
Проточка коленвала – зачем она нужна?
Главная » Обслуживание Ремонт » Ремонт автодвигателя
Автор На чтение 3 мин Опубликовано
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Содержание
- Зачем и когда возникает необходимость проточить коленвал?
- Как выполняется проточка коленвала?
- Участие автовладельца в процессе реставрации
Зачем и когда возникает необходимость проточить коленвал?
Как известно, в блоке мотора коленчатый вал закрепляется с помощью коренных подшипников скольжения. Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые вкладыши. Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте двигателя.
Для того, чтобы ускорить процесс, водитель может:
- произвести разборку навесного оборудования мотора;
- извлечь двигатель из моторного отсека, вымыть его;
- произвести разборку и демонтаж коленчатого вала;
- после проведения токарных работ собрать всё в обратном порядке.
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.


Коленвал
10:2217.11.2020
Исправление геометрии постели вкладышей коленвала притиром
При установке коленвала в постелях блока цилиндров и зажатии коренных шеек закусывало коленвал из за эллипса посадочных мест. Решили поделится с вами уникальным методом с помощью которого мы восстановили геометрию постелей.
01:3430.12.2017
Причина биения шкива коленвала на VW T4 1.9d, ABL
01:1225.04.2019
Подозрения на течь сальника коленвала Mercedes M Class III W166 3.0d OM642? Сначала проверьте это.
Возможно течь происходит из развала блока.
20:5726.07.2019
История обрыва цепи ГРМ: замена двигателя VW Touareg 3.0d, CASA
Мотор стуканул, стружка в масляном фильтре, шестерня коленвала разрушена из-за перескочившей цепи. Замена двигателя.
Замена двигателя.
03:129.01.2019
Основная причина рывков автомобиля на переходных режимах. Opel Combo 1.7d, Z17DTH
Причины увеличенных люфтов (начиная с наиболее частых) приводящих к дерганью автомобиля: 1. Люфт двухмассового маховика, 2. Люфт диска сцепления, 3. Люфты в шрусах, 4. Люфты в шестернях КПП
07:2416.04.2020
Шлифуем торец коленвала на двигателе, VW Transporter T4 1.9d, 1X
Как мы шлифуем торцы коленвала прямо на автомобиле.
01:5120.04.2017
Почему стуканул вал Mercedes Benz Sprinter 313CDI, OM611 2.1d
02:315.05.2017
Чтобы не стучали коленвалы на Mercedes Benz Sprinter 2.1d OM646, OM611
02:3526.05.2017
Причина дергания авто при трогании. Как проверить люфт в приводе колёс, Ford Tourneo Connect I 1.8d
06:121.03.2016
Причина дисбаланса двигателя Mitsubishi L200 — самодельные зубья на счетном кольце коленвала
При диагностике автомобиля с помощью осциллографа Постоловского и скрипта CSS, мы определили что два цилиндра имеют низкую эффективность работы. После того как мы внимательнее посмотрели осциллограммы счетного кольца, то определили что из-за двух зубьев, восстановленных навариванием (их ширина была больше, чем у других) ЭБУ принимал решение что 2 и 3 цилиндры нормально не работают и уменьшал порцию топлива.
После того как мы внимательнее посмотрели осциллограммы счетного кольца, то определили что из-за двух зубьев, восстановленных навариванием (их ширина была больше, чем у других) ЭБУ принимал решение что 2 и 3 цилиндры нормально не работают и уменьшал порцию топлива.
01:1127.07.2012
Разбитый шкив коленвала на VOLKSWAGEN LT 2.5 TD
При замене ремня ГРМ, рекомендуем внимательно обращать внимание на шкив коленвала, в случае наличия трещин на демферной резине, необходимо шкив менять, а в плане хорошего тона то при замене привода ГРМ, меняйте и сам шкив. в большинстве случаев его ресурс не превышает 100тыс.км.
02:158.02.2015
Восстановление постели коленвала в блоке цилиндров
Что делать, когда выгребло постель под коренные вкладыши, а блок цилиндров идеальный? И мало того — его нет нигде и стоит он не мало. Такие случаи заставляют нас делать то, чего мы раньше не делали, а конкретно — растачивать одну постель и изготавливать «портянки». Получилось «на ура»! Двигатель с Mitsubishi Fuso Canter. И, кстати, на Камазах есть вкладыши ремонтных размеров по постели коленвала! Так что стоит призадуматься, особенно в последнее время когда доллар подорожал в три раза!
И, кстати, на Камазах есть вкладыши ремонтных размеров по постели коленвала! Так что стоит призадуматься, особенно в последнее время когда доллар подорожал в три раза!
01:013.04.2013
Лопнутый коленвал Citroen Jumper 2.8HDi
Если появился конкретный стук в двигателе, рекомендую сразу снять поддон двигателя и проверить состояние всех вкладышей, в основном это или шатун, или корень, или сам коленвал. Также будут видны поршни, гильзы и зазор в шатунном пальце. Кстати авто приехало своим ходом!
00:5821.04.2011
Лопнувший коленвал на HYUNDAI H-1 2.5 TD
Если на двигателе HYUNDAI H-1 2.5 TD резко начался стук, рекомендуем заглушить двигатель и проверить; №1 крепление шкива коленвала (возможно открутился болт коленвала), №2 сам коленвал (осевой люфт хвостовика) на вероятность его облома. Перед заменой коленвала необходимо проверить на соосность постель коленвала.
01:2224.12.2013
Как определить, треснутый ли коленвал.?
