Головка блока цилиндров: устройство и назначение
» Головка блока цилиндров: устройство и назначение
- 10925 просмотров
Головка блока цилиндров – это очень важная деталь для двигателя автомобиля любой марки и производителя. ГБЦ укомплектовываются абсолютно все силовые установки, вне зависимости от того, какое топливо у автомобиля — бензин или дизель. Несомненно, разница между ними есть – это степень сжатия и тип топлива, но само устройство и общий принцип работы головки блока от этого не изменяются. В данной статье мы рассмотрим общее строение головки блока в авто.
Как устроен механизм и принцип его работы
Строение головки блока цилиндров несложное, несмотря на свою значимость в работе двигателя автомобиля. В его строение входят впускные и выпускные клапаны газораспределения, автомобильные свечи зажигания, если это бензиновый двигатель, или форсунки, если дизельный, а также блок камеры сгорания топливно-воздушной смеси.
Головка ДВС и блок вместе объединяются между собой через специальную огнеупорную сталеасбестовую прокладку двигателя. Прокладка не дает выходить газам через место соединения устройств и предотвращает потерю компрессии. Заметим, что данная прокладка, вне зависимости от простой конструкции, весьма значительна для автомобиля. Водителям стоит обращать внимание на работу этого устройства, иначе может пострадать двигатель автомобиля. В первую очередь произойдет явление компрессии, двигатель уменьшит свою мощность, а затем и вовсе может окончательно сломаться. Тяга автомобиля останавливается из-за неправильного выхода газов из камеры. А учитывая то, что внутри ДВС активизируется высокая степень сжатия (примерно около 2 000 атмосфер на дизельных и 100 на бензиновых моторах), растрата мощности может быть значительной.
 Головка блока цилиндров (ГАЗель 3302 в том числе) также входит в состав КШМ, поэтому ее взаимосвязь с двигателем является непосредственной.
Головка блока цилиндров (ГАЗель 3302 в том числе) также входит в состав КШМ, поэтому ее взаимосвязь с двигателем является непосредственной.Особенности технического обслуживания
Срок службы головки блока цилиндров разный, износ детали происходит в каждом автомобиле. К примеру, в ВАЗ-2110 она может прослужить от 200 000 до 400 000 км. Это не исключает возможности ее деформации и износа ранее. Мы рекомендуем водителям чаще менять прокладку ГБЦ и не перегревать двигатель своего автомобиля. Обращайте чаще внимание на крепежные болты. Не допускайте нагара на клапанах впускного и выпускного такта – чаще проводите
Головки блоков цилиндров: устройство, особенности конструкции
Двигатель внутреннего сгорания имеет сложную конструкцию, где каждый элемент отвечает за выполнение различных задач.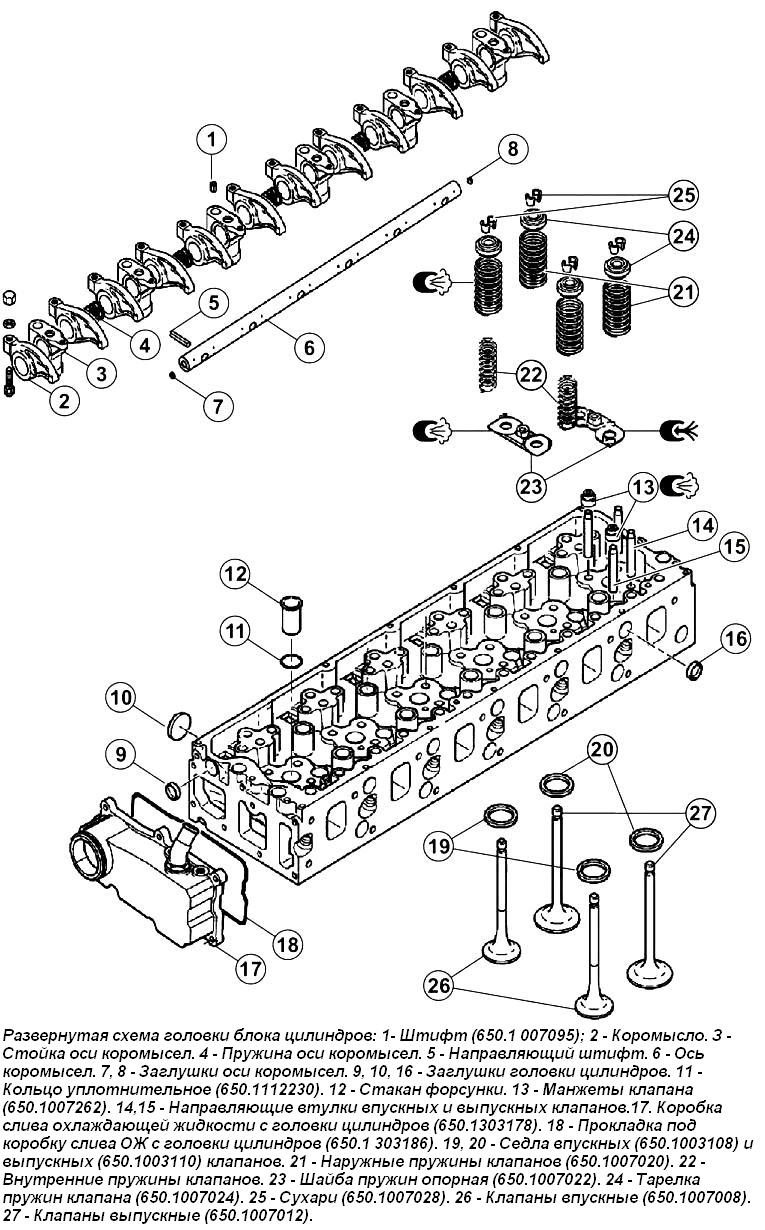 Одним из таких элементов является головка блока цилиндров (ГБЦ).
