
Гильзовка как операция капитального ремонта двигателя
Гильзовка представляет собой один из этапов капитального ремонта двигателя внутреннего сгорания, который состоит в монтаже в цилиндры блока металлических втулок.
Данные втулки (гильзы) выступают в качестве зеркала цилиндра, устраняя зазор между изношенной внутренней поверхностью цилиндра и двигающимся относительно нее поршнем.
Зазор между деталями появляется вследствие их износа в процессе работы, так как компоненты функционируют в экстремальных условиях.
Возникновение зазора можно определить по появлению стука на непрогретом двигателе, ухудшению компрессии, потере мощности мотора, повышению расхода смазочной жидкости. В конечном итоге это может привести к отказу двигателя.
На начальном этапе лишнее пространство заполняется путем подбора нового поршня, размер которого больше ранее используемого.
В определенный момент цилиндр истирается до такого состояния, при котором восстановление зазора установкой нового поршня невозможно. В этом случае приступают к капитальному ремонту и гильзовке блока цилиндров.
Гильзовке предшествует расточка блока цилиндров. Она представляет собой снятие тонкого металлического слоя для выравнивания поверхности путем устранения задиров и других дефектов.
Также расточка необходима для исправления геометрии посадочного гнезда блока цилиндров, в которое будет установлена ремонтная деталь. По мере работы круглая форма превращается в овальную.
Если цилиндр будет иметь неправильную геометрию, то новая гильза со временем повторит его очертания.
Существует две разновидности гильз для моторов: мокрые и сухие. Каждая из них имеет свои преимущества и недостатки и подходит для определенных двигателей.
Первый вид втулок контактирует с антифризом и обтягивается уплотнительными элементами – по этой причине детали и называются мокрыми.
Как правило, мокрые гильзы ставятся в блок цилиндров уже на этапе его производства. Загильзованные с завода блоки очень легко поддаются монтажу новых гильз – для этого даже не требуется проводить демонтаж двигателя. Также благодаря контакту с антифризом от таких деталей хорошо отводится тепло.
В незагильзованные с завода алюминиевые или чугунные блоки цилиндров ставятся сухие гильзы. Они представляют собой металлические втулки без уплотнителей.
Они гораздо сложнее поддаются монтажу, однако очень плотно устанавливаются в гнездо.
Самым распространенным методом монтажа сухих гильз в блок цилиндров является «горячая» гильзовка.
Она предполагает расширение посадочного гнезда под воздействием высоких температур и одновременное с этим уменьшение размера гильзы в жидком азоте.
После обработки втулки составом, препятствующим образованию влаги, она устанавливается в цилиндр.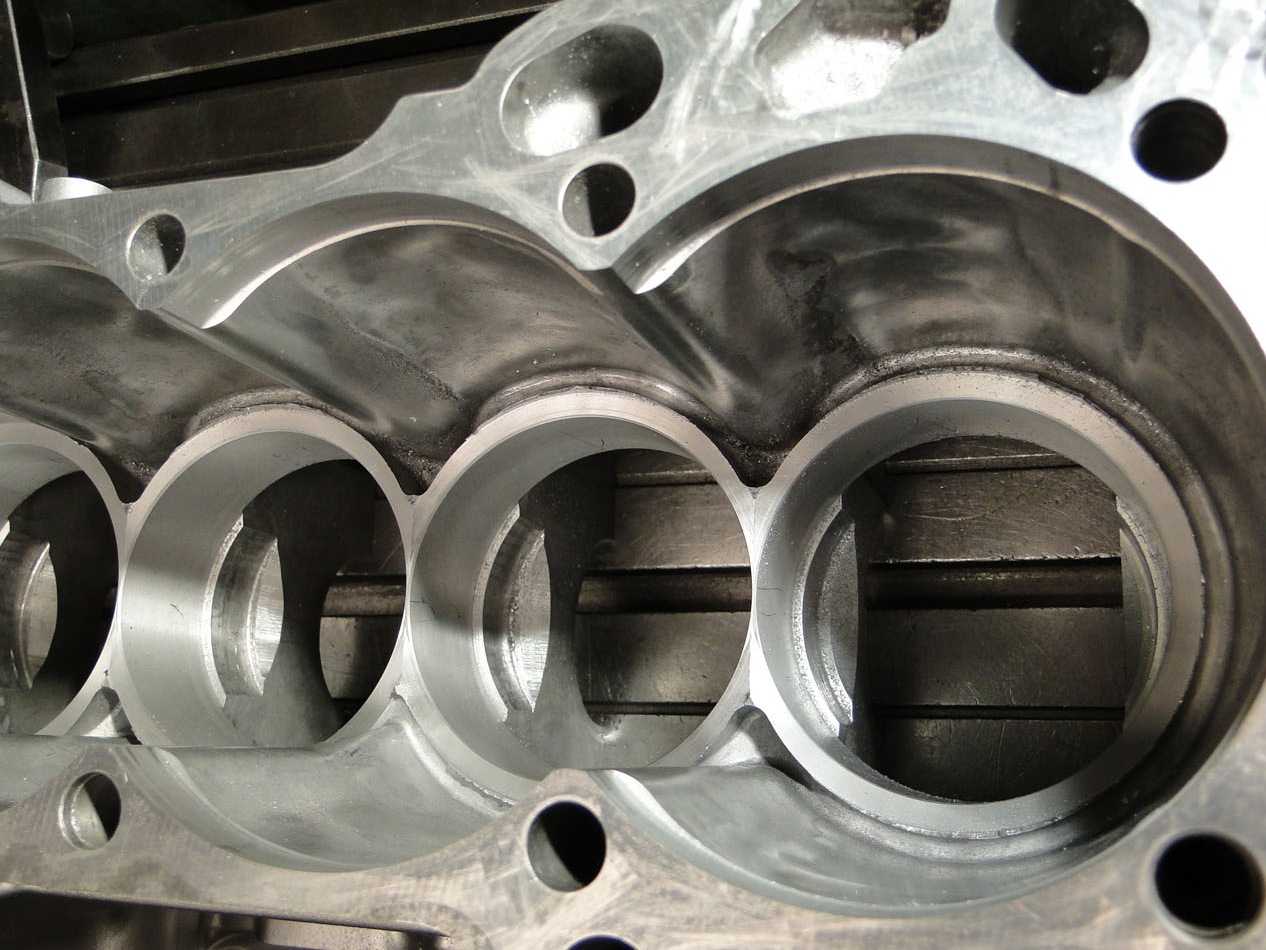 По мере восстановления нормальной температуры деталей обеспечивается плотная посадка.
По мере восстановления нормальной температуры деталей обеспечивается плотная посадка.
Однако нагревание блока цилиндров – очень трудоемкий процесс. Поэтому все чаще применяется метод холодной гильзовки – запрессовки с помощью специального сухого адаптивного смазочного материала MODENGY A-MOLY на основе дисульфида молибдена.
