | / | 4 | 83.0(FF) | 150 | Dry | ||
| TOYOTA | 1C | 11461-64011 | 4 | 82.2(SF) 83.0(FF) | 180 | Dry | ||||||||
| TOYOTA | 2C | 11461-64090 | 4 | 85.2(SF) 86.0(FF) | 180 | Dry | ||||||||
| TOYOTA | 1DZ | 11461-78200 | 4 | 86.0(FF) | 175 | Сухой | ||||||||
| TOYOTA | 2J H | 11461-48011 | 4 | 87.0(SF) 88.0(FF) | 183 | Dry | ||||||||
| TOYOTA | L | 11461-54010 | 4 | 89. 0(SF) 90.0 (FF) | 160.5 | Сухой | ||||||||
| TOYOTA | 2H | 11461-68010 | 6 | 90.0(SF) 91.0(FF) | 184 | Dry | ||||||||
| TOYOTA | 2L | 11461-54060 | 4 | 91.0(SF) 92.0(FF) | 160.5 | Dry | ||||||||
| TOYOTA | 2L(new) | 11461-54070 | 4 | 91.0(SF) 92.0(FF) | 179.5 | Dry | ||||||||
| TOYOTA | 22R | / | 4 | 91.0(FF) | 180 | Dry | ||||||||
| TOYOTA | 1HZ | 11462-17010 | 6 | 93.0(SF) 94.0(FF) | 168.5 | Dry | ||||||||
| TOYOTA | B(old)/BU15 | 11461-56010 | 4 | 94. 0(SF) 95.0(FF) | 190 | Dry | ||||||||
| TOYOTA | B /BU30 | 11461- 56020 | 4 | 94.0(SF) 95.0(FF) | 190 | Dry | ||||||||
| TOYOTA | B(new) | 11461-56030 | 4 | 94.0(SF) 95.0(FF) | 190 | Dry | ||||||||
| TOYOTA | 1KZ | / | 4 | 95.0(SF) | 182.5 | Dry | ||||||||
| TOYOTA | 11B | 11462-56060 | 4 | 95.0(FF) | 192 | Dry | ||||||||
| TOYOTA | 11Z | 11461-78300 | 4 | 96.0(FF) | 182.5 | Dry | ||||||||
| TOYOTA | 3L | 11461-54100 | 4 | 95. 0(SF) 96.0(FF) | 190 | Dry | ||||||||
| TOYOTA | 2B | 11461-57010 | 4 | 97.0(SF) 98.0(FF) | 190 | Dry | ||||||||
| TOYOTA | 2Z | / | 4 | 98.0(FF) | 181.5 | Dry | ||||||||
| TOYOTA | 5L | / | 4 | 99.50(FF) | 190 | Dry | ||||||||
| TOYOTA | D | 11461-76020 | 6 | 100.0(FF) | 242 | Dry | ||||||||
| TOYOTA | 3B | 11461-58010 | 4 | 101.0(SF) 102.0(FF) | 188 | Dry | ||||||||
| TOYOTA | 13B | 11461-58020 | 4 | 101. 0(SF) 102.0(FF) | 190.5 | Dry | ||||||||
| TOYOTA | 14B | 11462-58040 | 4 | 101.0(SF) 102.0(FF) | 192 | Dry | ||||||||
| TOYOTA | 2D/DA1115 | 11461-77040 | 6 | 105.0(FF) | 242 | Dry | ||||||||
| TOYOTA | 2D(new)/DA118 | 11461-77021 | 6 | 105.0(FF) | 233 | Dry | ||||||||
| TOYOTA | 7L | / | 6 | 99.52(FF) | 192 | Dry | ||||||||
| TOYOTA | 8L | / | 7 | 99.53(FF) | 193 | Dry | ||||||||
| TOYOTA | 15B | / | 4 | 107. 0(SF) | 197 | Dry | ||||||||
| Toyota | 5L | / | 4 | 99,50 (FF) | 190 | Dry | ||||||||
| MAZDA | 4124 (NEW Р2Б6-10-313 | 4 | 85.0(SF) 86.0(FF) | 163 | Dry | |||||||||
| MAZDA | RF/R2 | R201-23-051 | 4 | 85.0(SF) 86.0(FF ) | 165 | Dry | ||||||||
| MAZDA | S2/B2200 | 1456-23-051 | 4 | 87.9(SF) 88.9(FF) | 167 | Dry | ||||||||
| MAZDA | ХА/Е2500 Т2500 | 0636-10-311 S501-23-051 | 4 | 87.9(SF) 88.9(FF) | 189 | Dry | ||||||||
| MAZDA | K2400 | K756-10-311 | 4 | 91. 0(SF) 92.0(FF) | 167.5 | Сухой | ||||||||
| MAZDA | XB/E2700 | 0527-23-051 V101-23-051 | 4 | 91.0(SF) 92.0(FF) | 191 | Сухой | ||||||||
| MAZDA | WL/B2500 | / | 4 | 93.0(FF) | 168 | Dry | ||||||||
| MAZDA | HA/E3000 | 1363-23-051 | 4 | 95.0( FF) | 191 | Dry | ||||||||
| MAZDA | HA/T3000 | SE01-23-051 | 4 | 94.0(SF) 95.0(FF) | 189 | Dry | ||||||||
| MAZDA | VS | VSY1-10-311A | 4 | 98.0(FF) | 168 | Dry | ||||||||
| MAZDA | SL/T3500 | SL01-23-311 SL01-23-313 | 4 | 99. 0(SF) 100.0(FF) | 193.5 | Dry | ||||||||
| MAZDA | TF/T400 | TFY0-10-311 | 4 | 105.0(FF ) | 200 | Сухой | ||||||||
| МАЗДА | TM/T4500 | / | 4 | 109.0(FF) | 202.5 | Dry | ||||||||
| DAIHATSU | 1DL | 11461-87303 | 4 | 91.0(SF) 92.0(FF) | 182 | Dry | ||||||||
| DAIHATSU | 1DL(new) | 11461-87305 | 4 | 91.0(SF) 92.0(FF) | 178 | Dry | ||||||||
| DAIHATSU | DG | 11461-87302 | 4 | 87.0(SF) 88.0(FF) | 182 | Dry | ||||||||
| KOMATSU | ||||||||||||||
| KOMATSU | 4D95/6D95 | 6207-21-2110 | 4/6 | 95. 0(FF) | 180 | Dry | ||||||||
| KOMATSU | S6D102 | 6736-29-2110 | 6 | 101.0(SF) | 200 | Dry | ||||||||
| KOMATSU | S6D108 | 6222-21-2210 | 6 | 108.0(FF) | 219.5 | Dry | ||||||||
| KOMATSU | S6D110 | 6138-21- 2210 6138-21-2220 | 6 | 110.0(FF) | 225 | Dry | ||||||||
| KOMATSU | 4D92 | 6140-21-2211 | 4 | 92 | 185 | Wet | ||||||||
| KOMATSU | 4D94 | 6144-21-2211 | 4 | 94 | 181 | Wet | ||||||||
| KOMATSU | 4D105/S4D105 | 6130-22-2310 | 4 | 105 | 223 | Влажный | ||||||||
| KOMATSU | 6D105/S6D105 | 6137-21-2210 6136-21-2210 | 4/6 | 105 | 223 | Влажный | ||||||||
| KOMATSU | 4D120/S4D120 | 6110-21-2212 | 4 | 120 | 293 | Wet | ||||||||
| KOMATSU | 6D125 | 6150-21-2221 | 6 | 125 | 256. 5 | Wet | ||||||||
| KOMATSU | 4D130/S4D130 | 6115-21-2211 | 4 | 130 | 293 | Wet | ||||||||
| KOMATSU | NT855 | 6710-21-2210 | 6 | 5.5000″ | 288 | Wet | ||||||||
| KOMATSU | 6D140 | 6211-21-2210 | 6 | 140 | 283 | Влажный | ||||||||
| KOMATSU | 6D155 | 6128-21-2215 6128-21-2214 | 6 | 155 | 327 | Влажный | ||||||||
| KOMATSU | Nh320 | 6610-21-2213 6610-21-2212 | 6 | 5.125″ | 303.5 | Wet | ||||||||
| CUMMINS | 6BT | 3 | 66 | 101.0(SF) 102.0(FF) | 200 | Dry | ||||||||
| CUMMINS | 6CT | 3 | 2 | 6 | 114 | 9. 382″ | Wet | |||||||
| CUMMINS | 6CT | 3 | 7 38024030 | 6 | 114 | 9.382″ | Wet | |||||||
| CUMMINS | V6-155/V8-210 | 3022530 | 6/8 | 4.625″ | 6.522″ | Wet | ||||||||
| Cummins | LT10/M11 | 3080760 | 6 | 125 | 241 | WET | ||||||||
| 454545454545454545454545454545454545454545454545454545454545454545н. ВТ, ВТА ВТР1710 | 3055099 | 6/12 | 139.7 | 288 | Wet | |||||||||
| CUMMINS | HN Series | 184400 | 6 | 5.125″ | 303.5 | Wet | ||||||||
| CUMMINS | K Series | / | 6 | 6. 25″ | 12.07″ | Wet | ||||||||
| DEUTZ | 1013 | HL/0425 3636 | 6 | 108 | 229 | Wet | ||||||||
| KIA | KIA.M | / | 4 | 80.0(FF) | 127.3 | Dry | ||||||||
| KIA | JS | OK65A-10-311 | 4 | 94.5(FF) | 168 | Dry | ||||||||
| KIA | JT | OK75A-10-311 | 4 | 98.0(FF) | 165.5 | Dry | ||||||||
| DAEWOO | DB58 | 65.01201-0067 | 4 | 102.0(FF) | 204 | Dry | ||||||||
| HYUNDAI | POWER TEC | 21131-84000 | / | 133 | 276 | Wet | ||||||||
| Hyundai | Power TEC (NEW) | 21131-84022 | / | 133 | 276 | WEE | 63.01201.0050 | 6 | 111.0(FF) | 234 | Dry | |||
| MAN | D2146/D2156 | 50.00246.583 65.01201.0012 | 6 | 121.0(FF) | 287 | Dry | ||||||||
| MAN | D2366 | 65.01201.0051 | 6 | 123.0(FF) | 275 | Dry | ||||||||
| MAN | D2565/D2566 | / | 5/6 | 125 | 270 | Wet | ||||||||
| MAN | D2856/D2866 | 51.01201.0309 | 5/6 | 128 | 270 | Wet | ||||||||
| ЧЕЛОВЕК | D2848 Д2840 D2842 | 65.01201.0049 | 8/10/12 | 128 | 253 | Wet | ||||||||
| SCANIA | DS11 | / | 6 | 127 | 291 | Wet | ||||||||
| SCANIA | D11/DS11(old) | / | 6 | 127 | 291 | Wet | ||||||||
| SCANIA | S124 | 061-WN -17 | 6 | 127 | 271 | Wet | ||||||||
| BENZ | OM636 | 181-011-0110 | 4 | 75(FF) | 190 | Dry | ||||||||
| BENZ | OM615 | 615-011-0210 | 4 | 87(FF) | 158. 4 | Dry | ||||||||
