
Расточка блока цилиндров, расточка двигателя — Мотор Мастер
Капитальный ремонт двигателя предполагает произвести обязательную процедуру — расточку блока цилиндров. По мере износа силового агрегата нарушается идеальная геометрическая форма цилиндров, что влияет на работу двигателя и это выражено в таких факторах как увеличенный расход масла и бензина, неровная работа и т. д.
Компания «Мотор Мастер»
предлагает профессиональную расточку двигателя,
которая проходит в два основных этапа:
- Расточка блока цилиндров с помощью резца. Используется станок соответствующего класса точности и материал близкий по твердости к алмазу.
- Шлифовка внутренней поверхности цилиндра (хонингование). Финишная обработка с помощью абразивных брусков, закрепленных на хонинговальной головке.
Чаще всего для устранения неисправностей и дефектов применяется комплексный ремонт блока цилиндров, включающий в себя ряд основных операций.
Если Вам требуется качественная расточка двигателя, обращайтесь к квалифицированным профессионалам — специалистам компании «Мотор Мастер».
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Расточка блока цилиндров
— очень тонкая работа, для которой требуется не только соответствующие опыт и знания, но и высокотехнологичное оборудование. Выполняя такую процедуру в бытовых условиях или доверяя ее дилетантам, Вы рискуете получить недоброкачественную работу, что впоследствии негативно скажется на работе самого мотора.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | ВАЗ | 2100,00 |
| ВАЗ 76х79 | 3500,00 | |
| ОКА | 1600,00 | |
| ГАЗ | 2100,00 | |
| ГАЗ 421 | 2100,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка и хонингование блока цилиндров | 1 цилиндр | 800,00 |
| V-образные | 1100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | 1100,00 |
Наше оборудование
Расточка блока цилиндров от 1500 руб
Главная
Автосервис
Ремонт автомобилей
Ремонт двигателя в Самаре
Расточка блока цилиндров
В процессе эксплуатации мотор автомобиля подвергается серьезным нагрузкам.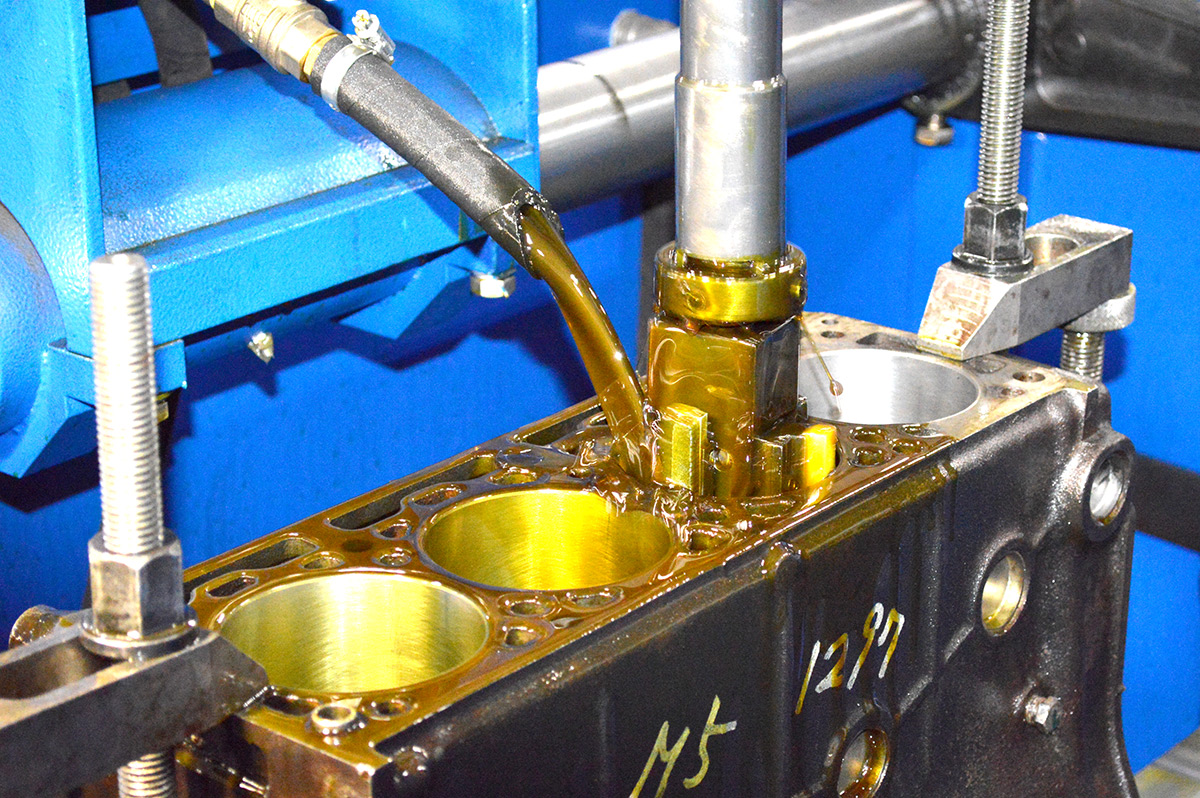 Это особенно явно при движении по сложным участкам дороги. Износу способствует трение поршней о стенки цилиндров. Но износ не бывает равномерным, что приводит к потере их формы. Исправить ситуацию поможет расточка блока цилиндров.
