
Ремонт рулевой рейки форд фокус 2
Давление рабочей жидкостиНа автомобилях с двигателями 1,4 и 1,6 л R4 Duratec 16V и 1,6 л R4 16V Duratec Ti-VCT (с изменяемыми фазами газораспределения) давление рабочей жидкости в гидроусилителе создается механическим насосом лопастного типа, который установлен на двигателе и приводится общим с генератором поликлиновым ремнем. При отказе усилителя рулевого управления возможность управления автомобилем сохраняется, но усилие на рулевом колесе возрастает. |
На автомобили с двигателями 1,8 и 2,0 л R4 Duratec-HE 16V устанавливают электрический насос гидроусилителя рулевого управления, выполненный за одно целое с бачком. Картер рулевого механизма установлен в подкапотном пространстве и закреплен болтами на поперечине передней подвески.
Рулевая колонка травмобезопасная, с механизмом регулировки положения рулевого колеса, оборудована энергопоглощающими устройствами, повышающими пассивную безопасность, и противоугонным устройством в замке зажигания, блокирующим от поворота вал рулевого колеса.
Прокачка системы ГУР рулевого управления ФОРД ФОКУС 2 (Ford Focus 2)
Прокачка (удаление воздуха) гидравлической системы усилителя рулевого управления необходима после любых работ, связанных с разгерметизацией системы (замена насоса или трубопроводов). Признаком наличия воздуха в системе является подклинивание рулевого колеса при попытке резко повернуть его. Кроме того, насос издает повышенный шум в момент поворота рулевого колеса, а жидкость в бачке обычно вспенивается.
- Залейте рабочую жидкость в систему гидроусилителя до метки «МАХ».
- Запустите двигатель и поверните рулевое колесо до упора в одну сторону.
- Предупреждение: Не удерживайте рулевое колесо в крайнем положении более 10 с.

- Поверните рулевое колесо до упора в противоположную сторону.
- Поверните рулевое колесо в среднее положение и заглушите двигатель.
- Проверьте уровень рабочей жидкости в бачке гидроусилителя и при необходимости долейте.
- Примечание Уровень рабочей жидкости в бачке при прогретом двигателе должен находиться не выше метки «МАХ», при холодном — не ниже метки «MIN».
- Повторяйте операции 2–5 до тех пор, пока уровень рабочей жидкости в бачке не перестанет снижаться.

Возможные неисправности рулевого управления ФОРД ФОКУС 2 (Ford Focus 2) с гидроусилителем, их причины и способы устранения
Основные неисправности рулевого управления (шум, увеличенный свободный ход, тугое вращение рулевого колеса, шумность насоса, нечеткий возврат)
| Причина неисправности | Способ устранения |
Увеличенный свободный ход рулевого колеса, стуки в рулевом управлении |
|
|
|
Тугое вращение рулевого колеса (недостаточное усиление) |
|
| Проскальзывание ремня привода насоса гидроусилителя | Отрегулируйте натяжение ремня |
| Повреждение ремня привода насоса | Замените ремень |
| Недостаточный уровень рабочей жидкости | Восстановите уровень жидкости до нормы |
| Попадание воздуха в гидросистему | Удалите воздух |
| Перекручивание или повреждение шлангов | Устраните перекручивание или замените шланги |
| Недостаточное давление насоса гидроусилителя | Устраните неисправность или замените насос |
|
Повышенные внутренние утечки в насосе Повышенные утечки жидкости из рулевого механизма |
Замените дефектные детали |
| Перекос или повреждение уплотнений рулевого механизма или распределителя | Замените уплотнения |
Нечеткий возврат рулевого колеса в среднее положение |
|
| Нарушение натяга пружины упора рейки | Отрегулируйте натяг пружины |
| Затрудненное проворачивание внутренних шарниров и шарниров наконечников рулевых тяг | Замените наконечники рулевых тяг |
|
Замените рулевой механизм |
| Повреждение подшипника шестерни | Замените рулевой механизм |
| Перекручивание или повреждение шлангов | Устраните перекручивание или замените шланги |
| Повреждение клапана регулировки давления | Замените клапан регулировки давления |
| Повреждение подшипника валика ротора насоса | Замените подшипник |
Шум, стук в рулевом управлении |
|
| Касание шлангов о кузов | Правильно проложите шланги |
| Ослабление крепления рулевого механизма | Затяните крепление |
|
|
Повышенная шумность насоса гидроусилителя |
|
| Недостаточный уровень рабочей жидкости | Восстановите уровень жидкости до нормы |
|
|
РЕМОНТ И РЕГУЛИРОВКА РУЛЕВЫХ РЕЕК ФОРД
Название: Ремонт рулевой рейки форд фокус 2
Тематика: Информационная поддержка
ГУР Сервис | Профессиональный ремонт рулевых реек в Липецке т.
 8-910-255-22-11
8-910-255-22-11Рулевая рейка – это силовой агрегат рулевого механизма (управления) предназначенный для перераспределения сил от рулевой колонки к управляемым колесам. Усилие водителя последовательно передается от колеса рулевого управления на рулевую колонку соединенную с рулевой рейкой
и далее через рулевые тяги и наконечники усилие передается на поворотные рычаги, соединенные с управляемыми колесами через поворотные цапфы.Рисунок 1 – Рулевая рейка автомобиля в разрезе с указанием основных элементов
Ремонт рулевой рейки требуется при возникновении следующих проблем: Течь жидкости ГУР из Рулевой рейки (течь рулевой рейки). Такая проблема проявляется в виде масла под автомобилем оставленном на парковке. Иногда появляется ощущение «тяжелого» (тугого) руля. Для диагностики данной неисправности производится проверка рулевой рейки на стенде под давлением до 160 атмосфер. Может проявляться как течь сальников, либо коррозия штока рулевой рейки. При ремонте рулевых реек производится замена сальников, втулок, уплотнительных колец, тыльников, уплотнений тыльника. В случает коррозии вала (механического повреждения) производится шлифовка вала, а затем газо-термонапыление вала до номинальных размеров.
При ремонте рулевых реек производится замена сальников, втулок, уплотнительных колец, тыльников, уплотнений тыльника. В случает коррозии вала (механического повреждения) производится шлифовка вала, а затем газо-термонапыление вала до номинальных размеров.
Люфт Рулевой рейки. Проявляется в виде люфта на рулевом колесе, который может быть как частью неисправности крестовины рулевой колонки и так и люфтом в самой рулевой рейке. Необходима полная разборка рулевой рейки. При данном виде ремонта в рулевой рейке заменяются изнашиваемые детали. Далее производится регулировка рулевой рейки на стенде. Стук в Рулевой рейке. Ощущается «отдачей» в руль. Данная вид неисправности рулевой рейки происходит из-за повреждения (износа) втулок скольжения и тыльников рулевой рейки. В ходе ремонта в рулевой рейке заменяются изнашиваемые детали. Далее производится регулировка рулевой рейки на стенде.
Диагностика рулевой рейки: Диагностика рулевой рейки – Технический анализ работоспособности рулевой рейки на соответствие базовых параметров, заявленных их производителями для выявления неисправных деталей и деталей, имеющих критический процент износа, отрицательно влияющий на дальнейший эксплуатационный ресурс.
Рисунок 2 – Рулевая рейка автомобиля в разрезе
Ремонт рулевой рейки – работа, производимая по результатам Диагностики по замене заранее выявленных неработающих деталей с комплексной очисткой р При ремонте используются оригинальные импортные комплектующие. С вала рулевой рейки удаляется коррозия, вал проверяется на биение, контролируется состояние зубчатого зацепления. По согласованию с заказчиком, возможна замена пыльников, рулевых тяг и рулевых наконечников вышедших из строя. Ремонт занимает от 2-4х дней, в зависимости от состояния рулевой рейки.
При ремонте используются оригинальные импортные комплектующие. С вала рулевой рейки удаляется коррозия, вал проверяется на биение, контролируется состояние зубчатого зацепления. По согласованию с заказчиком, возможна замена пыльников, рулевых тяг и рулевых наконечников вышедших из строя. Ремонт занимает от 2-4х дней, в зависимости от состояния рулевой рейки.
Восстановление рулевой рейки – гарантия на весь агрегат
Рисунок 3 – Внешний вид рулевой рейки автомобиля
Восстановление рулевой рейки – работа, производимая по результатам Диагностики по замене заранее выявленных неработающих деталей и деталей, имеющих критический процент износа, отрицательно влияющий на дальнейший эксплуатационный ресурс с комплексной очисткой рулевой рейки от загрязнений и восстановлений первоначального внешнего вида всех поверхностей корпусов и основных узлов с последующей контрольной Диагностикой на соответствия всех параметров работоспособности. Компания «ГУР Сервис» одним из важных направлений своей деятельности выделяет восстановление сломанных рулевых реек. Ни для кого не секрет, что автомобильная промышленность является одним из самых значимых источников в загрязнении окружающей среды. Восстановление рулевых реек – в значительной степени уменьшает наносимый вред. Поэтому для наших клиентов мы предлагаем возможность приобрести новую рулевую рейку, взамен старой, со значительной скидкой!
Компания «ГУР Сервис» одним из важных направлений своей деятельности выделяет восстановление сломанных рулевых реек. Ни для кого не секрет, что автомобильная промышленность является одним из самых значимых источников в загрязнении окружающей среды. Восстановление рулевых реек – в значительной степени уменьшает наносимый вред. Поэтому для наших клиентов мы предлагаем возможность приобрести новую рулевую рейку, взамен старой, со значительной скидкой!
