
11940 Шарошка головки блока ВАЗ-2110-2112 16 клапанной твердосплавная АВТОМ — 11940
РаспечататьГлавная Запчасти для наших машин и тракторов
14
1
Код для заказа: 075079
Добавить фото2 650 ₽
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Комплект: 6
Производитель: Автом Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966. Есть в наличии Самовывоз
Уточняем
ДоставкаУточняем
Доступно для заказа —

Данные обновлены: 09.07.2023 в 19:30
- Все характеристики
- 3 отзыва
- Вопрос-ответ
- Описание
Сообщить о неточности
в описании товара
Принадлежности Ширина, м: 0.06 Высота, м: 0.03 Длина, м: 0.205 Вес, кг: 0.642 Код ТН ВЭД: 8207199009 Цвет основной: металлик Материал: сталь Комплект: 6
Описание
Шарошка головки блока цилиндров ВАЗ-2110-12 16клапанов твердосплавная АВТОМ
Применяется для расточки, шлифовки головки блока цилиндров двигателя.
Отзывы о товаре
Вопрос-ответЗадавайте вопросы и эксперты
помогут вам найти ответ
Чтобы задать вопрос, необоходимо
авторизоваться/зарегистрироваться
на сайте
Чтобы добавить отзыв, необходимо
авторизоваться/зарегистрироваться
на сайте
Чтобы подписаться на товар, необходимо
авторизоваться/зарегистрироваться
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
- Для этого товара еще нет обзоров.
Написать обзор
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час. При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
что это такое и их предназначение?
- Полезная информация
- Шарошки для седел клапанов: что это такое и их предназначение?
Многие автомобилисты время от времени сталкиваются с проблемой незамедлительного проведения ремонта техники. Довольно часто работа, которую можно сделать за пару часов растягивается на несколько суток. Происходит это по причине отсутствия у автомобилиста качественного и профессионального инструмента для ремонта клапанов автомобиля. Шарошки являются незаменимым инструментом для возвращения клапанного механизма в работоспособное состояние. В большинстве случаев они используются после выполненного ремонта. С их помощью полностью восстанавливается герметичность в рабочих цилиндрах двигателя внутреннего сгорания и обеспечивается одно из основных условий технически исправного состояния.
Клапанный механизм: принцип работы
Чтобы четко понимать для чего нужны шарошки и зенкера для седел клапанов, необходимо для начала разобраться с принципом работы клапанного механизма и с возможными неприятными ситуациями, которые могут в нем возникнуть. В двигателе внутреннего сгорания каждый цилиндр работает совместно с 2 клапанами. Один из которых считается впускным, другой – выпускным. Силовой агрегат приходит в действие за счет непрерывно повторяющегося цикла и происходит это только при открытии впускного клапана. После сгорания топливной смеси он закрывается и из цилиндра выводятся отработанные газы за счет открытия выпускного клапана. Находясь в состоянии закрытия эти два клапана обеспечивают полную герметичность цилиндра. Как и любые элементы механизма, клапаны в процессе эксплуатации постоянно подвергаются сильным механическим нагрузкам, воздействиям агрессивных сред и другим неприятным факторам. Для обеспечения устойчивости клапаны принято изготавливать из специальных стальных сплавов.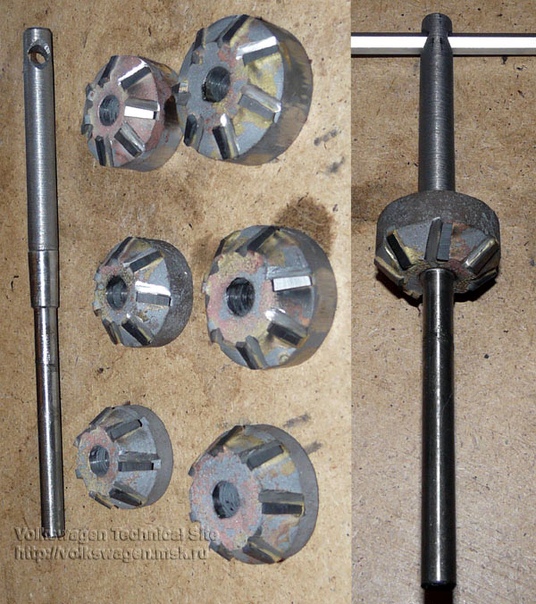
Как распознать неисправности в клапанах?
Определить неполадки в клапанном механизме достаточно просто. Для этого стоит обратить пристальное внимание на следующие тревожные признаки:
- Резкое снижение мощности автомобиля;
- Нестабильная работа мотора на низких и высоких оборотах;
- Посторонний звук исходящий из моторного отсека;
- Наличие большого потока дыма, выходящего из выхлопной трубы автомобиля.
- Наиболее распространенными причинами проявления этих нарушений могут стать:
- Появление зазора между корпусом блока цилиндра и его головкой;
- Чрезмерное накопление нагара и кокса в местах контакта блока с клапаном.
Для устранения любой из вышеперечисленных проблем понадобится набор шарошек для ГБЦ. В нем есть инструментарий, предназначенный для клапанов с различными геометрическими параметрами. Это дает возможность автомобилисту совершить ремонт клапанного механизма в автомобилях любой марки.
Смотрите видео о ремонте ДВС с помощью шарошек:
Опубликовано: 12 января 2018
← Расшифровка Vin-кода автомобиля Skoda
Volkswagen: расшифровка комплектации по Vin →
Все статьи
↓ Комментарии ↓
Фрезы для седел клапанов — NEWAY
О резаках для седел клапанов
Компания Neway предлагает широкий ассортимент фрез для седел клапанов для всех областей применения.