Это особенно явно при движении по сложным участкам дороги. Износу способствует трение поршней о стенки цилиндров. Но износ не бывает равномерным, что приводит к потере их формы. Исправить ситуацию поможет расточка блока цилиндров.
Зачем нужна эта процедура?
Хотя зачастую расточку проводят сторонники тюнинга для увеличения мощности двигателя, есть и другие показания к этому. Работа установки ухудшается, когда топливо с выхлопными газами попадает в картер, а рабочая камера наполняется маслом.
Другие признаки поломки:
- Вибрация и стук из-под капота при увеличении оборотов;
- Удары колец о стенки, что приводит к их рассыпанию.
Следует учесть, что подлежат расточке только чугунные цилиндры. Алюминиевые двигатели нужно предварительно осмотреть, так как их внутренняя поверхность покрывается специальным напылением. Оно обеспечивает больший срок эксплуатации, поэтому снимать его категорически запрещено. Такой двигатель проточить не получится.
Такой двигатель проточить не получится.
Как растачиваются блоки цилиндра?
Первым этапом является полная разборка двигателя. Только профессионал должен оценивать текущее состояние цилиндра и принимать решение о его расточке.
Процедура состоит из:
- Изменения исходного размера верхнего кольца к мертвой точке. Оно должно составлять пять сотых миллиметра;
- Оценки изменений размера в месте соединения стенки поршня и юбки цилиндра. Этот размер не должен превышать трех сотых миллиметра.
Эти измерения указывают насколько нужна проточка. Для крепления блока применяется специальный станок. Впоследствии окончательно обрабатываются стенки деталей во избежание неровностей. Далее закупаются новые запчасти под заточенные размеры, собирается двигатель. Завершает работу проверка узлов в различных режимах.
Расточка блока цилиндров в Самаре проводится квалифицированными специалистами с использованием точного оборудования.
Автоцентр «Гэмбл» занимается обслуживанием, диагностикой и ремонтом иномарок в Самаре: Renault, Нyundai, KIA, Toyota, Ford, Mazda, SKODA, NISSAN, OPEL, Volkswagen, и других марок иностранных производителей.
Растачивание и хонингование в эпоху цифровых технологий
Растачивание и хонингование были одним из основных направлений в двигателестроении с самого начала восстановления. Хотя многие процессы остались такими же, как и десятилетия назад, на этом пути было сделано много достижений, обусловленных необходимостью более жестких допусков.
Сверлильные и хонинговальные станки «связаны на бедре», когда речь идет о качественной обработке, по словам Дэвида Бьянки из Rottler Manufacturing в Сиэтле. «Высокоскоростные расточные станки с новейшими технологиями пластин оставляют более чистую поверхность, без выдернутого материала и готовы к хонингованию, что создает основу для качественной обработки после хонингования».
«Высокоскоростные расточные станки с новейшими технологиями пластин оставляют более чистую поверхность, без выдернутого материала и готовы к хонингованию, что создает основу для качественной обработки после хонингования».
Растачивание цилиндров является критически важной операцией, поскольку оно возвращает блок цилиндров к жизни с прямыми и круглыми отверстиями. Истинно концентрическое отверстие сводит к минимуму прогиб кольца при движении поршня вверх и вниз и прямо выровнено с центром отверстия и коленчатого вала. Отверстие также должно иметь точные размеры, чтобы соответствовать поршню с надлежащими боковыми зазорами.
Сколько материала нужно удалить? При растачивании это зависит от того, какой увеличенный размер вы хотите использовать, но обычно производители двигателей берут от 0,020 дюйма до 0,100 дюйма при расточке. «Мы всегда рекомендуем оставлять минимум 0,003 дюйма на диаметре для заточки», — отмечает Эд Киблер из Rottler. «Это гарантирует, что вы получите основной металл после операции расточки».