Одним из таких элементов является головка блока цилиндров (ГБЦ).
ГБЦ смело можно назвать одним из ключевых узлов в мотоцикле или автомобиле. Это устройство контролирует вывод газов в двигателе внутреннего сгорания. Внешне ГБЦ представляет собой крышку, которая закрывает сам блок. Для ее изготовления используются алюминиевые сплавы или чугун.
Качественная работа головки блока цилиндров напрямую зависит от плотности прилегания самой ГБЦ к блоку цилиндров. Именно из-за этого верхняя часть данной детали является более узкой, чем нижняя. Между самим блоком и головкой находится уплотнительная прокладка. Фиксирование ГБЦ осуществляется с помощью штифтов.
Вся дальнейшая работа ГБЦ зависит от правильности монтажа. Каждый автомобиль имеет собственный регламент установки головки блока цилиндров. Поэтому важно использовать правильную инструкцию для каждого конкретного автомобиля. В ней указывается порядок затяжки штифтов и необходимый момент закручивания. Монтаж ГБЦ осуществляется с помощью динамометрического ключа.
Не следует применять грубую силу при установке ГБЦ – это может стать причиной повреждения масляного канала, уплотнительной прокладки и прочих элементов системы. Если головка будет деформирована, повреждена или установлена неправильно, это повлечет за собой нарушения в работе двигателя и всего транспортного средства.
%rtb-4%
Особенности конструкции ГБЦ
Для изготовления головки блока цилиндров сегодня применяются алюминиевые сплавы. Раньше распространенным материалом был легированный чугун.
Составляющими элементами ГБЦ являются:
- газораспределительный механизм;
- уплотнительная прокладка;
- корпус головки цилиндра, в котором располагаются камера сгорания, патрубки системы охлаждения, масляные провода;
- привод ГРЦ;
- отсеки для монтировки свечей;
- камера сгорания;
- посадочные плоскости для выпуска переработанных газов.
Рассмотрим более подробно каждый из перечисленных выше элементов.
Клапаны ГБЦ располагаются в первом ряду. Наклон каждого из них к цилиндрам составляет 20˚. Современные иномарки имеют несколько иной принцип устройства ГБЦ, но конструкция все-равно является похожей.
Наклон каждого из них к цилиндрам составляет 20˚. Современные иномарки имеют несколько иной принцип устройства ГБЦ, но конструкция все-равно является похожей.
Уплотнительная прокладка изготавливается из армированного асбеста. Этот материал хорошо выдерживает высокие температуры, которые возникают во время работы двигателей внутреннего сгорания. Также армированный асбест в состоянии выдержать высокое давление, обеспечивая герметичность конструкции мотора при различных нагрузках.
В передней части устройства располагается привод газораспределительного механизма и натяжитель цепи. Камеры сгорания располагаются близко к ним, поэтому взаимодействие с ними организовано механическим способом. Камеры для сжатия имеют в несколько раз меньший объем, чем сами поршни. Это позволяет воздушным смесям закручиваться в момент поднятия поршней в процессе работы двигателя. Таким образом процесс сгорания топлива улучшается.
На левой части головки цилиндра располагаются посадочные места для свечей зажигания.
%rtb-4%
Несъемные детали в ГБЦ
В ГБЦ имеются несъемные части. В их числе – седла клапанов, которые отвечают за герметичность газораспределительного механизма. Важно учитывать, что сборка этих элементов происходила под воздействием пресса и выполнить их замену в домашних условиях невозможно. Ремонт можно выполнить только в сервисном центре и применением специализированного оборудования.
Многие владельцы авто пытаются самостоятельно выполнить ремонт ГБЦ, но лучше не делать этого, чтобы избежать серьезных проблем с транспортным средством.
- Форма головки цилиндра может измениться, что приведет к нарушениям герметичности камеры сгорания и клапанов.
- Неправильный нагрев может стать причиной выхода из строя головки цилиндров.
- На поверхности детали могут образоваться трещины и микротрещины, из-за чего двигатель утратит свою работоспособность.


Самостоятельный ремонт несъемных деталей ГБЦ может стать причиной поломки детали, что обернется еще более дорогостоящим ремонтом.
Диагностика ГБЦ, виды неисправностей и методы их устранения
Устройство головки блока цилиндров | Изучение устройства автомобиля AvtoLegko.ru
Головка блока цилиндров состоит из камеры сгорания, места крепления газораспределительного механизма, рубашки охлаждения, отверстий для свечей зажигания, или форсунок, впускных и выпускных каналов и каналов для подачи смазки.