| BENZ | OM601 | / | 4 | 87(FF) | 148.6 | Dry | ||||||||
| BENZ | OM603 | 616-011-0310 | 6 | 89(FF) | 156.5 | Dry | ||||||||
| BENZ | OM615 | 615-011-0210 | 4 | 86.0(SF) | 158.5 | Dry | ||||||||
| BENZ | OM616 | 616-011-0310 | 4 | 90.0(SF) | 158.5 | Dry | ||||||||
| BENZ | 208D-410D | 14-026380-00 | 88.0(SF) | 156.3 | Dry | |||||||||
| BENZ | OM117 | / | 8 | 96.5(FF) | 155.7 | Dry | ||||||||
| BENZ | OM352 | 362-011-0311 | 6 | 96(FF) | 222. 5 | Dry | ||||||||
| BENZ | OM314 | / | 4 | 97.5(FF) | 223 | Dry | ||||||||
| BENZ | OM364 | / | 4 | 96.5(FF) | 222 | Dry | ||||||||
| BENZ | OM366 | 362-011-0311 | 6 | 96.5(SF) 97.5(FF) | 222 | Dry | ||||||||
| BENZ | OM360 | 005WV03 | 6 | 115(FF) | 253.5 | Dry | ||||||||
| BENZ | OM401 | 403-011-3410 | 6 | 125 | 253 | Wet | ||||||||
| BENZ | OM403 | 355-011-0710 | 10 | 128 | 287 | Wet | ||||||||
| BENZ | OM404 | 423-011-0210 | 12 | 128 | 253 | Wet | ||||||||
| BENZ | OM355 | 355-011-0710 | 6 | 128 | 287. 5 | Wet | ||||||||
| BENZ | OM421 ОМ422 ОМ423 ОМ424 | 423-011-0210 | 6 8 10 12 | 128 | 253 | Wet | ||||||||
| BENZ | OM441 | 442-011-0310 | 6 | 130 | 253 | Wet | ||||||||
| BENZ | OM444 | / | 12 | 130 | 258 | Влажный | ||||||||
| PERKINS | 4.236 6.354 | 2 6 3190X035 | 226.44 | Dry | ||||||||||
| PERKINS | 4.236 6.354 | 3135X032 | 6 | 98.5 | 226.44 | Dry | ||||||||
| PERKINS | 4.236 6.354 | 31358394 | 6 | 98.5 | 227,5 | Dry | ||||||||
| Perkins | T4. 40 T6.60 | 3135×041 | 6 | 100 | 226.444 999 | 100 | 226.449 9009 | 0025Dry | ||||||
| PERKINS | T4.40 T6.60 | 3135X042 | 4 | 100 | 226.44 | Dry | ||||||||
| PERKINS | T4.40/T6.60 | 3135X045 | 4 | 100 | 226.44 | Dry | ||||||||
| PERKINS | 4.248/6.335 | 31358352 | 4 | 101.09 | 227.28 | Dry | ||||||||
| PERKINS | 4.248/6.335 | 31358346 | 6 | 100.09 | 227.28 | Dry | ||||||||
| PERKINS | / | 3135X061 SF | 99 | 227.5 | Dry | |||||||||
| Perkins | B98. 48a | / | 97,8 | 227,5 | Dry | |||||||||
| PERKINS | 04K | /900 /99 /900 / 025 | 90.5 | 216 | Dry | |||||||||
| PERKINS | 06K | / | 90.2 | 216.5 | Dry | |||||||||
| PERKINS | 08K | / | 97.5 | 226.5 | Сухой | |||||||||
| PERKINS | 09K | / | 99,5 | 187 | Сухой | 9023 9403 PGEEU | 025 | XY6B, XY7, XY8 104/205 | / | 4 | 75 | 135 | Мокрый | |
| PEUGEOT | XUD5 205/305/309/405 XUD9 305/309/405 | / | 4 | 83 | 141 | Влажный | ||||||||
| ПЕЖО | 5/JJ | XM7 XC7(404/504/J7/J9) | / | 4 | 84 | 136,2 | Влажный | |||||||
| ПЕЖО | ХН1/ХН2 504/505/J5/J9 | / | 4 | 88 | 136. 2 | Wet | ||||||||
| RENAULT | ||||||||||||||
| RENAULT | Motor 810 R5/R6/R10/R12/R15 | / | 4 | 73 | 134 | Влажный | ||||||||
| RENAULT | Двигатель 9002 Р18 Мотор 843 R16/R17/R20 | / | 4 | 79 | 144 | Wet | ||||||||
| RENAULT | MOTOR6335 | / | 6 | 135.0(FF) | 286 | Dry | ||||||||
| RENAULT | CL764 | / | 6 | 102.0(SF ) 103.0(FF) | 216 | Dry | ||||||||
| VOLVO | TD71 series | 471713 | 6 | 4.125″ | 10.215″ | Wet | ||||||||
| VOLVO | TD71(N) | 3978541 | 6 | 104. 775 | 256 | Wet | ||||||||
| VOLVO | TD101/TD102 Series | / | 6 | 4.75″ | 11.311 » | Wet | ||||||||
| VOLVO | TD122 series | 478140 | 6 | 5.125″ | 12.323″ | Wet | ||||||||
| VOLVO | TD16 series | / | 6 | 144 | 315 | Wet | ||||||||
| CATERPILLAR | 3064 | 517523 | 4 | 101.6 | 195 | Wet | ||||||||
| CATERPILLAR | 3114 | 7C6208 | 4 | 104,7 | 196,85 | WEED | ||||||||
| Catherpillar | DS15 | 4F648696486964869648696486 4F6486964869648696486 4F6486964648696486 4F648696464869646486 4F648696464646486 4F6486 | DS15 | 4F6486 | .4 | 114.3 | 271 | Wet | ||||||
| CATERPILLAR | 3208/3160/1160 | 9N6275 | 6 | 114.3 | 196.8 | Wet | ||||||||
| CATERPILLAR | 3304/3306 | 2P8889 | 4/6 | 4.7500″ | 10.042″ | Wet | ||||||||
| CATERPILLAR | 3406/3408/3412 | 2W6000 | 6/8/12 | 5.4000″ | 10.801″ | Wet | ||||||||
| CATERPILLAR | D343/D346/D348 | 6N8700 | 6 | 137.16 | 305.1 | Wet | ||||||||
| DAF | DF615 | 212275 | 6 | 104.18(FF) | 239 | Wet | ||||||||
| DAF | DH825 | 240474 | 6 | 118. 0(FF) | 262 | Wet | ||||||||
| DAF | DK Series | 241054 | 4 | 130.0(FF) | 288.5 | Wet | ||||||||
| CLAAS | K256 | / | 12 | 130 | 287 | WEED | ||||||||
| CLAAS | K256 | / | 12 | 130 | 270 | 270 | 270 | 270 | 270 | 270 | 270 | 0024 DETROIT | S60 | / | / | 130 | 279.5 | Wet |
| IFA | W50 | / | / | 120 | 287 | Wet | ||||||||
| KAMAZ | / | / | / | 120 | 224 | Wet | ||||||||
| FIAT | 8040. 02 | / | 4 | 99.0(SF) | 187 | Dry | ||||||||
| FIAT | 8040.05 | / | 4 | 103.0(SF) | 198 | Dry | ||||||||
| FIAT | SJ351081 | 10623284 | 6 | 107.25( FF) | 240 | Dry | ||||||||
| FIAT | SJ4984029 | / | 6 | 107.25(FF) | 239.5 | Dry | ||||||||
| FIAT | SU351183 | / | 6 | 114.8(SF) | 5.06″ | Dry | ||||||||
| CHAOCHAI | 4100 | / | 4 | 100 | 190 | Wet | ||||||||
| CHAOCHAI | C4102Q/C6102Q | / | 4 | 102 | 190 | Wet | ||||||||
| CHAOCHAI | C4102BQ/C6102BQ | / | 4 | 102 | 204 | Wet | ||||||||
| CHAOCHAI | C4105BQ/C6105BQ | / | 4 | 105 | 204 | Wet | ||||||||
| SHANG CHAI | D6114 | D02A-104-02 | 6 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | D6114 | D02A-104-30a | 6 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | D6114 | D02A-104-31 | 6 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | D6114 | D02A-104 -40 | 6 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | D4114 | D02A-104-50 | 4 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | D4114 | D02A-104-51 | 4 | 114 | 236 | Wet | ||||||||
| SHANG CHAI | 2P8889 | 1105800 | / | 120 | 255 | Wet | ||||||||
| YANG CHAI | 485 | YZ485. 03-1 | 4 | 85 | 158 | Wet | ||||||||
| YANG CHAI | 495Q | 495-02128A1 | 4 | 95 | 210 | Wet | ||||||||
| YANG CHAI | 495 SC | YZ495ZLQ-02118 | / | / | / | Wet | ||||||||
| Yang Chai | 4100 | YZ4100-02118 | / | 100 | 210 | WEED | ||||||||
| YANG Chai | 41029 | |||||||||||||
| YANG Chai | 41029 | |||||||||||||
| Yang Chai | 41025 | 2 | 2 | Yang Chai | ||||||||||
| .0025 | / | 102 | 190 | Wet | ||||||||||
| YANG CHAI | 4102 L | YZ4102QA-02118A | / | 102 | 204 | Wet | ||||||||
| YANG CHAI | 4102Bcu | YZ4102ZQ-02118 | / | 102 | 192 | Wet | ||||||||
| YANG CHAI | 4108 | YZ4108Q-02118 | / | 108 | 210 | Wet | ||||||||
| YANG CHAI | 4110 | YZ410QA-02118 | / | 110 | 205 | Wet | ||||||||
| YANG CHAI | 4105 L | YZ4105Q-02118 | 4 | 105 | 204 | Wet | ||||||||
| YANG CHAI | 4105Bcu | YZ4105ZQ-02118 | 6 | 104 | 204 | Wet | ||||||||
| STYER | Weichai 67 | 61500010014 | 6 | 126 | 241 | Wet | ||||||||
| STYER | Weichai 68 | 61500010319 | 6 | 126 | 241 | Wet | ||||||||
| STYER | Weichai 344 | 61500010344 | 6 | 126 | 241 | STYER | ||||||||