Доставка отремонтированной рулевой рейки
Мы осуществляем бесплатную доставку для корпоративных клиентов поЛипецкой обл. по предварительной заявке, в среднем в течение одного часа
Гарантия на ремонт рулевой рейки
Гарантии по видам работ: на Ремонт рулевой рейки -Двенадцать месяцев (гарантия на все комплектующие используемые в ремонте), и на Восстановление рулевой рейки. Гарантийные обязательства ГУР Сервиса сохраняются при условии правильной технической эксплуатацией рулевой рейки потребителем в соответствии с руководствами (инструкциями) по эксплуатации автомобилей в течении всего гарантийного срока. Гарантия на работы ГУР Сервиса не распространяется на самостоятельно приобретенные потребителем запасные части, устанавливаемые его силами, и на незамененные комплектующие рулевой рейки. Гарантия аннулируется при выявлении специалистами ГУР Сервиса нарушений условий эксплуатации рулевой рейки, например: присутствия в агрегатах не соответствующих или ненадлежащих жидкостей и веществ; сильной внешней или внутренней коррозии составных частей рулевой рейки являющейся причиной не надлежащей работоспособности рулевой рейки; термических, механических повреждениях произошедших по вине потребителя, выявленных и логически обоснованных по результатам технической Диагностики рулевой рейки специалистами ГУР Сервиса. Своевременная диагностика неисправностей рулевой рейки, вовремя проведенное плановое техническое обслуживание и наконец ремонт рулевой рейки обеспечивают спокойную эксплуатацию Вашего автомобиля на Российских дорогах и за границей.
Гарантия на работы ГУР Сервиса не распространяется на самостоятельно приобретенные потребителем запасные части, устанавливаемые его силами, и на незамененные комплектующие рулевой рейки. Гарантия аннулируется при выявлении специалистами ГУР Сервиса нарушений условий эксплуатации рулевой рейки, например: присутствия в агрегатах не соответствующих или ненадлежащих жидкостей и веществ; сильной внешней или внутренней коррозии составных частей рулевой рейки являющейся причиной не надлежащей работоспособности рулевой рейки; термических, механических повреждениях произошедших по вине потребителя, выявленных и логически обоснованных по результатам технической Диагностики рулевой рейки специалистами ГУР Сервиса. Своевременная диагностика неисправностей рулевой рейки, вовремя проведенное плановое техническое обслуживание и наконец ремонт рулевой рейки обеспечивают спокойную эксплуатацию Вашего автомобиля на Российских дорогах и за границей.
| Услуга | Стоимость, руб | ||
| Рулевую рейку снять/установить | от 2000 | ||
| Переборка рулевой рейки | от 2000 | ||
Рем. комплект рулевой рейки комплект рулевой рейки | от 2000 | ||
| Востановление кородированного вала | от 2000 | ||
Есть вопросы? Звоните, мы все расскажем 8-910-255-22-11.
google7f0e62116a2677a5
Полая штанга рулевой рейки и способ ее изготовления
Настоящее изобретение относится к штанге рулевой рейки, которая является одним из компонентов рулевого оборудования автомобилей, а также касается способа ее изготовления. В последнее время с целью облегчения веса автомобилей пытаются делать такие валы полыми, которые обычно бывают цельными. Объектом настоящего изобретения является полая штанга рулевой рейки для этой цели. Настоящее изобретение предлагает полые стержни рулевой рейки отличного качества и достаточной прочности при низких затратах.
Стержень рулевой рейки имеет такую форму, что рейка образована, например, примерно на половине длины вала с круглым поперечным сечением. Для изготовления выемки для облегчения веса традиционно в цельном брусе просверливали отверстие после вырезания стойки на поверхности. Можно считать, что рейка вырезается на уплощенной части трубы с использованием изначально полого материала, а именно трубы. Однако на самом деле трудно обеспечить необходимую прочность стойки, так как толщина в части стойки при резке становится очень тонкой. С другой стороны, было предложено делать полой только ту часть, где рейка не сформирована, вместо того, чтобы делать полой часть, где рейка образована. Открытая патентная публикация Японии 9-58489 относится к описанной выше технологии, в которой стержень зубчатой рейки завершается обжимом для соединения стальной трубы и сплошного стержня, образующего рейку.
Для изготовления выемки для облегчения веса традиционно в цельном брусе просверливали отверстие после вырезания стойки на поверхности. Можно считать, что рейка вырезается на уплощенной части трубы с использованием изначально полого материала, а именно трубы. Однако на самом деле трудно обеспечить необходимую прочность стойки, так как толщина в части стойки при резке становится очень тонкой. С другой стороны, было предложено делать полой только ту часть, где рейка не сформирована, вместо того, чтобы делать полой часть, где рейка образована. Открытая патентная публикация Японии 9-58489 относится к описанной выше технологии, в которой стержень зубчатой рейки завершается обжимом для соединения стальной трубы и сплошного стержня, образующего рейку.
Другой способ предложен в публикации японского патента 3-5892, в котором зубчатая рейка формируется путем пластической обработки необработанной стальной трубы, чтобы сделать стержень рулевой рейки полым по всей длине. Было разработано несколько улучшений вышеуказанного метода, после чего производство по вышеуказанному методу быстро увеличивается. Способ раскрыт в японской патентной публикации 3-589.2 состоит из двух этапов обработки, т.е. предварительной правки части стальной трубы, а затем формирования на сплющенной части стойки. Во-первых, обрабатываемая часть необработанной стальной трубы удерживается в первично-формовочном разъемном штампе, который может открываться вправо и влево и имеет сквозное отверстие в формируемой детали в виде стойки в состоянии штампы закрываются. Затем в отверстие вставляют пуансон с плоской вершиной и расплющивают часть стальной трубы для получения первичной формованной детали. На следующем этапе первично сформированная заготовка удерживается в разъемных штампах вторичной формовки, которые открываются вправо и влево и имеют внутреннюю форму, совпадающую с внешней формой готовой зубчатой рейки. А именно, вторичные формовочные разъемные плашки имеют в своих верхних частях охватывающий рисунок зубьев рейки в закрытом состоянии плашек. Затем в стальную трубу вставляются оправки, чтобы выполнить заутюживание предварительно расплющенной части изнутри стальной трубы.
Способ раскрыт в японской патентной публикации 3-589.2 состоит из двух этапов обработки, т.е. предварительной правки части стальной трубы, а затем формирования на сплющенной части стойки. Во-первых, обрабатываемая часть необработанной стальной трубы удерживается в первично-формовочном разъемном штампе, который может открываться вправо и влево и имеет сквозное отверстие в формируемой детали в виде стойки в состоянии штампы закрываются. Затем в отверстие вставляют пуансон с плоской вершиной и расплющивают часть стальной трубы для получения первичной формованной детали. На следующем этапе первично сформированная заготовка удерживается в разъемных штампах вторичной формовки, которые открываются вправо и влево и имеют внутреннюю форму, совпадающую с внешней формой готовой зубчатой рейки. А именно, вторичные формовочные разъемные плашки имеют в своих верхних частях охватывающий рисунок зубьев рейки в закрытом состоянии плашек. Затем в стальную трубу вставляются оправки, чтобы выполнить заутюживание предварительно расплющенной части изнутри стальной трубы. Следовательно, внешняя поверхность первично сформированной детали имеет выпуклость, и рейка формируется в соответствии с формой вторично формирующих разъемных штампов.
Следовательно, внешняя поверхность первично сформированной детали имеет выпуклость, и рейка формируется в соответствии с формой вторично формирующих разъемных штампов.
Вышеупомянутый метод, который формирует стойку с помощью обработки пластика, имеет отличные характеристики, потому что этот метод не тратит впустую материал по сравнению с методом резки, и может производить продукцию высокого качества благодаря усилению с помощью обработки пластика. Однако стоимость довольно высока из-за жестких требований к качеству материала необработанной стальной трубы. А именно, чтобы сформировать стойку путем вдавливания оправок в стальную трубу и проглаживания, а затем путем подъема металла изнутри трубы, металл должен деформироваться в соответствии со схемой формирования рейки потоком материала. Соответственно, метод требует материала, обладающего хорошей пластической деформируемостью при холодной обработке давлением. Наоборот, прочность материала изделия из зубчатой рейки должна быть высокой, так как толщина у корней зубьев рейки становится довольно малой по сравнению с толщиной необработанной стальной трубы. В этих обстоятельствах настоящее изобретение предназначено для создания полой штанги рулевой рейки с меньшими затратами, что является остающимся достоинством способа формирования рейки посредством обработки пластмассой.
В этих обстоятельствах настоящее изобретение предназначено для создания полой штанги рулевой рейки с меньшими затратами, что является остающимся достоинством способа формирования рейки посредством обработки пластмассой.
А именно, настоящее изобретение использует в качестве исходных материалов детали с рейкой и детали без рейки, которые имеют разные характеристики, и, наконец, изготавливает изделие из полого стержня рулевой рейки путем соединения этих двух частей. С практической точки зрения, это изобретение предлагает стержень рулевой рейки, который выполнен полым по всей длине и образует рейку на части длины: при этом стержень зубчатой рейки состоит из секции, имеющей форму рейки, и секции, не имеющей формы рейки. , при этом секция в форме рейки содержит один конец рейки, рейку и часть последующей части круглого поперечного сечения, а секция без рейки содержит остаточную длину, отличную от секции в форме рейки; и затем зубчатая балка изготавливается путем соединения реечной секции и нереечной секции, при этом состав стали различается между реечной секцией и нереечной секцией, при этом содержание углерода в нереечной форме -реечный профиль выше реечного профиля.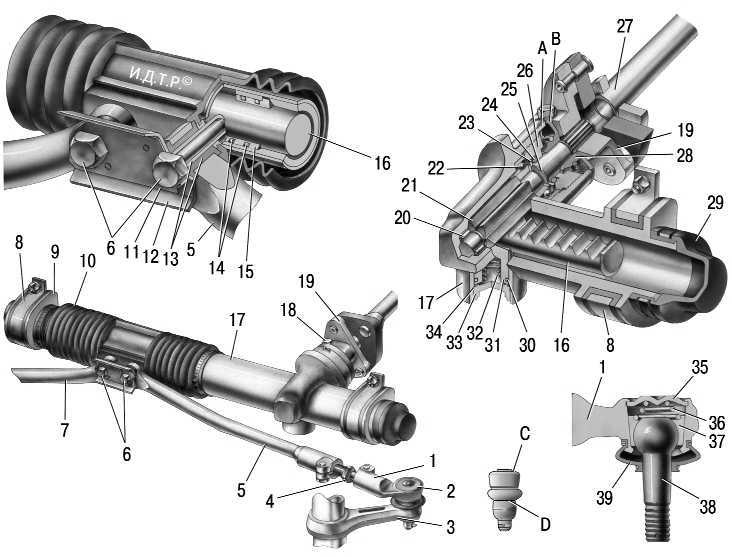 Вышеупомянутый реечный профиль и нереечный профиль могут быть составлены таким образом, что толщина нереечного профиля меньше толщины круглой части поперечного сечения реечного профиля, независимо от составляющих сталей. отличаются, как указано выше, или не отличаются между реечной секцией и нереечной секцией.