Если на полке еще нет того, что вам нужно, мы можем запустить индивидуальную
фрезой под необходимый диаметр и угол. Мы сделали фрезы для обработки
седла клапанов на авиамоделях (диаметр седла 3/8″, да, три восьмых
один дюйм 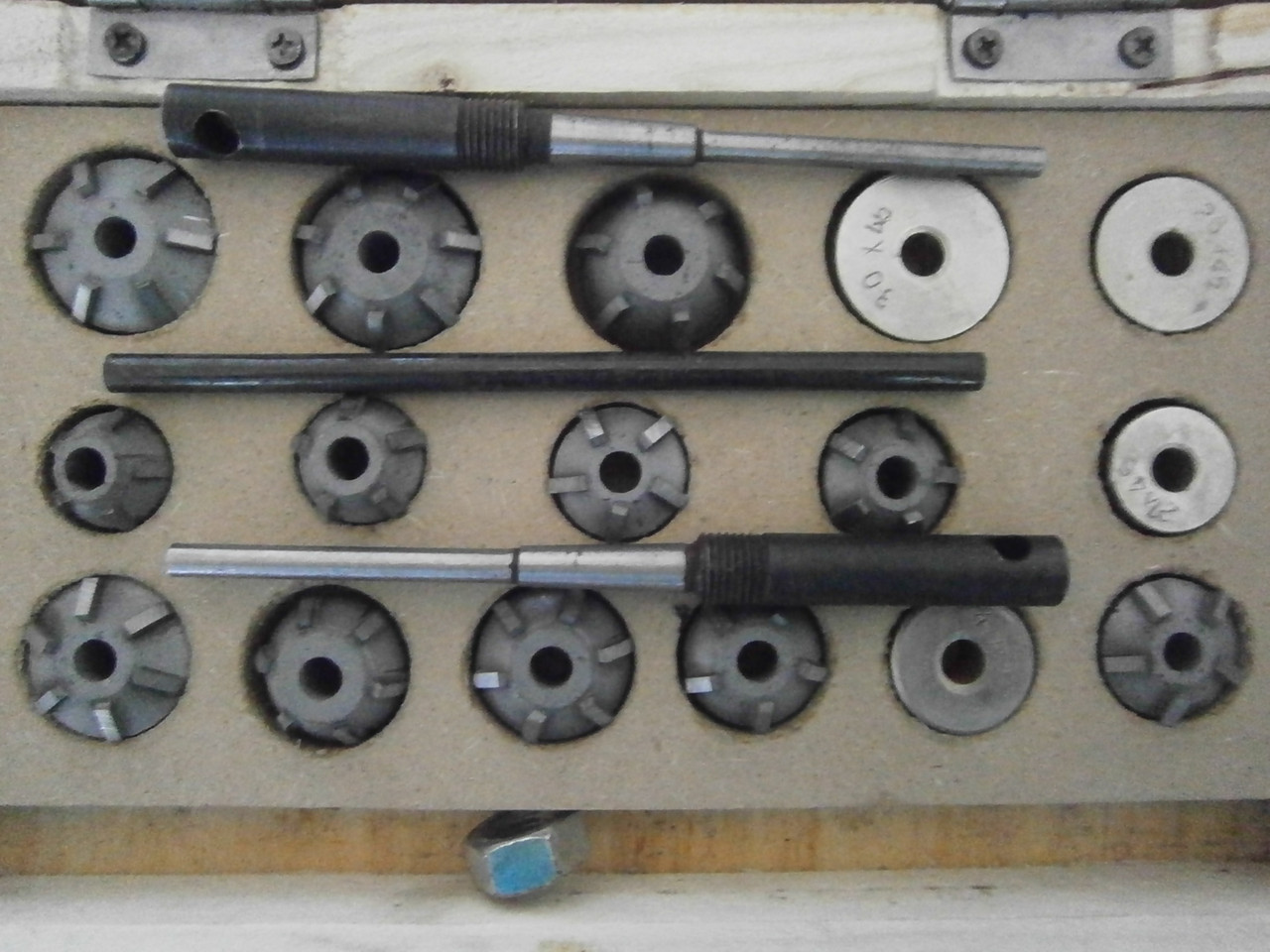 Скорее всего, ваша работа попадает где-то в
между.
Скорее всего, ваша работа попадает где-то в
между.
Резцы седла клапана Neway не предназначены для конкретного применения. то есть резчик не волнует, если это высокопроизводительный автомобильный двигатель, винтажный мотоцикл, или голова самолета. Если резак подходит, и это правильный угол, это правильный резак. Наши уникальные твердосплавные лезвия обработают любое седло клапана материал, от самого жесткого до самого мягкого.
Фрезы Neway оснащены регулируемыми твердосплавными лезвиями. Пока угол фиксируется
инструмента, лезвия регулируются внутрь и наружу, так что каждый резец имеет
собственный соответствующий рабочий диапазон. Рабочий диапазон
не совпадает с диапазоном регулировки лезвия. Диапазон регулировки лезвия говорит
нам, как далеко и как далеко могут заходить лезвия для данного резака,
но найти правильный размер фрезы — это нечто большее, чем просто поиск
в пределах досягаемости лопастей (подробнее ниже).
Поиск подходящего резака — короткий и приятный
РАЗМЕР Используйте размер клапана (диаметр головки клапана) чтобы помочь вам найти лучший диаметр фрезы. Диаметр корпуса фрезы (желтая часть) должна быть примерно того же размера, что и клапан. В как правило, корпус фрезы может быть на 1/8 дюйма больше, чем клапан, или На 1/4 дюйма меньше клапана.
УГЛЫ Найдите нужные вам углы. Сделать правильный клапан работа вам понадобится три угла: контактная поверхность и два «сужающих» углы» непосредственно над и под контактной поверхностью. Почти все клапана под 45 градусов. Если у вас нет спецификаций OEM для углов сужения мы рекомендуем стандартные 30° — 45° — профиль 60°.
ПИЛОТЫ Убедитесь, что пилоты совместимы с выбранными вами фрезами (пилоты малой серии для использования с фрезами малых серий и др.
 ).
Нажмите здесь, чтобы узнать больше о выборе пилота
).