| 0025 | Weichai III | 612630010055 | 6 | 126 | 286 | Wet | ||||||||
| STYER | Weichai 618 | 61800010125 | 6 | 126 | 286 | Wet | ||||||||
| STYER | CNHTC | VG1540010344 | 6 | 126 | 241 | WEED | ||||||||
| СТАР | CNHTC | 1444444444444444001000669 | CNHTC | 15444444444444444444444444444444400100066 | CNHTC | |||||||||
| 6 | 126 | 241 | Wet | |||||||||||
| STYER | CNHTC | VG1246010028 | 6 | 126 | 286 | Wet | ||||||||
| STYER | WD411 | / | 6 | 98 | 222 | Wet | ||||||||
| STYER | WD615 | / | 6 | 126.0(FF) | 241 | Dry |
Поговорите с нашей командой
Каково минимальное количество для заказа гильз цилиндров?
В зависимости от вашего проекта или рынка. В целом минимальный объем заказа для всех мокрых/сухих и даже нестандартных гильз цилиндров составляет 200 шт.
Какие материалы использует FabAuto для изготовления гильз цилиндров?
Мы используем центробежный чугун или ковкий чугун для изготовления вкладышей. И мы также используем керамический материал с 2020 года. Для получения полной информации об используемых нами материалах, пожалуйста, посетите нашу страницу материалов.
Какую информацию мне нужно предоставить при запросе?
Во-первых, с указанием торговой марки, модели двигателя и OEM Ref. Если информация недоступна, пожалуйста, сообщите нам приложение, и мы могли бы проверить наши записи. Или вы можете проверить часть каталога на этой странице.
Как быстро я могу получить ответ от вашей компании?
Как правило, мы свяжемся с вами, как только получим от вас электронное письмо. И все ответы будут отправлены в течение 8 часов или раньше.
Пролистать наверх
Гильзы и гильзы — Журнал изготовителей двигателей
Гильзы и гильзы цилиндров могут выполнять множество различных функций и могут потребоваться для простого ремонта двигателя или повышения его производительности. В статье Ларри Карли о поиске блоков двигателей он затрагивает проблемы поиска качественных сердечников — многие из наиболее желанных блоков были в лучшие времена, а отверстия цилиндров могут быть повреждены из-за неправильного использования или просто из-за того, что они старые.
Нажмите здесь, чтобы узнать больше
Гильзы, безусловно, не являются новой технологией, и эксперты утверждают, что по большей части производители двигателей и механические мастерские хорошо понимают их использование и функциональность. Но является ли вкладыш и рукав одним и тем же? Дырка просто дырка?
Помимо различий в материалах, существует два основных типа гильз цилиндров: сухие и мокрые. Проще говоря, гильза сухого типа не контактирует с теплоносителем, а гильза мокрого типа находится в непосредственном контакте с теплоносителем.
Мокрый рукав, если он установлен, дополняет систему охлаждения. Без вкладышей на месте нет охлаждающей рубашки. Верхняя часть герметизируется посадкой с натягом где-то в области раззенковки, и эта область уплотнения может включать в себя уплотнительные прокладки или уплотнения. Дно обычно уплотняется уплотнительными кольцами в канавках, которые могут быть как на втулке, так и в блоке.
Втулка сухого типа запрессована в полный цилиндр, полностью закрывающий водяную рубашку. Поскольку втулка имеет опорный блок, она может быть очень тонкой.
Сухие вкладыши не открываются для канала охлаждения двигателя, поэтому уплотнительное кольцо не требуется. Втулки сухого типа можно использовать в качестве новой изнашиваемой поверхности или в качестве средства для ремонта небольших трещин и отверстий в блоке цилиндров. Сухие втулки требуют прессовой посадки и механической обработки внутри после установки.
Несмотря на изменение технологии двигателей, включая электродвигатели, эксперты сходятся во мнении, что в обозримом будущем производство гильз останется жизнеспособным бизнесом. В мире слишком много блоков старения.
Втулки с фланцевым верхом обычно используются в алюминиевых блоках, поскольку их конструкция обеспечивает устойчивость поверхности настила. И именно эта комбинация формы и функции позволяет всем различным стилям работать в каждом рекомендуемом приложении.
Хотя большая часть путаницы в использовании и установке исходит от «парней с улицы, которые хотят сэкономить несколько долларов», по словам Дэна Макдонелла из Melling Sleeves, даже у экспертов может возникнуть вопрос из двух.
«Многие скептики опасаются, что втулки будут двигаться или опускаться после установки, — говорит Дэйв Метчков из LA Sleeve. «Хотя такая возможность, безусловно, существует, при правильной установке они останутся на месте».
Правильная установка имеет ключевое значение. Дэйв Клинтон из Darton Sleeve предполагает, что даже те ребята, которые должны знать лучше, иногда пытаются срезать путь. «Некоторые специалисты по двигателям все еще хотят протолкнуть втулки в отверстие», — говорит он. «Правильный метод — это перепад температур, и отверстие должно иметь шероховатость поверхности, равную наружному диаметру втулки. Кроме того, использование полноразмерной оправки с жесткими допусками и гидравлического пресса на всех блоках — лучший способ добиться выравнивания и прямой вставки».
Брайан Циммерман из Interstate-McBee напоминает своим клиентам (как правило, в мастерских по продаже дизельных двигателей большой мощности) о двуедином подходе к успеху: чистоте и размерах.
«Чистота: некоторые клиенты предъявляют претензии по поводу трещин на фланцах гильзы только для того, чтобы обнаружить мусор, застрявший под фланцем гильзы. Или уплотнения подтекают при запуске только для того, чтобы обнаружить, что отверстие ресивера не было очищено перед сборкой», — говорит Циммерман. «И ваши измерения должны быть выполнены на качественном оборудовании и записаны! Запись измерений является подтверждением качественного ремонта (если необходимые работы выполнены) для вашего заказчика и производителя в случае возникновения претензии. Как технический специалист, эта запись также показывает, что вы знаете, что делаете, и нашли время, чтобы сделать работу правильно».
Для правильного выполнения работы, конечно же, требуется надлежащее оборудование и обучение, говорят наши специалисты. Станки с ЧПУ с калибровкой центральных отверстий с соответствующими инструментами, подачами, скоростями и охлаждением быстро достигнут надлежащей чистоты. Но любая опытная механическая мастерская сможет установить эффективно и заработать деньги. И эти магазины могут нести меньшие накладные расходы, предоставляя эту подушку, чтобы держать больше в кармане.