В зависимости от фактического диаметра цилиндра, полученного в процессе его доводки, для более точного обеспечения оптимальной величины зазора между цилиндрами и поршнями, цилиндры делятся на пять размерных классов через 0,01 мм. При изготовлении нового двигателя поршни нормального диаметра подбирают к соответствующим цилиндрам, класс которых обозначен буквами с правой стороны блока (рис.
Головка блока цилиндров в сборе с клапанами: 1 каналы впуска горючей смеси; 2—каналы выпуска отработавших газов возможность расточки цилиндров блока для использования поршней ремонтных размеров, имеющих первое ремонтное увеличение 0,2 мм, второе — 0,4 и третье — 0,6 мм. Цилиндры растачивают в том случае, если зазоры между юбкой поршня и цилиндром достигают 0,15 мм.
Кроме того, предусмотрена возможность замены биметаллических втулок вала привода масляного насоса, которые при наличии задиров на рабочей поверхности, ее овальности или проворачивании втулок в гнездах должны быть выпрессованы и заменены новыми. Окончательная обработка втулок при замене производится только после их запрессовки в гнезда блока.
Головка блока цилиндров (рис. 2-6), отлитая из алюминиевого сплава,— общая для всех цилиндров. Головка крепится к блоку десятью болтами. Между блоком и головкой установлена металлоасбестовая прокладка.
В процессе эксплуатации двигателя при затягивании болтов крепления головки необходимо соблюдать четыре условия:
1. Двигатель должен быть холодным.
2. Строго придерживаться последовательности, показанной на рис. 2-7.
3. Затяжку болтов с резьбой М12Х1.25 производить в два приема: вначале усилием 4 кгм, а затем — 11,5 кгм.
4. Затянуть болт А с резьбой М8Х1,25 моментом 3,8 кгм. Готику цилиндров демонтируют в том случае, когда обнаруживаются неисправности, не требующие снятия двигателя с машины (удаление нагара, замена направляющих втулок клапанов, необходимость притирки клапанов, замена шпилек крепления корпуса подшипников распределительного вала и др.). Выполнять эти работы следует в соответствии с рекомендациями инструкции по ремонту.
В головке блока цилиндров имеются камеры сгорания, впускные и выпускные каналы, резьбовые отверстия для установки свечей зажигания и протоки для охлаждающей жидкости. Седла и направляющие втулки клапанов, изготовленные из специального жаростойкого чугуна, вставляют в предварительно нагретую головку охлажденными, благодаря чему после уравнивания температуры обеспечивается большое натяжение в соединении.
Расположение клапанов (а следовательно, осей их седел и втулок рядное, наклонное под углом 20° к плоскости осей цилиндров).
В передней части головки имеется полость для размещения цепного привода распределительного вала и натяжителя цепи.
Прилегающая к блоку плоскость головки и полуклиновые камеры сгорания механически обработаны. Этим достигается необходимая чистота поверхности и практически одинаковый объем камер.
Площадь оснований камер сжатия меньше площади днищ поршней, благодаря чему при движении поршней вверх обеспечивается интенсивное завихрение горючей смеси, а следовательно, улучшается процесс ее горения.
С левой стороны головки блока расположены четыре резьбовых отверстия для свечей зажигания. С правой стороны находится фланец с резьбовыми отверстиями для шпилек крепления впускного и выпускного коллекторов; здесь же смонтированы трубопроводы системы охлаждения.
На верху головки сделаны площадки и отверстия для направляющих втулок клапанов, опорных шайб клапанных пружин, втулок опор рычагов и корпуса подшипников распределительного вала. Верхняя часть головки закрывается крышкой, закрепленной восемью шпильками с гайками. Необходимое уплотнение стыка обеспечивается прокладкой, зажатой между фланцами головки и крышки.
Головка блока цилиндров двигателя КамАЗ
Устройство головки блока цилиндра двигателя КАМАЗ 740Головка блока цилиндров Камаз-740, изготовлен из алюминиевого сплава. Головка цилиндра Камаз-740 имеет полость охлаждения, соединенную с полостью охлаждения блока.
Головка блока Камаз-740 устанавливается на два штифта, запрессованных в блок цилиндров, и крепится четырьмя болтами.