Нажмите здесь, чтобы узнать больше о выборе пилотаКОРПУС, КЛЮЧ, ПРИНАДЛЕЖНОСТИ Выберите последние штрихи. В правильный комплект Neway должны входить резаки, направляющие, кейс, гаечный ключ и аксессуары.
 ).
Нажмите здесь, чтобы узнать больше о выборе пилота
).
Нажмите здесь, чтобы узнать больше о выборе пилотаПоиск подходящей фрезы – подробно и подробно
Ищете ли вы фрезы для обработки только одного седла клапана или для сборки набор резаков для ряда двигателей, процесс в основном то же самое: используйте размер(-а) клапана, чтобы определить подходящий диаметр(-а) фрезы, а потом искать правильные углы.
Итак, как мы можем использовать размер клапана, чтобы подобрать фрезу нужного размера? Его легко, воспользуйтесь поиском Функция поиска резца. Это сгенерирует короткий список фрез, рабочие диапазоны которых включают введенный вами размер клапана.
Рабочий диапазон резака
Рабочий диапазон резака учитывает вероятность возгорания
стенка камеры или какое-либо другое препятствие может мешать корпусу фрезы
(желтая алюминиевая часть).
Понимание того, что мы подразумеваем под рабочим диапазоном, является ключом к выбору правильного резака размер, так что давайте пройдемся по нему. Начнем с диаметра корпуса фрезы, это наша точка отсчета (за одним исключением, Мини-резаки с фиксированным лезвием. Диаметр корпуса фрезы не имеет значения для этой специальной небольшой группы фрез). Когда диаметр корпуса фрезы составляет 1-1/4 дюйма или больше, лезвия будут регулироваться наружу на 1/8 дюйма, что позволяет фрезе обрабатывать до диаметра 1/4 дюйма больше, чем корпус фрезы. Так, например, если корпус фрезы 1-1/2 дюйма лезвия могут расширяться до диаметра 1-3/4 дюйма. Это общее правило. на глаз, но относительно точно.
Внутренний рабочий диапазон определить немного сложнее. Фактическое внутреннее
регулировка диаметра лезвий имеет смысл только тогда, когда мы знаем фрезу
корпус сможет поместиться на седле клапана, поэтому величина зазора
вокруг области седла клапана имеет тенденцию быть более важным фактором, чем
фактический вылет лопастей. В большинстве случаев будет некоторая поверхность
головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров
дека — это ограничит размер резака. Ведь не важно как
далеко внутрь лезвия могут выдвигаться, если невозможно установить резак
на седло клапана.
В большинстве случаев будет некоторая поверхность
головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров
дека — это ограничит размер резака. Ведь не важно как
далеко внутрь лезвия могут выдвигаться, если невозможно установить резак
на седло клапана.
Мы обнаружили, что 1/8 дюйма (3 мм) — довольно безопасная цифра для использования, когда вы пытаетесь
выяснить внутренний рабочий диапазон для резака. Под этим мы подразумеваем там
очень высока вероятность (90 %), что фреза будет работать, даже если клапан размера на 1/8 дюйма меньше диаметра корпуса фрезы. Это разница в размерах.
– 1/8” (3 мм) – который мы используем при определении меньшей стороны рабочего
диапазон. Если ваша конкретная головка блока цилиндров имеет очень большой зазор
вокруг седел клапанов, то вы должны принять это во внимание. Его
вполне возможно, что резак, который на 5 или 6 мм больше, чем клапан, может
подходит просто отлично, если у вас есть много свободного места вокруг сиденья.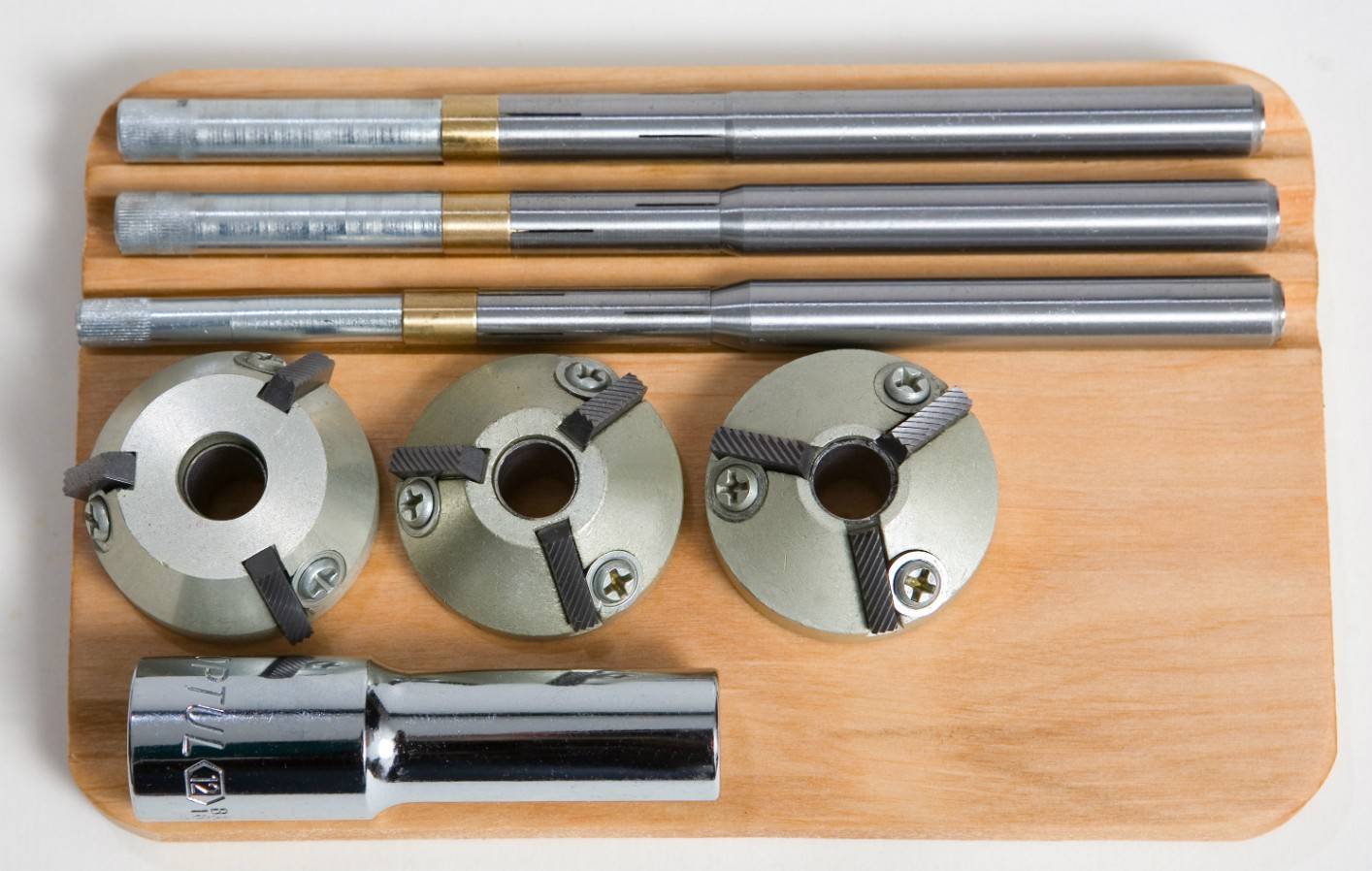
Мы предпочитаем использовать клапан размера в качестве точки отсчета, потому что размер клапана — это термин, который ясно понимается, тогда как размер седла клапана может означать разные вещи (размер вставки седла клапана? наружный диаметр поверхности седла? ID посадочной поверхности?) Рабочий диапазон фрезы всегда указывается с помощью относительно размера клапана, как в «фрезе CU620 (диаметр 1-1/2») будет работать на седлах, где размер клапана варьируется от 1-3/8″ до 1-3/4″ наше общее эмпирическое правило, которое говорит вам, что может сделать резак. Возьмите диаметр корпуса фрезы, добавьте 1/4 дюйма и вычтите 1/8 дюйма, и это ваш общий рабочий диапазон.
