
Когда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Ремонт шатунов Ремонт коленвала Реставрация постелей распредвала
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: [email protected]
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Компания Механика — Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.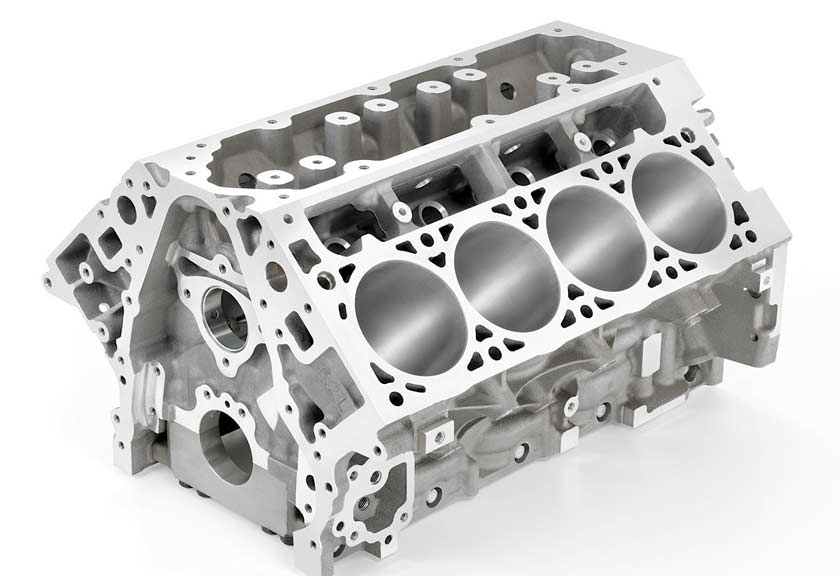
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Расточка, хонингование и балансировка вашего двигателя
Модификация и восстановление двигателей — увлекательный проект для людей, любящих мощные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механическим цехом для обработки некоторых из наиболее сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют экспертную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности. нужный. Это особенно важно, когда речь идет о расточке, хонинговании и балансировке двигателя.
нужный. Это особенно важно, когда речь идет о расточке, хонинговании и балансировке двигателя.
Расточка двигателя включает использование машин для расширения и сужения цилиндров. С точки зрения производительности, расточка двигателя может дать вам больше лошадиных сил и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздушно-топливной смеси за один оборот, что приводит к более мощному сгоранию.
Рабочий объем двигателя играет важную роль в определении мощности и крутящего момента двигателя, а также его топливной экономичности. В целом, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета рабочего объема используется математическое уравнение:
Рабочий объем двигателя = π/4 * диаметр цилиндра² * ход поршня * количество цилиндров.
Объем двигателя — это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах транспортные средства облагаются налогом в зависимости от объема двигателя.
Расточка также производится, когда механики восстанавливают двигатели. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накопиться за годы эксплуатации.
Расточку двигателя лучше доверить профессиональным механикам, так как некачественная работа может привести к серьезным проблемам. Если расточка сделана неправильно, это может привести к детонации двигателя.
Еще одним методом увеличения рабочего объема является прогон двигателя. Ход двигателя обеспечивает больший рабочий объем, чем расточка, но также требует большой точности при выборе правильных автомобильных аксессуаров и запчастей.
При работе двигателя механик изменяет расстояние, которое проходит поршень в отверстии цилиндра. Увеличивая расстояние, которое проходит поршень в цилиндре, механик может увеличить рабочий объем двигателя. Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
ХонингованиеХонингование включает в себя использование абразива для создания точной поверхности на куске металла. Хонингование используется в различных областях, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивами, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает отполировать поверхность внутренней части цилиндра до определенного диаметра и формы. Хонингование выполняется после растачивания, чтобы сгладить любые неровности поверхности цилиндра, вызванные растачиванием.
Хонингование выполняется после растачивания, чтобы сгладить любые неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недороги и универсальны. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механикам эти абразивы нравятся больше, потому что они могут удерживать режущую кромку дольше, чем другие виды абразивов.
Правильная заточка очень важна. Плохая хонинговка может привести к неправильной посадке поршневых колец, что будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. У среднего механика по тенистым деревьям нет инструментов или технических навыков, чтобы воспроизвести отделку отверстия цилиндра OEM. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет испытание на выбросы.
Балансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, включая:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращательные силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и наслаждаться большей полезностью и долговечностью. Многие люди не понимают, что их транспортные средства приводятся в действие мини-взрывами в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять влиянием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных частей. Механики должны уравнять вес поршней, поршневых пальцев, колец, шатунов, шатунных болтов и подшипников, чтобы сбалансировать силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие. Затем механики обрабатывают другие штоки и поршни, чтобы сделать их равными самому легкому в наборе.
Затем вращающиеся и совершающие возвратно-поступательное движение грузы оцениваются отдельно друг от друга. После того, как веса определены, грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса, собираются вместе и закрепляются на каждой шейке стержня. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики пытаются уравновесить или уравновесить коленчатый вал, чтобы свести к минимуму вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы балансировку выполнял квалифицированный специалист с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы повышаете производительность своего автомобиля.
Booming Automotive Aftermarket Ремонт двигателей и другие работы послепродажного обслуживания — быстро развивающаяся отрасль в США.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые стойкие самодельщики работают с механическими мастерскими и другими профессиональными механиками для выполнения самых сложных автомобильных работ.
Выбирая мастерскую для ремонта или модернизации двигателя, обязательно задайте следующие вопросы:
Является ли эта мастерская хорошо зарекомендовавшим себя поставщиком необходимого мне типа ремонта или модернизации двигателя? Какова его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, воспринимайте это как предупреждение.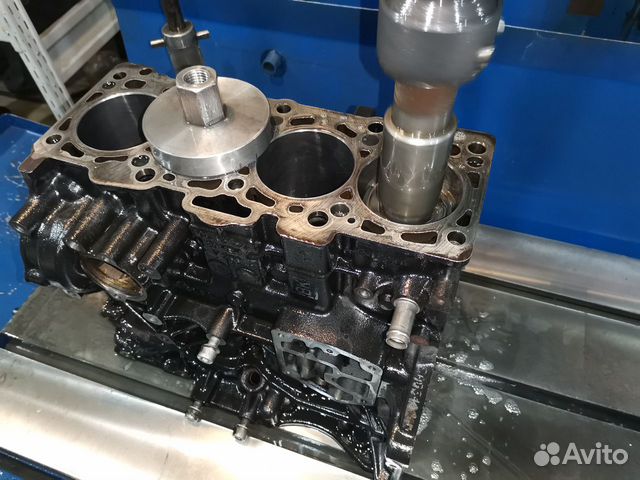
Есть ли в этом магазине подходящие инструменты для работы? Это может быть немного сложно оценить неспециалистам. Возможно, вам стоит поговорить с магазином, который вы рассматриваете, чтобы узнать, какие инструменты они используют, а затем провести небольшое исследование.
Заинтересован ли персонал в своей работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто выполняют свою работу. Механики, увлеченные вашим проектом, с большей вероятностью приложат к нему немного больше усилий.
Team C Performance Center предлагает автозапчасти и механическую мастерскую с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Работая с 1978 года, Team C Performance предлагает сотни качественных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с растачиванием, хонингованием, декингом, изменением размеров штоков, ремонтом клапанов, полным восстановлением двигателя и многим другим.
Источники
наука о хонинговании цилиндров/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Последние статьи
Темы
5 ключевых шагов для правильной подготовки блока и 2 дополнительных процесса
| Практическое руководство — двигатель и трансмиссия
Все мы знаем о многих последних достижениях в области разработки деталей для традиционных двигателей Pontiac. Они варьируются от новой технологии головки блока цилиндров до множества деталей клапанного механизма и вращающихся узлов, а также эволюции системы зажигания и топливной системы. Имея это в виду, компания HPP приступает к реализации долгосрочной стратегии по созданию собственной испытательной машины 455.
Единственная цель этого паровоза — стать тем, кого в Детройте называют мулом. Говоря инженерным языком, двигатель мула — это двигатель, который подвергается воздействию различных деталей, теорий и условий, чтобы точно определить наилучшую комбинацию компонентов для предполагаемого использования.