Вышеупомянутый реечный профиль и нереечный профиль могут быть составлены таким образом, что толщина нереечного профиля меньше толщины круглой части поперечного сечения реечного профиля, независимо от составляющих сталей. отличаются, как указано выше, или не отличаются между реечной секцией и нереечной секцией.
Здесь сталь нереечного профиля может состоять из 0,35–0,60% углерода, 0,10–0,40% кремния, 0,5–1,0% марганца в весовых процентах и железа в качестве остального, за исключением неизбежных примесей. Кроме того, наружные диаметры круглой части поперечного сечения реечной секции и нереечной секции могут различаться; и канавка для шарико-винтовой передачи может быть предусмотрена на части длины нереечной секции. Предпочтительно, чтобы, по крайней мере, корни реечных зубьев среди реечного участка имели упрочненную структуру по всей толщине.
Кроме того, настоящее изобретение представляет собой способ изготовления полого стержня с зубчатой рейкой, включающий: формирование зубчатой рейки на первой стальной трубе посредством пластической обработки, при этом рейка не формируется, по крайней мере, в одной концевой части первой стальной трубы.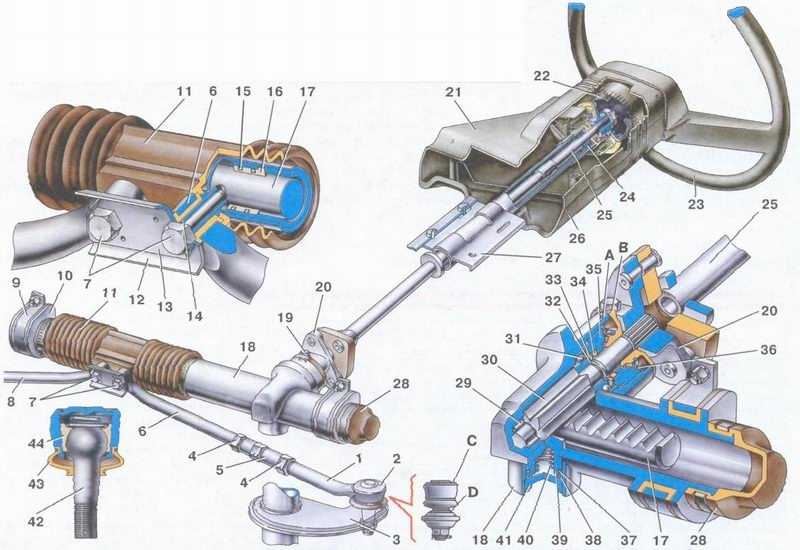 ; и соединение первой стальной трубы, которая образует рейку, и второй стальной трубы путем стыковки вышеупомянутого одного конца первой стальной трубы и конца второй стальной трубы, при этом составы сталей различаются между первой стальной трубой и второй стальной трубой. стальная труба, в которой содержание углерода во второй стальной трубе выше, чем в первой стальной трубе. В вышеописанном способе вместо того, чтобы компоненты стали различались между первой стальной трубой и второй стальной трубой, при этом содержание углерода во второй стальной трубе выше, чем в первой стальной трубе, вторая стальная труба может быть тоньше, чем первая стальная труба. или наружные диаметры первой стальной трубы и второй стальной трубы могут быть разными. Кроме того, одновременно может быть выполнено более одного условия среди вышеперечисленных условий, касающихся составляющих сталей, толщины стальных труб и наружного диаметра стальных труб. В описанных выше способах канавка для шарико-винтовой передачи может быть сформирована на части длины второй стальной трубы перед указанным соединением.
; и соединение первой стальной трубы, которая образует рейку, и второй стальной трубы путем стыковки вышеупомянутого одного конца первой стальной трубы и конца второй стальной трубы, при этом составы сталей различаются между первой стальной трубой и второй стальной трубой. стальная труба, в которой содержание углерода во второй стальной трубе выше, чем в первой стальной трубе. В вышеописанном способе вместо того, чтобы компоненты стали различались между первой стальной трубой и второй стальной трубой, при этом содержание углерода во второй стальной трубе выше, чем в первой стальной трубе, вторая стальная труба может быть тоньше, чем первая стальная труба. или наружные диаметры первой стальной трубы и второй стальной трубы могут быть разными. Кроме того, одновременно может быть выполнено более одного условия среди вышеперечисленных условий, касающихся составляющих сталей, толщины стальных труб и наружного диаметра стальных труб. В описанных выше способах канавка для шарико-винтовой передачи может быть сформирована на части длины второй стальной трубы перед указанным соединением.
Формирование зубчатой рейки на первой стальной трубе посредством пластической обработки указанными выше способами может включать: сплющивание путем прессования части окружности первой стальной трубы, при этом по крайней мере одна концевая часть первой стальной трубы не сплющена; удержание уплощенной стальной трубы в наборе разъемных матриц, при этом уплощенная часть контактирует с охватывающей частью стойки, которая оборудована внутри разъемных матриц; последовательно вставляя оправки в стальную трубу и формируя стойку, соответствующую охватывающей схеме стойки, путем проглаживания уплощенной части стальной трубы изнутри стальной трубы. В вышеупомянутых способах, по крайней мере, зубья рейки могут быть закалены на одной из стадий способа после формирования рейки, при этом закалка осуществляется путем нагрева всей толщины материала до температуры закалки, а соединение может быть выполнено сваркой трением.
РИС. 1 и РИС. 2 представляют собой поперечное сечение и вид в перспективе стержня рулевой рейки согласно настоящему изобретению соответственно.
РИС. 3 и РИС. 4 представляют собой виды в поперечном сечении сбоку и спереди соответственно, которые поясняют способ формирования стеллажа посредством обработки пластика в соответствии с настоящим изобретением. ИНЖИР. 5 и РИС. 6 представляют собой виды в разрезе сбоку и спереди соответственно, которые поясняют следующий этап процесса, показанного на фиг. 3 и РИС. 4 .
РИС. 7 представляет собой поперечное сечение стержня рулевой рейки с разрезом у основания зуба рейки, при этом стержень рейки изготовлен способом согласно настоящему изобретению.
РИС. 8 показана штанга рулевой рейки по настоящему изобретению, которая используется в рулевом механизме с электромоторным усилителем.
РИС. 9 представляет собой вид в перспективе стержня рулевой рейки по настоящему изобретению в качестве примера, отличного от фиг. 2 .
РИС. 2 представляет собой вид в перспективе примера полой штанги 9 рулевой рейки.0019 1 данного изобретения, где ссылочный номер 2 обозначает зуб зубчатой рейки. Отличительной особенностью настоящего изобретения является то, что, как показано на фиг. 1, часть, на которой образована рейка, в общей длине рейки, и оставшаяся часть длины выполнены из разных элементов и соединены вместе в стыке 5 для завершения рейки рулевой рейки. В данном изобретении упомянутая выше часть, образующая рейку, называется рейкообразным участком, а оставшаяся часть называется нереечнообразным участком.
Отличительной особенностью настоящего изобретения является то, что, как показано на фиг. 1, часть, на которой образована рейка, в общей длине рейки, и оставшаяся часть длины выполнены из разных элементов и соединены вместе в стыке 5 для завершения рейки рулевой рейки. В данном изобретении упомянутая выше часть, образующая рейку, называется рейкообразным участком, а оставшаяся часть называется нереечнообразным участком.
Точнее, как показано на фиг. 1, диапазон реечного профиля 3 содержит от конца 6 зубчатой рейки, включая часть, на которой сформированы зубья рейки 2 , до положения, немного входящего в последующую круговую крестовину — секционная часть 7 (в данном изобретении круглый не означает форму, в которой часть круга сплющена, а означает практически полный круг или почти полный круг в поперечном сечении). Хотя конец 6 стойки круглой формы на РИС. 1 (также на фиг. 2 ), конец может иметь форму удлиненной части стойки, а именно форму, в которой часть круга сплющена до поперечного сечения, состоящего из сегментированных кругов, в зависимости от конструкции автомобилей. Поэтому бывают случаи, когда форма реечного сечения является круглой на обоих концах и круглой только на одном конце. С другой стороны, нереечная секция 4 содержит остаточную длину, отличную от реечной секции 9.0019 3 и обычно имеет круглое поперечное сечение по всей длине. Однако в некоторых случаях канавка для шарико-винтовой передачи образована в части, за исключением обоих концов нереечной секции, как будет объяснено ниже. Как видно из приведенного выше пояснения, секция, имеющая форму рейки, и секция, не имеющая формы рейки, могут быть соединены плавно, поскольку соединение может быть выполнено путем соединения встык концов труб обоих круглых сечений.
Поэтому бывают случаи, когда форма реечного сечения является круглой на обоих концах и круглой только на одном конце. С другой стороны, нереечная секция 4 содержит остаточную длину, отличную от реечной секции 9.0019 3 и обычно имеет круглое поперечное сечение по всей длине. Однако в некоторых случаях канавка для шарико-винтовой передачи образована в части, за исключением обоих концов нереечной секции, как будет объяснено ниже. Как видно из приведенного выше пояснения, секция, имеющая форму рейки, и секция, не имеющая формы рейки, могут быть соединены плавно, поскольку соединение может быть выполнено путем соединения встык концов труб обоих круглых сечений.