Когда корпус резака больше клапана, вероятность успеха снижается по мере увеличения разницы в размерах. Вот шансы на успех, когда клапан меньше корпуса фрезы:
Вероятность того, что фреза подойдет
- Клапан на 3 мм (около 1/8 дюйма) меньше корпуса фрезы 90%
- Клапан на 4 мм (около 0,150 дюйма) меньше корпуса фрезы 70%
- Клапан на 5 мм (около 0,200 дюйма) меньше корпуса фрезы 50%
- Клапан на 6 мм (0,236 дюйма) меньше корпуса фрезы Менее 50 %
Эти вероятности не являются абсолютной истиной, поэтому, пожалуйста, не тяните нас
в суд над ними. У каждого производимого нами резака есть своя страница на этом сайте.
и рабочий диапазон, и фактический диапазон регулировки лезвия
перечислены на этих страницах.
У каждого производимого нами резака есть своя страница на этом сайте.
и рабочий диапазон, и фактический диапазон регулировки лезвия
перечислены на этих страницах.
Заявленный рабочий диапазон резака имеет еще одно соображение. Это связано с ролью определенного угла в нашем 3-х угловое седло (угол контакта или угол сужения). Следующий пример иллюстрирует суть.
Допустим, у нас есть старый двигатель VW с воздушным охлаждением, и мы собираемся вырезать следующее
три угла; 15 градусов, 45 градусов, 75 градусов. В случае с 45
Посадочная поверхность в градусах, внешний диаметр (НД) этой поверхности будет немного меньше диаметра клапана , поэтому любая фреза, способная
достижения того же размера, что и клапан, было бы хорошо. Для 15
градус верхний угол сужения история другая. В этом случае мы будем
нужен резак, который может резать до диаметра немного больше , чем размер клапана, на некоторую величину (мы используем 2 мм (0,080 дюйма) в качестве общей рекомендации). Этот расчет связан с рабочим диапазоном резака. То есть, если
лезвия 15-градусного резака на самом деле достигают 38 мм, рабочая
диапазон для этого резака будет указывать 36 мм как самый большой клапан.
Этот расчет связан с рабочим диапазоном резака. То есть, если
лезвия 15-градусного резака на самом деле достигают 38 мм, рабочая
диапазон для этого резака будет указывать 36 мм как самый большой клапан.
В большинстве случаев вы обнаружите, что существует два или три разных диаметра фрезы. которые могут работать для данного размера клапана. Вы сузите свой выбор когда вы считаете углы, которые вам нужны.
Односторонние резаки по сравнению с двусторонними
При поиске среди наших резаков вы увидите, что мы предлагаем как односторонние
(только один угол) и двусторонние (двуугольные) фрезы. Двусторонние фрезы
предлагают удобство использования двух углов на одном инструменте, в то время как одноугольный
фрезы позволяют вам приобрести именно тот угол, который вам нужен, без
приходится платить за второй угол на противоположной стороне фрезы (фреза
цена зависит от количества твердосплавных лезвий на фрезе). С
вам понадобится способность срезать три угла, которые вы можете получить с тремя
односторонние фрезы или один двухсторонний резак и один односторонний резак.
Это действительно не имеет значения в любом случае, миссия здесь состоит в том, чтобы просто
покрыть наш размерный ряд тремя нужными нам углами.
С
вам понадобится способность срезать три угла, которые вы можете получить с тремя
односторонние фрезы или один двухсторонний резак и один односторонний резак.
Это действительно не имеет значения в любом случае, миссия здесь состоит в том, чтобы просто
покрыть наш размерный ряд тремя нужными нам углами.
При наличии нескольких резаков на выбор могут быть другие соображения. помогите нам его уварить. Например, у нас может быть возможность выбора между резцы пятилопастные и резцы трехлопастные.