Говоря инженерным языком, двигатель мула — это двигатель, который подвергается воздействию различных деталей, теорий и условий, чтобы точно определить наилучшую комбинацию компонентов для предполагаемого использования.
Наш мул Pontiac будет посвящен нахождению наилучшего сочетания дорожных/полосных деталей с точными и прогрессивными испытаниями. Мул будет использоваться только на динамометрическом стенде. Со временем он будет подвергаться воздействию различных головок цилиндров, распределительных валов, клапанных механизмов, впускных коллекторов, топлива и карбюраторов, а также всего, что мы можем придумать. Он будет появляться с большой регулярностью, но не в каждом выпуске.
Компания HPP снова будет работать с компанией RaceKrafters Automotive Machine в Ланкастере, штат Пенсильвания. Боб и Крейг Уайз хорошо разбираются в двигателестроении Pontiac и располагают превосходным оборудованием с новейшим оборудованием для двигателестроения и испытательным оборудованием. В цеху есть стенд для проверки двигателей Stuska с новейшей системой сбора данных и управления Depac, испытательный стенд Super Flow 1020 для разработки головки блока цилиндров и впускного коллектора, Audie Technology Cam Pro Plus для проверки распределительных валов, мастерская Serdi для точной резки головок цилиндров. углы седла клапана и программируемый хонинговальный цилиндр Sunnen SV-10.
В цеху есть стенд для проверки двигателей Stuska с новейшей системой сбора данных и управления Depac, испытательный стенд Super Flow 1020 для разработки головки блока цилиндров и впускного коллектора, Audie Technology Cam Pro Plus для проверки распределительных валов, мастерская Serdi для точной резки головок цилиндров. углы седла клапана и программируемый хонинговальный цилиндр Sunnen SV-10.
Хонинговальный станок Sunnen сможет создавать и контролировать отделку стенок цилиндра так, как инженеры Pontiac не могли себе представить, когда в 70-х отливали наш блок 455. Это важно, так как значительные усовершенствования в конструкции поршней и колец требуют специальной штриховки. Это позволит нам перенести стенку цилиндра в 21 век с помощью новейших технологий.
Хотя основной целью этого упражнения является проверка традиционных деталей двигателя Pontiac, у него есть очень важное дополнение. HPP признает, что сообщество Pontiac включает в себя не только старые двигатели. Есть много любителей, которые наслаждаются достоинствами новых Понтиаков с корпоративной силовой установкой. По этой причине информация, которая будет представлена в частях по механической обработке и сборке программы для мулов, применима к любому двигателю.
Есть много любителей, которые наслаждаются достоинствами новых Понтиаков с корпоративной силовой установкой. По этой причине информация, которая будет представлена в частях по механической обработке и сборке программы для мулов, применима к любому двигателю.
Основы обработки одинаковы независимо от года выпуска двигателя. Таким образом, мы предоставим технический обзор того, как выполняется каждая процедура и ее необходимость, а также синергию, которая устанавливается с другими процессами. Цель автора — обучить читателя HPP продвинутой теории обработки. Это не попытка сделать из вас машиниста, а установить, как и почему требуются определенные действия при переделке двигателя.
Твердое основание
Распространенная ошибка, которую допускают при восстановлении двигателя, заключается в сокращении процедур. Сколько раз вы слышали, что работа с кольцами и подшипниками идентифицировалась как восстановление? Это не ремонт — это просто работа с кольцом и подшипником.
Для получения точных результатов испытаний нам потребуется перестроить нашего мула на базе 455. Это означает полную разборку и механическую обработку всех критических областей, чтобы вернуть их к новым допускам. Все, что делается с нашим тестовым двигателем, — это то, что потребуется для надлежащего восстановления любого двигателя Pontiac, а не того, который проживет свою жизнь только на динамометрическом стенде.
Когда дело доходит до работы с двигателем, вам нужно действовать по принципу «все или ничего». Либо делай работу правильно, либо живи с заводом как есть. По опыту автора, каждый раз, когда кто-то пытается экономить на работе машины, двигатель никогда не выходит из строя и обычно имеет множество проблем, таких как плохой контроль масла, чрезмерный шум или преждевременный выход из строя.