После очистки от металлического защитного покрытия серийные мокрые вкладыши поставляются с поперечным люком, готовым к установке. Рукава должны быть подогнаны и просверлены по размеру. Циммерман призывает соблюдать осторожность при установке двухтактных сухих вкладышей. «При установке этих вкладышей необходимо соблюдать точность и осторожность, чтобы избежать проблем с рассеиванием тепла. Благодаря новым технологиям, которые постоянно стучат в дверь, эти старые двигатели с установленными гильзами обслуживаются новыми техниками, которых научили только процедурам обслуживания мокрых гильз», — говорит он. «То же самое верно и для четырехтактных техников, устраняющих неисправности двухтактных двигателей — хотя они похожи, они очень разные».
Следи за чистотой, друг! Некоторые клиенты предъявляют претензии по поводу трещин на фланцах гильзы только для того, чтобы обнаружить мусор, застрявший под фланцем гильзы. Фото предоставлено Interstate-McBee.
Получить лайнер в наши дни не должно быть так уж сложно, по словам Клинтон из Darton. «Лайнеры доступны из сотен источников по всему миру и в США. Как правило, все производство идет на обработку с ЧПУ и шлифование наружной поверхности. Что касается допусков на размеры, высококачественные втулки доступны из многих мировых источников, однако продукт отличает химический состав и долговечность, особенно на рынке производительности».
Макдонелл из Меллинга говорит, что самое большое изменение, с которым он столкнулся, касается диапазона выбора. «Самое большое, что изменилось сейчас, это то, что появилось так много вариантов. Раньше у меня было 39 различных номеров деталей для четырехдюймового отверстия. Сейчас очень много необычных размеров. 3.870˝, 3.660˝ – чтобы заполнить рынок, нужно иметь много необычных размеров.
Это, по его словам, обусловлено распространением новых конструкций двигателей. «Производители оборудования перешли на более легкие блоки и различные комбинации диаметра и хода поршня — то, что раньше было довольно распространенным размером в четыре дюйма, теперь встречается повсеместно», — говорит Макдонелл.
«И мы делаем много нестандартных втулок для парней — расточная оправка соскальзывает в механическом цеху, и они застревают», — говорит Макдонелл. «Они расточат квартал, и что-то случится, и вдруг они на 30 тысяч больше… звонят в панике, но мы можем сделать их за пять дней».
Циммерман соглашается с тем, что вторичный рынок имеет преимущество благодаря технологиям. «Новые технологии позволили производителям предлагать вкладыши и детали более высокого качества по сниженной цене. Производители вторичного рынка производят более дешевые детали с качеством, аналогичным OEM-производителям. С ростом цен на все, вторичный рынок помогает небольшим компаниям экономить на ремонте на высококонкурентном рынке».
Проблемы
С какими проблемами сегодня сталкиваются производители двигателей в отношении технологий втулок и связанных с ними компонентов двигателей?
«Мы знаем, что большая тройка производителей автомобилей привозит почти все свои гильзы цилиндров из Китая и Индии, — говорит Мечкофф. «Отечественные алюминиевые блочные моторы с вкладышами уже просто не так хороши, как были двадцать-пятьдесят лет назад. Поэтому, если отечественный мотор попадет на капремонт, неоригинальная втулка сразу повысит надежность этого блока».
И не упускайте из виду возможности повышения производительности, говорит Мечкофф. «Еще более продуктивными являются автомобили Sport Compact или импортные автомобили, которые подвергаются хот-роду. Хотя эти блоки отлично подходят для ежедневной езды или круиза по побережью, когда для повышения производительности двигателя используются наддув, турбо и т. Д., Стандартные блоки деформируются или трескаются. Любой изготовитель двигателей с хорошей репутацией всегда будет рекомендовать сначала гильзовать блок, а затем двигаться дальше», — говорит он.
Клинтон говорит: «Все компоненты двигателя представляют собой сочетание дизайна, предназначенного для использования по назначению. Цилиндр, в котором генерируется мощность, должен быть в состоянии приспособиться к тому, что запланировал разработчик двигателя, например, высокая степень сжатия, высокие обороты, высокая температура и так далее.
«Двигатели с высокими оборотами способны производить мощность, равную двигателям с высоким крутящим моментом, потому что в единицу времени возникает больше импульсов мощности, и в совокупности они будут равны более медленно вращающемуся двигателю, производящему высокий крутящий момент», — продолжает Клинтон. «В цилиндре задача состоит в том, чтобы управлять теплом, обеспечивать надлежащую смазку для герметизации процесса сгорания и иметь достаточную твердость поверхности, чтобы избежать износа. Частично это достигается за счет перекрытия клапанов, что способствует очистке выхлопных газов».
Циммерман говорит, что его компания уделяет пристальное внимание этим «медленным двигателям» и их компонентам.
«Мы ориентируемся на рынок дизельных двигателей с более низкими оборотами (260–3000 об/мин), а не на газовые двигатели», — говорит он. «Отверстие ресивера должно соответствовать техническим требованиям, чтобы избежать смещения гильзы и поломки фланца. Сухие вкладыши/рукава должны быть установлены для обеспечения надлежащего отвода тепла. Головка блока цилиндров будет прилагать огромное усилие к гильзе при закручивании; крутящий момент болта головки, выступ гильзы и плоскостность головки цилиндров должны соответствовать спецификациям, чтобы избежать боковой нагрузки на фланец гильзы, что может привести к растрескиванию фланца гильзы. Поршневые кольца, установленные в перевернутом виде, будут создавать впечатление «плохой» гильзы, когда на самом деле двигатель был собран неправильно».
Что там на горизонте?
Циммерман говорит, что в некоторых новых технологиях используются двигатели без гильзы, напыляемые на расплавленную сталь для создания стенки гильзы. «Несмотря на то, что этой технологии еще далеко до вторичного рынка, возникают вопросы о том, каков срок службы и как будут восстанавливаться стенки цилиндров в случае отказа?» он спросил. «Будут ли ремонт этих двигателей таким же простым и экономичным, как сегодняшние двигатели?»
Выбор, выбор… Доступны специальные втулки, каждая из которых разработана в соответствии с индивидуальным диаметром цилиндра вашего применения по мере необходимости. Фото предоставлено гильзами цилиндров PowerBore.
Вопрос «Что дальше?» Клинтон из Дартона вызывает еще больше вопросов.
«Это вопрос на шестьдесят четыре доллара», — говорит он. «У нас есть конкурирующие интересы в производстве новых двигателей, включая электрические, которые действительно являются волной будущего, а также легкие двигатели с небольшим кубическим дюймом, работающие на ископаемом топливе, и гибриды. За исключением промышленных двигателей, дизелей, тракторов и двигателей с высокими эксплуатационными характеристиками, в долгосрочной перспективе потенциал производителей двигателей для сосредоточения внимания на этом процессе восстановления уменьшается. Рукава всегда будут с нами в той или иной форме, но двигателестроительному сообществу потребуется быстро анализировать изменения рынка и быть гибкими, чтобы опережать изменения».
Чтобы сохранить эти изменения, может потребоваться более качественная замена знакомой оригинальной технологии, которая была разработана в соответствии с изменяющимися стандартами CAFE. «Гильза 4,2-литрового 6-цилиндрового двигателя Vortec GM OE имела фланец», — сказал Макдонелл. «Чтобы уменьшить вес, они сделали его очень тонким. Они имели тенденцию трескаться между фланцем и стволом втулки. Мы выпустили приложение, которое лучше, чем то, что было в OE».
В других случаях он рассматривает менее знакомые проблемы. «Tesla будет нашей самой большой заботой, — говорит Мечкофф. «Путешествие на электромобиле кардинально изменит индустрию двигателестроения».
Тем не менее, наши эксперты согласны с тем, что в обозримом будущем производство рукавов останется прибыльным бизнесом. «Гильзованию блоков цилиндров никогда не будет конца: их слишком много во всем мире», — заключает Мечкофф. «Откровенно говоря, нефтяные компании, вероятно, являются самым большим союзником нашей отрасли. Пока наши автомобили работают на бензине или дизельном топливе, всегда будет возможность использовать рукава».
Установка гильз цилиндров · Технипедия · Моторсервис
Настройки
Вернуться к поиску
Информация об использовании
Как правильно установить мокрые гильзы цилиндров? Что необходимо проверить перед установкой гильз цилиндров? Как вы проверяете ровность посадочной поверхности фланца гильзы? Можно ли прикрепить уплотнительные кольца непосредственно к гильзе цилиндра? Ответы вы найдете в этой статье.
Предварительные проверки блока цилиндров
1:00 – 2:45
Осмотр блока цилиндров: при наличии повреждений или коррозии может потребоваться доработка. Вы также должны проверить, не деформирован ли блок цилиндров, и убедиться, что посадочная поверхность фланца гильзы чистая и ровная. Еще одна очень важная проверка: осмотрите канавки под уплотнительные кольца в блоке цилиндров.
Проверьте гильзу цилиндра
2:45 – 3:40
Гильза цилиндра запрессовывается в блок цилиндров с помощью винтов и втулок. Затем выступ гильзы измеряется в четырех точках (каждые 90 градусов) с помощью циферблатного индикатора и сравните со спецификациями производителя.