Ножницы с пятью и тремя лезвиями
Нож с пятью лезвиями будет работать быстрее, чем резак с тремя лезвиями и лезвиями
прослужит дольше, но если у вас будет ситуация «случайного использования»
скорость может не иметь большого значения. Пятилопастные фрезы стоят дороже трехлопастных,
поскольку цена фрезы зависит от количества твердосплавных лезвий на фрезе.
Для работы с седлом клапана, требующей большого удаления припуска, например, увеличения размера седла клапана,
пять лезвий, безусловно, путь. По точности есть
никакой разницы между ними.
По точности есть
никакой разницы между ними.
Серия Standard/Small Series (и серия Heavy Duty)
Neway предлагает три различные серии фрез и направляющих клапанов: стандартные
серия, малая серия и серия для тяжелых условий эксплуатации. Фрезы стандартной серии работают
со стандартной серией (максимальный размер 0,375″), в то время как фрезы мелкой серии
работа с направляющими мелкой серии (максимальный размер 0,297″). Фрезы для тяжелых условий эксплуатации
и пилоты (максимальный размер 0,572 дюйма) предназначены для обслуживания очень больших седел клапанов,
диаметром от 3 до 6 дюймов. Используются резцы/пилоты стандартной серии
для автомобилей, мотоциклов и квадроциклов, судов, самолетов и дизельных двигателей
в общем; или, в частности, там, где диаметр головки клапана находится в диапазоне от примерно
от 1 дюйма (25 мм) до примерно 2-3/4 дюйма (70 мм). Используются резаки/пилоты малых серий
на двигателях силовой техники, мотоциклов и квадроциклов, морских и на некоторых автомобильных
и дизельные двигатели. С точки зрения диаметра головки клапана, резцы/пилоты небольших серий
используются на самых маленьких клапанах, 5/8″ (16 мм) или даже меньше, до 1-5/8″
(41мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве
точка отсчета, когда мы описываем рабочий диапазон нашего сиденья
резаки.
С точки зрения диаметра головки клапана, резцы/пилоты небольших серий
используются на самых маленьких клапанах, 5/8″ (16 мм) или даже меньше, до 1-5/8″
(41мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве
точка отсчета, когда мы описываем рабочий диапазон нашего сиденья
резаки.
Существует «зона пересечения», где вы можете выбрать между
либо резаки/пилоты небольших серий, либо резаки/пилоты стандартной серии. Твой
решение будет зависеть в первую очередь от типа двигателя, который вы
обслуживают. Если вы работаете с двигателями силового оборудования (Briggs, Honda,
Колер и т. д.) лучше придерживаться мелкосерийных катеров и пилотов.
Все наши комплекты энергетического оборудования состоят из резцов/пилотов небольших серий.
Если вы работаете с автомобильными двигателями, стандартная серия — это способ
идти, за редким исключением. На момент написания статьи (октябрь 2016 г. )
в США всего полдюжины автомобильных головок цилиндров.
там, где необходимы фрезы небольшой серии (диаметром 1 дюйм). Для подавляющего большинства
малых седел клапанов в автомобильных головках диаметром 1-1/8″ или 1-1/4″
фрезы стандартной серии диаметра будут работать нормально.
)
в США всего полдюжины автомобильных головок цилиндров.
там, где необходимы фрезы небольшой серии (диаметром 1 дюйм). Для подавляющего большинства
малых седел клапанов в автомобильных головках диаметром 1-1/8″ или 1-1/4″
фрезы стандартной серии диаметра будут работать нормально.
При работе с головкой мотоцикла/квадроцикла ваш инструмент может быть мелкосерийным, все
стандартная серия или некоторые из них. Прежде чем приступить к «почему-как-если»,
вот краткий урок по созданию набора для резки. Когда нужны фрезы
различных размеров, чтобы охватить ваш диапазон, вы должны выбрать фрезы размером 1/4 дюйма.
шаг по диаметру корпуса фрезы (например, 1″, 1-1/4″, 1-1/2″ и т. д.).
Это наиболее эффективный способ создания комплекта. Когда вы смотрите на различные
комплекты для мотоциклов, которые предлагает Neway, вы увидите, что многие из них содержат
Резцы/пилоты малых серий диаметром 1 дюйм и стандартные серии диаметром 1-1/4 дюйма
фрезы/пилоты, поэтому происходит разрыв между мелкими сериями и стандартными сериями
диаметром 1-1/4 дюйма (см. КМ2650 например). Однако можно также
выберите фрезы малых серий такого же диаметра (почти такого же диаметра
то есть). Фрезы небольших серий №128 и №102 (диаметром 1-5/16″)
покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1/4″
диаметр, но есть одна небольшая заминка в этом подходе. Когда ты идешь с
фрезы малых серий диаметров 1″ и 1-5/16″ очень малы
вероятность наличия седла клапана там, где 1-дюймовая фреза слишком мала
а фреза 1-5/16″ слишком велика. Этот пробел можно устранить, используя
более длинное из двух лезвий (лезвие TC250), которые используются в 1-дюймовых резаках.
(см. Замена лезвия). Другие аргументы в пользу перехода
фрезы стандартной серии диаметром 1-1/4″ выглядят следующим образом: а) стандартная
серия предлагает большее разнообразие углов резания, b) стандартная серия предлагает
выбор между пятилопастными и трехлопастными фрезами и в) стандартные
серия предлагает более широкий диапазон пилотных размеров, и некоторые из этих размеров
важно для мотоциклетной работы.
КМ2650 например). Однако можно также
выберите фрезы малых серий такого же диаметра (почти такого же диаметра
то есть). Фрезы небольших серий №128 и №102 (диаметром 1-5/16″)
покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1/4″
диаметр, но есть одна небольшая заминка в этом подходе. Когда ты идешь с
фрезы малых серий диаметров 1″ и 1-5/16″ очень малы
вероятность наличия седла клапана там, где 1-дюймовая фреза слишком мала
а фреза 1-5/16″ слишком велика. Этот пробел можно устранить, используя
более длинное из двух лезвий (лезвие TC250), которые используются в 1-дюймовых резаках.