[4] Здесь отчетливо виден режущий наконечник, который будет изменять размер крышки и седла. Желая, чтобы эти учебники имели для читателя большую ценность, чем серия сеансов динамометрического стенда с болтовым креплением, мы начинаем с охвата всех аспектов механической обработки двигателя, предварительной сборки и окончательной сборки. Это даст каждому владельцу Pontiac четкое представление о том, что требуется для правильной сборки двигателя, независимо от того, будет ли это восстановленная силовая установка или будет тотальная штурмовая полоса.
Это даст каждому владельцу Pontiac четкое представление о том, что требуется для правильной сборки двигателя, независимо от того, будет ли это восстановленная силовая установка или будет тотальная штурмовая полоса.
В этом выпуске мы объясняем необходимые работы по блокировке двигателя. Следующая часть будет посвящена вращающемуся узлу, а третья — головкам цилиндров. За этим последует предварительная сборка для подтверждения всех размеров, а затем окончательная сборка в виде одной партии. Оттуда 455-й мул будет обкатан, и будут установлены базовые показатели мощности, крутящего момента и расхода топлива, прежде чем будут опробованы другие детали.
Шаги 1 и 2: Выравнивание отверстий и хонингование
Если отверстия коренных подшипников не выровнены, коленчатый вал не будет вращаться правильно, а нагрузка на подшипник будет неравномерной. Это состояние можно исправить путем расточки или хонингования седел коренных подшипников до соосности.
Деформация основного подшипника возникает из-за циклов нагрева и охлаждения в течение многих лет и тысяч миль использования, которые создают напряжение в блоке. Напряжение вызывает коробление и деформацию блока, что приводит к смещению туннеля основного подшипника. Поскольку это происходит медленно, коренные подшипники и коленчатый вал обычно компенсируют это неравномерным износом. Но при установке отремонтированного или нового коленчатого вала и новых подшипников они заклинивают и приводят к быстрому износу, если их не исправить.
Еще одной проблемой является растяжение крышек коренных подшипников в результате высоких нагрузок на двигатель. Это может быть вызвано выработкой чрезмерной мощности, например, установкой нагнетателя или комплекта закиси азота. Опять же, поскольку это происходит со временем, коренные подшипники обычно компенсируют неравномерный износ.
В зависимости от объема требуемой коррекции, выравнивание растачивания или хонингование должно быть частью каждого восстановления. Если устанавливаются новые или другие крышки коренных подшипников, то обычно требуется выравнивание отверстий для достижения не только прямолинейности, но и надлежащих зазоров для подшипников. Если есть только незначительное смещение блока от использования, то это можно исправить с помощью выравнивания хонингования.
Если устанавливаются новые или другие крышки коренных подшипников, то обычно требуется выравнивание отверстий для достижения не только прямолинейности, но и надлежащих зазоров для подшипников. Если есть только незначительное смещение блока от использования, то это можно исправить с помощью выравнивания хонингования.
Для выравнивания отверстий используется станок с режущей насадкой для удаления материала с основных крышек и седла. Напротив, при выравнивании хонингования используется хонинговальный камень для изменения контура основных крышек и седла. Седло — это участок основного тоннеля, являющийся частью отливки блока цилиндров.