У моторостроителей столько же предпочтений в отношении способов обработки и изготовления двигателей, сколько у пекарей в отношении приготовления теста. Тем не менее, лучшие рецепты отделки поверхности сводятся к пикам и спадам, а также к тому, как вы сбалансируете потребность в удержании масла и трении. «С сегодняшним топливом, давлением в цилиндре и температурой молибденовые кольца больше не будут оплачивать счета», — говорит Киблер. «Мы видим больше колец из инструментальной стали в высокопроизводительных приложениях. Производители колец говорят, что они больше не обращают внимания на чистоту поверхности в отношении состава колец, а обращают внимание на чистоту стенок цилиндра для конкретных применений. Обычно производители колец запрашивают более высокие значения RvK (средняя глубина впадины), когда речь идет о двигателях, добавляющих мощность, таких как закись азота, двигатели с наддувом или двигатели с турбонаддувом».
Большинство изготовителей высокопроизводительных двигателей и даже многие изготовители серийных двигателей используют моментные пластины при хонинговании блоков, чтобы обеспечить наилучшую отделку. Правильная геометрия отверстия улучшает уплотнение кольца, чтобы максимизировать мощность при минимизации прорыва газов, потерь на сжатие, выбросов и расхода масла.
Правильная геометрия отверстия улучшает уплотнение кольца, чтобы максимизировать мощность при минимизации прорыва газов, потерь на сжатие, выбросов и расхода масла.
Помимо неравномерной зажимной нагрузки от болтов с головкой, Киблер говорит, что одной из основных причин деформации отверстия является давление на стенку цилиндра во время растачивания или хонингования. «Использование расточной пластины меньшего радиуса с положительным передним углом для снижения давления резания в процессе растачивания может уменьшить напряжения.
«На хонинговальном станке очень важно поддерживать равномерное давление на стенку цилиндра. Новые хонинговальные станки могут устанавливать давление хонингования в процентах от нагрузки. В зависимости от типа блока или производителя блока, некоторые блоки могут выдерживать большее давление и при этом иметь круглые цилиндры. Другие блоки имеют разную толщину стенок цилиндра и требуют меньшего давления хонингования для поддержания цилиндров круглой формы. Еще один способ борьбы с искажением отверстия в процессе хонингования — использование хонинговальной головки с большим количеством камней. Таким образом, в цилиндре с тонкими стенками, который хочет деформироваться, хонинговальная головка с шестью камнями будет работать лучше, чем с четырьмя камнями».
Еще один способ борьбы с искажением отверстия в процессе хонингования — использование хонинговальной головки с большим количеством камней. Таким образом, в цилиндре с тонкими стенками, который хочет деформироваться, хонинговальная головка с шестью камнями будет работать лучше, чем с четырьмя камнями».
Насколько сильно искривление отверстия является слишком большим? Киблер говорит, что это зависит от области применения, но для многих бензиновых двигателей последних моделей с относительно узкими зазорами между стенками поршня и цилиндра «расхождение всего лишь 0,0005˝ может быть слишком большим». Но на более старом бюджетном двигателе Chevy с малым блоком, кольцами с более высоким натяжением и большими зазорами поршня «вы можете обойтись с искажением отверстия до 0,005 дюйма».
Мастерские, в которых работают один и два человека, не имеют таких же потребностей, как предприятие по восстановлению серийных двигателей (PER) со 100 сотрудниками. Небольшие магазины часто не могут оправдать покупку первоклассного сверлильного или хонинговального станка со всеми последними «прибамбасами».
Мэтт Наполитано из компании RMC Engine Rebuilding Equipment в Сагино, штат Мичиган, говорит, что небольшие мастерские находятся на распутье и не решаются покупать новое оборудование с ЧПУ. «К сожалению, часть того, что входит в уравнение доступности нового ЧПУ, зависит от вашего местоположения».
Он говорит, что старым и небольшим магазинам в малонаселенных районах будет трудно оправдать расходы на новое оборудование, если они не смогут окупить его. «В конце концов, с многоцелевым ЧПУ, которое может выполнять множество операций, включая растачивание цилиндров и линий, вы получите довольно хорошую оплату».
