
как подобрать и поставить деталь
Двигатель ВАЗ 2106 — самый мощный из моторов, устанавливавшихся на классические модели Волжского автомобильного завода. Диаметр поршня ВАЗ 2106 составляет от 78,94 до 79,79 мм. Такой разброс в размере детали связан с тем, что на заводе производятся силовые агрегаты пяти классов: А, B, C, D, E. Класс двигателя зависит от точного размера цилиндра. Для каждого класса блока цилиндров выпускаются соответствующие шатунно-поршневые группы.
Кроме того, существует 2 основных ремонтных размера цилиндров, под них также производятся соответствующие шатунно-поршневые группы. В результате, зайдя в магазин автомобильных запчастей, можно обнаружить 15 одинаковых с виду поршней, имеющих различный диаметр и предназначенных для одного и того же силового агрегата. Разобраться в этом многообразии довольно сложно, но при наличии знаний и специальных инструментов ошибиться в выборе невозможно.
Содержание
- Подбор запчастей
- Замена поврежденных деталей без расточки
Вернуться к оглавлению
Подбор запчастей
Перед походом в магазин необходимо выкатить автомобиль на светлое место или использовать для работы фонарь. Нужно открыть крышку моторного отсека (капот), подойти к машине со стороны левого переднего крыла и внимательно осмотреть левую вертикальную стенку блока цилиндров. Именно там, в самом центре, должна быть расположена заглавная латинская буква, обозначающая класс мотора.
Нужно открыть крышку моторного отсека (капот), подойти к машине со стороны левого переднего крыла и внимательно осмотреть левую вертикальную стенку блока цилиндров. Именно там, в самом центре, должна быть расположена заглавная латинская буква, обозначающая класс мотора.
Если буквы невидно, значит, двигатель загрязнен. Нужно очистить поверхность силового агрегата от грязи при помощи пескоструйного аппарата и посмотреть снова. Если и после этого буква не появится, значит, ее «съела» коррозия. В этом случае перед походом в автомагазин нужно приобрести нутромер и измерить при помощи этого инструмента реальные размеры каждого цилиндра. Случается, что некоторые мастера растачивают не все цилиндры при капремонте.
Не подвергавшиеся капитальному ремонту и не расточенные двигатели класса А имеют цилиндры диаметром от 79 до 79,01 мм, класса В — от 79,01 до 79,02, класса С — от 79,02 до 79,03, класса D — от 79,03 до 79,04, класса Е — от 79,04 до 79,05 мм. Оригинальные поршни для этих блоков имеют диаметр 78,93, 78,94, 78,95, 78,96 и 78,97 мм соответственно.
Таблица размеров и допусков деталей двигателя ВАЗ классика
В магазины запчастей поставляются литые поршни классов А, С и D, предназначенные для нерасточенных моторов. Кованые поршни на ВАЗ 2106 изготавливаются на заказ и бывают любых размеров. Основные ремонтные размеры цилиндров мотора ВАЗ 2106 составляют 79,4 (первая расточка) и 79,8 мм (вторая расточка). Диаметры поршней для первой расточки в зависимости от класса (в миллиметрах):
- А — 79,34.
- В — 79,35.
- С — 79,36.
- D — 79,37.
- E — 79,38.
Диаметры поршней для второй расточки:
- А — 79,74.
- В — 79,75.
- С — 79,76.
- D — 79,77.
- Е — 79,78.
Следует отметить, что поршни также разделяются на 3 категории по диаметру отверстия под поршневой палец, поэтому новые поршни нужно приобретать в сборе с пальцами. Отличить расточенный блок от нерасточенного непрофессионалу очень сложно, поэтому если капитальный ремонт мотора выполняется самостоятельно, нужно обязательно приобрести нутромер, а если это невозможно, то хотя бы брать с собой старые детали и сверять их с магазинными.

Вернуться к оглавлению
Замена поврежденных деталей без расточки
Часто случаются ситуации, когда из-за стука шатунов или залегания колец люди полностью разбирают мотор и растачивают его, тратя на это немалые силы и деньги. Однако если цилиндр обладает правильной круглой формой, не имеет царапин, задиров, трещин и его реальный износ не превышает 0,15 мм, то расточку и хонингование делать необязательно.
В остальных случаях достаточно просто поменять износившиеся детали. Для этого даже не нужно снимать силовой агрегат с машины, достаточно снять головку блока цилиндров (ГБЦ) и масляный картер. Обычно к подобному способу прибегают, когда требуется замена поршневых колец ВАЗ 2106. Порядок выполнения работ:
- Сначала снимается аккумулятор, отсоединяются провода от датчиков и свечей, выкручиваются свечи и снимается крышка трамблера.

- Затем сливается тосол, от ГБЦ и карбюратора отцепляются все шланги системы ОЖ и все тяги.
- Снимается воздушный фильтр и бензонасос.
- Снимается крышка ГБЦ и совмещаются метки на шкиве распредвала и корпусе подшипников.
- Ослабляются болт шкива распредвала и гайка натяжителя цепи, отверткой отжимается башмак и откручивается болт, крепящий шкив распредвала.
- Шкив снимается, а верхняя часть цепи крепится проволокой к радиатору.
- Откручиваются гайки и снимается корпус подшипников ГБЦ.
- После этого отвинчиваются болты ГБЦ и головка аккуратно убирается в сторону вместе с прокладкой.
- Выпускная труба (штаны) откручивается от КПП и отсоединяется от коллектора.
- Сверху поперек моторного отсека ставится крепкая доска и к ней крепится мотор.
- Откручиваются подушки движка и он приподнимается на 3 см.
- Сливается моторное масло, откручиваются болты картера и он отсоединяется от блока.
- Снизу откручиваются 2 болта и снимается масляный насос.
- После этого откручиваются гайки шатунных крышек, крышки снимаются и поршни в сборе с шатунами выталкиваются вверх ручкой молотка.