Дополнительным преимуществом выравнивания хонингования является то, что мастерская может очень точно устранить выступы, ограничивая при этом количество снимаемого материала. Помните, что масса — это сила двигателя, поэтому чем толще деталь, тем она прочнее. Если отверстия коренных подшипников изменили цвет из-за перегрева, вызванного проблемами со смазкой, мастерская может выбрать выравнивание отверстий.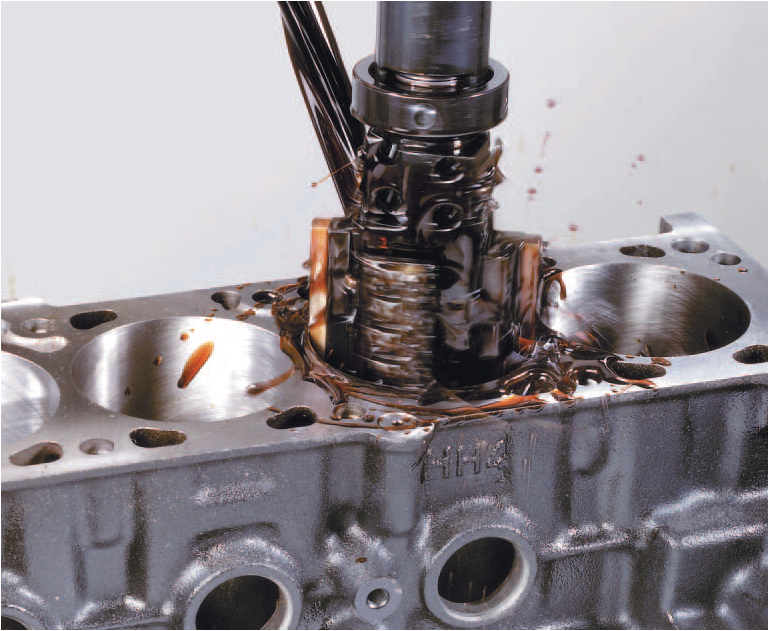 В этих случаях металл обычно становится нагартованным, и точильный станок не сможет легко его разрезать.
В этих случаях металл обычно становится нагартованным, и точильный станок не сможет легко его разрезать.
Двигатель Pontiac должен иметь центрирующий хонинг после центровочного отверстия. Это обеспечивает более правильное выравнивание и лучшее качество посадки задней стороны подшипника. Выравнивающий хонинг помещает режущий камень на длинную оправку, в то время как расточный инструмент режет каждую крышку отдельно.
Шаг 3: Декинг блока
Дека блока цилиндров — это верхняя часть отверстий, на которые опирается головка блока цилиндров. На этой поверхности часто образуются неровности, которые могут вызвать сжатие и утечки охлаждающей жидкости. Плоскостность деки можно легко проверить с помощью поверочной линейки и щупа. Общая спецификация восстановителя заключается в том, что если максимальная деформация в любой точке превышает 0,002 дюйма, настил требует восстановления поверхности. При создании высокопроизводительного двигателя Pontiac эта спецификация должна быть снижена как минимум вдвое, а лучше до нуля.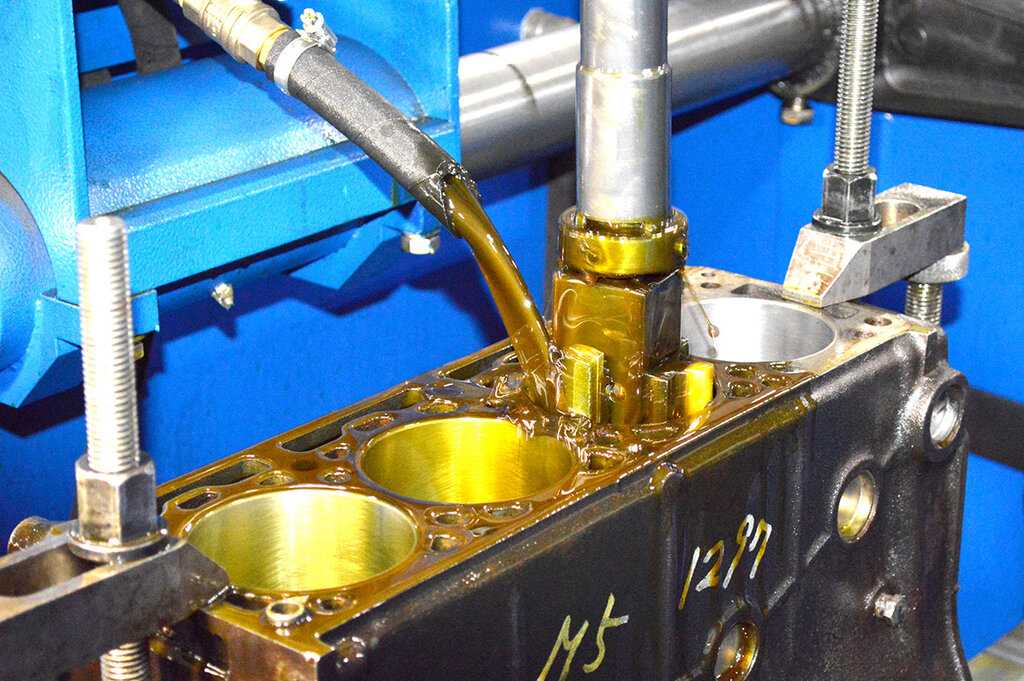 Процедура выполняется с помощью машины, которая имеет вращающийся резак.