Один из установочных штифтов служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Стык «головка цилиндра — гильза» Камаз-740 (газовый стык) — без прокладки. В расточенную канавку на нижней плоскости головки запрессованы стальное уплотнительное кольцо.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
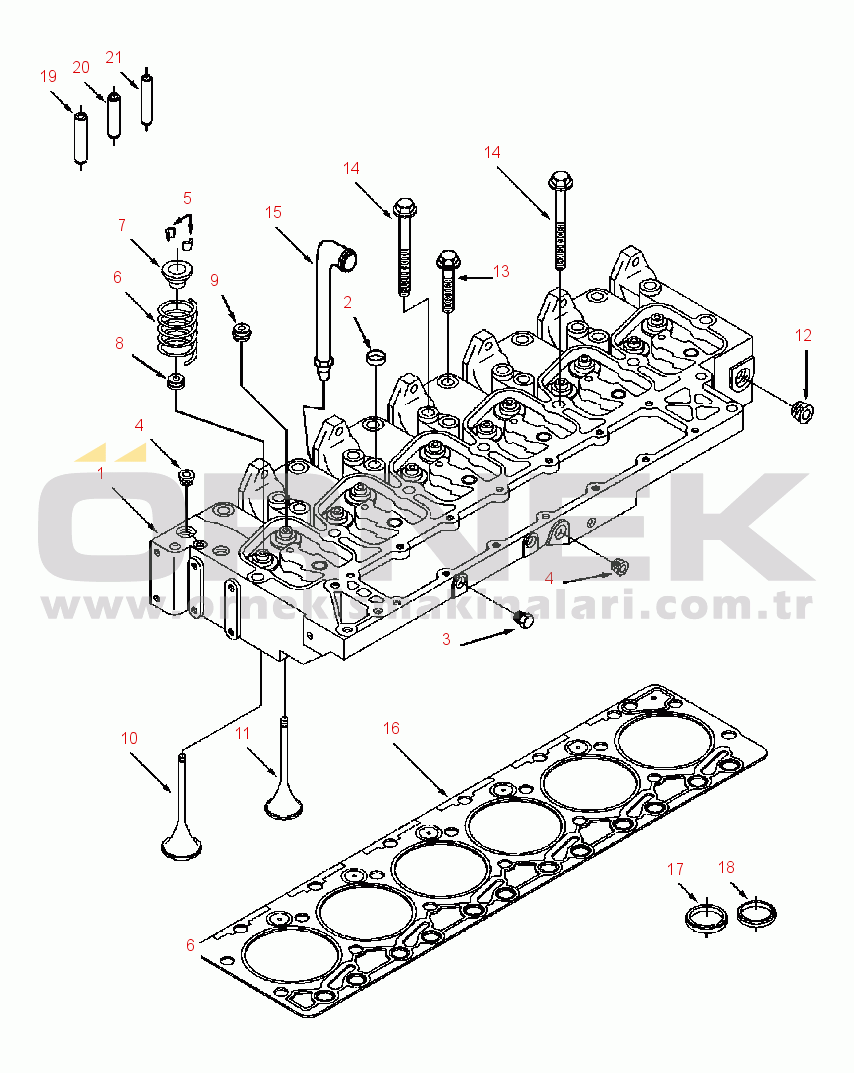
1 — головка цилиндра, 2 — прокладка крышки головки, 3 — болт крепления крышки, 4 — крышка головки цилиндра, 5 — болт крепления головки, 6-втулка прокладки патрубка, 7 — уплотнительное кольцо газового стыка, 8 — впускной клапан, 9 — седло клапана, 10 — направляющая втулка клапана, 11 — шайба пружин клапана, 12 — наружная и внутренний пружины клапана, 13 — тарелка пружин клапана, 14 — втулка тарелки, 15 — сухарь клапана, 16-уплотнителъная манжета, 17 — впускной клапан
Сравнение головки блока цилиндров Камаз-740 и 740. 10
10В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал Камаз-740 имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами 740.10, и фиксируются острой кромкой.
<Выпускное седло и клапан Камаз-740 профилированы для обеспечения меньшего сопротивления выпуску отработавших газов. Применение выпускного клапана 740.10 не рекомендуется.
Установка головки блока цилиндров Камаз-740
1)Перед установкой прокладки берем силиконовое колечко, устанавливаем на масляный канал.
2)Одно кольцо одеваем на низ канала под прокладку. Далее ставим прокладку силиконовую на место, а теперь второе кольцо на масляный канал в паз устанавливаем. Все это проделываем со всеми цилиндрами.
3)Далее на головке необходимо проверить установку уплотнительных колец газового стыка из фторопласта. Они могут не установиться по размеру, так как головка может быть перегрета и кольцо не влезет в паз.
Устанавливаем головку ГБЦ4)Если металлическое кольцо газового стыка расплющилось и размер стал другой. Для этого, чтобы исправить не надо менять металлическое кольцо. Берем надфиль алмазный и круговыми движениями по кольцу убираем лишнее.
5)После этого кольцо встанет на место. Все прокладки ставим на место и устанавливаем головку блока цилиндров на блок цилиндров. Резьбу болтов крепления головки смазываем графитовой смазкой. Болты крепления головки затягиваются крест на крест.
6)Затяжку болтов делают динамометрическим ключом 40 — 50 Нм. Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 — 150 Нм. Второй прием затяжки болтов 160 — 180 Нм.
Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 — 150 Нм. Второй прием затяжки болтов 160 — 180 Нм.
7)Теперь устанавливаем штанги толкателей клапанов в стакан.
8)Теперь устанавливаем стойку коромысел с коромыслами на место, затягиваем гайки. Теперь регулируем клапаны в соответствующем порядке. После регулировки клапанов устанавливаем прокладку на головку и одеваем крышку клапанов.
Купить головку блока
Покупайте запчасти у нас :
| Комплектуем заявки любой сложности, конкурентные цены, система скидок от объема. | |
| Мы даем понятную гарантию качества запчастей от производителей | |
| Оперативная доставка по России | |
Звоните по телефону (953) 482-51-13, или напишите на zap-kam16@yandex. ru ruПотребуется информация: модель авто, год выпуска, модель агрегата, класс Евро. |
из чего состоит и для чего нужна
При покупке нового или поддержанного автомобиля перевозчики и транспортные компании в первую очередь интересуются двигателем. Для грузовой и спецтехники привычным решением стало использование дизельного силового агрегата. Такой мотор обеспечивает топливную экономичность (расход меньше на 30-30%, чем у бензинового двигателя), отличается высоким крутящим моментом с самых низов, что позволяет добиться отменной тяги со старта. К тому же дизельный силовой агрегат считается менее вредным, так как более эффективно сжигает топливно-воздушную смесь – выхлопные газы менее токсичные.