Внешняя часть гильзы обрабатывается составом, после чего медленно запрессовывается в посадочное гнездо.
Смазка снижает трение, облегчает установку и защищает от появления задиров. После монтажа блок продувается для удаления излишков смазочного материала.
Гильзованию подвергается любой двигатель неограниченное количество раз. Такой метод ремонта дает блоку цилиндров мотора новую жизнь.
Загильзованный двигатель может стабильно эксплуатироваться более сотни тысяч километров пробега, после чего снова подвергаться гильзованию.
Возврат к списку
Что такое гильзовка двигателя и как она делается
Подавляющее большинство автомобилистов и простых автолюбителей однозначно сталкивались с понятием гильзовки двигателя. При этом не все до конца понимают, что это значит и как проводится подобная процедура.
Гильзовка, как и расточка, затрагивает именно блок цилиндров ДВС. Подобные операции проводятся в рамках капремонта, то есть капитального восстановления силового агрегата.
Если говорить о расточке, то это метод устранения имеющихся дефектов на стенках цилиндров. Делается это путём снятия слоя металла. Расточку делают до получения ремонтных размеров, после чего туда устанавливаются новые ремонтные поршни и кольца. Что же касается гильзовки, то она используется в ситуациях, когда стенки имеют сильные и глубокие повреждения, не позволяющие устранить их методом расточки.
Дополнительно метод гильзовки применяют в ситуациях, когда цилиндры ранее растачивали до их максимальных ремонтных размеров. Есть некоторые моторы, где заводом не предусмотрена расточка, поскольку отсутствует возможность установки поршней ремонтного размера. Потому здесь сразу применяют гильзовку или гильзование.
Есть некоторые моторы, где заводом не предусмотрена расточка, поскольку отсутствует возможность установки поршней ремонтного размера. Потому здесь сразу применяют гильзовку или гильзование.
Понятие гильзы
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.
Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.
Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия. При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
Когда и для чего появилась гильзовка
Многим справедливо интересно, зачем вообще потребовалась гильзовка двигателя и когда впервые начали проводить подобные процедуры.
Изначально гильзование использовалось с целью снижения общей массы силового агрегата. Во многом огромным шагом на пути к снижению массы ДВС стало внедрение алюминия, который постепенно начал вытеснять чугун.
Хотя чугун прочный и дешёвый, он всё равно в 3 раза тяжелее, нежели алюминий. Плюс он страдает такой болезнью как коррозия, имеет меньшие показатели теплопроводности. Чтобы охлаждать такие блоки, требовалось значительно больше жидкости охлаждения.
Впервые внедрить алюминиевые блоки пытались ещё в 1930-годах, устанавливая их на спортивные машины. У облегчённых моторов появились блоки из алюминия, в которые вставляли мокрый тип гильз, изготовленных из чугуна.