Процедура выполняется с помощью машины, которая имеет вращающийся резак.
Декинг описывает резку поверхности, на которой будет сидеть прокладка головки блока цилиндров. Это делается для создания плоской поверхности, параллельной центральной линии коленчатого вала и расположенной под правильным углом к отверстиям цилиндров. На высокопроизводительном двигателе эта процедура также используется для обеспечения того, чтобы поверхность деки находилась на одинаковой высоте от осевой линии коленчатого вала для каждого отверстия. Он также используется для регулировки степени сжатия или уменьшения площади сжатия — области между верхней частью днища поршня и верхней частью деки.
Большинство высокопроизводительных двигателей имеют нулевую деку — в верхней мертвой точке (ВМТ) днище поршня находится на одном уровне с декой. В серийном двигателе Pontiac поршень обычно находится на 0,030 дюйма ниже отверстия в ВМТ. Это называется отрицательной высотой деки. При положительной высоте деки поршень выступает из отверстия в ВМТ.
При положительной высоте деки поршень выступает из отверстия в ВМТ.
Помимо регулировки высоты платформы, на этот размер влияют и другие условия. К ним относятся высота профиля поршня (расположение пальца), длина межцентрового расстояния шатуна, положение коленчатого вала в блоке и индекс шатунной шейки.
При удалении металла с блока V-образного двигателя головка блока цилиндров будет располагаться ближе к коленчатому валу. Это приведет к тому, что впускной коллектор прилегает по-другому, и может потребоваться корректирующее действие.
При укладке блока важно добиться определенной чистоты поверхности. Вопреки распространенному мнению, очень гладкая поверхность нежелательна для хорошего уплотнения прокладки ГБЦ. Стандартом, используемым для измерения шероховатости поверхности, является микродюйм. Один микродюйм равен одной миллионной части дюйма. Ни одна поверхность не бывает идеально гладкой. Механически обработанная поверхность имеет тысячи мельчайших канавок различной глубины, которые не видны невооруженным глазом.
Профилометр используется для измерения чистоты поверхности. Этот инструмент перемещает иглу взад и вперед по проверяемой области и автоматически вычисляет среднюю глубину канавок. Он читается в RMS для среднеквадратичного значения. Чем выше RMS, тем грубее поверхность. В качестве примера: зеркальная глазурь будет измерять от 5 до 7 RMS. Обычная чистота поверхности палубы составляет 30 RMS для алюминия и 60 RMS для чугуна. Обычно лучше всего отполировать деку до поверхности, рекомендованной производителем прокладки головки блока цилиндров. Эта информация легкодоступна, но почти никогда не упоминается.
Этапы 4 и 5: Растачивание и хонингование
Растачивание цилиндра — это процедура, при которой материал удаляется с окружности отверстия с помощью режущего инструмента. Хонингование доводит диаметр цилиндра до его окончательного размера, одновременно подготавливая надлежащую поверхность для уплотнения поршневых колец и контроля уровня масла. Процедура хонингования выполняется с помощью камня, который предлагается с различной зернистостью.
Процедура хонингования выполняется с помощью камня, который предлагается с различной зернистостью.
Операция расточки выполняется либо сверлильным станком, либо расточной оправкой. Расточная оправка так же точна, как и расточный станок, но требует больше оператора, чем автоматизированный расточный центр.
Когда поршень перемещается вверх и вниз в отверстии, он изнашивает цилиндр неравномерно. Это результат нагрузки, которая воздействует на поршень и стенку цилиндра, когда коленчатый вал качается по дуге вращения, а шатун меняет направление. Это называется износом отверстия со стороны упора. Кроме того, циклы нагрева и охлаждения вместе с деформацией из-за затягивания головки цилиндров способствуют образованию конических и некруглых отверстий. Машинист сначала измерит отверстие и проверит конусность и концентричность. На основании его выводов будет принято решение либо растачивать и хонинговать блок, либо только хонинговать цилиндры.