Конструктивная сложность дизеля обусловлена внедрением новых узлов и электронных систем, предназначенных для снижения уровня расхода топлива, повышения мощности мотора без увеличения рабочего объема, снижения количество вредных соединений в газах.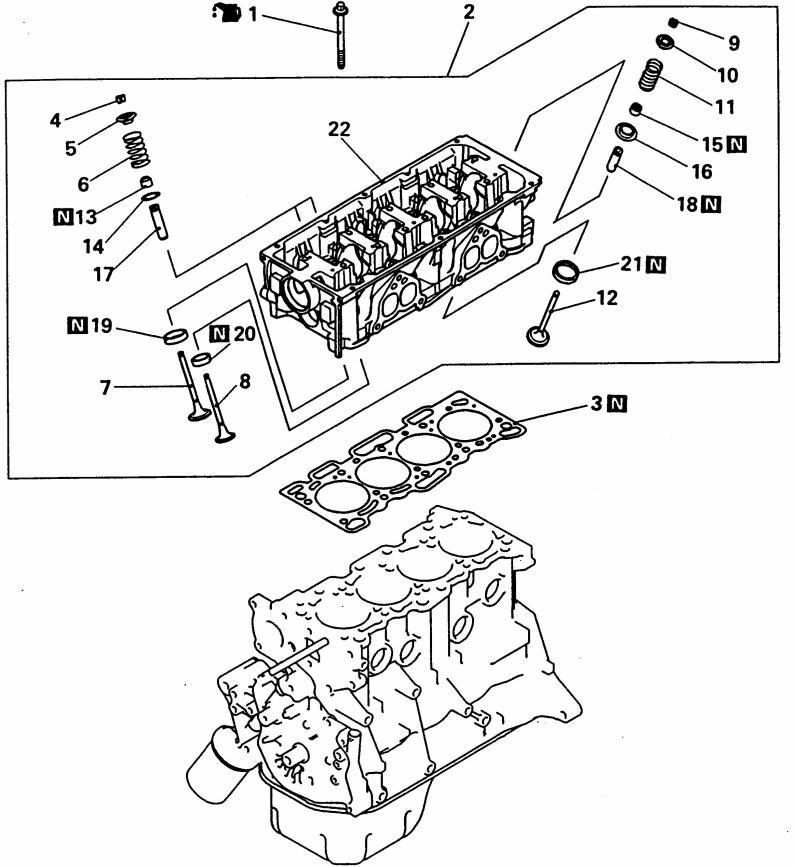 Неизменными остаются две корпусные детали – блок цилиндров и головка блока цилиндров. В этой статье расскажем о том, что такое ГБЦ и какие функциональные задачи на нее возложены.
Неизменными остаются две корпусные детали – блок цилиндров и головка блока цилиндров. В этой статье расскажем о том, что такое ГБЦ и какие функциональные задачи на нее возложены.
Что такое ГБЦ дизельного мотора
«Голова», ГБЦ или головка блока цилиндров расположена в верхней части силового агрегата. Фактически она накрывает блок цилиндров, с которым соединена при помощи крепежных элементов – болтами. Важной составной частью конструкции считается прокладка головки блока цилиндров дизеля. Назначение прокладки всегда одно – обеспечить герметичность соединения между ГБЦ и блоком. Нарушение герметичности приводит к сбою в работе силовой установки, автомобиль не сможет продолжить движение. Поэтому к состоянию и качеству прокладку приковано пристальное внимание. Она находится под постоянно высокой нагрузкой, что нередко приводит к пробою прокладки ГБЦ дизеля. Выявить пробой можно, выполнив диагностику ДВС – визуальный осмотр.
ГБЦ состоит из деталей и механизмов, принимающих участие в образовании горючей смеси и дальнейшей ее подачи в камеры сгорания. Правильное функционирование всех составных частей ГБЦ обеспечивает корректное соотношение топлива и воздуха. То есть, от того, насколько исправна эта составная часть мотора, зависит стабильность работы всего двигателя. Изготавливается преимущественно из чугуна. Также в зависимости от архитектуры мотора – рядная или V-образная – зависит и количество ГБЦ. Если рядные ДВС имеют одну «голову», то V-образные получают две головки блока цилиндров. Мотор W-образной архитектуры имеет вовсе три ГБЦ. Однако сколько бы «голов» не имел мотор, принцип работы и наполнение важнейшей составной части остается неизменным.
Правильное функционирование всех составных частей ГБЦ обеспечивает корректное соотношение топлива и воздуха. То есть, от того, насколько исправна эта составная часть мотора, зависит стабильность работы всего двигателя. Изготавливается преимущественно из чугуна. Также в зависимости от архитектуры мотора – рядная или V-образная – зависит и количество ГБЦ. Если рядные ДВС имеют одну «голову», то V-образные получают две головки блока цилиндров. Мотор W-образной архитектуры имеет вовсе три ГБЦ. Однако сколько бы «голов» не имел мотор, принцип работы и наполнение важнейшей составной части остается неизменным.