Сборка осуществляется в обратной последовательности. При этом каждый поршень следует вставлять при помощи специальной оправки. Метка «П» должна быть обращена вперед по ходу движения. Последовательность затягивания болтов ГБЦ и гаек корпуса подшипников можете посмотреть в интернете. Момент предварительной затяжки 10 болтов ГБЦ — 3,4-4,2 кгс.м, окончательной затяжки — 9,8-12 кгс.м. 11-й болт затягивается моментом 3,5 кгс.м.
Классы поршней ДВС ВАЗ
На современном рынке присутствует большое количество поршней как отечественных, так и зарубежных производителей. Вне зависимости от места изготовления изделия, поршень ДВС должен соответствовать требованиям каждой конкретной модели двигателя. Так, поршень Ваз, входящий в комплект, не должен отличаться по своей массе более чем на ±2,5 грамма. Именно это обстоятельство снизит вибрацию запущенного двигателя.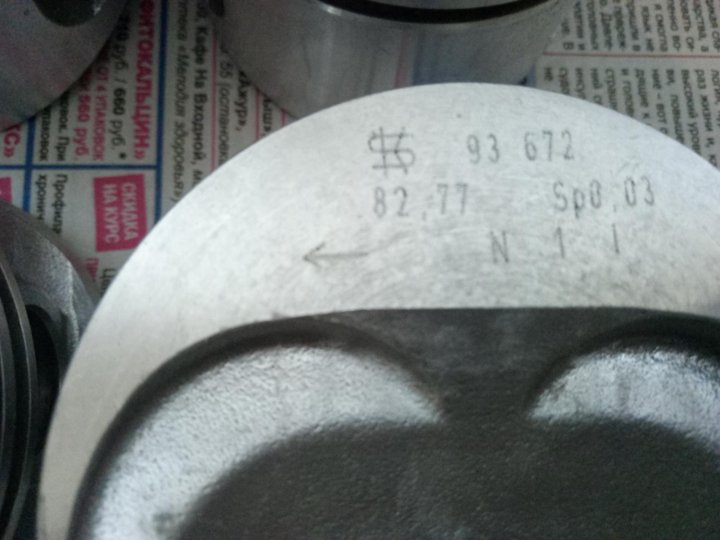
Стоит отметить, что зазор, имеющийся между поверхностью поршня и цилиндром должен быть равен величине, установленной для конкретной модели двигателя. По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). Как запчасти поставляют только поршни классов — А, С и Е. Этих размеров вполне достаточно для подбора деталей к любому блоку цилиндров и обеспечения необходимых зазоров. Модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — (A, B, C), размер шага — 0,01 мм. Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм. На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных.
Изготовление поршней осуществляется из сплавов алюминия. Имеющийся в них кремний позволяет снижать коэффициент теплового расширения, а, следовательно, и увеличивать износостойкость изделия. Сплавы, содержащие 13% кремния именуют эвтектическими, а те, где его содержание выше – заэвтектическими. С увеличением процентного содержания кремния в сплаве увеличиваются теплопроводные характеристики изделия, но, в то же время, происходит ухудшение его литейных и механических свойств. Дабы улучшить их, в сплавы вводят легирующие медь, марганец, хром и никель.
Отметим 2 основных способа изготовления заготовок поршня. Первая – отливка в специальную форму (кокиль) наиболее распространена. Второй – ковка или горячая штамповка.
После механической обработки изделие проходит термическую обработку с целью повышения его твердости, износостойкости, прочности, а так же для снятия остаточного напряжения металлов. Благодаря своей структуре кованый металл повышает прочностные характеристики изделия. Однако классическая конструкция кованых изделий, имеющая высокую юбку, получается достаточно тяжелой. Помимо этого, кованые детали не могут быть использовать в своем составе термокомпенсирующие пластины и кольца. Увеличивается объем, что приводит к росту тепловой деформации, потому происходит необходимость увеличения зазора между поршнем и цилиндром. Следовательно, растет их износ, шум и расход масла. Кованые поршни оправдывают свое применение лишь в той ситуации, когда в большинстве своем двигатель автомобиля эксплуатируют на предельных режимах.
Благодаря своей структуре кованый металл повышает прочностные характеристики изделия. Однако классическая конструкция кованых изделий, имеющая высокую юбку, получается достаточно тяжелой. Помимо этого, кованые детали не могут быть использовать в своем составе термокомпенсирующие пластины и кольца. Увеличивается объем, что приводит к росту тепловой деформации, потому происходит необходимость увеличения зазора между поршнем и цилиндром. Следовательно, растет их износ, шум и расход масла. Кованые поршни оправдывают свое применение лишь в той ситуации, когда в большинстве своем двигатель автомобиля эксплуатируют на предельных режимах.
Сегодня прослеживаются несколько основных тенденций в технологическом конструировании поршней: уменьшается их вес, все чаще используются тонкие поршневые кольца, снижается компрессионная высота, используются короткие поршневые пальцы, применяются новейшие защитные покрытия. Все вышеперечисленные характеристики находят свое отражение в Т-образной конструкции поршня.