(см. Замена лезвия). Другие аргументы в пользу перехода
фрезы стандартной серии диаметром 1-1/4″ выглядят следующим образом: а) стандартная
серия предлагает большее разнообразие углов резания, b) стандартная серия предлагает
выбор между пятилопастными и трехлопастными фрезами и в) стандартные
серия предлагает более широкий диапазон пилотных размеров, и некоторые из этих размеров
важно для мотоциклетной работы. Аргумент в пользу использования резцов мелкой серии
(диаметром 1-5/16″) будет просто оставаться в рамках одной серии и сэкономить
деньги на пилотов. Когда у вас в комплекте есть фрезы обеих серий
будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии
пилоты того же размера; например, пилот 5мм малой серии и 5мм
стандартный серийный пилот. Вы увидите это «дублирование» на многих мотоциклах.
комплекты потому что будут двигатели с очень маленькими посадочными местами и направляющими 5мм
где будут нужны фрезы мелкой серии и другие двигатели с направляющими 5мм
где потребуются стандартные серийные фрезы.
Аргумент в пользу использования резцов мелкой серии
(диаметром 1-5/16″) будет просто оставаться в рамках одной серии и сэкономить
деньги на пилотов. Когда у вас в комплекте есть фрезы обеих серий
будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии
пилоты того же размера; например, пилот 5мм малой серии и 5мм
стандартный серийный пилот. Вы увидите это «дублирование» на многих мотоциклах.
комплекты потому что будут двигатели с очень маленькими посадочными местами и направляющими 5мм
где будут нужны фрезы мелкой серии и другие двигатели с направляющими 5мм
где потребуются стандартные серийные фрезы.
Соприкосновение клапана с седлом клапана (седло 45° против седла 46°)
Первое, что нужно понять о посадке с натягом между клапаном и
седло клапана является его назначением: предотвращать обратное вмешательство. Это просто
простой. Если поверхность клапана имеет более крутой угол, чем седло клапана
у вас обратная интерференция и это нехорошо. Обратная интерференция
создает, очевидно, возможность утечки горения.
Обратная интерференция
создает, очевидно, возможность утечки горения.
Второе, что нужно понять об угле интерференции, это то, что даже когда это не указано, всегда будут небольшие помехи спроектированы в соответствии. То есть, даже когда OEM призывает к «невмешательству». подходят (т.е. 45-градусный клапан, 45-градусное седло), они делают это со знанием дела. что допуски как для угла торца клапана, так и для угла седла клапана будет содержать небольшое количество посадки с натягом.
При изготовлении клапана предусмотрен допуск на поверхность клапана
угол, и этот допуск может выглядеть так: 45 градусов, плюс ноль, минус
30 минут. Таким образом, угол торца клапана может составлять от 44 до 1/2 градусов.
до 45 градусов или немного схитрили в сторону «плоской» стороны 45 градусов.
Для угла посадки допуск будет прямо противоположным: 45 градусов,
плюс 30 минут минус ничего. В этом случае угол сиденья может быть любым.
от 45 градусов до 45-1/2 градусов, или обманули в сторону «крутой» стороны
45 градусов. Теоретически в этом случае у вас мог бы быть клапан на 45 градусов.
торец и угол седла 45 градусов (клапан на крутой стороне допуска
и седло на плоской стороне допуска), но на практике
производители будут запускать детали к середине допуска, поэтому
мы заканчиваем с клапанами, которые составляют около 44-3/4 градусов, и седла, которые
около 45-1/4 градусов. Вы, скорее всего, найдете только этот уровень детализации
на чертежах деталей. В сервис мануалах не написано
или технические бюллетени.
В этом случае угол сиденья может быть любым.
от 45 градусов до 45-1/2 градусов, или обманули в сторону «крутой» стороны
45 градусов. Теоретически в этом случае у вас мог бы быть клапан на 45 градусов.
торец и угол седла 45 градусов (клапан на крутой стороне допуска
и седло на плоской стороне допуска), но на практике
производители будут запускать детали к середине допуска, поэтому
мы заканчиваем с клапанами, которые составляют около 44-3/4 градусов, и седла, которые
около 45-1/4 градусов. Вы, скорее всего, найдете только этот уровень детализации
на чертежах деталей. В сервис мануалах не написано
или технические бюллетени.
Конечно, когда дело доходит до проверки вашей работы после ремонта клапана
сиденье, будет большая разница во внешнем виде между невмешательством
посадка и посадка с натягом в один градус. Использование Dychem, Берлинской лазури или
какая-то другая жидкость для разметки машиниста, чтобы проверить контакт, вы
см. полную ширину седла клапана, касающегося поверхности клапана при восстановлении
с посадкой без натяга (45° на 45°). Полная ширина этой поверхности
появится, несмотря на небольшое количество общих помех (около ½
один градус) между углом торца клапана и углом седла клапана (как описано
выше). При полном угле интерференции в один градус будет видна только тонкая линия.
появляются на поверхности клапана. Эта линия показывает контакт на внешнем крае
поверхности под углом 46 градусов (наружный диаметр посадочной поверхности) или точки, где
Посадочная поверхность под углом 46 градусов соответствует более плоскому заднему углу, непосредственно прилегающему к
к ней обычно 31 градус. Важно понимать, что сиденья
поверхность будет меняться («врезаться»), как только двигатель запустится, так что
вся ширина посадочной поверхности клапана будет соприкасаться с поверхностью клапана. Это
имеет решающее значение для полной ширины посадочной поверхности, чтобы контактировать с клапаном
так как клапан должен передавать тепло через этот контакт.
полную ширину седла клапана, касающегося поверхности клапана при восстановлении
с посадкой без натяга (45° на 45°). Полная ширина этой поверхности
появится, несмотря на небольшое количество общих помех (около ½
один градус) между углом торца клапана и углом седла клапана (как описано
выше). При полном угле интерференции в один градус будет видна только тонкая линия.