Простой дедовский способ, работает на 100%. У треснутого коленвала звук репящий, вызванный микротрещиной. У целого же коленвала звук звонкий. Я как-то в начале девяностых, работая мастером-контроллером на предприятии по ремонту двигателей Д65Н, пытался пропихнуть технологию магнитной дефектоскопии, но шлифовщик послал меня, так и продолжая бросать коленвалы на бетонный пол и прислушиваясь к их звону 🙂
У треснутого коленвала звук репящий, вызванный микротрещиной. У целого же коленвала звук звонкий. Я как-то в начале девяностых, работая мастером-контроллером на предприятии по ремонту двигателей Д65Н, пытался пропихнуть технологию магнитной дефектоскопии, но шлифовщик послал меня, так и продолжая бросать коленвалы на бетонный пол и прислушиваясь к их звону 🙂
00:4911.11.2013
Как проверить микротрещину в коленвале
На двигатели Мерседес Спринтер OM646 установили две турбины, подняли мощность с 80 до 110кВт, а коленвал оставили прежний, с двигателя 611-го — вот и не выдерживают постели коленвала и сами коленвалы, когда этот Спринтер пригрузят тремя тоннами.
00:2016.02.2012
Осевой люфт коленвала
Осевой люфт коленвала допускается не более 1-1.5мм. в данном случае без комментариев.
00:5319.11.2014
Как нельзя шлифовать коленвалы
1. В деталях двигателя, которые испытывают нагрузку, не должно быть острых углов, вызывающих концентрацию напряжений и приводящих к микротрещинам. Поэтому переход к галтелям коленвала должен быть закруглён.
2. Если коленвал кривой — нельзя его выравнивать шлифовкой в центрах, так как нарушается ход поршней, балансировка и начинается биение.
Поэтому переход к галтелям коленвала должен быть закруглён.
2. Если коленвал кривой — нельзя его выравнивать шлифовкой в центрах, так как нарушается ход поршней, балансировка и начинается биение.
00:4314.11.2014
Стук коленвала на MERCEDES BENZ 410 D Sprinter OM602
Глухой стук, немного меняющийся при нажатии педали сцепления, или при отпускании топливопроводов с форсунок, указывает на люфт коленвала в коренных вкладышах. На 602-м двигателе часто лопаются или ослабляются болты бугелей. В данном случае стучит именно коленвал.
03:1731.07.2014
Стенд для проверки датчиков положения валов
Уходим потихоньку от методов «научного тыка», то есть приобретения и установки заведомо новых деталей, вместо тех, которые под подозрением. На складе собралось немало эксклюзивных запчастей, безусловно самые ходовые запчасти есть в наличии, и иногда проще её воткнуть для метода исключения… Но есть такие запчасти, которые не только дорого стоят и тяжело снимаются, но и ждать их нужно две недели, и ещё не факт, что в них проблема. Мы также не сторонники «вешать» на клиента все экспериментальные приобретения, поэтому в большинстве случаев нужно точно знать цифры и параметры систем двигателя.
Мы также не сторонники «вешать» на клиента все экспериментальные приобретения, поэтому в большинстве случаев нужно точно знать цифры и параметры систем двигателя.
04:491.06.2015
Проверка блока цилиндров и коленвала стуканутого мотора Mercedes Sprinter 2.2 CDi
2х литровые двигатели Mercedes Sprinter не выдерживают нагрузки в 3 тонны: выело корренные вкладыши. Проверяем соосность постели коленвала, целостность коленвала по звуку и его биение.
00:5823.06.2015
Проверка равномерности выступания зубчиков счётного диска коленвала
Приспособление для определения биения зубцов на счетном кольце датчика коленвала. Биение в 0,5мм может привести к сбоям в работе двигателя!
Расточное оборудованиеLine: скучная тема?
Но, как заметил британский философ Бертран Рассел, «изменения — это одно, а прогресс — другое». В то время как некоторые могут сказать, что основные методы линейного растачивания отверстий коренных и распределительных подшипников в блоках двигателей не сильно изменились за 30 лет, другие говорят, что это не так уж и плохо.
Горизонтальная расточная оправка с установленными на ней резцами вставляется в блок, а затем центрируется в отверстиях коренных или кулачковых подшипников с помощью опорных втулок или крепления. Затем стержень поворачивают и продвигают, чтобы срезать металл с внутренней части отверстий, чтобы внутренний диаметр (ID) отверстий можно было изменить до желаемых размеров (вернуться к стандартному размеру или увеличить размер).
Альтернативным методом обработки отверстий является использование линейного хона. Для удаления металла в заточке используются абразивные камни, а не резцы. Линейное хонингование обычно удаляет меньше припуска и оставляет более гладкую поверхность, чем линейное растачивание, что делает его хорошо подходящим для операций, где требуется лишь минимальное удаление припуска или где желательна или требуется более гладкая обработка отверстия (например, в головках цилиндров с верхним расположением распредвала, где шейки распредвала имеют без вкладышей и вкладышей подшипников).
Почему скучно?
Существует три основных причины растачивания отверстий под коренные и распределительные подшипники в блоках цилиндров. Одним из них является восстановление изношенных, некруглых или поврежденных отверстий. Если двигатель перегревается или теряет давление масла, один или несколько подшипников коленчатого или распределительного вала могут заклинить и прокрутиться. Полученное в результате повреждение отверстия подшипника необходимо устранить путем механической обработки отверстия для установки подшипника стандартного размера или подшипника увеличенного размера.