 Украина/BLOCK machining,cylinders replacement# Engine rebuild Ukraine» src=»https://www.youtube.com/embed/UqHesqFz_YM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Украина/BLOCK machining,cylinders replacement# Engine rebuild Ukraine» src=»https://www.youtube.com/embed/UqHesqFz_YM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Спустя примерно 20 лет алюминий начали внедрять уже в серийное автопроизводство. Чугун на тот момент полностью не ушёл с рынка, поскольку в то время было сложно проводить гильзование. Проблемой оставалась сниженная жёсткость блока, высокие нагрузки на используемые гильзы, быстрый процесс прогара прокладок блока даже когда перегрев был незначительным.
Уже в начале 70-х инженеры перешли на активное применение уже сухих чугунных гильз внутрь алюминиевого блока. Технически было сложно запрессовать нагретую гильзу из чугуна в более мягкий по своей структуре алюминий. Плюс оба металла обладают разными коэффициентами по тепловому расширению. Это приводило к образованию зазоров между гильзами и стенками блока, когда мотор выходил на свои рабочие температурные показатели. По жёсткости алюминий не превосходил чугун, но вот общую массу блока удалось заметно снизить.
По жёсткости алюминий не превосходил чугун, но вот общую массу блока удалось заметно снизить.
Чуть позже по мере развития технологий инженеры перешли к процедуре, при которой гильзы не запрессовывали, а отливали вокруг блока. Внешне гильза из чугуна напоминала небольшую вставку, которую вплавляли в алюминий.
В итоге подняли прочность, но дальнейшая выпрессовка стала уже невозможной. То есть гильзованные по такой технологии моторы становились неремонтопригодными. Так фактически начался период одноразовых ДВС. Постепенно производители полностью отказались от гильз из чугуна, перестав их применять в алюминиевых блоках.
Актуально также узнать про ресурс двигателя, прошедшего процедуры гильзовки. То есть автолюбители интересуются касательно того, какой срок службы может быть у мотора после профессиональной гильзовки.
В действительности продолжительность службы во многом зависит от ряда факторов и правильности проведения всей процедуры, начиная с подготовки и выбора гильз, заканчивая обратной сборкой. Но можно сказать, сколько в среднем ходит гильзованный двигатель. После такого капитального ремонта эксплуатационный срок движка может составлять 100-150 тысяч километров. Это солидный период, учитывая разницу в финансовых затратах на капремонт и покупку нового, пусть даже и подержанного, двигателя.
Но можно сказать, сколько в среднем ходит гильзованный двигатель. После такого капитального ремонта эксплуатационный срок движка может составлять 100-150 тысяч километров. Это солидный период, учитывая разницу в финансовых затратах на капремонт и покупку нового, пусть даже и подержанного, двигателя.
Чтобы ДВС смог прослужить такой период, после завершения всех работ и начала эксплуатации не стоит забывать об элементарных правилах обслуживания.
Дальнейшее развитие и неремонтопригодные блоки
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.
Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.
В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.
Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.
Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.
Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.
На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку.
 Для этого в продаже доступны втулки из алюминия;
Для этого в продаже доступны втулки из алюминия; - Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
 Для этого в продаже доступны втулки из алюминия;
Для этого в продаже доступны втулки из алюминия;В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.
Комплекты кожуха охлаждения Franklin Electric для насосного агрегата
| Наша цена: ПОЗВОНИТЕ НАМ: +44(0)1473 462046 (без НДС 20%) | 9001 1
Торговая марка: Франклин Electric E-tech
Комплекты охлаждающих кожухов для насосов Franklin Electric с погружным двигателем
Тепловые потери, создаваемые погружным двигателем, должны отводиться в перекачиваемую среду посредством конвекции. Если минимальная скорость охлаждения погружного электродвигателя не может быть гарантирована, необходимо установить охлаждающую рубашку для обеспечения достаточного охлаждения.
Если минимальная скорость охлаждения погружного электродвигателя не может быть гарантирована, необходимо установить охлаждающую рубашку для обеспечения достаточного охлаждения.
- Информация
- Техническая информация
- Загрузка
- ЗАПРОСЫ
Комплекты охлаждающей втулки / кожуха для погружных насосов Franklin Electric
900 02 Тепловые потери, создаваемые погружным электродвигателем, должны отводиться в перекачиваемую среду посредством конвекции. . Если минимальная скорость охлаждения погружного электродвигателя не может быть гарантирована, необходимо установить охлаждающую рубашку для обеспечения достаточного охлаждения.Неадекватное охлаждение может иметь следующие причины:
- Недостаточная скорость потока
- ДИАМЕТР ДИАМЕТ , насосно-моторный агрегат дополнен охлаждающим рукавом. Эта отдельная «рубашка из листового металла» герметизирована над входным отверстием насоса. Таким образом, перекачиваемая среда всасывается снизу и направляется мимо двигателя, чтобы рассеивать тепловые потери двигателя (конвекция).