Всякий раз, когда блок расточен, потребуются новые поршни увеличенного размера. Обычные избыточные отверстия: 0,030, 0,040, 0,060 дюйма. Нестандартные поршни обычно могут быть изготовлены практически любого размера, но, как правило, они в два-три раза дороже стандартных поршней.
Распространенная ошибка, которую допускают многие энтузиасты, заключается в том, что цилиндр просто заточен. У хона нет возможности сделать отверстие снова круглым, он просто полирует и контурирует профиль, который уже есть. Если отверстия в хорошем состоянии, как у гоночного двигателя, который обновляется раз в год или два, то эта процедура верна. Но на Pontiac с большим пробегом одна только хонинговка приведет к двигателю с плохим кольцевым уплотнением, высоким расходом масла и разочаровывающей мощностью.
Во время бурения насадку прикрепляют к вращающейся режущей головке. Большинство расточных станков прикрепляются к поверхности колоды блока и ссылаются на нее. Вот где вы можете понять, почему важно иметь верную колоду, прежде чем начинать скучать. Любая ошибка будет перенесена на концентричность канала ствола. Некоторые производители двигателей используют расточной станок, который центрируется от седел коренных подшипников.
Вот где вы можете понять, почему важно иметь верную колоду, прежде чем начинать скучать. Любая ошибка будет перенесена на концентричность канала ствола. Некоторые производители двигателей используют расточной станок, который центрируется от седел коренных подшипников.
Большинство механических мастерских расточат цилиндр до нескольких тысячных от окончательного размера, а затем добьются желаемого размера путем хонингования. Когда на двигатель устанавливается поршень, возникает дополнительный зазор, который определяется как расстояние от поршня до стенки (цилиндра). Эта спецификация предоставляется производителем поршня и определяется скоростью расширения поршня при нагревании. Литые поршни расширяются меньше и обычно имеют зазор между поршнем и стенкой 0,002 дюйма. Для некоторых кованых гоночных поршней требуется зазор 0,006 дюйма. Как видите, поршень необходимо идентифицировать перед выполнением услуги по растачиванию.
Процедура хонингования является отдельной задачей и требует специального станка. Если в магазине, в который вы идете, нет хонинговального станка, и вы хотите использовать дрель с прикрепленным хонинговальным инструментом, бегите оттуда. Качество хона будет определять уплотнительное кольцо, срок службы кольца и расход масла в двигателе. Есть два типа приемлемых станков для хонингования: ручное и автоматическое. Наиболее желателен автоматический ход, так как станок будет затачивать цилиндр с одинаковой скоростью на каждом проходе. Ход с ручным управлением может быть таким же хорошим, но требует оператора с более высоким уровнем квалификации.
Если в магазине, в который вы идете, нет хонинговального станка, и вы хотите использовать дрель с прикрепленным хонинговальным инструментом, бегите оттуда. Качество хона будет определять уплотнительное кольцо, срок службы кольца и расход масла в двигателе. Есть два типа приемлемых станков для хонингования: ручное и автоматическое. Наиболее желателен автоматический ход, так как станок будет затачивать цилиндр с одинаковой скоростью на каждом проходе. Ход с ручным управлением может быть таким же хорошим, но требует оператора с более высоким уровнем квалификации.
Хонинг создаст необходимую штриховку на стенке цилиндра. Обычно это результат использования нескольких камней. Например, машинист может выполнить черновую заточку отверстия с точностью до 0,005 дюйма от конечного размера, используя камень с зернистостью 180, а затем перейти на более мелкий камень с зернистостью 280 или 320 для окончательной обработки. Многие используют профилометр для контроля качества и идентификации полученной штриховки. При правильном использовании камень с зернистостью 280 дает среднеквадратичную шероховатость приблизительно 20. Камень с зернистостью 320 дает чистовую отделку, близкую к среднеквадратичному значению 15.
При правильном использовании камень с зернистостью 280 дает среднеквадратичную шероховатость приблизительно 20. Камень с зернистостью 320 дает чистовую отделку, близкую к среднеквадратичному значению 15.