По словам Киблера, самая большая проблема сегодня — найти хороших людей, которые будут работать. «Трудно найти людей, которые придут, захотят учиться и будут придерживаться этого. Я говорю владельцам магазинов: вы можете потратить больше на машину, которая будет делать всю работу за вас, всегда приходить на работу, никогда не болеть и никогда не просить прибавки к зарплате. Или вы можете купить что-то, что может быть дешевле при первоначальной покупке, а затем попытаться найти кого-то, кто будет управлять этим, чтобы вы могли выполнить достаточно работы, чтобы заплатить за это ».
Или вы можете купить что-то, что может быть дешевле при первоначальной покупке, а затем попытаться найти кого-то, кто будет управлять этим, чтобы вы могли выполнить достаточно работы, чтобы заплатить за это ».
Современные машины позволяют небольшому магазину удвоить производительность при том же количестве людей. «Нет никаких причин, по которым вы не можете хонинговать, растачивать и делать что-то еще — например, обрезать седел клапанов или балансировать, в то время как обрабатывающий центр с ЧПУ растачивает все восемь цилиндров и автоматически разгружает эти цилиндры для хонингования», — отмечает Киблер. «И хон движется вниз по ряду цилиндров, пока вы делаете что-то еще».
В то время как многоцелевой ЧПУ может быть значительным первоначальным расходом, если вы сложите все это, это будет примерно столько же или меньше, чем покупка четырех отдельных станков с ручным управлением. «Если я куплю шлифовальный станок и центровочно-расточной станок, фрезу Бриджпорта и расточный станок, то сразу же найдутся четыре станка. Если сложить все это, вы потратите больше, чем на ЧПУ, и у вас все равно будут ограниченные возможности», — говорит Наполитано.
Если сложить все это, вы потратите больше, чем на ЧПУ, и у вас все равно будут ограниченные возможности», — говорит Наполитано.
Многие парни в индустрии стареют, по словам Наполитано, некоторым за 60 и даже больше. «Некоторые из этих ребят купили свое оборудование 20 или более лет назад. На данный момент все оплачено и все еще работает, поэтому они отказываются от цены на новое оборудование». Он говорит, что если у магазина нет плана по передаче права собственности, многие из этих небольших магазинов довольствуются тем, что продолжают делать то же самое, пока не смогут.
Магазины, которые хотят остаться в игре и работать над новыми двигателями, могут быть «сожраны», потому что ближайший магазин купит ЧПУ и возьмет на себя большую часть бизнеса, говорит Наполитано. Для некоторых магазинов это серьезное решение сделать такие инвестиции, но они также могут принести больше, чем ожидал владелец, потому что теперь у вас будет возможность выйти далеко за рамки стандартных работ.
«Ранее в этом году я продал станок одному парню из Австралии, и у него накопилась работа, которую можно было выполнять на ЧПУ. У него были ребята, которые могли подождать, пока он получит станок и обучение, чтобы закончить свою работу на новом ЧПУ. Он говорит, что сегодня у него вдвое больше работы.
Хотя принципы растачивания не сильно изменились за эти годы, инструменты и оборудование действительно эволюционировали, чтобы идти в ногу как с достижениями OEM, так и с требованиями гонок и новыми материалами.
Kiebler говорит, что потребности небольшой мастерской хорошо сочетаются с таким оборудованием, как расточная оправка F9A и цилиндрический хонинговальный станок H85A. «F9A имеет ряд опциональных расточных оправок от 1,5″ до 5,0″, а наш H85A можно модернизировать по мере роста бизнеса до более автоматизированного процесса».
Современные хонинговальные станки с ЧПУ будут проходить от отверстия к отверстию и даже прокатывать блок V8 и автоматически хонинговать противоположный берег. С новыми хонинговальными станками, которые будут работать автоматически и затачивать каждый цилиндр с точностью до 0,0002 дюйма по размеру и прямолинейно.
С новыми хонинговальными станками, которые будут работать автоматически и затачивать каждый цилиндр с точностью до 0,0002 дюйма по размеру и прямолинейно.
Киблер полагает, что точильный станок теперь должен быть первым приобретенным оборудованием. «Операция хонингования на сегодняшний день является самой важной операцией для уплотнительных колец и повышения мощности. У вас может быть идеальное отверстие перпендикулярно коленчатому валу и точно под углом 90 градусов к другому берегу, но если вы не уплотните кольца, все готово».
Бьянки говорит, что благодаря новым достижениям в хонинговании производители двигателей могут пойти еще дальше, создавая различную обработку поверхности в разных местах цилиндра. «Для производителя высокопроизводительных двигателей это явное достижение. Например, наш новейший хонинговальный станок может производить более грубую поверхность верхней части цилиндра и более гладкую поверхность нижней части для двигателей, использующих сумматоры мощности».