Внимание: если величина выступа недостаточна, ее нельзя компенсировать с помощью нескольких томбачных колец или шайб. В таких случаях следует использовать вкладыши увеличенного размера с более высоким фланцем вкладыша. Перед снятием вкладыша отметьте его точное положение в блоке цилиндров ручкой.
Установка уплотнительных колец
3:40 – 4:30
Вставьте уплотнительные кольца в порядке, указанном на упаковке. Внимание: ни при каких обстоятельствах не используйте жидкие герметики. Теперь нанесите монтажную пасту на уплотнительные кольца. Равномерно распределите остаток по контактным поверхностям гильз цилиндров.
Установка гильзы цилиндра
4:30 – 5:10
Плавным движением вставьте гильзу цилиндра в блок цилиндров. Убедитесь, что метки на блоке цилиндров и гильзе цилиндра совпадают. В качестве окончательной проверки проверьте внутренний диаметр с помощью нутромера в области уплотнительных колец.
Ключевые слова :
втулка цилиндра , отверстие цилиндра , цилиндрГруппа товаров :
Поршни и компонентывидео
Установка гильз цилиндров
Группы продуктов на ms-motorservice.
com Это также может вас заинтересовать
Информация о продукте
Гильзы цилиндров с огнестойким кольцом
Конструкция, принцип действия и инструкции по установке
Гильзы цилиндров с огнезащитным кольцом обладают многими преимуществами: Огнезащитное кольцо предотвращает образование отложений твердого масляного нагара на верхней поверхности. Узнайте, какие еще преимущества они предлагают, как огненное кольцо или масло…
Информация по использованию
Реставрация бывших в употреблении отверстий цилиндров
Может ли работа с хонинговальными щетками или подпружиненными хонинговальными брусками избавить вас от необходимости выполнять хонингование отдельно? Достигаете ли вы улучшенных поверхностей скольжения цилиндров с помощью хонинговальных щеток? Ты можешь найти…
Только для технического персонала. Все содержимое, включая изображения и диаграммы, может быть изменено. Для назначения и замены обратитесь к текущим каталогам или системам, основанным на TecAlliance.
Использование файлов cookie и защита данных
Motorservice Group использует файлы cookie, сохраненные на вашем устройстве, для оптимизации и постоянного улучшения своих веб-сайтов, а также для статистических целей. Дополнительную информацию об использовании нами файлов cookie можно найти здесь, а также информацию о нашей публикации и уведомление о защите данных.
Нажав «ОК», вы подтверждаете, что приняли к сведению информацию о файлах cookie, заявлении о защите данных и деталях публикации. Вы также можете в любое время изменить настройки файлов cookie для этого веб-сайта.
Настройки конфиденциальности
Мы придаем большое значение прозрачной информации, касающейся всех аспектов защиты данных. Наш веб-сайт содержит подробную информацию о настройках, которые вы можете выбрать, и о том, какое влияние оказывают эти настройки. Вы можете изменить выбранные настройки в любое время. Независимо от того, какой выбор вы выберете, мы не будем делать никаких выводов о вас как о личности (за исключением случаев, когда вы явно указали свои данные). Для получения информации об удалении файлов cookie обратитесь к функции справки в вашем браузере. Вы можете узнать больше в заявлении о защите данных.
Измените настройки конфиденциальности, нажав на соответствующие кнопки
- Необходимый
- Удобство
- Статистика
Необходимый
Файлы cookie, необходимые для системы, обеспечивают правильную работу веб-сайта. Без этих файлов cookie могут возникнуть сбои или сообщения об ошибках.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение настроек, которые вы делаете на этом веб-сайте
Этот сайт никогда не будет делать следующее без вашего согласия:
- Сохраните свои настройки, такие как выбор языка или баннер cookie, чтобы вам не пришлось повторять их в будущем.
- Оценивайте посещения анонимно и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Удобство
Эти файлы cookie упрощают использование веб-сайта и сохраняют настройки, например, чтобы вам не приходилось повторять их каждый раз, когда вы посещаете сайт.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение ваших настроек, таких как выбор языка или баннер файлов cookie, чтобы вам не пришлось повторять их в будущем.
Этот сайт никогда не будет делать следующее без вашего согласия:
- Анонимно оценивайте посещения и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Конечно, мы всегда будем соблюдать настройку «не отслеживать» (DNT) в вашем браузере. В этом случае файлы cookie для отслеживания не устанавливаются и функции отслеживания не загружаются.
Влажная/сухая гильза цилиндра для двигателей большой мощности
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область изобретения
Настоящее изобретение относится к охлаждающим устройствам для двигателей большой мощности и, более конкретно, к влажной/сухой гильзе цилиндра для таких двигателей. двигатели.
2. Описание предшествующего уровня техники
Существует тенденция к увеличению мощности двигателей внутреннего сгорания за счет увеличения давления сгорания и тепловой нагрузки таких двигателей. Эта тенденция привела к использованию гильз мокрого типа в блоке цилиндров, где гильза находится в непосредственном контакте с охлаждающей средой на большей части своей длины, тем самым обеспечивая улучшенный теплообмен и позволяя работать двигателям с более высокой нагрузкой. давление и повышенная тепловая нагрузка.
Однако обычные гильзы цилиндров мокрого типа имеют несколько недостатков. Поскольку мокрая гильза требует значительного пространства для охлаждающей жидкости, использование таких гильз существенно увеличивает расстояние между центральными линиями нескольких цилиндров, это увеличение необходимо для обеспечения пространства для блока цилиндров и стенок гильзы достаточной толщины, чтобы выдерживать повышенные механические нагрузки. и термическим нагрузкам, а также противостоять кавитационной эрозии. Также это увеличение необходимо для того, чтобы оставить место для фланца для поддержки гильзы мокрого типа в блоке цилиндров. Большее расстояние между отверстиями цилиндров, конечно, увеличивает общую длину двигателя и тем самым увеличивает его стоимость, вес и громоздкость.
Влажные гильзы также требуют установки уплотнений между нижней частью гильзы и блоком цилиндров для предотвращения миграции охлаждающей жидкости в масло и наоборот. Эти уплотнения подвержены повреждениям и отрицательно влияют на надежность и долговечность двигателя, а также увеличивают затраты на техническое обслуживание.
С другой стороны, полностью сухой лайнер, в котором лайнер отделен от охлаждающей среды по всей своей длине, также имеет ряд недостатков. Теплообмен между гильзой и охлаждающей средой ограничен, так как поток охлаждающей жидкости прерывается литыми приливами головки цилиндров, расположенными вокруг верхней части гильзы. Кроме того, сложно и дорого отливать чистые каналы охлаждения вокруг несущей конструкции гильзы блока цилиндров. Наконец, гильза сухого типа имеет меньшую способность рассеивать тепло от цилиндра, чем гильза полностью мокрого типа.
Таким образом, оба обычных типа вкладышей, а именно полностью мокрого типа и полностью сухого типа, имеют существенные недостатки.
Настоящее изобретение предлагает гибридную мокрую/сухую гильзу цилиндра, которая сочетает в себе лучшие характеристики обычных мокрых и сухих гильз цилиндров. В частности, настоящее изобретение предлагает конструкцию, в которой верхняя часть футеровки, где происходит горение и где, следовательно, наиболее важна теплопередача, относится к мокрому типу, а нижняя часть футеровки, где теплопередача меньше, необходимо, выполнен в тонкостенной конфигурации сухого типа, не требующей охлаждения. Настоящее изобретение позволяет сконструировать двигатели с таким же расстоянием между отверстиями цилиндров, как и у современных двигателей с полностью сухими гильзами, путем разделения гильзы на две характерные части, одну влажную и одну сухую. Верхняя, или влажная, часть гильзы снабжена полностью контролируемым проходом вокруг гильзы для охлаждающей жидкости. В то же время нижняя, или сухая, часть вкладыша сконструирована таким образом, чтобы обеспечить надежную опору для всего вкладыша, а также обеспечить посадку вкладыша, что устраняет необходимость в дополнительном уплотнении между верхним (влажным) и нижним слоями. (сухих) частей гильзы и устраняет необходимость в каком-либо дополнительном уплотнении, обычно необходимом для гильз мокрого типа, чтобы предотвратить смешивание охлаждающей жидкости с маслом цилиндра.
Соответственно, целью настоящего изобретения является объединение лучших характеристик гильз мокрого и сухого типа, используемых в настоящее время в двигателях внутреннего сгорания высокой мощности, при устранении недостатков гильз каждого типа.
Еще одной целью настоящего изобретения является обеспечение повышенного охлаждения в верхней части цилиндра, где происходит воспламенение и где происходит наибольшая температура, и пониженное охлаждение в нижней части цилиндра, где требования к охлаждению не столь велики.
Еще одной целью настоящего изобретения является создание конструкции, в которой зацепление нижней (сухой) части гильзы цилиндра обеспечивает эффективную поддержку всей гильзы и позволяет сделать верхнюю (мокрую) часть гильзы тоньше, чем в противном случае.