Для коренных подшипников изношенное, овальное или поврежденное отверстие можно восстановить до стандартного внутреннего диаметра путем шлифовки или фрезерования монтажной поверхности коренных крышек, привинчивания крышек болтами к блоку и последующей вырезки отверстий. до их первоначальных размеров.
В случае изношенных, некруглых или поврежденных подшипников кулачков в блоке цилиндров съемные крышки отсутствуют. Единственный вариант — увеличить отверстия, чтобы можно было установить новые кулачковые подшипники увеличенного размера с большим наружным диаметром (OD).
Единственный вариант — увеличить отверстия, чтобы можно было установить новые кулачковые подшипники увеличенного размера с большим наружным диаметром (OD).
Причина номер два для линейного растачивания блока состоит в том, чтобы восстановить правильное выравнивание отверстия – процесс, который часто называют «выравниванием» растачивания (или хонингованием, если вместо расточной оправки используется линейный хонинговальный инструмент). Каким бы жестким ни казался блок двигателя, на самом деле в большинстве отливок присутствует довольно небольшое остаточное напряжение. По мере того, как новый «зеленый» блок стареет и подвергается повторяющимся термическим циклам, остаточные напряжения, оставшиеся от исходного процесса литья, имеют тенденцию деформировать и деформировать двигатель. Это влияет на выравнивание отверстий коленчатого и распределительного валов, а также цилиндров. В конце концов все успокаивается, и блок становится более или менее стабильным («выдержанный» блок). Подшипники, а также шейки коленчатого и распределительного валов постепенно изнашиваются, компенсируя возникшую деформацию.
Дополнительная деформация может возникнуть, если двигатель подвергается экстремальным нагрузкам (например, в гонках) или перегревается. Если оригинальный коленчатый или распределительный вал затем заменить без выравнивания растачивания блока, это может привести к заклиниванию или быстрому износу подшипника. Точно так же, если вы строите высокопроизводительный двигатель с жесткими допусками, вам не нужна несоосность основных отверстий или отверстий распредвала.
Третьей причиной линейного растачивания или хонингования блока является исправление или изменение центров отверстий или выравнивание отверстий (как при «чертеже» высокопроизводительного двигателя). Распредвал и коленвал должны быть параллельны в блоке. Если это не так, линейное растачивание может исправить смещение, чтобы восстановить правильную геометрию. В двигателях с высокими характеристиками также может быть причина слегка изменить осевую линию коленчатого или распределительного вала, чтобы изменить геометрию поршня или клапанного механизма.
Линейное растачивание также потребуется, если оригинальные крышки коренных подшипников заменяются более прочными крышками вторичного рынка, или если блок заменяется с двухболтовых коренных крышек на четырехболтовые коренные крышки. Для достижения наилучших результатов основные крышки с четырьмя болтами следует обрабатывать в три этапа. Сначала расточите корпуса с точностью до 0,030 дюйма от желаемого размера. Затем расточите еще раз с точностью до 0,005 дюйма от окончательного размера и доведите до нужного размера совместным хонингованием. Более твердые хонинговальные бруски лучше всего подходят для чугуна, в то время как более мягкие бруски (такие как карбид кремния J45 № 150) лучше подходят для биметаллических изделий, где блок изготовлен из алюминия, а основные колпачки изготовлены из чугуна, стали или металлического порошка.
Несмотря на то, что конечная цель скучных линий осталась неизменной, некоторые нововведения в недавнем прошлом сделали скучные линии чем угодно, только не скучным предметом.
Одним из недостатков использования традиционной горизонтальной расточной оправки является ее склонность к провисанию. Этому необходимо противодействовать, используя соответствующую опору, чтобы все отверстия были вырезаны прямо и правильно, без смещения между отверстиями и без изменений размера отверстия.
Одним из способов устранения влияния силы тяжести на расточной оправке является использование вертикально-расточного станка. Вращение блока и планки 90°, чтобы блок и планка были прямыми вверх и вниз, обеспечивают более точный и прямой срез, как говорит один из производителей этого типа оборудования. Это также экономит площадь пола, потому что машина имеет меньшую площадь основания.
Еще один способ обойти проблему провисания стержня — использовать насадку для фрезы под прямым углом 90° на фрезерном станке. Вместо использования длинного стального стержня для прохождения одной или нескольких фрез через основные отверстия фреза под углом 90° опускается в пространство между каждым основным отверстием, а затем перемещается в сторону для обработки внутреннего диаметра отверстия. Это похоже на работу за углом. Благодаря компьютерному числовому управлению (ЧПУ) каждое отверстие может быть точно обработано до точных размеров, а центральная линия каждого отверстия идеально расположена и выровнена со всеми остальными. Этот метод особенно хорошо работает с большими и тяжелыми блоками, которые могут быть слишком длинными для большинства расточных оправок.
Это похоже на работу за углом. Благодаря компьютерному числовому управлению (ЧПУ) каждое отверстие может быть точно обработано до точных размеров, а центральная линия каждого отверстия идеально расположена и выровнена со всеми остальными. Этот метод особенно хорошо работает с большими и тяжелыми блоками, которые могут быть слишком длинными для большинства расточных оправок.
OHC Applications
Когда головки блока цилиндров с верхним расположением распредвала получили широкое распространение, быстро стало очевидно, что для устранения множества проблем (износ отверстия распредвала, деформация и повреждение, а также деформация головки блока цилиндров) потребуется расточка или хонингование. ). Алюминиевые головки легко деформируются от перегрева. Когда голова становится горячей, она больше всего отекает в центральной области. Головка выпирает посередине, что приводит к смещению отверстий распредвала. Это, в свою очередь, может привести к неравномерному износу отверстий распределительного вала, заклиниванию распределительного вала или даже поломке кулачка.