Реечная секция изготавливается путем пластической обработки стальной трубы в данном изобретении, как видно из предпосылки этого изобретения, что реечная секция и нереечная секция соединяются путем соединения трубы встык концы круглого сечения. В отличие от процесса резки, обработка пластиком может сохранить толщину детали стойки, даже если в качестве сырья используется стальная труба. Предпочтительно, чтобы пластическая обработка для формирования рейки выполнялась до присоединения к нереечно-формованной секции. Причина в том, что есть преимущества, заключающиеся в том, что в процессе, упомянутом ниже, можно использовать более короткие оправки, и можно уменьшить площадь обработки смазки для пластиковой обработки, такой как обработка фосфатом. С другой стороны, нет смысла в пластической обработке после соединения. Кроме того, термическая обработка, такая как закалка, может быть выполнена в любой из до и после соединения. Например, термическая обработка может быть выполнена локально на реечном профиле даже после соединения.
Предпочтительно, чтобы пластическая обработка для формирования рейки выполнялась до присоединения к нереечно-формованной секции. Причина в том, что есть преимущества, заключающиеся в том, что в процессе, упомянутом ниже, можно использовать более короткие оправки, и можно уменьшить площадь обработки смазки для пластиковой обработки, такой как обработка фосфатом. С другой стороны, нет смысла в пластической обработке после соединения. Кроме того, термическая обработка, такая как закалка, может быть выполнена в любой из до и после соединения. Например, термическая обработка может быть выполнена локально на реечном профиле даже после соединения.
Что касается способа формирования стеллажа с помощью пластической обработки, то предпочтительным является следующий способ. Сначала, как показано на фиг. 3 и РИС. 4, которые представляют собой поперечное сечение сбоку и спереди соответственно, стальная труба 11 размещена в наборе разъемных штампов 12 , 13 , которые полностью окружают стальную трубу 11 . Матрицы образуют отверстие 14 , которое проходит перпендикулярно оси стальной трубы в области, совпадающей с обрабатываемой частью трубы. После удержания стальной трубы в разъемных штампах пуансон 15 вставляется в отверстие 14 , чтобы прижать эту часть стальной трубы 11 и сформировать на ней плоскую поверхность. Сплющивание выполняется на части, за исключением по крайней мере одной концевой части стальной трубы 11 . А именно, как упоминалось ранее, бывают случаи, когда форма зубчатой секции 3 является круглой на обоих концах, как показано на ФИГ. 1, и круглый только с одного конца. В зависимости от случая изменяется, выполняется ли сплющивание оставшихся двух концевых частей или одной концевой части стальной трубы (РИС. 9).0019 3 и РИС. 4 корпус показан сплющенным, так как остаются обе торцевые части).
Матрицы образуют отверстие 14 , которое проходит перпендикулярно оси стальной трубы в области, совпадающей с обрабатываемой частью трубы. После удержания стальной трубы в разъемных штампах пуансон 15 вставляется в отверстие 14 , чтобы прижать эту часть стальной трубы 11 и сформировать на ней плоскую поверхность. Сплющивание выполняется на части, за исключением по крайней мере одной концевой части стальной трубы 11 . А именно, как упоминалось ранее, бывают случаи, когда форма зубчатой секции 3 является круглой на обоих концах, как показано на ФИГ. 1, и круглый только с одного конца. В зависимости от случая изменяется, выполняется ли сплющивание оставшихся двух концевых частей или одной концевой части стальной трубы (РИС. 9).0019 3 и РИС. 4 корпус показан сплющенным, так как остаются обе торцевые части).
Кроме того, сплющивание может быть выполнено в состоянии, когда окружность стальной трубы открыта, чтобы просто сплющить часть окружности трубы. Однако желательно, чтобы пуансон проталкивался в состоянии, в котором стальная труба размещена в разрезных штампах, которые окружают трубу по всей окружности, как объяснялось выше. С помощью этого метода можно предотвратить деформацию контура стальной трубы, кроме уплощенной части. В некоторых случаях вышеупомянутый процесс выравнивания не дает полностью плоской плоскости, а создает, например, выпуклую плоскость, в которой центр ширины немного приподнят. Термин уплощение в данном изобретении включает вышеописанный случай.
Однако желательно, чтобы пуансон проталкивался в состоянии, в котором стальная труба размещена в разрезных штампах, которые окружают трубу по всей окружности, как объяснялось выше. С помощью этого метода можно предотвратить деформацию контура стальной трубы, кроме уплощенной части. В некоторых случаях вышеупомянутый процесс выравнивания не дает полностью плоской плоскости, а создает, например, выпуклую плоскость, в которой центр ширины немного приподнят. Термин уплощение в данном изобретении включает вышеописанный случай.
Далее, как показано на РИС. 5 и РИС. 6, которые представляют собой поперечное сечение сбоку и спереди соответственно, стальная труба 11 удерживается в наборе других разъемных матриц 17 , 18 , которые полностью окружают сплющенную трубу. Внутри разъемных матриц установлена матрица для формирования рейки 19 , имеющая внутреннюю часть рейки и контактирующая с уплощенной частью стальной трубы. В этом выравнивании оправка 20 вдавливается в стальную трубу, чтобы сформировать стойку на трубе, соответствующую штампу для формирования стойки 19 , путем последовательного проглаживания уплощенной части изнутри трубы и подъема металла изнутри. Зубья зубчатой рейки формируются в несколько этапов путем вставки оправок с возрастающими размерами, следовательно, количество оправок может быть уменьшено за счет использования оправок, которые имеют множество выступов 21 в качестве гладильных точек. Кроме того, целесообразно вставлять оправки попеременно с обеих сторон, чтобы сэкономить рабочее время. Все вышеупомянутые пластические операции можно проводить при комнатной температуре. Кроме того, рейкообразующая матрица 19 в принципе может быть объединен в одном корпусе с верхней матрицей 17 разъемных матриц, однако желательно, чтобы плашка для формирования рейки была независимой и прикреплялась к верхней матрице, т.к. короткая жизнь, страдая большой силой.
Зубья зубчатой рейки формируются в несколько этапов путем вставки оправок с возрастающими размерами, следовательно, количество оправок может быть уменьшено за счет использования оправок, которые имеют множество выступов 21 в качестве гладильных точек. Кроме того, целесообразно вставлять оправки попеременно с обеих сторон, чтобы сэкономить рабочее время. Все вышеупомянутые пластические операции можно проводить при комнатной температуре. Кроме того, рейкообразующая матрица 19 в принципе может быть объединен в одном корпусе с верхней матрицей 17 разъемных матриц, однако желательно, чтобы плашка для формирования рейки была независимой и прикреплялась к верхней матрице, т.к. короткая жизнь, страдая большой силой.
Вышеупомянутый процесс формирования рейки с помощью пластической обработки требует сырья, обладающего хорошей пластической деформируемостью, потому что материал подвергается сильной деформации, при которой материал заполняется в матрице для формирования рейки путем проглаживания оправками с внутренней стороны трубка. С другой стороны, прочность материала изделия должна быть высокой, особенно в части стеллажа. А именно, как показано на фиг. 7, который представляет собой поперечное сечение зубчатой рейки с разрезом у корня зуба рейки, где зубчатая рейка изготовлена способом по настоящему изобретению, толщина у корней 25 зубьев рейки 2 довольно мал по сравнению с толщиной необработанной стальной трубы. Это явление неизбежно из-за баланса количества материала при пластической деформации. Поэтому важно обеспечить прочность корней реечных зубов. Соответственно, стоимость материала реечного профиля становится достаточно высокой, так как материал требует хорошей пластической деформируемости в качестве сырья и высокой прочности в конечном изделии. С другой стороны, в нереечном профиле можно использовать материал, который содержит больше углерода, чем реечный профиль, и не содержит легирующих элементов, которые имеют высокую стоимость. Поскольку секция, не имеющая реечной формы, не требует пластической деформируемости, в ней может использоваться много углерода, что обеспечивает прочность при низкой стоимости.
С другой стороны, прочность материала изделия должна быть высокой, особенно в части стеллажа. А именно, как показано на фиг. 7, который представляет собой поперечное сечение зубчатой рейки с разрезом у корня зуба рейки, где зубчатая рейка изготовлена способом по настоящему изобретению, толщина у корней 25 зубьев рейки 2 довольно мал по сравнению с толщиной необработанной стальной трубы. Это явление неизбежно из-за баланса количества материала при пластической деформации. Поэтому важно обеспечить прочность корней реечных зубов. Соответственно, стоимость материала реечного профиля становится достаточно высокой, так как материал требует хорошей пластической деформируемости в качестве сырья и высокой прочности в конечном изделии. С другой стороны, в нереечном профиле можно использовать материал, который содержит больше углерода, чем реечный профиль, и не содержит легирующих элементов, которые имеют высокую стоимость. Поскольку секция, не имеющая реечной формы, не требует пластической деформируемости, в ней может использоваться много углерода, что обеспечивает прочность при низкой стоимости. Как объяснялось выше, это изобретение может обеспечить изделия с идеальными свойствами материала по низкой цене, поскольку в нем используются различные материалы в качестве исходных стальных труб между реечно-образной секцией и нереечно-формованной секцией, и, наконец, получается продукт из полой штанги рулевой рейки путем соединения этих двух секций, при этом секция в форме рейки требует высоких свойств материала для формирования рейки посредством пластической обработки, а секция без формы рейки требует умеренных свойств материала.
Как объяснялось выше, это изобретение может обеспечить изделия с идеальными свойствами материала по низкой цене, поскольку в нем используются различные материалы в качестве исходных стальных труб между реечно-образной секцией и нереечно-формованной секцией, и, наконец, получается продукт из полой штанги рулевой рейки путем соединения этих двух секций, при этом секция в форме рейки требует высоких свойств материала для формирования рейки посредством пластической обработки, а секция без формы рейки требует умеренных свойств материала.