Еще одной целью настоящего изобретения является создание конструкции, в которой буртик на гильзе приводится в уплотняющее зацепление с буртиком на стенке цилиндра, устраняя необходимость в специальном уплотнении между ними.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним из вариантов настоящего изобретения гильза цилиндра сформирована таким образом, что верхняя часть, покрывающая примерно одну треть длины гильзы, сконструирована так, чтобы быть влажной. вкладыша, а нижняя часть, простирающаяся примерно на две трети длины вкладыша, представляет собой вкладыш сухого типа. Внутренняя стенка цилиндра и соответствующая нижняя часть гильзы обработаны таким образом, чтобы обеспечить посадку с натягом в условиях эксплуатации. Гильза прочно поддерживается этим зацеплением гильзы с натягом с отверстием цилиндра примерно на две трети длины гильзы. Это имеет дополнительное преимущество, заключающееся в возможности сделать верхнюю часть гильзы над этой посадкой с натягом (то есть влажную часть гильзы) тоньше, чем это было бы возможно в противном случае, и тем самым уменьшить расстояние между отверстиями соседних цилиндров. Стенка цилиндра подвергается механической обработке для обеспечения буртика по существу на стыке верхней (влажной) и нижней (сухой) частей гильзы, и в этой точке гильзы формируется соответствующий буртик. Эти выступы приводятся в плотное уплотняющее зацепление за счет крутящего момента, прилагаемого к винтам головки цилиндров во время сборки головки цилиндров на блоке цилиндров. Вертикальный размер плеча на подкладке должен составлять не менее 1/8 вертикального размера верхней (влажной) части подкладки. Влажная часть гильзы цилиндра состоит из чередующихся более тонких и более толстых частей, при этом более толстые части укрепляют гильзу во влажной зоне и позволяют сделать общую толщину этой части гильзы меньше, чем это было бы возможно в противном случае. Кроме того, формы, связанные с этой конструкцией, обеспечивают множество смещенных по вертикали параллельных кольцевых каналов, по которым охлаждающая жидкость направляется параллельными путями вокруг верхней части каждого из цилиндров с одной стороны каждого цилиндра на другую его сторону.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания изобретения делается ссылка на прилагаемые чертежи, на которых
РИС. 1 представляет собой вид сбоку в поперечном сечении одного цилиндра двигателя внутреннего сгорания, сконструированного в соответствии с настоящим изобретением;
РИС. 2 представляет собой вид сверху в разрезе двигателя, показывающий цилиндр, показанный на фиг. 1 и части соседних цилиндров двигателя; и
РИС. 3 представляет собой вид сбоку в разрезе, включающий часть головки блока цилиндров.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
При выполнении данного изобретения в одном из его вариантов предлагается двигатель внутреннего сгорания с высокой выходной мощностью, который включает в себя множество смежных цилиндров, некоторые из которых показаны на фиг. 2. Двигатель, который является предметом настоящего изобретения, относится к все более широко используемому типу, в котором мощность двигателя увеличивается за счет увеличения давления зажигания и тепловой нагрузки. Вытекающая из этого потребность в повышенной охлаждающей способности способствовала использованию гильз цилиндров мокрого типа для таких двигателей, несмотря на указанные выше недостатки. В двигателе по настоящему изобретению эти недостатки были устранены при обеспечении надлежащего охлаждения за счет использования в каждом канале цилиндра гильзы цилиндра, которая включает одну часть мокрого типа, а другую часть — сухого типа.
Обращаясь теперь к ФИГ. 1 и 2 показан блок 10 двигателя, включающий картер 12 в его нижней части и множество отверстий 14 цилиндров в его верхней части. Отверстия 14 цилиндра полностью обработаны для размещения внутри каждого из этих отверстий гильзы 16 цилиндра. В соответствии с настоящим изобретением эта гильза цилиндра имеет две части: верхнюю часть 18 мокрого типа и нижнюю часть. часть 20, которая относится к сухому типу. Внешняя стенка нижней части 20 также полностью обработана, чтобы обеспечить посадку с натягом соответствующей части 22 отверстия цилиндра в рабочих условиях. Поскольку гильза 20 в условиях эксплуатации подвергается большему нагреву, чем блок 10 двигателя, она расширяется в большей степени. Соответственно, при изготовлении и сборке гильзы размеры гильзы относительно блока цилиндров таковы, что гильза может быть собрана со скользящей посадкой. Однако размеры выбираются таким образом, чтобы расширение гильзы в условиях эксплуатации приводило к вышеупомянутой посадке с натягом.
Нижняя часть 20 составляет большую часть длины гильзы цилиндра. В раскрытом конкретном варианте осуществления эта часть составляет примерно две трети длины гильзы цилиндра, а верхняя, или влажная, часть составляет примерно одну треть длины. Из-за большой длины гильзы цилиндра, вставленной в отверстие цилиндра, и из-за механической обработки отверстия цилиндра и этой части гильзы достигнутая вышеупомянутая посадка с натягом обеспечивает по существу всю опору, необходимую для гильзы цилиндра. Кроме того, из-за размера обеспечиваемой таким образом опоры можно сделать верхнюю часть гильзы цилиндра тоньше, чем это было бы возможно в противном случае, тем самым минимизируя расстояние между соседними отверстиями цилиндра, необходимое для обеспечения пространства для верхней части цилиндра. лайнер. Основная часть тепла, вырабатываемого в каждом цилиндре, приходится на верхнюю часть цилиндра, где происходит воспламенение. В соответствии с настоящим изобретением практически все жидкостное охлаждение цилиндра обеспечивается в этой части, а для нижней сухой части гильзы цилиндра не предусмотрено отдельное охлаждение.
Для обеспечения достаточного количества охлаждения, необходимого в верхней части цилиндра, верхняя часть 18 гильзы цилиндра подвергается механической обработке вдоль ее наружной поверхности для получения множества дугообразных секций 24. Дугообразные секции в сочетании с Примыкающие стенки 26 канала цилиндра обеспечивают множество параллельных каналов 28 для охлаждающей жидкости вдоль наружной поверхности верхней части гильзы цилиндра. Охлаждающая жидкость от насоса охлаждающей жидкости (не показан) подается в канал 30, который проходит вдоль одной стороны всех цилиндров двигателя. Отдельные отверстия 32 предусмотрены для каждого из цилиндров, чтобы обеспечить сообщение каждого отдельного цилиндра с галереей 30. Каналы 32 специально обеспечивают сообщение жидкого хладагента из галереи 30 во множество параллельных каналов 28, как лучше всего показано на фиг. 1. На противоположной стороне каждого цилиндра предусмотрен коллектор 34, из которого жидкая охлаждающая жидкость направляется через отверстие 36 в головку блока цилиндров, а оттуда обратно в насос охлаждающей жидкости.
Жидкий хладагент под значительным давлением подается из насоса хладагента и канала 30 в параллельные каналы 28 и течет с высокой скоростью через эти каналы для эффективного отвода тепла от высокотемпературной части цилиндра. Охлаждающая жидкость направлена, как лучше всего показано на фиг. 2, двумя полукруглыми путями 38 от отверстий 32 к коллектору 34. Нижняя часть 20 гильзы цилиндра, как уже упоминалось, сухого типа и не снабжена жидкостным охлаждением, полное охлаждение для цилиндр обеспечивается жидкой охлаждающей жидкостью, циркулирующей вокруг верхней трети гильзы цилиндра.
Как упоминалось ранее, значительная длина нижней части 20 гильзы цилиндра, которая в рабочих условиях имеет посадку с натягом в обработанном отверстии цилиндра, обеспечивает поддержку гильзы, которая позволяет сделать верхнюю часть гильзы цилиндра тоньше, чем это было бы возможно в противном случае. Кроме того, дугообразная конструкция верхней части гильзы цилиндра не только обеспечивает множество параллельных путей для эффективной циркуляции через нее жидкого хладагента с высокой скоростью, но и обеспечивает наличие чередующихся более толстых частей 40, которые увеличивают прочность верхней части гильзы. втулка цилиндра.
За счет конструкции по данному изобретению достигается более равномерное распределение температуры по длине гильзы цилиндра. Верхняя часть 18, которая получает большую часть тепловой нагрузки сгорания, подвергается контролируемому высокоскоростному потоку охлаждающей жидкости через множество каналов 28. Эта высокоскоростная охлаждающая жидкость находится в непосредственном контакте с влажной частью 18 гильзы цилиндра. способствуя наиболее эффективной теплопередаче. Поскольку обработанные дугообразные секции 24 обеспечивают проходы вокруг гильзы цилиндра, по существу, с постоянным поперечным сечением, скорость охлаждающей жидкости остается практически постоянной по мере ее циркуляции вокруг гильзы, дополнительно способствуя равномерному распределению температуры в гильзе. Кроме того, более тонкая верхняя часть 18 гильзы цилиндра, ставшая возможной благодаря прочной опоре с натягом значительной части гильзы в отверстии цилиндра, дополнительно улучшает теплопередачу. Кроме того, обеспечение раздельной циркуляции охлаждающей жидкости из канала 30 вокруг каждой из гильз цилиндров по полукруглым каналам 38 обеспечивает охлаждение каждой из гильз цилиндров как отдельного объекта, изолированного от охлаждающей жидкости, подаваемой на соседние гильзы. При таком параллельном расположении охлаждение одного вкладыша не зависит от охлаждения других вкладышей.