Если кулачок OHC не поворачивается в головке, это означает, что кулачок заедает, потому что либо кулачок погнут, либо головка деформирована. В случае погнутого кулачка центральные отверстия кулачка будут чрезмерно изношены или изношены не по кругу. Если головка деформирована (что бывает со многими алюминиевыми головками), ее следует выпрямить ДО того, как она будет просверлена или обработана заново.
Примечание: Большинство искажений обычно приходится на центральную часть головы. Проверяя ровность деки, не просто кладите линейку по центру головы. Также проверьте плоскостность отверстий под болты с головкой по обеим сторонам платформы.
Чтобы выпрямить головку, прикрепите ее болтами к тяжелой стальной пластине для правки, используя прокладки под высокими точками, чтобы компенсировать коробление. Затем поместите головку в духовку, предварительно нагретую примерно до 500°F. Оставьте головку в духовке примерно на два часа, контролируя температуру головки, чтобы она поддерживалась на уровне от 450° до 475°F. контактный пирометр для проверки температуры головы, а не инфракрасный пирометр. Вы не хотите, чтобы пластик был слишком горячим (более 500 ° F), потому что это может слишком сильно смягчить пластик. Кроме того, если вы не нагреете голову до нужной температуры (не менее 450° F), вы можете вообще не выпрямить голову! В конце цикла духовки вытащите головку из духовки и дайте ей остыть на воздухе.
контактный пирометр для проверки температуры головы, а не инфракрасный пирометр. Вы не хотите, чтобы пластик был слишком горячим (более 500 ° F), потому что это может слишком сильно смягчить пластик. Кроме того, если вы не нагреете голову до нужной температуры (не менее 450° F), вы можете вообще не выпрямить голову! В конце цикла духовки вытащите головку из духовки и дайте ей остыть на воздухе.
Другие методы выпрямления алюминиевых головок включают в себя холодное прессование головки (рискованно, потому что вы можете треснуть или сломать ее), сварку TIG на верхней части головки, чтобы выровнять ее, и точечный нагрев горелкой с бутоном розы для устранения деформации.
Основная цель должна состоять в том, чтобы выровнять отверстия кулачка как можно более прямо, а не выпрямить поверхность деки. Низкие места на палубе всегда можно создать путем сварки и механической обработки плоской головки (для чего может потребоваться использование прокладки для прокладки головки в зависимости от того, насколько требуется шлифовка). Но, как правило, как только вы выровняете отверстия распредвала, большая часть искажений на деке также исчезнет.
Но, как правило, как только вы выровняете отверстия распредвала, большая часть искажений на деке также исчезнет.
В прошлом для головок OHC с изношенными отверстиями кулачков популярное решение заключалось в выравнивании отверстий в головке для установки вкладышей или вкладышей подшипников. В настоящее время более популярным решением является разрезание головки для установки кулачка с увеличенными шейками.
Проверка соосности
Соосность отверстий коленчатого и распределительного валов в блоках и головках OHC можно проверить, поместив поверочную линейку в отверстия или вдоль линий разделения отверстий и используя щуп для проверки смещения.
Насколько велико смещение? Это зависит от двигателя и приложения. Двигатель легкового автомобиля не так критичен, как двигатель с высокими оборотами или мощный дизельный двигатель. Как правило, для большинства двигателей легковых автомобилей и легких грузовиков требуется несоосность между всеми отверстиями не более 0,002 дюйма и несоосность между соседними основными отверстиями не более 0,001 дюйма. Для высокопроизводительных двигателей эти максимальные допуски можно уменьшить вдвое или более.
Для высокопроизводительных двигателей эти максимальные допуски можно уменьшить вдвое или более.
Другим параметром, на который следует обратить внимание, является износ отверстия. Диаметры отверстий обычно должны быть в пределах 0,001 дюйма от спецификаций для правильной поддержки подшипников, с овальностью не более 0,001 дюйма, если горизонтальный размер больше вертикального размера.
Также проверьте износ поверхности упорного подшипника крышки коренного вала. В случае износа или повреждения эта поверхность также должна быть обработана заново.
Изменения осевой линии
Если основные отверстия в блоках цилиндров или отверстия распредвала в головках OHC с крышками чрезмерно изношены, удаление крышек, их шлифовка и выравнивание рассверливанием или хонингованием отверстий до размера с установленными крышками может обычно восстанавливают отверстия. Но это слегка изменит центральную линию коленчатого или распределительного вала, сдвинув его дальше в блок или головку, если не будут приняты корректирующие меры для предотвращения этого.
Если блок подвергается центровке, втулки, поддерживающие хонинговальный брус, обычно устанавливаются в неповрежденных концевых шейках блока. Центрирующие штифты в середине стержня используются для центрирования стержня в центральном основном отверстии. Снятие припуска при хонинговании обычно ограничивается примерно 0,003 дюйма или менее.
В линейном расточном оборудовании для позиционирования прутка используются пилоты. Это позволяет быстрее снимать припуск и обычно не требует масла или смазки. Изменение положения стержень изменит осевую линию отверстий и коленчатого вала.0003
Многие двигатели могут выдерживать изменение положения центральной линии коленчатого вала на несколько тысячных, но другие не могут из-за изменений, которые это вызывает в других критических размерах, таких как высота платформы поршней, когда кривошип находится в верхней мертвой точке (что влияет на компрессию, зазор между поршнем и головкой и зазор между клапаном и поршнем). Двигатели с высокими характеристиками и дизели гораздо более чувствительны к изменениям осевой линии, чем двигатели легковых автомобилей.