Что касается стали реечного профиля, то она содержит углерода, например, от 0,15 до 0,34%, с учетом баланса между предельным содержанием углерода, ухудшающим пластическую деформируемость, и обеспечивающей прочностью изделия. Кроме того, сталь должна иметь состав, способный к закалке, не подверженный влиянию массы и сохраняющий упрочненную микроструктуру даже в центре толщины материала, поскольку прочность должна быть обеспечена процессом закалки после пластической обработки. С этой целью сталь содержит, например, от 1,2 до 1,8% марганца, дополнительно к 0,10-0,40% кремния, который обычно содержится вместе с вышеупомянутым углеродом. В некоторых случаях предпочтительно содержание легирующих элементов, таких как 0,30-0,80% хрома.
С этой целью сталь содержит, например, от 1,2 до 1,8% марганца, дополнительно к 0,10-0,40% кремния, который обычно содержится вместе с вышеупомянутым углеродом. В некоторых случаях предпочтительно содержание легирующих элементов, таких как 0,30-0,80% хрома.
С другой стороны, секция, не имеющая реечной формы, не подвергается пластической обработке, так как остается в форме необработанной стальной трубы. В противном случае в некоторых случаях нереечный участок образует канавку для шарико-винтовой передачи, как будет упомянуто ниже, однако в любом случае нереечный участок не подвергается сильной пластической деформации. Следовательно, сталь нереечного профиля содержит 0,35% или более углерода, предпочтительно 0,40% или более, чтобы обеспечить достаточную прочность. Содержание углерода не более 0,60% с точки зрения ударной вязкости. Кроме того, желательно, чтобы содержание углерода было на 0,1% или более выше, чем содержание углерода в рейкообразной секции, чтобы показать характеристическую точку обоих материалов. Что касается других компонентов, сталь нереечного профиля содержит от 0,10 до 0,40 % кремния, от 0,5 до 1,0 % марганца и железа в качестве остатка, кроме неизбежных примесей. Содержание марганца может быть выше указанного выше диапазона, например, до 1,8% для свойства материала, однако указанный выше диапазон является приемлемым с точки зрения стоимости.
Что касается других компонентов, сталь нереечного профиля содержит от 0,10 до 0,40 % кремния, от 0,5 до 1,0 % марганца и железа в качестве остатка, кроме неизбежных примесей. Содержание марганца может быть выше указанного выше диапазона, например, до 1,8% для свойства материала, однако указанный выше диапазон является приемлемым с точки зрения стоимости.
После формирования стойки производится закалка для обеспечения необходимой прочности. Закалку следует производить хотя бы в части зубьев рейки, нагревая всю толщину материала до температуры закалки. А именно поверхностного упрочнения недостаточно для обеспечения необходимой прочности, поэтому, по крайней мере, корни зубьев рейки должны иметь упрочненную микроструктуру по всей толщине. Следовательно, желательно, чтобы сталь реечного сечения имела состав, указанный выше, для обеспечения закаленной структуры даже в центре толщины, где скорость охлаждения низкая, поскольку на нее не влияет массовый эффект. Кроме того, хотя позиция, где потребность в упрочнении велика, касается только зубьев рейки, закалке может подвергаться вся окружность трубы на реечном участке с учетом коробления, вызванного нагревом несимметрично оси рейки. Упрочнение может быть выполнено на одной из стадий процесса после формирования стойки в любой из до и после соединения.
Упрочнение может быть выполнено на одной из стадий процесса после формирования стойки в любой из до и после соединения.
Дополнительно, что касается термической обработки, отличной от вышеупомянутой закалки, может быть выполнен промежуточный отжиг для размягчения путем рекристаллизации в случае, когда пластическая обработка затруднена на промежуточной стадии формирования зубчатой рейки из-за деформационного упрочнения. В некоторых случаях сферодизирующий отжиг может быть выполнен перед формированием рейки, чтобы улучшить деформируемость за счет придания карбиду сферической формы. Однако предпочтительно выбирать сталь, в которой сферодизирующий отжиг не требуется, так как в наибольшей степени можно использовать достоинства настоящего изобретения, заключающиеся в том, что идеальный материал может быть выбран для каждого реечного сечения и нереечного сечения, поскольку сфероидизирующий отжиг отжиг занимает много времени и требует больших затрат. С другой стороны, термическая обработка участка без реечной формы может представлять собой поверхностное упрочнение, поскольку нет такой части, где толщина становится настолько малой, как впадины зубьев рейки. Соответственно, сталь, не содержащая легирующих элементов, может быть использована для нереечного сечения, как указано выше, поскольку нет необходимости учитывать массовый эффект, влияющий на глубину закалки. Естественно, упрочнение нереечного сечения может быть выполнено в любом из до и после соединения.
Соответственно, сталь, не содержащая легирующих элементов, может быть использована для нереечного сечения, как указано выше, поскольку нет необходимости учитывать массовый эффект, влияющий на глубину закалки. Естественно, упрочнение нереечного сечения может быть выполнено в любом из до и после соединения.
Как правило, стержни рулевой рейки применяются для рулевого управления с гидравлическим усилителем. В этом случае форма нереечной секции представляет собой простую круглую трубу, как показано на вышеупомянутых чертежах. В последнее время использование электродвижущей силы для источника питания гидроусилителя руля расширяется для упрощения механизма. ИНЖИР. 8 поясняет концепцию механизма рулевого управления с электроусилителем. На части длины нереечного участка 9 предусмотрен паз 29 под ШВП.0019 28 , а шариковый винт состоит из канавки, как показано на ФИГ. 8 . При этом внешняя часть ШВП, а именно гайка 30 , фиксируется в осевом положении и может вращаться двигателем, не показанным на чертежах. Следовательно, вращающая сила двигателя преобразуется шариковым винтом в силу тяги рейки, а затем создается действие гидроусилителя руля.
Следовательно, вращающая сила двигателя преобразуется шариковым винтом в силу тяги рейки, а затем создается действие гидроусилителя руля.
В полой штанге рулевой рейки по настоящему изобретению такой случай, как показано на фиг. 8, при этом канавка 29 для ШВП предусмотрена на части длины нереечной секции 28 . Что касается процесса изготовления штанги рулевой рейки, то в этом случае на необработанной стальной трубе формируется паз для ШВП, а затем стальная труба стыкуется с реечным профилем 27 , образующим рейку на еще одна стальная труба. В вышеописанном процессе зубчатая формовка и винтовая формовка могут выполняться без помех друг другу со стороны ранее сформированных деталей, максимально используя настоящее изобретение.
Настоящее изобретение не ограничивает способ соединения реечной секции и нереечной секции. Что касается применимого метода соединения, то существуют сварка трением, контактная стыковая сварка, стыковая сварка оплавлением и, кроме того, дуговая сварка, такая как сварка ВИГ. В рамках вышеописанных способов сварки особенно удобна сварка трением, при которой соединяемые торцы вращают друг друга трением, а торцы сталкивают вместе после остановки вращения. Сварка трением отличается высокой эффективностью и надежностью, практически не образует выпуклостей и заусенцев в месте соединения. Кроме того, поскольку выпуклость или заусенец не имеют проблем с характеристиками соединения, их не нужно удалять, если они не являются препятствием в зависимости от конструкции автомобиля.
В рамках вышеописанных способов сварки особенно удобна сварка трением, при которой соединяемые торцы вращают друг друга трением, а торцы сталкивают вместе после остановки вращения. Сварка трением отличается высокой эффективностью и надежностью, практически не образует выпуклостей и заусенцев в месте соединения. Кроме того, поскольку выпуклость или заусенец не имеют проблем с характеристиками соединения, их не нужно удалять, если они не являются препятствием в зависимости от конструкции автомобиля.
РИС. 9 представляет собой вид в перспективе зубчатой рейки по настоящему изобретению, показывающий пример, отличный от фиг. 2 . А именно, в зависимости от конструкции автомобилей, бывают случаи, когда внешний диаметр круглой части равен общей длине, как показано на фиг. 2, и что внешний диаметр частично отличается от показанного на фиг. 9, при этом наружный диаметр круглой части 35 возле зубчатой рейки 2 , например, меньше наружного диаметра нереечной части 9. 0019 36 . В случае, если наружный диаметр частично отличается от указанного выше, часть стальной трубы была вытянута для уменьшения диаметра, либо часть стальной трубы была расширена для увеличения диаметра, например, путем вставки оправки в обычных процессах формирования реек с помощью пластической обработки. В данном изобретении такие процессы формования для изменения наружного диаметра стальной трубы становятся ненужными благодаря использованию стальных труб разного наружного диаметра в качестве исходного материала между реечно-образной секцией и нереечно-формованной секцией и их соединению. на шаге 37 для изготовления стойки с частично другим наружным диаметром. Кроме того, во избежание резкого изменения наружного диаметра в месте стыка, стыковку можно производить после выравнивания наружных диаметров труб в месте стыка, путем развальцовки конца стальной трубы меньшего диаметра, или же , конец стальной трубы большего диаметра обжат.
0019 36 . В случае, если наружный диаметр частично отличается от указанного выше, часть стальной трубы была вытянута для уменьшения диаметра, либо часть стальной трубы была расширена для увеличения диаметра, например, путем вставки оправки в обычных процессах формирования реек с помощью пластической обработки. В данном изобретении такие процессы формования для изменения наружного диаметра стальной трубы становятся ненужными благодаря использованию стальных труб разного наружного диаметра в качестве исходного материала между реечно-образной секцией и нереечно-формованной секцией и их соединению. на шаге 37 для изготовления стойки с частично другим наружным диаметром. Кроме того, во избежание резкого изменения наружного диаметра в месте стыка, стыковку можно производить после выравнивания наружных диаметров труб в месте стыка, путем развальцовки конца стальной трубы меньшего диаметра, или же , конец стальной трубы большего диаметра обжат.