Лучше всего во время хонингования использовать пластину для кручения или снятия напряжения. Это приспособление предназначено для крепления к деке блока и имитации перекоса отверстия, создаваемого нагрузкой установленной головки блока цилиндров. Если пластина крутящего момента не используется, то диаметр отверстия будет соответствовать спецификации в ненагруженном состоянии, но слегка деформируется после установки головок цилиндров. Проблема с пластинами крутящего момента заключается в том, что они относительно дороги и зависят от области применения каждого семейства двигателей.
В промежутках между различными операциями слесарь часто промывает блок, чтобы удалить металлическую стружку и смазочно-охлаждающую жидкость. После того, как блок проходит окончательную стирку, его откладывают в сторону и накрывают полиэтиленовым пакетом для защиты от грязи и влаги. Свежеобработанные поверхности очень подвержены ржавчине.
Свежеобработанные поверхности очень подвержены ржавчине.
Два дополнительных процесса
Существуют и другие процедуры, которые можно выполнять с блоком двигателя Pontiac, например, снятие напряжения с помощью вибрации или замораживания с помощью криогеники. Они имеют реальную ценность и эффективны для устранения любого остаточного термического напряжения в процессе обработки.
Термический стресс возникает при неконтролируемом охлаждении. Механическое напряжение является результатом любой резки, сверления или разрыва металла. Когда блок расточен, наряду с термическим напряжением возникает механическое напряжение. Хонингование создаст лишь небольшое термическое напряжение. Было обнаружено, что термическое напряжение с течением времени более разрушительно для размерной стабильности, чем его механическое аналог.
Проблема с этими услугами заключается в том, что они довольно дороги и требуют доставки блока на объект. Удаление любого остаточного термического напряжения сделает блок более устойчивым. Для нашей цели создать двигатель в стиле street/strip, компания HPP решила, что снятие напряжения не является вариантом, приобретаемым средним энтузиастом. В диапазоне лошадиных сил, в котором мы хотим работать, стабильность блока не будет большой проблемой.
Удаление любого остаточного термического напряжения сделает блок более устойчивым. Для нашей цели создать двигатель в стиле street/strip, компания HPP решила, что снятие напряжения не является вариантом, приобретаемым средним энтузиастом. В диапазоне лошадиных сил, в котором мы хотим работать, стабильность блока не будет большой проблемой.
Еще одна процедура, дающая преимущества, но являющаяся излишней для уличного двигателя, — это установка втулок в отверстия подъемника. Это сделано для того, чтобы ориентация толкателя клапана находилась непосредственно над кулачком распределительного вала.
В большинстве, если не во всех, очень мощных гоночных двигателях отверстия подъемника снабжены втулками. Это не означает, что на производственном блоке отверстия подъемника не выровнены, но из-за небольших изменений в отливке и термических нагрузках наряду с другими факторами может быть незначительная ошибка.
RaceKrafters оснащен втулками для отверстий под подъемники Pontiac, но опять же, это не будет репрезентативным для двигателя мощностью менее 500 л. с. Стоимость будет перевешивать выгоды в этом приложении. Мы хотим, чтобы наше тестирование отражало динамику реального мира и не входило в область, недоступную для большинства читателей.
с. Стоимость будет перевешивать выгоды в этом приложении. Мы хотим, чтобы наше тестирование отражало динамику реального мира и не входило в область, недоступную для большинства читателей.
После завершения механической обработки блока цилиндров следующая партия будет включать вращающийся узел — поршни, шатуны и коленчатый вал.
Говоря инженерным языком, двигатель мула — это двигатель, который подвергается воздействию различных деталей, теорий и условий для точного определения наилучшей комбинации компонентов для предполагаемого использования.
[21] Sunnen SV-10 полностью программируется с помощью элементов управления Siemens. Ход, обороты в минуту, время выдержки и финиш контролируются с помощью ряда усовершенствованных датчиков.Trending Pages
Toyota Corolla Hybrid AWD 2023 г. Первый тест: эффективность становится дороже
Это натяжка: почему скромный Chrysler K-Car пытался сыграть в игру с лимузинами
Subaru Forester 2023 г.