Расположение головки блока цилиндров
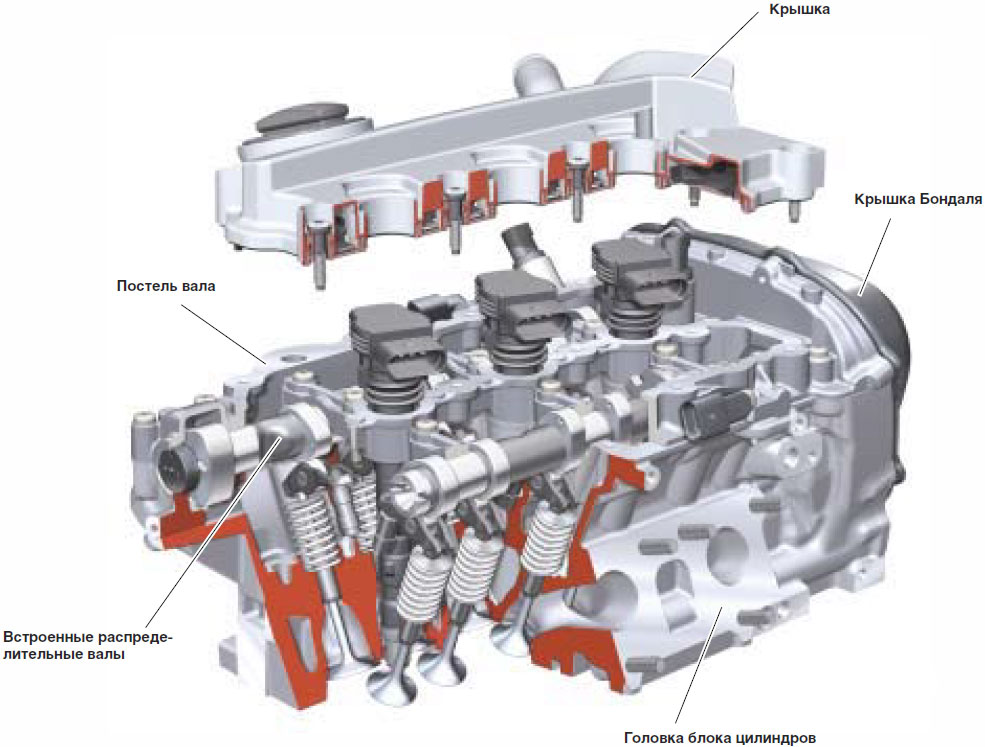
Открыв капот транспортного средства, можно обнаружить кожух, закрывающий двигатель. Если его снять, то будет видна крышка ГБЦ. «Голова» находится чуть ниже. Эта часть практически всегда находится над блоком цилиндров, который занимает большую часть подкапотного пространства. Как было сказано выше, для закрепления «головы» с блоком используют болты или шпильки. На корпусе ГБЦ находится постель распредвала и клапаны с пружинным механизмом.
На корпусе ГБЦ находится постель распредвала и клапаны с пружинным механизмом.
Особенность дизельного мотора еще и в том, что для его бесперебойной и надежной работы нужны усиленные впускные и выпускные клапаны. Это объясняется большой нагрузкой, оказываемой на клапаны, поскольку в дизеле формируется высокое давление. В движение клапаны приводит распределительный вал, устанавливаемый в верхней части. Спереди находится шестерня привода ГРМ, находящаяся на оси распредвала, а также цепной или ременной привод газораспределительного механизма.
Из чего состоит ГБЦ
Для изготовления ГБЦ дизельного мотора с последующей установкой на спецтехнику используют легированный чугун. Он отличается высокой плотностью, жаростойкостью и прочностью. Но поскольку чугун тяжелее алюминия, увеличивается и масса силовой установки, что плохо сказывается на скоростных показателях техники. В отдельных случаях для изготовления «головы» пытаются совместить чугун и алюминий, взяв от каждого лучшие свойства – теплопроводность и жаростойкость.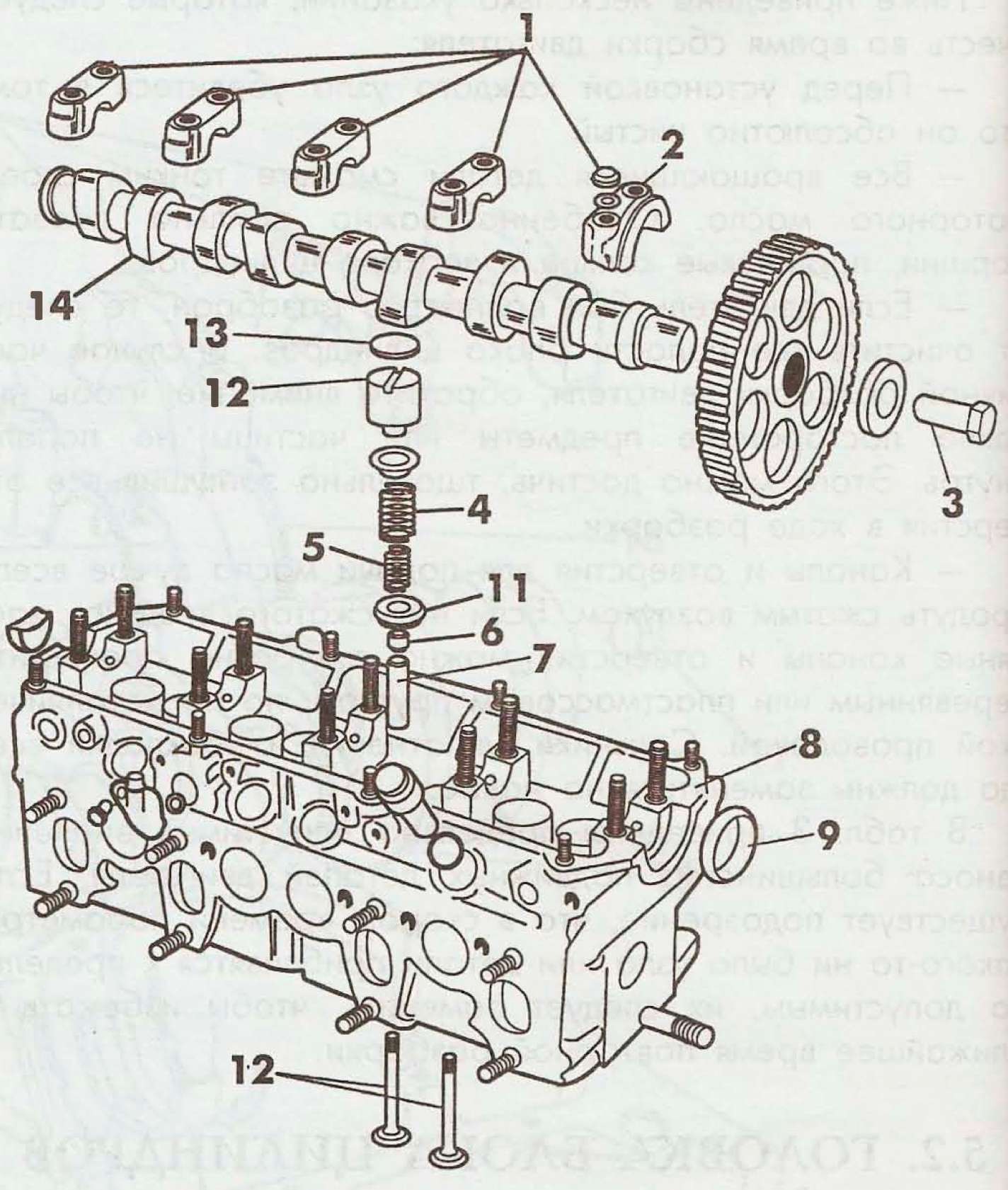 Так основание головки блока цилиндров и выпускные клапаны делают из чугуна и заливают сплавом алюминия. Дизельные моторы с большим рабочим объемом часто оборудуют литыми чугунными головками, способные долго и исправно выполнять свои обязанности. Они эксплуатируются в тяжёлых условиях, и с целью придания надёжности клапанные сёдла запрессовывают с предварительным охлаждением в парах жидкого азота. Втулки клапанов и вихрекамеры вставляют с натягом.