Кроме того, в этом изобретении необработанные стальные трубы различной толщины могут использоваться между реечной секцией и нереечной секцией. Соответственно, толщина нереечного сечения может быть меньше толщины части круглого сечения в реечном сечении, при этом наружный диаметр равен общей длине, а внутренний диаметр больше только в нереечном сечении. -реечное сечение. Кроме того, толщина нереечной секции может быть меньше в случае различного наружного диаметра между реечной секцией и нереечной секцией, как указано выше. Как пояснялось выше, вес стержня рулевой рейки может быть уменьшен за счет экономии материала за счет уменьшения толщины нереечной части, которая имеет запас прочности. Кроме того, во избежание резкого изменения толщины в месте соединения, соединение может производиться после прижатия конца более толстой стальной трубы до толщины более тонкой стальной трубы. Вышеупомянутый метод с использованием более тонкой необработанной стальной трубы для нереечной секции, чем у реечной секции, может выполняться вместе с вышеупомянутым методом с использованием сталей с различными составами между реечной секцией и нереечной секцией.
Соответственно, толщина нереечного сечения может быть меньше толщины части круглого сечения в реечном сечении, при этом наружный диаметр равен общей длине, а внутренний диаметр больше только в нереечном сечении. -реечное сечение. Кроме того, толщина нереечной секции может быть меньше в случае различного наружного диаметра между реечной секцией и нереечной секцией, как указано выше. Как пояснялось выше, вес стержня рулевой рейки может быть уменьшен за счет экономии материала за счет уменьшения толщины нереечной части, которая имеет запас прочности. Кроме того, во избежание резкого изменения толщины в месте соединения, соединение может производиться после прижатия конца более толстой стальной трубы до толщины более тонкой стальной трубы. Вышеупомянутый метод с использованием более тонкой необработанной стальной трубы для нереечной секции, чем у реечной секции, может выполняться вместе с вышеупомянутым методом с использованием сталей с различными составами между реечной секцией и нереечной секцией. раздел, а также способ может проявить свое действие не в совокупности, а в одиночку.
раздел, а также способ может проявить свое действие не в совокупности, а в одиночку.
Настоящее изобретение не должно ограничиваться вариантом осуществления, как пояснено выше со ссылкой на чертежи. Настоящее изобретение может быть соответствующим образом изменено или улучшено на практике без потери эффективности в рамках технологических концепций и признаков настоящего изобретения.
Зубчатая рейка и шестерня | КХК
- ТОП >
- Зубчатая рейка и шестерня
Что такое зубчатая рейка?
Зубчатые рейки используются для преобразования вращательного движения в прямолинейное. Зубчатая рейка имеет прямые зубья, врезанные в одну поверхность стержня квадратного или круглого сечения, и работает с шестерней, которая представляет собой небольшую цилиндрическую шестерню, находящуюся в зацеплении с зубчатой рейкой. Как правило, зубчатая рейка и шестерня вместе называются «рейка и шестерня». Есть много способов использовать шестерни. Например, как показано на рисунке, шестерня используется с зубчатой рейкой для вращения параллельного вала.
Как правило, зубчатая рейка и шестерня вместе называются «рейка и шестерня». Есть много способов использовать шестерни. Например, как показано на рисунке, шестерня используется с зубчатой рейкой для вращения параллельного вала.
Чтобы обеспечить множество вариантов зубчатых реек, KHK имеет на складе множество типов зубчатых реек. Если применение требует большой длины, требующей нескольких зубчатых реек последовательно, у нас есть рейки с правильной формой зубьев на концах. Они описываются как «зубчатые рейки с обработанными концами». Когда зубчатая рейка изготовлена, процесс нарезания зубьев и процесс термообработки могут привести к тому, что она попытается выйти из строя. Мы можем контролировать это с помощью специальных прессов и восстановительных процессов.
В некоторых случаях зубчатая рейка неподвижна, а шестерня перемещается, а в других случаях шестерня вращается вокруг фиксированной оси, а зубчатая рейка движется. Первые широко используются в конвейерных системах, в то время как вторые могут использоваться в экструзионных системах и устройствах подъема/опускания.
В качестве механического элемента для преобразования вращательного движения в поступательное зубчатые рейки часто сравнивают с шариковыми винтами. Есть плюсы и минусы использования стоек вместо шарико-винтовых пар. Преимуществами зубчатой рейки являются ее механическая простота, большая грузоподъемность, отсутствие ограничений по длине и т. Д. Однако одним из недостатков является люфт. К преимуществам шарико-винтовой передачи относятся высокая точность и меньший люфт, а к недостаткам — ограничение по длине из-за прогиба.
Зубчатые рейки и шестерни используются для подъемных механизмов (вертикальное перемещение), горизонтального перемещения, механизмов позиционирования, стопоров и для обеспечения синхронного вращения нескольких валов в общепромышленном оборудовании. С другой стороны, они также используются в системах рулевого управления для изменения направления движения автомобилей. Характеристики реечных систем в рулевом управлении следующие: простая конструкция, высокая жесткость, малый вес и малый вес, а также отличная реакция. В этом механизме шестерня, прикрепленная к рулевому валу, входит в зацепление с рулевой рейкой для передачи вращательного движения сбоку (преобразуя его в линейное движение), чтобы вы могли управлять рулем. Кроме того, реечные шестерни используются для различных других целей, таких как игрушки и боковые раздвижные ворота.
В этом механизме шестерня, прикрепленная к рулевому валу, входит в зацепление с рулевой рейкой для передачи вращательного движения сбоку (преобразуя его в линейное движение), чтобы вы могли управлять рулем. Кроме того, реечные шестерни используются для различных других целей, таких как игрушки и боковые раздвижные ворота.
Пожалуйста, укажите здесь номер детали для цены и чертежа шестерни
ВНИМАНИЕ: Использование чертежей САПР
Профиль зуба, показанный на чертеже САПР, отличается от фактического профиля зубчатого колеса.
Также обратите внимание, что детали любой фаски, скругления или канавки с прорезью на чертеже САПР могут отличаться от истинных значений или формы на фактическом изделии.
Техническая информация о зубчатых рейках
С помощью этих технических данных вы можете просмотреть исчерпывающую информацию о зубчатых рейках KHK, такую как их характеристики, а также советы и предупреждения при их выборе и использовании.
Модуль: 1,5 – 6
Длина: 1000 мм
Материал: S45C
Закалка: нет по сравнению с СРФ. Их можно использовать как стойки CP.
Рекомендуемая сопряженная шестерня
SHE
Щелкните здесь, чтобы выбрать зубчатую рейку
SHE
Косозубые шестерни
Модуль: 1,5–6
Количество зубьев: 18–30
Марка: JIS N8
Изделие, разработанное таким образом, что угол наклона спирали составляет 19°31’41», а расстояние, проходимое шестерней за один оборот, является целым числом (мм). для выбора зубчатой рейки
Модуль: 2–6
Длина: 1000,2000 мм
Материал: DIN C45
Закалка: Индукционная закалка зубьев шестерни
Покрытие зуба: Шлифованное закалены и отшлифованы, обладают отличной точностью, износостойкостью и бесшумностью. Их можно использовать как стойки CP. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
ZSTP
Щелкните здесь, чтобы выбрать зубчатую рейку
ZSTP
Шлифованные косозубые шестерни
Модуль: 2–6
Количество зубьев: 18–30
Материал: SCM440
Закалка: Термическая очистка, индукционная закалка зубьев шестерни для стоек ZST / ZSTD
Рекомендуемая сопряженная рейка
ZST / ZSTD
Нажмите здесь, чтобы выбрать зубчатую рейкуНажмите здесь, чтобы перейти к серии E для ZSTP
Модуль: 1,5–6
Эффективное число зубьев: 3–9
Материал: S45C
Марка: KHK R001 2
Калибр для сборки винтовых реек ZST/ZSTD/SRHEF.
Рекомендуемая сопряженная рейка
Спиральные рейки ZST/ZSTD/SRHEF
Нажмите здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5–3
Длина: 500 мм KHK R001 1
Науглероженные и отшлифованные зубчатые рейки, обладающие превосходной точностью, прочностью и износостойкостью. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
MSGA, MSGB
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5–3
Длина: 500 1000 мм
Материал: SCM440 Марка: KHK R001 1
Рельсы после отпуска, закалки и шлифовки, обладающие превосходной точностью, прочностью и износостойкостью. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
KSG
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1 — 3
Длина: 100 500 1000 мм
Материал: SCM440
Закалка: Термическая очистка и земли, которые имеют отличную точность и прочность.