Поскольку выравнивание главного отверстия очень важно, оно должно быть обработано в первую очередь на любом двигателе. И это должно быть сделано точно, потому что большинство других критических размеров сосредоточены вокруг коленчатого вала.
Обзор оборудования
Линейное расточное и хонинговальное оборудование можно приобрести у различных поставщиков, и вы можете потратить столько, сколько позволяет ваш бюджет. Некоторое оборудование предназначено исключительно для линейного растачивания и/или только хонингования (некоторое только для блоков цилиндров, какое-то только для головок OHC, а какое-то для того и другого). Другие типы оборудования предлагают множество возможностей и представляют собой полнофункциональные многоцелевые обрабатывающие центры.
В верхней части спектра находятся такие станки, как обрабатывающие центры с ЧПУ Rottler F67/F68 с их уникальными 9Приспособление для бурения трансмиссии под прямым углом 0 градусов (которое продается по цене около 70 000 долларов США в зависимости от аксессуаров) или их еще более крупные обрабатывающие центры F80 / F90 для обработки больших дизельных двигателей и промышленных двигателей (от 150 000 до 250 000 долларов США в зависимости от размера и возможностей) . Большие станки F80/F90 могут обрабатывать отверстия диаметром от двух до семи дюймов. Настройка выполняется быстро и легко, поскольку нет необходимости останавливаться и измерять диаметры отверстий во время процесса, как в случае с обычным линейным расточно-расточным или хонинговальным оборудованием. Размеры запрограммированы, и отверстия затем автоматически обрабатываются в пределах от 0,0001 дюйма до 0,0002 дюйма указанных допусков. Роттлера 9Приспособление для сверления под прямым углом 0 градусов также можно приобрести отдельно примерно за 10 000 долларов США для использования на существующем фрезерном станке.
Большие станки F80/F90 могут обрабатывать отверстия диаметром от двух до семи дюймов. Настройка выполняется быстро и легко, поскольку нет необходимости останавливаться и измерять диаметры отверстий во время процесса, как в случае с обычным линейным расточно-расточным или хонинговальным оборудованием. Размеры запрограммированы, и отверстия затем автоматически обрабатываются в пределах от 0,0001 дюйма до 0,0002 дюйма указанных допусков. Роттлера 9Приспособление для сверления под прямым углом 0 градусов также можно приобрести отдельно примерно за 10 000 долларов США для использования на существующем фрезерном станке.
Sunnen продает три разных станка. «CH-100» — это в первую очередь линейный хонинговальный станок для блоков цилиндров, но аксессуары включают в себя приспособление для линейного растачивания, приспособление для сверления кулачков и инструмент для накатки канавок (для установки увеличенных роликовых кулачковых подшипников или увеличения канавок кулачков для лучшего потока масла). Цена около 11000 долларов. Sunnen также продает вертикально-расточной станок «VAB 3600» производства DCM Tech. Это единственная машина на рынке с вертикальным бурением. В машине используется одноточечный фиксированный резак, и она может перемещать блок от пола к этажу всего за 15 минут. VAB 3600 может работать с большинством блоков двигателей, а также с головками OHC и продается по цене около 16 000 долларов. Третий станок Sunnen представляет собой портативную систему центрирующего растачивания для обработки основных отверстий и отверстий под кулачки в блоках цилиндров производства RMC. Эта система растачивания указывает осевую линию отверстия и может использоваться для перемещения осевой линии кулачка или основных отверстий вверх или вниз. Цена около 9 долларов,000.
Цена около 11000 долларов. Sunnen также продает вертикально-расточной станок «VAB 3600» производства DCM Tech. Это единственная машина на рынке с вертикальным бурением. В машине используется одноточечный фиксированный резак, и она может перемещать блок от пола к этажу всего за 15 минут. VAB 3600 может работать с большинством блоков двигателей, а также с головками OHC и продается по цене около 16 000 долларов. Третий станок Sunnen представляет собой портативную систему центрирующего растачивания для обработки основных отверстий и отверстий под кулачки в блоках цилиндров производства RMC. Эта система растачивания указывает осевую линию отверстия и может использоваться для перемещения осевой линии кулачка или основных отверстий вверх или вниз. Цена около 9 долларов,000.
BHJ продает линейно-расточное приспособление «LBF-1», которое подходит для фрезерного станка в Бриджпорте, примерно за 8000 долларов. С помощью этого типа оборудования вы можете выполнять основные отверстия и отверстия для кулачков в блоках двигателей большинства легковых автомобилей и легких грузовиков.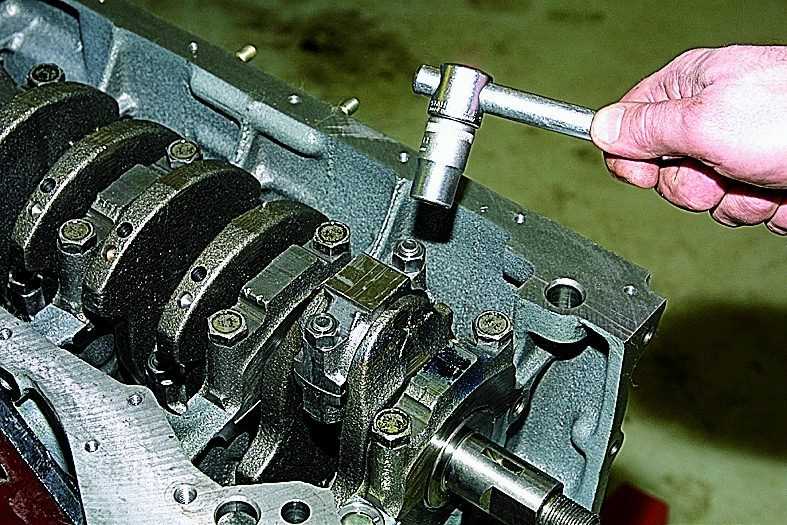 BHJ также продает приспособление для выравнивания кулачковых тоннелей CTA1 для использования с другим буровым оборудованием. Приспособление помогает установить положение расточной оправки в блоке для правильного выравнивания кулачка.