Так основание головки блока цилиндров и выпускные клапаны делают из чугуна и заливают сплавом алюминия. Дизельные моторы с большим рабочим объемом часто оборудуют литыми чугунными головками, способные долго и исправно выполнять свои обязанности. Они эксплуатируются в тяжёлых условиях, и с целью придания надёжности клапанные сёдла запрессовывают с предварительным охлаждением в парах жидкого азота. Втулки клапанов и вихрекамеры вставляют с натягом.
Основой «головы» выступают клапаны. Они расположены в первом ряду с наклоном к цилиндрам. Если на один цилиндр два клапана, клапаны размещены в один ряд, и в два ряда, если четыре клапана (два на впуск и два на выпуск). Звездочки ременного или цепного привода ГРМ и успокоителя находятся в передней части. С помощью этой конструкции приводится в действие газораспределительный механизм. В верхней части ГБЦ получила сложную конфигурацию: участки под вкладыши распредвала, в которых находится сам распределительный вал. Под распредвалом получили место направляющие втулки клапанов. Над втулками шайбы с пружинами, необходимые для удержания клапана в поднятом состоянии.
Под распредвалом получили место направляющие втулки клапанов. Над втулками шайбы с пружинами, необходимые для удержания клапана в поднятом состоянии.
Признаки неисправности ГБЦ
Часто проблемы и неисправности с головкой блока связаны с износом и повреждением прокладки. Выявить ее пробой можно разве что при полном разборе ДВС. Но есть ряд признаков, указывающих на пробой уплотнителя:
· из-под ГБЦ наружу выходят газы;
· двигатель часто перегревается;
· антифриз меняет цвет;
· белый дым из выхлопной трубы;
· в расширительном бачке видны пузыри;
· высокий уровень масла в картере мотора.
Эти признаки могут указывать и на другие неисправности дизеля. В идеале при обнаружении одного или нескольких симптомов необходимо отправиться в сервисный центр на диагностику.
Другие возможные поломки
Самостоятельно проблематично выполнить дефектовку «головы» и выявить основные неисправности, но при наличии инструмента и нужного технического оборудования такая работа выполнима.