Рекомендуемая сопряженная шестерня
SSG
Нажмите здесь, чтобы выбрать зубчатую рейку
Модуль: 0,5–6
Длина: 100 300 500 1000 мм
Материал: S45C
Закалка : Индукционная закалка зубьев шестерни (подробности см. в PDF)
Покрытие зубьев : Шлифованные зубья
Сорт : KHK R001 3
Закаленные и отшлифованные зубчатые рейки с хорошим балансом точности, износостойкости и стоимости. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
SSG, SSGS
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5 – 5
Длина: 1000 мм
Материал: SCM4400197 Покрытие зуба: шлифованное (нешлифованное)
Сорт: KHK R001 5
Закаленные и закаленные рейки, обладающие отличной прочностью и износостойкостью. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
KS-H
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5 – 6
Длина: 1000 мм
Материал: S45C Марка: KHK R001 5
Закаленные стойки с отличной износостойкостью.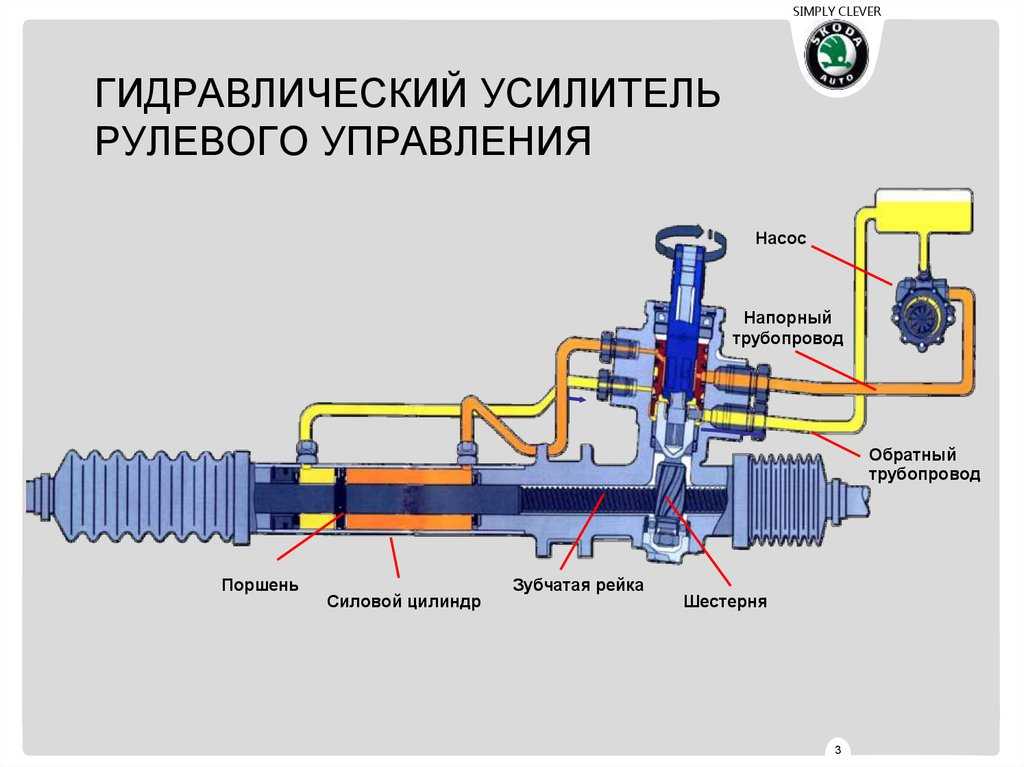 Возможны вторичные операции кроме зуба.
Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
SS-H
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5 – 6
Длина: 1000,1500,2000 мм
Материал: S45C -шлифованная)
Класс : KHK R001 4 эквивалента
Рейки, закаленные лазером, с хорошим соотношением износостойкости и стоимости. Возможны вторичные операции кроме зуба.
Рекомендуемая сопряженная шестерня
SS-H
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5 – 5
Длина: 500 1000 мм
Материал: SCM440 Марка: KHK R001 4
Стойки, закаленные с превосходной прочностью.
Рекомендуемая сопряженная шестерня
KS
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1,5–4
Длина: 1000, 2000 мм
Материал: S45C
Закалка : Нет
Покрытие зубьев : Обрезной (нешлифованный)
Сорт : KHK R001 4
Эти рейки имеют меньшую высоту зубьев по сравнению с рейками SRF.
Рекомендуемое сопрягательное шестерни
SS
Нажмите здесь, чтобы выбрать стойку Gear
SR
Стальные стойки
Модуль: 0,5-10
Длина: 100-500 мм
Материал: S45C
Hardending: Нет
. -шлифованная)
Класс: KHK R001 4
Многие линейки доступны по низкой цене и с отличным удобством использования.
Рекомендованная шестерня для спаривания
SS
Нажмите здесь, чтобы выбрать стойку Gear
SRF
Стальные стойки с обработанными концами
Модуль: 0,5-10
Длина: 300-2000 мм
Материал: S45C
HARDDEND: NANE
мм. Огранка (нешлифованная)
Сорт: KHK R001 4
Многие линейки доступны по низкой цене и с отличным удобством использования.
Рекомендуемая сопряженная шестерня
Нержавеющая сталь
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 0,5 – 6
Длина : 300-2000 мм
Материал : S45C
Закалка : Нет
Покрытие зуба : Обрезной (нешлифованный)
Сорт : KHK R001 4
Многие линейки доступны по низкой цене и с отличным удобством использования.
Рекомендуемая сопряженная шестерня
Нержавеющая сталь
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1 – 4
Длина: 500,1000 мм
Материал: SUS304 KHK R001 5
Стеллажи из нержавеющей стали с защитой от ржавчины.
Рекомендуемая сопряженная шестерня
SUS, SUSA
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1 – 3
Длина: 500 1000 мм
Материал: полиацеталь
Закалка: нет : KHK R001 5
Стойки из полиацеталя, общая длина которых меньше, чем у нейлона, что делает их пригодными для соединения друг с другом.
Рекомендуемая сопряженная шестерня
SUS, SUSA
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1 – 3
Длина : 500 1000 мм
Материал : MC901
Закалка : Нет
Покрытие зуба : Обрезной (нешлифованный)
Сорт : KHK R001 5 эквивалент
Нейлоновые зубчатые рейки можно использовать без смазки.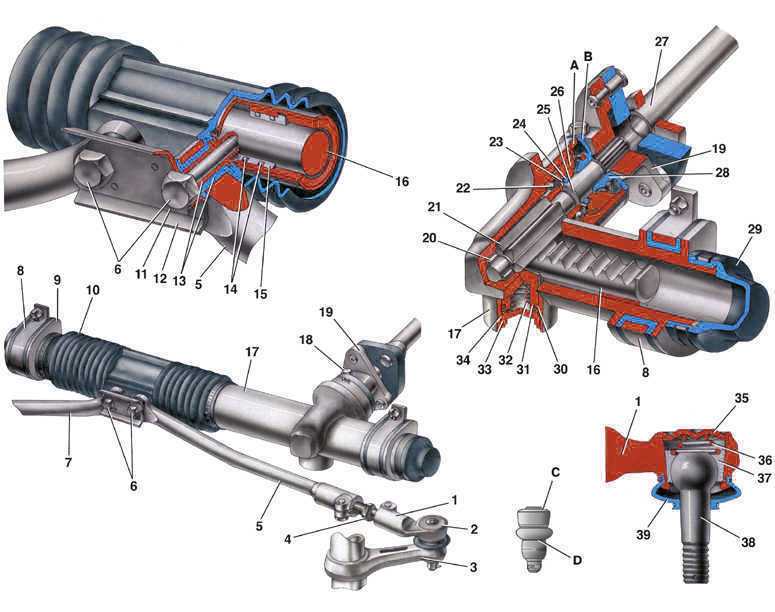
Рекомендуемое спаривание шестерни
SUS, SUSA
Нажмите здесь, чтобы выбрать Gear Rack
BSR
Латунный -шлифованная)
Сорт: KHK R001 4
Латунные стойки с отличной обрабатываемостью.
Рекомендуемая сопряженная шестерня
BSS
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 1 – 5
Длина: 500,1000 мм
Материал: S45C
Закалка: нет R001 4
Круглые стеллажи, пригодные для перемещения боковины стеллажа.
Рекомендуемая сопряженная шестерня
Нержавеющая сталь
Нажмите здесь, чтобы выбрать зубчатую рейку
SURO
Круглые рейки из нержавеющей стали
Модуль : 1 – 3
Длина : 500,1000 мм
Материал : SUS303
Закалка : Нет
Покрытие зуба : Вырезанное (нешлифованное)
Сорт : KHK R001 5
Круглые рейки из нержавеющей стали. Подходит, когда сторона стойки движется.
Рекомендуемое сопрягательное шестерни
SUS, SUSA
Нажмите здесь, чтобы выбрать стекаю : Нет
Покрытие зуба : Литье под давлением
Сорт : KHK R001 8
Тонкие пластиковые стойки, которые можно сгибать.
Рекомендованная шестерня для спаривания
SSDR
Нажмите здесь, чтобы выбрать стекающую стойку
SSDR
Счетчики для DR
Модуль: 0,8-2
Число зубов: 15-35
Материал: S45C
HARDDEND: None
Зуб. Резка (нешлифованная)
Класс: JIS N8 (подробности см. в PDF)
Рекомендуемая стыковочная стойка
DR
ARL
Руководство по стойке
Рекомендуемая спасательная стойка
DR
SRS
Зажимы в стойках
Рекомендуемая стойка
DR
Модуль: 1 — 3
Длина: 100 500,1000mm
. обработка : Шлифованные зубья
Сорт : KHK R001 1
Спиральные рейки, отпущенные и отшлифованные с превосходной точностью, имеют более высокую прочность и бесшумность по сравнению с KRGF.
Рекомендуемая сопряженная шестерня
KHG
Щелкните здесь, чтобы выбрать зубчатую рейку
Модуль: 2 – 3
Длина: 100 500 1000 мм
Материал: S45C
Закалка: нет это винтовые стойки, они обладают большей прочностью и бесшумностью по сравнению с SRF.
Рекомендуемая сопряженная шестерня
SH
Щелкните здесь, чтобы выбрать зубчатую рейку
Зубчатая рейка и шестерня – создание линейного движения
Зубчатая рейка и шестерня используются при преобразовании вращательного движения в поступательное (или наоборот). Зубчатое колесо в форме стержня с бесконечным (плоской поверхностью) радиусом цилиндрического зубчатого колеса называется рейкой, а прямозубое зубчатое колесо с зацеплением — шестерней. Стойку можно использовать, удлиняя ее, комбинируя любое количество стоек с обработкой торцов, когда это необходимо.