BHJ также продает приспособление для выравнивания кулачковых тоннелей CTA1 для использования с другим буровым оборудованием. Приспособление помогает установить положение расточной оправки в блоке для правильного выравнивания кулачка.
По цене от 11 000 до 18 000 долларов США CWT продает свой хонинговально-расточный станок линии «Lh200», который может обрабатывать большинство блоков легковых автомобилей и легких грузовиков, а также многие дизельные блоки и головки цилиндров с верхним расположением распредвала. Машина имеет все ручные органы управления и сверхтяжелую конструкцию для дополнительной жесткости и прочности. Крепление позволяет легко и быстро монтировать блоки или головки цилиндров OHC. Переменная скорость позволяет оператору выбирать скорость, которая лучше всего подходит для типа металла и диаметра отверстия. Также доступны специальные специальные эксцентрики, если пользователь хочет сместить осевую линию отверстия.
Компания Peterson Machine Tool имеет два станка: линейный расточной станок «BT6» (базовая цена 18 000 долларов США) для головок цилиндров и блоков длиной до 32 дюймов и расточный станок «BC4», который может обрабатывать более крупные блоки (например, дизельные). до 63 дюймов в длину (35 000 долларов).
до 63 дюймов в длину (35 000 долларов).
Вайнона Ван Норман продает специализированный линейно-расточной станок «LB3200/3800», который может выполнять большинство блоков или головок OHC для легковых и легких грузовиков за 25 450 долларов США, а также более крупное линейно-расточное оборудование итальянского производства для больших дизельных и промышленных двигателей.
Для небольшой мастерской, которой может понадобиться только простая линейная расточная оправка для резки головок цилиндров с верхним расположением раструба, Silver Seal «QV1001» быстрорастущая линейная расточная оправка продается по цене 3600 долларов США. Доступны фрезы различных размеров (фрезы для 10 лучших головок покрывают около 80 процентов рынка OHC), в том числе для расточки корпусов двигателей мотоциклов Harley Davidson.
Другие наиболее читаемые статьи…
PM Исследование №5 – как расточить коренные шейки коленчатого вала?
Help Support Home Model Engineer Forum:
нз120
Член
- #1
Привет
После 15 лет перерыва с детьми я достал старый недостроенный набор PM Research #5 и добился хороших результатов.
Сейчас мне нужно расточить коренные шейки коленчатого вала.
Я не могу понять, как просверлить отверстие .313 на каждом подшипнике И убедиться, что они находятся на одной линии.
Я использую токарно-фрезерный станок Sherline, и у меня есть регулируемая расточная головка, на которую можно установить расточный инструмент 3/8 дюйма. Но это, конечно, очень мало для этого расточной инструмента малого диаметра, поэтому я не могу просто начать растачивать на одном
Сняв литейную деталь, я уверен, что у меня одинаковая высота до центра каждой точки шейки, но я вижу, что нет как бы тщательно я ни пытался выровнять отливку перед тем, как расточить каждую шейку по отдельности, я не могу гарантировать идеальное совмещение двух отверстий. 0003
0003
Приветствуются любые предложения.
С уважением
Эндрю
Окленд
Новая Зеландия
Ведерштейн
Должен делать глупости….
- #2
Кажется, когда я делал свою, я полностью рассверлил отверстие. С тех пор прошло много лет, возможно, я забыл.
нз120
Член
- #3
Ведерштейн сказал:
Кажется, когда я делал свою, я полностью рассверлил отверстие.
С тех пор прошло много лет, возможно, я забыл.Нажмите, чтобы развернуть…

Спасибо за оперативный ответ.
То есть ты имеешь в виду, что использовал РАЗВЕРТКУ, а не сверло?
Я вижу, что доступны развертки 5/16″. Вы предлагаете просверлить пилотное отверстие прямо через обе шейки, а затем развернуть с одной стороны через обе шейки?
Ведерштейн
Должен делать глупости….
- #4
Если я правильно помню, я так и сделал. Но мое оборудование значительно больше, чем Шерлайн.
Давидят
Известный член
- #5
Я согласен с Ведерштейном. Когда я делал свою много лет назад, я просверлил пилотное отверстие, использовал сверло 19/64, чтобы открыть его, и закончил с разверткой 5/16. Затем повернул шатуны как можно ближе к 5/16. Мне нравится, чтобы допуски были очень малы, чтобы, когда я собираю кривошип в корпусе подшипника, он действительно плотно прилегал. Затем я снимаю крышки подшипников, смазываю их небольшим количеством притирочной пасты и начинаю плотно прижимать крышки подшипников, медленно поворачивая рукоятку, зажатую в аккумуляторной дрели. Просто продолжайте поворачивать, плотно закручивая крышки. Затем удалите притирочный состав, смажьте подшипники небольшим количеством масла и посмотрите, сможете ли вы провернуть рукоятку вручную. Если нет, повторите притирку, пока не сможете.