Еще одной особенностью настоящего изобретения является устранение уплотнительных колец, которые обычно требуются для гильз цилиндров мокрого типа, чтобы предотвратить смешивание жидкой охлаждающей жидкости с маслом в картере. В конструкции данного изобретения эта необходимость в специальных уплотнениях устраняется за счет значительной длины посадки с натягом и за счет наличия заплечиков на гильзе цилиндра и стенке цилиндра. В частности, как показано на фиг. 1 и 3, гильза цилиндра сформирована так, что включает, по существу, на стыке верхней влажной части 18 и нижней сухой части 20 буртик 42. Соответствующий буртик 44 выточен на стенке цилиндра для взаимодействия с буртиком 42. В собранном положении двигателя заплечик 42 плотно прижимается к заплечику 44. Это, наряду с длиной посадки с натягом в нижней части 20 гильзы цилиндра, гарантирует, что жидкая охлаждающая жидкость не попадет в верхняя часть гильзы цилиндра может попасть в масло из картера.
Заплечики 42 и 44 могут быть запрессованы в уплотняющее зацепление любым подходящим способом, зацепляя блок цилиндров и прижимаясь к верхнему концу гильзы цилиндра. Конкретное устройство для достижения этой цели, не требующее дополнительных элементов, помимо тех, которые обычно используются с обычными двигателями, показано на фиг. 3. Как показано, двигатель включает в себя головку цилиндра 46, а обычная прокладка 48 расположена между нижней поверхностью головки цилиндра и верхней поверхностью блока 10. Головка цилиндра прижимается к прокладке с помощью множество винтов 50, показанных на фиг. 3, головки 52 которых входят в зацепление с верхней частью головки цилиндров. Резьбовая часть 54 каждого из этих винтов входит в зацепление с соответствующей резьбовой частью блока 10 для обеспечения герметичного соединения между головкой блока цилиндров и блоком. Как показано на фиг. 3, головка 46 цилиндра также прижимает прокладку 48 к верхнему концу гильзы 16 цилиндра и, таким образом, приводит буртики 42, 44 гильзы цилиндра и стенку цилиндра в прочное уплотняющее зацепление. Таким образом, крутящий момент, прилагаемый к винтам 50 головки цилиндров при нормальной сборке головки цилиндров на блоке 10, в то же время влияет на вышеупомянутое уплотнение между гильзой цилиндра и стенкой цилиндра в буртиках 42, 44.
Конструкция гильзы 16 цилиндра вблизи буртика 42 также важна для достижения оптимальных характеристик. В частности, буртик 42 гильзы 16 цилиндра имеет вертикальный размер L 1 , который составляет минимум 1/8 длины L 2 верхней (влажной) части 18 гильзы. Изобретатели сочли, что это соотношение размеров необходимо, чтобы избежать деформации вкладыша в условиях эксплуатации. Поверхность 56 буртика 42 отстоит примерно на 0,020 дюйма от внутренней стенки блока 10 двигателя.0003
Благодаря конструкции этого изобретения были сохранены оптимальные преимущества мокрого и сухого типов гильз цилиндров при устранении недостатков каждого из этих типов, рассмотренных ранее в этом описании. Устройство охлаждения по данному изобретению уменьшает пространство, необходимое между соседними цилиндрами в случае обычной гильзы мокрого типа, и тем самым уменьшает длину, вес и громоздкость двигателя без ущерба для эффективного охлаждения двигателя. Кроме того, благодаря этому изобретению были устранены специальные уплотнения, ранее требовавшиеся для гильз цилиндров мокрого типа, и дополнительное техническое обслуживание, связанное с использованием и периодической заменой таких уплотнений.
Следует понимать, что, хотя был проиллюстрирован конкретный предпочтительный вариант осуществления изобретения заявителей, могут быть сделаны модификации, не отступающие от сущности и объема настоящего изобретения. Например, двигатель в проиллюстрированном варианте осуществления относится к рядному вертикальному типу, но очевидно, что изобретение в равной степени применимо к двигателям V-образного типа. Кроме того, несмотря на то, что каналы 28 для охлаждения верхней части гильзы цилиндра в проиллюстрированном варианте осуществления выполнены во внешней стенке гильзы, эти каналы при желании могут быть образованы путем механической обработки дугообразных поверхностей на прилегающей поверхности. отверстия цилиндра, а не в гильзе цилиндра. Однако показанная форма является предпочтительной, поскольку механическая обработка упрощается, когда дугообразные поверхности формируются на внешней стенке гильзы цилиндра.
VEVOR Универсальный съемник гильзы цилиндра, совместимый с Caterpillar CAT Mack Cummins, работает с мокрыми гильзами дизельных двигателей большой мощности диаметром от 3-7/8 до 6-1/4 дюйма, заменяет PT-6400-C, 3376015, M50010- B
Съемник гильзы цилиндра
Подходит для отверстий диаметром от 3,7 до 6,2 дюймов, сталь 45# и регулируемые поворотные ножки
Изготовленный из стали 45#, этот съемник гильзы цилиндра достаточно прочен для длительного срока службы. Съёмник, оснащённый подпружиненными ножками, может автоматически регулироваться в соответствии с вкладышем. Оно подходит для отверстий диаметром 3,7–6,2 дюйма, совместимо с двигателями Mack, Cummins, Volvo, Detroit и другими двигателями CAT. Одним словом, это отличный инструмент, который поможет вам снять гильзы цилиндров при незначительных повреждениях блока цилиндров.
Отличная совместимость
Премиальная производительность и особенности
Спремуемые ноги. оборудование и инструменты. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Tough is leading в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Incredibly Low Prices
- Fast & Secure Delivery
- 30-Day Free Returns
- 24/7 Attentive Service
Premium Compatibility
Compatible with Mack, Cummins, Volvo, Detroit and other CAT Этот съемник гильз цилиндров широко используется для надежного снятия гильз цилиндров во избежание повреждения блока цилиндров.
Прямая замена
Универсальный съемник гильз подходит для мокрых гильз цилиндров шириной 3,7-6,2 дюйма и может быть прямой альтернативой PT-6400-C, M50010-B и 3376015 с высокой эффективностью.
Регулируемые ножки и ходовой винт
Наши ножки могут автоматически регулироваться в соответствии с шириной гильзы цилиндра, что экономит много времени и энергии при регулировке оборудования. Кроме того, ходовой винт толщиной 0,7 дюйма будет более прочным в процессе удаления.
Сварная и обработанная сталь
Съемник втулок двигателя из высококачественной стали 45# устойчив к истиранию, ударам и коррозии. Обладая высокой точностью и твердостью, такие материалы премиум-класса обеспечат долгую службу.
Прецизионная конструкция
Универсальный съемник гильз цилиндров имеет прочную и разумную конструкцию. Шайба, подшипник, втулка, тормозной штифт и толстые перегородки предназначены для стабилизации всего съемника и помогают быстро завершить разборку.
Различное применение
Этот универсальный съемник цилиндров предназначен для легкого снятия гильзы цилиндра и уменьшения повреждения цилиндра в процессе. Это отличный помощник для автомастерских, гаражей, обслуживания автомобилей.
Технические характеристики
Модель: K04T
Диапазон размерных размеров: 3,7-6,2 дюйма/ 95-157 мм
Материал: 45# lel
958.0003
Макс. Длина ведущего винта: 12,1 дюйма/ 308 мм
Толщина перегородки: 0,7 дюйма/ 15 мм
Вес предмета: 23,1 фунта/ 10,5 кг
Размер предмета: 6.18 x 22.2 x 12.1. x 26 см
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Tough is leading в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Фаст и безопасная доставка
- . Стальные и регулируемые поворотные ножки
- Изготовленный из стали 45#, этот съемник гильзы цилиндра обладает достаточной прочностью для увеличения срока службы. Съёмник, оснащённый подпружиненными ножками, может автоматически регулироваться в соответствии с вкладышем. Оно подходит для отверстий диаметром 3,7–6,2 дюйма, совместимо с двигателями Mack, Cummins, Volvo, Detroit и другими двигателями CAT. Одним словом, это отличный инструмент, который поможет вам снять гильзы цилиндров при незначительных повреждениях блока цилиндров.
- Прекрасная совместимость
- Премиум-производительность и характеристики
- Конструкция подпружиненных ножек
- Превосходный материал
Премиум-совместимость
Совместимость с двигателями Mack, Cummins, Volvo, Detroit и другими двигателями CAT. аккуратно снимите гильзы цилиндров, чтобы не повредить блок цилиндров.
Прямая замена
Универсальный съемник гильз подходит для мокрых гильз цилиндров шириной 3,7-6,2 дюйма и может быть прямой альтернативой PT-6400-C, M50010-B и 3376015 с высокой эффективностью.
Регулируемые ножки и ходовой винт
Наши ножки могут автоматически регулироваться в соответствии с шириной гильзы цилиндра, что экономит много времени и энергии при регулировке оборудования.
Кроме того, ходовой винт толщиной 0,7 дюйма будет более прочным в процессе удаления.Сварная и обработанная сталь
Съемник втулок двигателя из высококачественной стали 45# устойчив к истиранию, ударам и коррозии. Обладая высокой точностью и твердостью, такие материалы премиум-класса обеспечат долгую службу.
Прецизионная конструкция
Универсальный съемник гильз цилиндров имеет прочную и разумную конструкцию. Шайба, подшипник, втулка, тормозной штифт и толстые перегородки предназначены для стабилизации всего съемника и помогают быстро завершить разборку.