появляются на поверхности клапана. Эта линия показывает контакт на внешнем крае
поверхности под углом 46 градусов (наружный диаметр посадочной поверхности) или точки, где
Посадочная поверхность под углом 46 градусов соответствует более плоскому заднему углу, непосредственно прилегающему к
к ней обычно 31 градус. Важно понимать, что сиденья
поверхность будет меняться («врезаться»), как только двигатель запустится, так что
вся ширина посадочной поверхности клапана будет соприкасаться с поверхностью клапана. Это
имеет решающее значение для полной ширины посадочной поверхности, чтобы контактировать с клапаном
так как клапан должен передавать тепло через этот контакт.
Некоторые производители двигателей по-прежнему требуют полного угла интерференции в один градус. (45-градусный клапан, 46-градусное седло), но тенденция была к «невмешательству». подходят (точнее, меньше вмешательства в посадку), уже несколько лет. Причина этого в том, что материалы клапана и седла клапана намного сложнее. в наши дни и производители могут выдерживать гораздо более жесткие допуски, чем до.
Хотя мы всегда полагаемся на спецификацию OEM для данного приложения, в
В большинстве случаев нет недостатков в обрезании сиденья под углом 45 градусов, хотя
требуется посадочная поверхность под углом 46 градусов или наоборот. если ты собираешься
чтобы отклониться от спецификации OEM, убедитесь, что вы выбрали угол торца клапана
в учетную запись. Например, некоторые двигатели Toyota требуют посадки под углом 45 градусов.
поверхность с 44-градусным клапаном. В этом случае сиденье под углом 46 градусов не будет
быть такой отличной идеей, потому что будет иметь 2 степени интерференции (44 градуса
клапан, седло 46 градусов).
Мини-резаки с фиксированным лезвием
Мини-резаки с фиксированным лезвием используются там, где диаметр головки клапана составляет около 22 мм (около 7/8 дюйма) или меньше, или в ситуациях, когда фрезы диаметром 1 дюйм слишком велики. Диаметр алюминиевого корпуса фрезы для этого подмножества фрез. составляет всего 3/4 дюйма (19 мм), а твердосплавные лезвия приклеиваются на место в комплекте. диаметр. Конечно, лезвия не регулируются и не заменяются. Диаметр указанный для каждой соответствующей фрезы, представляет собой внешний диаметр фиксированные твердосплавные лезвия, поэтому мы используем несколько иной подход при расчете какой резак использовать для данного приложения.
Вот «формула» выбора подходящего ножа с фиксированным лезвием: возьмите
диаметр головки клапана и найдите фрезу, чей указанный диаметр (
фиксированный диаметр лезвия) немного больше, где-то от 1,5 мм (около 0,060 дюйма) до
Идеально подходит 2,5 мм (около 0,100 дюйма). Нам нужно, чтобы лезвие выходило за пределы
диаметр тарелки клапана, но не настолько больше, чтобы рисковать
зацепиться за стенку камеры или какое-либо другое препятствие.
Нам нужно, чтобы лезвие выходило за пределы
диаметр тарелки клапана, но не настолько больше, чтобы рисковать
зацепиться за стенку камеры или какое-либо другое препятствие.
Трехугольные седла клапанов
Если вы новичок в работе с седлами клапанов, вам может быть непонятно, что подразумевается под седлами клапанов.
седло клапана с тремя углами, хотя это сразу становится очевидным, когда вы
сделать свою первую работу клапана. Седло клапана должно иметь лентовидную поверхность с
равномерная ширина и четко очерченные внутренний и внешний диаметры. Единственный
способ создания такой поверхности состоит в том, чтобы иметь задние углы выше и ниже
фактическая посадочная поверхность или контактная поверхность. Да, конечно, только
один угол, против которого уплотняется клапан, но это два задних угла
выше и ниже поверхности сиденья, которые фактически определяют эту поверхность. Мы называем эти задние углы «углами сужения», потому что разрезание этих
углы будут сужать посадочную поверхность либо сверху, либо снизу.
сужающиеся углы дают вам возможность контролировать ширину сидения
поверхность, а также расположение посадочной поверхности на торце клапана,
еще один важный компонент работы клапана.
Мы называем эти задние углы «углами сужения», потому что разрезание этих
углы будут сужать посадочную поверхность либо сверху, либо снизу.
сужающиеся углы дают вам возможность контролировать ширину сидения
поверхность, а также расположение посадочной поверхности на торце клапана,
еще один важный компонент работы клапана.
Углы сужения также влияют на то, как «дышит» головка блока цилиндров. поэтому производители высокопроизводительных двигателей уделяют этим поверхностям особое внимание. Получение правильной комбинации углов или добавление четвертого или пятого угол, может оказать существенное влияние на поток. Это одна из причин, по которой вы увидите так много разных углов в резаках, которые мы предлагаем.
Методы поворота фрезы
Существует три различных способа поворота фрез Neway. Вручную, используя либо
простой T-образный ключ, Easy Turn Wrench или моторизованный PU-1800 Power
Единица. Т-образный ключ (TW505, TW513 или TW503)
входит в большинство комплектов и подходит для случайного пользователя. Мы думаем
рекомендуется иметь под рукой Т-образный ключ, даже если вам
вашего поворота с каким-либо другим устройством. Т-образный ключ отлично подходит для очень
обидчивая работа и для ситуаций, когда вы хотите сделать очень легкий
резать. Недостатком является то, что это может быть медленным, если ваша работа связана с
справедливое количество удаления запаса.
Т-образный ключ (TW505, TW513 или TW503)
входит в большинство комплектов и подходит для случайного пользователя. Мы думаем
рекомендуется иметь под рукой Т-образный ключ, даже если вам
вашего поворота с каким-либо другим устройством. Т-образный ключ отлично подходит для очень
обидчивая работа и для ситуаций, когда вы хотите сделать очень легкий
резать. Недостатком является то, что это может быть медленным, если ваша работа связана с
справедливое количество удаления запаса.