Кузнечик
Магазинчик
Известный член
- #6
Для многоцилиндрового двигателя правильным способом является расточка блока цилиндров. На видео ниже показана идея. Он держит отверстие в трехкулачковом патроне. Он должен быть между центрами. Упаковать блок до нужной высоты будет непросто. Для одноцилиндрового двигателя техника сверления и развертывания намного проще.
нз120
Член
- #7
Шопгизер сказал:
Для многоцилиндрового двигателя правильным способом является расточка блока цилиндров.
На видео ниже показана идея. Он держит отверстие в трехкулачковом патроне. Он должен быть между центрами. Упаковать блок до нужной высоты будет непросто. Для одноцилиндрового двигателя техника сверления и развертывания намного проще.Нажмите, чтобы развернуть…

Спасибо за этот пост …. это имеет смысл. Не уверен, что мои навыки достаточны для изготовления расточной оправки, достаточно маленькой для отверстия 5/16 дюйма, но я сохраню эту информацию, когда мне понадобится что-то большее.
нз120
Член
- #8
Давидят сказал:
Согласен с Ведерштейном.
КузнечикНажмите, чтобы развернуть…
 Когда я делал свою много лет назад, я просверлил пилотное отверстие, использовал сверло 19/64, чтобы открыть его, и закончил с разверткой 5/16. Затем повернул шатуны как можно ближе к 5/16. Мне нравится, чтобы допуски были очень малы, чтобы, когда я собираю кривошип в корпусе подшипника, он действительно плотно прилегал. Затем я снимаю крышки подшипников, смазываю их небольшим количеством притирочной пасты и начинаю плотно прижимать крышки подшипников, медленно поворачивая рукоятку, зажатую в аккумуляторной дрели. Просто продолжайте поворачивать, плотно закручивая крышки. Затем удалите притирочный состав, смажьте подшипники небольшим количеством масла и посмотрите, сможете ли вы провернуть рукоятку вручную. Если нет, повторите притирку, пока не сможете.
Когда я делал свою много лет назад, я просверлил пилотное отверстие, использовал сверло 19/64, чтобы открыть его, и закончил с разверткой 5/16. Затем повернул шатуны как можно ближе к 5/16. Мне нравится, чтобы допуски были очень малы, чтобы, когда я собираю кривошип в корпусе подшипника, он действительно плотно прилегал. Затем я снимаю крышки подшипников, смазываю их небольшим количеством притирочной пасты и начинаю плотно прижимать крышки подшипников, медленно поворачивая рукоятку, зажатую в аккумуляторной дрели. Просто продолжайте поворачивать, плотно закручивая крышки. Затем удалите притирочный состав, смажьте подшипники небольшим количеством масла и посмотрите, сможете ли вы провернуть рукоятку вручную. Если нет, повторите притирку, пока не сможете. Спасибо за подтверждение…. заказал сверло 19/64 и развертку 5/16 и буду ждать курьера
Квудхендс
Известный член
- #9
nz120 сказал:
Спасибо за этот пост…. это имеет смысл. Не уверен, что мои навыки достаточны для изготовления расточной оправки, достаточно маленькой для отверстия 5/16″, но я сохраню эту информацию, когда мне понадобится что-то большее.
Нажмите, чтобы развернуть…
Сделайте свои маленькие расточные оправки из шестигранных ключей. Сталь очень твердая. Я использую инструмент Dremel и отрезной круг, чтобы уменьшить короткую ногу до необходимой длины. Даже передний рельеф можно грубо сделать с помощью инструмента Dremel.
Майк
нз120
Член
- #10
kwoodhands сказал:
Сделайте свои маленькие расточные оправки из шестигранных ключей. Сталь очень твердая. Я использую инструмент Dremel и отрезной круг, чтобы уменьшить короткую ногу до необходимой длины. Даже передний рельеф можно грубо сделать с помощью инструмента Dremel.
МайкНажмите, чтобы развернуть…
Майк, отличный совет…попробую….Я так понимаю, ты просто заточил настоящий шестигранный ключ до режущей кромки….
Квудхендс
Известный член
- #11
nz120 сказал:
Майк, отличный совет… попробую… Я так понимаю, что ты просто заточил торцовый ключ до режущей кромки….
Нажмите, чтобы развернуть…
Я обычно шлифую передний затыльник 10°. Боковой наклон и задний наклон около 15°. Разные материалы требуют разных углов. Обычно я использую одни и те же для каждого металла. Редко когда мне приходится сверлить отверстия меньшего размера.
В Little Machine Shop есть информативная статья о шлифовке фрез для токарных станков из быстрорежущей стали.
Боковой рельеф не стачиваю, в расточном инструменте не нуждается.
Майк
Паровой цыпленок
Известный член
- #12
Я согласен с приведенным выше «скучным» объяснением Shopgeezer. — ТОЧНО, как я сделал свои коренные подшипники Сириуса. Инженерия заключается в том, что расточный инструмент, приводимый в движение токарным станком (или его эквивалентом), описывает точную окружность. — который затем транспонируется по длине обрабатываемого изделия. На самом деле, развертки генерируют серию кривых (немного похожих на внешнюю часть 50-пенсового куска). — Количество дуг на 1 больше, чем количество канавок на развертке. Эти дуги образуют очень хороший круг, но не идеальный круг. Хонинговать лучше. Кроме того, развертка со смещением или хонинговальный станок могут дать конусность в отверстиях… точно так же, как простая установка детали на токарном станке и инструмента в резцедержателе может привести к конусности наименьшей несоосности станины для патрона или из-за давления резания инструмента, вызывающего деформацию. .. или движение основного ползуна….. Так что расточная оправка лучше!