Для горизонтальной установки в открытом водоеме, напр. резервуар, озеро или проточный водоем.
Комплект охлаждающей втулки компонентов:
- Трубка охлаждающей втулки (нержавеющая сталь)
- Уплотнительное кольцо насоса (EPDM) с допуском для питьевой воды
- Распорка двигателя
- Хомуты для труб
- Сетчатый фильтр (принадлежности)
- Консоль (аксессуар для горизонтальный монтаж)
Описание продукта
Нажмите здесь, чтобы загрузить описание продукта
Требуется цитата? Да У вас есть вопрос по этому товару? При необходимости укажите номер детали и технические характеристики.
Адрес электронной почты: * Номер телефона: * 90 006 Ваше имя: * Название компании: * Страна: * Город: * Хотите подписаться на нашу рассылку ? Да Вы будете получать электронные письма о наших последних новостях, продуктах и услугах.
Дополнительную информацию см. в нашей политике конфиденциальности. * Пожалуйста, добавьте два числа Robot Coupe 59440 Комплект втулки двигателя
Только234,27 долл. США/каждый
Зарабатывайте до Возврат $7,03 (703 балла) с кредитной картой Webstaurant Rewards Visa®
Обычно отгружается в тот же день до 16:00 по восточному поясному времени
Сроки изготовления зависят от складских запасов производителя. 0014507692
Просмотр все Запчасти и аксессуары для коммерческих кухонных комбайнов Robot CoupeТехнические характеристики
- Количество
- 1 шт.
- Вес в упаковке
- 0,42 фунта
- Тип
- Детали двигателя
Является ли эта деталь OEM?
Да. Это часть OEM (производитель оригинального оборудования).
В чем разница между OEM-деталью и OEM-эквивалентной деталью?
Деталь OEM — это оригинальный компонент, который был изготовлен для вашего оборудования.
Мы также продаем детали, эквивалентные продукции OEM, но не являющиеся подлинными OEM. У каждого типа есть свои преимущества — вот некоторые моменты, которые следует учитывать при выборе между OEM и OEM-эквивалентными деталями:
• Использование детали OEM гарантирует, что вы будете соблюдать все действующие гарантии производителя и одобрения агентства для вашего продукта. Деталь, эквивалентная OEM, может давать или не давать такие же гарантии.
• Детали, эквивалентные OEM, изготавливаются по тем же спецификациям, что и оригинальные детали, и часто доступны по более низкой цене. В некоторых случаях он может даже поставляться из того же места, что и OEM-часть, хотя это может варьироваться от изделия к изделию.
Могут ли тип утилиты, серийный номер или дата производства моего оборудования повлиять на то, подходит ли эта деталь?
Иногда такие факторы, как напряжение, тип топлива и серийный номер, могут определять, подходит ли та или иная деталь к вашему конкретному устройству.
Мы делаем все возможное, чтобы предоставлять самую актуальную информацию на нашем сайте, но мы не можем гарантировать, что это прояснит все возможные сценарии. Если вам требуется дополнительное подтверждение того, что эта деталь подходит для вашего устройства, мы рекомендуем обратиться к литературе производителя и ресурсам для вашего оборудования, чтобы проверить правильность детали.Robot Coupe 59440 Комплект втулки двигателя.
Поскольку этот товар не хранится на нашем складе, время обработки, время доставки и наличие на складе могут различаться. Если вам нужны товары к определенной дате, пожалуйста, свяжитесь с нами до размещения заказа. Доступность ускоренной доставки может варьироваться. Мы не можем гарантировать, что этот товар может быть удален из заказа или возвращен после его размещения.
Вниманию жителей штата Калифорния: Опора 65 Предупреждение
Этот продукт может подвергать вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной функции.

 Дополнительную информацию см. в нашей политике конфиденциальности.
Дополнительную информацию см. в нашей политике конфиденциальности. 
 Мы делаем все возможное, чтобы предоставлять самую актуальную информацию на нашем сайте, но мы не можем гарантировать, что это прояснит все возможные сценарии. Если вам требуется дополнительное подтверждение того, что эта деталь подходит для вашего устройства, мы рекомендуем обратиться к литературе производителя и ресурсам для вашего оборудования, чтобы проверить правильность детали.
Мы делаем все возможное, чтобы предоставлять самую актуальную информацию на нашем сайте, но мы не можем гарантировать, что это прояснит все возможные сценарии. Если вам требуется дополнительное подтверждение того, что эта деталь подходит для вашего устройства, мы рекомендуем обратиться к литературе производителя и ресурсам для вашего оборудования, чтобы проверить правильность детали.