Киблер и Бьянки также отмечают, что хонинговальные головки старого типа с зубчатой рейкой, двумя брусками и двумя грязесъемными головками не могут давать такой же круглый цилиндр, как алмазные хонинговальные головки с четырьмя и шестью камнями на более новых станках. . Они также не могут дать вам плато, которого хотят многие производители колец. EB
J и E Engineering Растачивание цилиндров Стр.
J и E Engineering Services.
Блок 32, Британия Милл.
Стоунхолм Роуд,
Crawshawbooth,
Россендейл,
Ланкашир.
BB4 8BA
Расточка цилиндра 
Плавающий буровой станок Air-
Диаметр поршня в мм, измеренный в точке наибольшего диаметра юбки перпендикулярно оси штифта
Монтажный зазор в мм. «SP» = Шпиль = Зазор В этом примере 0,10 мм
Знак производителя и символ качества
Индикация превышения размера. «STD» = Стандартный или в этом примере 0,060» = +60 тыс. Крупногабаритный
Фитинг гильз можно использовать для ремонта треснувших или пористых блоков цилиндров.
Мы всегда «плато» точим наши расточенные цилиндры 
Это достигается за счет установки более крупных стволов с увеличенным диаметром отверстия и более крупными поршнями.
Эта модификация требует механической обработки алюминиево-магниевого картера и выемки головки блока цилиндров. Мы делаем это на нашем фрезерном станке с ЧПУ, как показано здесь.
Этот 5-цилиндровый двигатель Volkswagen 
Пока ваш блок цилиндров снят с автомобиля и разобран для повторного
При замене футеровки
Масляные галереи и проходы также должны быть тщательно очищены на этом этапе.
Расточка блока цилиндров или гильзы цилиндра 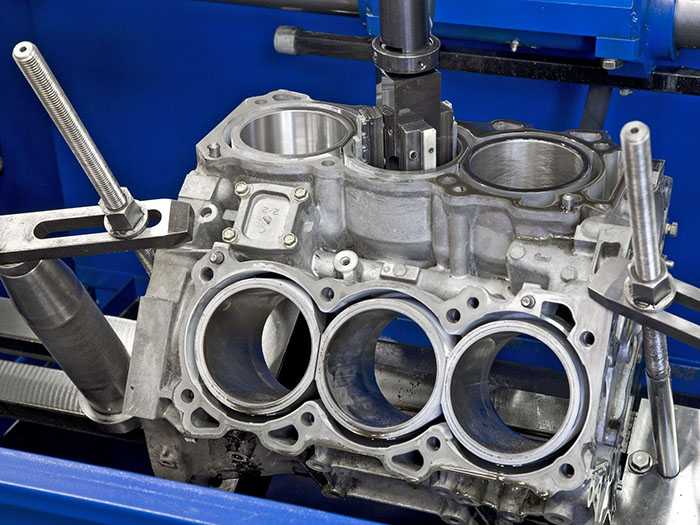
Наш хонинговальный станок для цилиндров в действии.
Нажмите здесь для просмотра видео
Это видео, где вы можете увидеть наш хонинговальный станок в действии. Обратите внимание на большой объем смазочно-охлаждающей жидкости, используемой непосредственно на хонинговальной головке для смывания изношенных камней и материала отверстия при одновременном охлаждении цилиндра, предотвращающем деформацию. Щелчок, который вы можете услышать, — это автоматическая подача, поддерживающая давление камня на цилиндр. Ходовой механизм можно прервать, чтобы он остановился на дне цилиндра для сохранения правильной геометрии.
Обратите внимание на большой объем смазочно-охлаждающей жидкости, используемой непосредственно на хонинговальной головке для смывания изношенных камней и материала отверстия при одновременном охлаждении цилиндра, предотвращающем деформацию. Щелчок, который вы можете услышать, — это автоматическая подача, поддерживающая давление камня на цилиндр. Ходовой механизм можно прервать, чтобы он остановился на дне цилиндра для сохранения правильной геометрии.
1-й этап черновой обработки выполняется набором шлифовальных кругов с зернистостью 120.
2-й этап финишной обработки и калибровки выполняется с использованием набора шлифовальных кругов с зернистостью 220. Это подходит для большинства применений с использованием чугунных цилиндров, которые затем обрабатываются пробкой или набором платохонинговальных щеток.
Ультратонкие камни 3-й ступени с зернистостью 400+ могут использоваться для специальных и гоночных работ перед платохонингованием с помощью специального набора щеток.