.. или движение основного ползуна….. Так что расточная оправка лучше!
Наслаждайтесь.
Паровой цыпленок
Известный член
- №13
Привет, Эндрю. Вы можете сделать расточной оправку из серебристой стали 1/4 дюйма с небольшой фрезой, вставленной в отверстие в середине вала. — Отшлифуйте до края после закрепления насадки. Самый маленький инструмент, который у меня есть. изготовлен из круглой инструментальной стали 1/8 дюйма, вплавленной в кусок стали с использованием свинцового припоя, чтобы избежать проблем с закалкой и отпуском. Или вы можете припаять стружку от сломанной спеченной насадки, сверла по каменной кладке или другой твердой стали. Но мне нравится шестигранный ключ как источник подходящей стали для расточных инструментов. — Я также использую старые файлы…
Но мне нравится шестигранный ключ как источник подходящей стали для расточных инструментов. — Я также использую старые файлы…
Паровой цыпленок
Известный член
- №14
Что я не упомянул, так это то, что при шлифовке инструмента по размеру вам нужно измерить с помощью хорошего микрометра расстояние от кончика инструмента до обратной стороны стержня, а затем выполнить математические расчеты для расчета радиуса. то есть на инструменте, от центральной линии стержня. Я изо всех сил пытаюсь выразить словами то, что легко объяснить на картинке, но я уверен, что вы все равно справитесь.
Барон Дж
Сварливый старый придурок.

- №15
Привет, ребята,
Вам нужно сделать небольшой регулятор, чтобы аккуратно толкать кончик ножа вперед.
Я разработал этот инструмент так, чтобы он надевался на борштангу и толкал ее вперед на определенную величину. Ручка из калиброванного сплава имеет маркировку с шагом 1 тыс.
Наибольший диаметр стержня, который можно отрегулировать, составляет 20 мм, а наименьший — 6 мм, возможно, 5 мм при растяжении.
голдстар31
Известный член
- №16
У меня есть две расточные оправки (где-то) в соответствии с инструкциями Джорджа Томаса в Мастерской инженеров по моделированию, у которых режущий инструмент расположен под углом, так что внутренний ручной стопорный стержень инструмента можно протолкнуть, чтобы проецировать с точностью до тысячи, используя резьбу 1/4 40TPI ME. .
Хорошо, это я, но если этого не сделать по какой-либо причине, хвостовую бабку можно отрегулировать, и отверстие будет идеально параллельным.
Если имеется регулируемая расточная головка, обычный инструмент можно заменить инструментом в форме центра.
Опять же, аналогичной расточной головкой можно делать шариковые ручки.
Действительно интересно
Норман
Магазинчик
Известный член
- # 17
Хотелось бы увидеть схему или фото этого гаджета. Регулируемая линейная расточная оправка была бы очень удобна.
голдстар31
Известный член
- # 18
Шопгизер сказал:
Хотелось бы увидеть схему или фото этого гаджета. Регулируемая линейная расточная оправка была бы очень удобна.
Нажмите, чтобы развернуть…
Джордж Томас был одним из таких педантичных перфекционистов и не для всех.
Я купил свой первый экземпляр «Руководства инженера-конструктора по моделированию» после покупки двух предыдущих книг «Универсальный опорный инструмент» и «Разделение и градуировка». Эти две книги были объединены в «Мастерские техники» Томаса как дань уважения ему посмертно.
Не для всех, но если вы обдумываете что-то вроде инструмента Quorn профессора Денниса Чеддока и шлифовального станка, эти две книги превосходны.
нз120
Член
- # 19
Я ценю все ваши комментарии и рад, что моя первоначальная проблема вызвала ряд полезных предложений. Учитывая, что PMR #5 — это моя первая попытка параллельных пеленгов, и что я сомневаюсь, что моя общая точность идеальна, я намерен просверлить и развернуть и посмотреть, что получится.
На самом деле у меня есть два полных комплекта PMR #5 (примерно 2000 года выпуска), один из которых я собираю, а другой не вскрывался. Я использую первый как учебное упражнение, а затем могу приступить (если позволяет время) ко второму со всеми вещами, которые я изучил.
Сегодня я обнаружил ограничения по размеру мельницы Sherline, у которой нет высоты для сверления, если я устанавливаю основную отливку вертикально на поворотном столе. Все это вызов и возможность обучения
Барон Дж
Сварливый старый придурок.
- #20
Привет Nz120, мне любопытно, почему вы используете поворотный стол?
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Как увеличить масштаб двигателя
- CFLBob
- Общее обсуждение двигателя
2
- Ответы
- 32
- просмотров
- 5К
aka9950202
Размеры резьбы Monosoupape и опечатки.
- мафусаил2
-
methuselah2
Ford 300 Inline Six
- mayhugh2
- Незавершенная работа
212223
- Ответы
- 442
- просмотров
- 86К
SmithDoor
CHUK, эволюция моих вакуумных двигателей.
- Алин Литейный завод
- Двигатели
- Ответы
- 2
- просмотров
- 673
Литейный завод Алин
Другой Rupnow 1 на 1
- CFLBob
- Незавершенная работа
111213
- Ответы
- 259
- просмотров
- 30К