Различное применение
Этот универсальный съемник цилиндров предназначен для легкого снятия гильзы цилиндра и уменьшения повреждения цилиндра в процессе. Это отличный помощник для автомастерских, гаражей, обслуживания автомобилей.
Содержание пакета
- 1 X Cylinder Liner Puller
Технические характеристики
- Модель: K04T
- Диапазон размеров: 3,7-6,2 дюйма/ 95-157 MM
- . гильза цилиндра
- Макс. Длина ходового винта: 12,1 дюйма/308 мм
- Толщина перегородки: 0,7 дюйма/15 мм
- Вес изделия: 23,1 фунта/10,5 кг
- Размер изделия: 6,18 x 22,2 x 12,1 дюйма/15,7 x 56,5 x 256 см3
Что такое гильза цилиндра? | Какие существуют типы гильзы цилиндра?
Содержание
- 1 Что такое гильза цилиндра?
- 2 Функция цилиндрической лайнера
- 3 Типы цилиндрических вкладок
- 3,1 1) Сухой лайнер
- 3,2 2) Мокрый лайнер. Сухая и мокрая гильза
- 6 Часто задаваемые вопросы Раздел
- 6.1 Какова функция гильзы цилиндра?
- 6.2 Какие бывают гильзы цилиндров?
- 6.3 Что такое гильза цилиндра на корабле?
Двигатель — одна из важнейших частей автомобиля. Он вырабатывает энергию для движения автомобиля. Двигатель автомобиля состоит из разных частей. Гильза цилиндра является важнейшей частью двигателя. Он также известен как гильза цилиндра .
Что такое гильза цилиндра? Обеспечивает плавный ход поршня. В этой статье в основном объясняются различные аспекты гильзы цилиндра.Гильза цилиндра представляет собой втулку, надетую на отверстие блока цилиндров для создания цилиндрической формы. Поршень двигателя движется вперед и назад в гильзе цилиндра. Это жизненно важная часть автомобиля, которая образует гладкую внутреннюю сторону двигателя.
Гильзы цилиндров обычно используются на двигателях с блоками цилиндров из алюминиевого сплава. Это связано с тем, что блок двигателя из алюминиевого сплава без гильзы имеет плохую износостойкость и может деформироваться при высоких температурах. Поэтому линейный используется для лучшей поверхности, которая может выдерживать высокие температуры и давления.
Срок службы цилиндра между повторными отверстиями зависит от следующих факторов:
- Коррозия
- Истирание
Истирание сильно зависит от атмосферных условий и эффективности масляного и воздушного фильтров.
Запыленный воздух очень опасен, так как увеличивает износ цилиндра.Коррозионно-активные продукты, образующиеся при сгорании топливно-воздушной смеси, вызывают коррозию цилиндров.
Кислая влага на стенке цилиндра также ускоряет коррозию при низких температурах. Гильзы цилиндров увеличивают срок службы цилиндра двигателя.
Для изготовления вкладышей используются высококачественные материалы. Вы можете легко снять и заменить вкладыш.
Гильза цилиндра должна иметь отличную износостойкость и способность удерживать масло для смазки поверхности между поршневым кольцом и стенкой.
Функция гильзы цилиндраГильза цилиндра является одной из наиболее важных частей поршневого насоса или двигателя. Это область, в которой движется поршень. Основная функция гильзы цилиндра — уменьшить утечку и обеспечить гладкую поверхность скольжения и пространство для теплопередачи охлаждающей жидкости.
Гильза цилиндра имеет цилиндрическую форму.
Он изготовлен из специального сплава железа, в состав которого входят хром, никель, марганец и кремний.1) Поверхность скольжения
Одной из основных функций гильзы цилиндра является обеспечение поверхности скольжения для движения поршня. Он действует как внутренняя стенка цилиндра. Он задерживает смазку. Гильза цилиндра имеет следующие основные характеристики:
- Исключительная износостойкость
- Меньший износ самой гильзы цилиндра
- Низкий расход смазочного материала
- Меньший износ противоположного поршневого кольца
2) Способствует передаче тепла
Влажная гильза передает тепло охлаждающей жидкости для снижения температуры двигателя до оптимальной рабочей температуры, а сухая гильза передает тепло непосредственно блоку двигателя.
3) Обеспечивает превосходную герметизацию
Вкладыш имеет гладкую поверхность. Поэтому при контакте с поршневым кольцом обеспечивает превосходное уплотнение и уменьшает утечку газа в компрессионный и выхлопной газы.
4) Устойчивость к возгоранию
Гильза цилиндра способна выдерживать высокие температуры и давление во время сгорания, поэтому блок двигателя не подвергается большим нагрузкам.
5) Гильза служит изнашиванию и предотвращает повреждение блока цилиндров.
Подробнее: Различные типы двигателей
Типы гильз цилиндровГильза цилиндра бывает следующих типов:
- Сухая гильза
- Мокрая гильза
- Ребристая гильза цилиндра
Этот тип гильзы цилиндра имеет бочкообразную форму. В верхней части установлен фланец. Этот фланец удерживает гильзу в том же положении, что и блок двигателя. Эти вкладыши не имеют прямого контакта с охлаждающей водой.
Гнездо находится точно в цилиндре. Точный контакт между гнездом и блоком необходим для эффективного охлаждения гнезда цилиндра.
Кроме того, ударная нагрузка, тяга поршня и давление газа при сгорании топливовоздушной смеси противодействуют по всей толщине цилиндра и гнезда.
Поэтому сухая подводка тоньше. Диапазон толщины стенки сухой футеровки составляет от 1,5 мм до 3 мм и в основном используется для ремонта изношенных футеровок.
2) Мокрая гильзаВ мокрой гильзе гильза контактирует с охлаждающей водой или охлаждающей жидкостью. Сверху на гильзе имеется фланец, который входит в канавку в блоке цилиндров.
Нижняя кромка мокрой гильзы герметизируется с помощью уплотнительного кольца или уплотнительного кольца для предотвращения просачивания охлажденной воды в картер.
Когда мокрый лейнер подвергается сдвигу, давлению газа и ударным нагрузкам, толщина стенки футеровки увеличивается. Следовательно, мокрая прокладка имеет большую толщину, чем толщина стенки сухой прокладки.
Мокрый вкладыш имеет толщину стенки от 3 мм до 6 мм . Алюминий используется для покрытия внешней стороны вкладыша. Это покрытие является обязательным для предотвращения ржавчины.
Влажные вкладыши лучше охлаждаются, чем сухие. Его можно легко снять, если он изношен или поврежден.
3) Ребристые гильзы цилиндровРебристая гильза цилиндра работает так же, как и сухая гильза, но на внешней поверхности у нее есть гнезда для отвода тепла.
Жаростойкие и грязеотталкивающие металлы обычно используются в производстве оребренных вкладышей . Эти типы вкладышей в основном предназначены для двигателей с воздушным охлаждением. Он оснащен небольшими ребрами, которые с большой силой всасывают поступающий воздух для эффективного охлаждения цилиндра.
Подробнее: Работа и функционирование блока цилиндров двигателя
Гильза цилиндра Материал конструкцииГильза цилиндра чаще всего изготавливается из никель-хрома.
The nickel-chromium iron has the following elements:
- Chromium 0. 7%
- Nickel 2%
- Silicon 2%
- Carbon 3.5%
- Sulfur 0.05%
- Марганец 0,6 %
- Фосфор 1,5 %
Для повышения износостойкости гильза стабилизируется путем нагревания от 855°C до 865°C в течение 30–40 минут, а затем закалки в масле.
Сравнение сухой и мокрой гильзы- Блок цилиндров с сухой гильзой прочнее, чем с мокрой гильзой.
- Стенка влажного вкладыша имеет большую толщину, чем стенка сухого вкладыша.
- Влажные вкладыши можно обрезать перед установкой, но сухие вкладыши необходимо обрезать после установки.
- Сухие вкладыши не имеют прямого контакта с хладагентом, но защищают поршень от износа и загрязнения. Однако мокрые гильзы имеют непосредственный контакт с охлаждающей жидкостью.
- Влажная обшивка не требует точной обрезки снаружи, но сухая обшивка должна быть аккуратно обрезана.
- Сухие вкладыши устанавливаются непосредственно на стенку рубашки охлаждения блока.
- Мокрые вкладыши не требуют специальных инструментов для установки и замены.
- Мокрые вкладыши просты в установке.
- Для влажных гильз цилиндров требуется герметичное уплотнение для предотвращения попадания охлаждающей воды в картер, но для сухих гильз цилиндров герметичное уплотнение не требуется.
- Мокрые гильзы имеют непосредственный контакт с охлаждающей жидкостью и поэтому достаточно охлаждаются, в то время как сухие гильзы не имеют прямого контакта с охлаждающей жидкостью. Следовательно, сухая футеровка имеет более высокую рабочую температуру, чем рабочая температура мокрой футеровки.
Какова функция гильзы цилиндра?
Основной функцией гильзы цилиндра является уменьшение утечек и создание поверхности скольжения для поршневого кольца. Поршень двигателя перемещается внутри гильзы.
- Изготовленный из стали 45#, этот съемник гильзы цилиндра обладает достаточной прочностью для увеличения срока службы. Съёмник, оснащённый подпружиненными ножками, может автоматически регулироваться в соответствии с вкладышем.