Ключ Easy-Turn (TWEZ) работает быстрее, чем Т-образный ключ потому что вы можете поддерживать непрерывное вращение фрезы, нет остановки и начинаем менять хват. Ключ Easy-Turn подпружинен. так что вы можете применить равномерную прижимную силу или скорость подачи.
Блок питания ПУ-1800 (ПУ1800А), также называемый моторным приводом,
это самый быстрый и простой способ повернуть фрезы. Он имеет переменную
редукторный двигатель постоянного тока, поэтому у вас есть полный контроль над скоростью вращения
резца. Устройство быстро и легко перемещается по дорожке, поэтому требуется
совсем нет времени, чтобы перейти от одного седла клапана к другому. Шестигранный слайд-сборка
(PU1517-AM) свисает с двигателя и устанавливается на
резак. Оператору нужно только приложить прижимное усилие, достаточное для резки.
Устройство быстро и легко перемещается по дорожке, поэтому требуется
совсем нет времени, чтобы перейти от одного седла клапана к другому. Шестигранный слайд-сборка
(PU1517-AM) свисает с двигателя и устанавливается на
резак. Оператору нужно только приложить прижимное усилие, достаточное для резки.
Где купить — NEWAY
Вы можете совершить покупку непосредственно у нас по телефону, факсу или электронной почте. Наш контакт информацию можно найти внизу этой страницы. Мы грузоотправитель UPS, но мы также отправляем через других курьеров или почтовые службы, когда это имеет смысл. Свяжитесь с нами для получения подробной информации или стоимости доставки. Отправляем в любую точку мира (с несколько исключений). Вы также можете выбрать покупку в одном из наших дистрибьюторы/реселлеры.
Аргентина
Herramientas A. Toriano SRL
Сантос Лугарес, Bs. Как.Телефон: 54 11 5422 1227
[email protected]
www.
 herramientastoriano.com.ar
herramientastoriano.com.ar Австралия
Redlands Reconditioning Supplies PTY. ООО
Mansfield, QLDТелефон: 61 7 3823 3333
Факс: 61 7 3823 3777
[email protected]
www.redlands-pl.com.au
Австрия
Пихлер Веркцеуг ГмбХ
ИнсбрукТелефон: 0043 (0) 512 344 552
Факс: 0043 (0) 512 39 37 62
, эл. Партенон, RS
Телефон: 55 51 9944 1502
[email protected]
Канада
CANXUS
Ганновер, ONТелефон: 877 574 4444
Факс: 519 364 5201
[email protected]
www.canxus.ca
Чили
Хуан Агуайо
СантьягоТелефон: 56 02 2773 3169
[email protected]
Колумбия
RectiEquipos S.A.S.
BogotaТел.: 57 1 370 3085
Факс: 57 1 370 3095
Универ спол. ООО Turnov
Телефон: 420 481 323 381
Факс: 420 481 321 272
miroslav.
 [email protected]
[email protected] www.univer.cz
Эквадор
9 0046 Футурама Моторкит С.А. Кито
Телефон: 593 2 241 1960
[email protected]
Соединенное Королевство
Fondera Limited
Wallingford, OxfordshireТелефон: 44 01865 341 900
Факс: 44 01865 341 440
[email protected]
www.fondera.co.uk
HD Tools
NR Pulborough, West SussexТелефон: 44 01798 813 837
[email protected]
Финляндия
Tapio Pakki Oy
ХельсинкиТелефон: 358 10 778 9900
[email protected]
www.tapiopakkioy.fi
Франция
DYSTEM
Saint Ouen L’AumoneТелефон: 01 34 20 13 40
Факс: 01 34 20 13 42
[email protected]
Германия
OKO Saturn Werkstatt-Tech Ник ГмбХ и Ко
Nurtingen-ReudernТел.: 49 (0) 7022 60256 0
Факс: 49 (0)7022 60256 10
info@saturn-tools.
 de
de www.oko-saturn.de
Индонезия
PT. ТРИМУЛЯ
Джакарта БаратТелефон: 62 21 692 6695
Факс: 62 21 692 8752
[email protected]
www.trimulya.com
Италия
Посуда FAEC — марка Motomoclos
Querceta, LuccaТелефон: 39 0584 166 0407
Факс: 39 0584 166 0408
[email protected]
www.faec.it
Япония
900 04Банзай, ООО
ТокиоТелефон: 81 (03) 37696880
Факс: 81 (03) 3456 4691
[email protected]
www.banzai.co.jp
ФРС
СайтамаТелефон: 81 48 717 2548
Факс: 81 48 717 3107
[email protected]
www.fujiirs.com
Латвия
ООО «РАМОТО»
ОгреТелефон: 371 292 55 601 (моб.)
Факс: 371 650 71 334 тел/факс
[email protected]
www.ramoto.lv
Литва
90 004ЗАО «ГИТАНА»
Клайпедос RТелефон: 370 46 390 820
Факс: 370 46 310 485
info@gitana.
 lt
lt www.gitana.lt
Малайзия
Assurich Industries (M) SDN.BHD
Petaling JayaТелефон: 60 3 5638 1255
Факс: 60 3 5636 2166
[email protected]
www.assurich.com.my
Мексика
Lumasachi S.A. de C.V.
Тлальнепантла де Баз, Эдо. de MéxicoТелефон: 01 (55) 5362 0975
Факс: 01 (55) 5362 3594
[email protected]
Новая Зеландия
Kerzan (NZ) Ltd.
ChristchurchТелефон: 643 385 7619
Факс: 643 386 0574
[email protected]
www.kerzan.co.nz
Польша
9004 6 Каро Интернэшнл Варшава
Телефон: 48 228 452266
Факс: 48 228 452266
[email protected]
Россия
Motortechnologya/Motor Technica
МоскваТелефон: 7 495 727 0079
Факс: 7 495 727 0079
[email protected]
www.motortehn.ru, www.neway.su
Словакия
MARTINEX, spol.