Винтовая рейка представляет собой шестерню в форме стержня с наклонной линейной дорожкой зубьев, которая используется, когда требуется бесшумность и высокая скорость вращения, и может быть зацеплена с косозубой шестерней.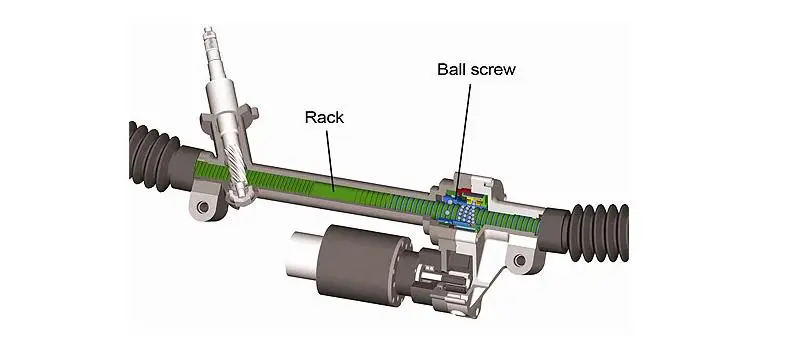
Изображение : Пластиковые / стальные рейки
Примеры конструкции и применения реечных механизмов
Шестерни передают мощность за счет вращения одной шестерни для перемещения шестерни, находящейся в зацеплении с ней. С другой стороны, в реечном механизме комбинация реечной передачи в виде шестерни, вытянутой в виде стержня, и шестерни малого диаметра (шестерня) преобразует вращательное движение в линейное движение для передачи мощности. Например, в случае, когда шестерня неподвижна, а рейка движется, шестерня часто соединяется с выходным валом двигателей. Ведомая сторона стойки поддерживается отдельной конструкцией из элементов машины. Повторяющееся вращательное движение ведущей шестерни вызывает повторяющееся движение рейки вперед-назад.
В механизме передачи мощности шестерня крепится к валу с помощью шпонки, а ее вал поддерживается шариковыми подшипниками или подшипниками скольжения. В случае реечной передачи, когда ведомым элементом является рейка, требуется больше творчества в дизайне, поскольку рейка имеет форму стержня (круглого или прямоугольного).
Когда стойка круглая, можно использовать имеющиеся на рынке подшипники скольжения, а опорная конструкция подшипника относительно проста. С другой стороны, чтобы обеспечить постоянное зацепление шестерни и рейки, необходимо предусмотреть средства, предотвращающие вращение рейки. У круглых зубчатых колес на стержне нарезаны зубья шестерни, поэтому поперечное сечение отличается от сечения обычных зубчатых колес. Они имеют форму полумесяца со сбритыми плечами. В результате их прочность меньше, чем у прямоугольных стоек.
При прямоугольной стойке необходимо сделать подходящие подшипники. В этом случае они также могут выступать в качестве средства остановки вращения рейки. Кроме того, поперечные сечения прямоугольных реек, в отличие от круглых реек, такие же, как и у зубчатых колес с той же прочностью, что и у зубчатых колес с такими же характеристиками.
Рейка и шестерня имеют характеристики своей функции, которые резко меняются в зависимости от того, является ли стойка стационарной или подвижной.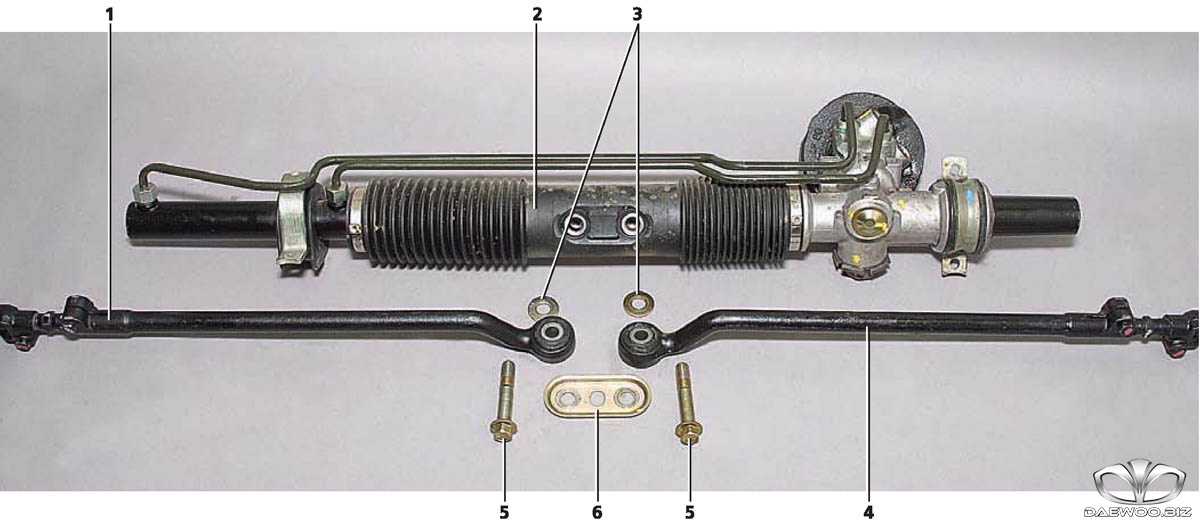
Когда стойка подвижна, она движется прямолинейно, и ее используют в основном для того, чтобы воспользоваться этим преимуществом. Например, он используется в качестве домкрата или зажимной системы или, модифицировав наконечник стойки, используется в качестве толкателя заготовки.
Когда рейка неподвижна, ведущая шестерня катится по рейке, и способ ее применения сильно различается. В качестве примеров можно использовать позиционирование машин, ручной пресс, механизм горизонтальной транспортировки и подъемный механизм и т. д.
Кроме того, если две рейки уложить лицом друг к другу, а между ними установить шестерню, повторяющееся движение шестерни вперед-назад вызовет попеременное движение рейки вперед и назад. Для применения этого механизма могут быть перечислены механизмы рабочего спуска и поворотные приводы с пневматическим приводом.
Стеллажи могут быть размещены посреди конвейерного транспорта. За счет включения свободно вращающихся шестерен на транспортных поддонах, которые входят в зацепление со стойками, предметы на поддоне можно переворачивать или поворачивать. Это один из примеров особого применения.
Это один из примеров особого применения.
Как показано, шестерня и рейка обладают высокой степенью свободы в своих приложениях, зависящих только от идей пользователей.
Реечный механизм, используемый в автомобильных рулевых механизмах
Рулевой механизм используется для изменения направления движения автомобиля и в основном подразделяется на реечный и с шариковой гайкой.
Из этих двух рулевых механизмов рулевой механизм реечного типа стал основным, используемым во многих небольших автомобилях. Его простая конструкция сочетается с другими характеристиками, такими как легкий вес, высокая прочность, низкое трение, превосходная отзывчивость и т. д.
Рулевой механизм реечного типа состоит из шестерни, прикрепленной к наконечнику рулевого вала, на котором установлено рулевое колесо. . Шестерня находится в зацеплении со рейкой, так что движение рукоятки вращает шестерню, которая, в свою очередь, перемещает рейку вбок. Колесо перемещается влево и вправо через систему рулевых тяг, соединенных с концами стойки.
(Внимание: в настоящее время KHK не поставляет реечную шестерню для автомобильных рулевых механизмов). .
Со сталью, S45C (1045 по AISI/SAE, C45 по ISO, эквивалентно C 45K по DIN), SCM440 (4140 по AISI/SAE, эквивалентно 42CrMo4V по ISO и DIN), 16MnCr5 (название по ISO, эквивалентно 17Cr3 по DIN), с нержавеющей сталью, SUS303 (303/S30300 по AISI/SAE, 13 по ISO, эквивалент X10CrNiS18-9по DIN), SUS304 (304/S30400 по AISI/SAE, 6 по ISO, эквивалент X5CrNi18-10 по DIN), с пластиковым материалом, армированным нейлоном, называемым инженерным пластиком, полиацеталем (эквивалент Duracon и POM), полиамидом. .
Что касается термической обработки зубчатой рейки, то в зависимости от видов материалов и целей используются термическое рафинирование, науглероживание и закалка, высокочастотная закалка поверхности зуба и лазерная закалка поверхности зуба.
Изображение : Материал стоек
Общая длина и форма поперечного сечения стеллажа
Общая длина стандартных стеллажей, представленных на рынке, как правило, не превышает 2000 мм и предлагается в блоках по 500 мм, таких как 500 мм, 1000 мм, 1500 мм.
Кроме того, форма поперечного сечения часто бывает квадратной или прямоугольной, а некоторые имеют круглую форму, называемую круглым реечным типом.
Изображение : Форма поперечного сечения реек
Изготовление реек и шестерен
Хотя сложность производства варьируется в зависимости от классов точности и спецификаций, базовое изготовление реек и шестерен возможно с помощью станка для резки реек и зубчатых колес. фрезерный станок. Они производятся многими производителями зубчатых передач и специализированными производителями реек в мире. Они производятся в больших масштабах известными производителями стеллажей в Германии и на Тайване.
Использование реек и шестерен
Рейка и шестерня используются в основном для несущих устройств, механизмов рулевого управления для транспортных средств, станков, подъемных устройств и печатных машин.
При креплении стойки к машине часто используются монтажные отверстия, просверленные снизу или сбоку, дополнительные методы включают в себя просверливание отверстий под болты и резьбовые отверстия.
Изображение: зубчатая рейка, используемая для ручного подъемного устройства
Угол винтовой рейки
Многие производители стоек устанавливают угол наклона винтовой стойки равным 19 градусам 31 фут 42 дюйма. Когда угол наклона установлен таким образом, перемещение при вращении шестерни (например, один оборот) становится точным расстоянием в мм, что делает его удобным для пользователя.
Изображение : Спиральная рейка
Смазка реек и шестерен
Что касается смазки реек и шестерен, используется несколько методов.
Одна из таких смазочных систем состоит из смазочного устройства (основной корпус), трубки для подачи смазки, обратного клапана и специальной уретановой шестерни на конце трубки.
Рейка и шестерня в этой системе смазываются по мере того, как смазка распределяется шестерней.
Поскольку шестерня впрыскивает смазку в зацепление при вращении поперек зубчатой рейки, шаг рейки должен быть таким же, как модуль шестерни, а в случае косозубой рейки и шестерни рейка и шестерня должны иметь одинаковый угол спирали и противоположное направление.