Так в ходе дефектовки узла чаще всего обнаруживаются следующие проблемы:
1. Дефекты привалочной полости. Причин на это может быть несколько: регулярные перегревы ДВС, низкое качество охлаждающей жидкости. Ремонт сводится к обработке самой полости. Также нужно диагностика системы охлаждения и замена технической жидкости.
2. Трещины. К этому могли привести нарушения, допущенные в ходе снятия и установки головки при выполнении ремонтных работ – не соблюдался момент затяжки. Трещины образуются и в результате длительных перегревов мотора. Если дефекты существенные, остается только заменить неисправный узел.
3. Изношены втулки клапанов. Направляющие втулки изнашиваются в любом случае, и когда пробег мотора достигает большой отметки, требуется их замена. Преждевременный их износ обычно связан с использованием неподходящего моторного масла.
4. Изношены седла. Также причин может быть несколько: топливо низкого качества, большой пробег автомобиля.
К поломке ГБЦ могут привести самые разные обстоятельства, но в первую очередь необходимо проверять уровень масла, охлаждающей жидкости и покупать качественное топливо.
Регулировка клапанов
Таким образом, ГБЦ необходима для контроля поступления топлива в камеры сгорания, обеспечения сгорания горючей смеси, контроля, а также распределения потоков газов. От точности регулировки отдельных механизмов «головы» зависит мощность, стабильность и устойчивость работы дизельного мотора. Эта конструктивная часть выполняет и некоторые вспомогательные функции, например, сверху ГБЦ есть крышка, которая служит в качестве защиты. Обслуживание головки блока сводится к регулировке клапанов. Известно, что в процессе работы по причине высокой рабочей температуры и нагрева происходит увеличение размеров деталей.
Это приводит к изменению расстояния между распредвалом и толкателем клапана. Для нормальной работы дизеля необходим тепловой зазор определенной величины. Он обеспечивает оптимальное время закрытия и открытия клапанов, плюс сохраняет герметичность в закрытом состоянии. Ознакомиться с рекомендуемыми значениями можно в инструкции по эксплуатации автомобилем. Для каждого двигателя производитель устанавливает фиксированное значение оптимальной величины зазоров. Там же приводятся рекомендации по периодичности обслуживания силового агрегата.
Он обеспечивает оптимальное время закрытия и открытия клапанов, плюс сохраняет герметичность в закрытом состоянии. Ознакомиться с рекомендуемыми значениями можно в инструкции по эксплуатации автомобилем. Для каждого двигателя производитель устанавливает фиксированное значение оптимальной величины зазоров. Там же приводятся рекомендации по периодичности обслуживания силового агрегата.
Головка блока цилиндров — диагностика и замена своими руками
Головка блока цилиндров – важнейшая часть любого двигателя автомобиля. Для его нужна головка блока цилиндров? Из чего она состоит? Каково предназначение ГБЦ? Как производится диагностика головки блока цилиндров, ремонт и замена? Сегодня мы постараемся ответить на все эти вопросы.
Применение первой головки осуществлялось со дня рождения самого первого двигателя. Без этой составляющей невозможно эксплуатировать ни один двигатель.
Устройство ГБЦ
Головка блока цилиндров – это верхняя часть двигателя, которая устанавливается на блок и закрывает его верхнюю часть.
Она имеет довольно сложную конструкцию, которая изготавливается, как правило, из алюминиевого сплава или специального легированного чугуна. Изнутри имеется много идеально гладких поверхностей – это еще раз подтверждает ее значимость в двигателе любого автомобиля. Чтобы достичь максимально герметичного соединения с двигателем, ее ширина снизу делается большей, а между двигателем и головкой устанавливается специальная прокладка.
Головка блока представляет собой отдельную деталь, на которую крепятся другие узлы. К ним относятся: распределительный вал (или валы, если он не один), клапана и их механизм, свечи зажигания, различные форсунки и многое другое. Камера сгорания находится непосредственно в ГБЦ, что указывает на то, что крепление впускных и выпускных коллекторов осуществляется на нее.
Количество головок может варьироваться, в зависимости от типа блока. Если блок имеет V-образную форму, то соответственно и количество головок будет две. На обычных, однорядных двигателях устанавливается одна ГБЦ.
Сверху на головку устанавливается крышка ГБЦ, которая защищает все ее узлы от попадания пыли и других инородных частиц. Для соединения, также применяется специальная уплотняющая прокладка. На верхней части крышки располагается заливное отверстие, через которое заливается масло. Это говорит о том, что масло попадает в картер именно через головку блока цилиндров.
Назначение ГБЦПрактически все процессы, происходящие в двигателе, осуществляются именно через головку блока цилиндров. На ГБЦ располагаются все механизмы, которые приводят в движение поршневой механизм. Это свечи зажигания, предназначенные для воспламенения смеси, клапанный механизм, с помощью которого осуществляется впуск топлива, выпуск отработанных газов, коллекторы и самое главное – распределительный вал. Он располагается на головке блока цилиндров и приводит в действие клапанный механизм. Все это защищается от внешних воздействий именно при помощи ГБЦ.
Кроме того, внутри головки располагаются камеры сгорания, в которых и происходит сжатие и воспламенение смеси. Это место имеет тесную связь с блоком цилиндров, в котором перемещаются поршни.
Это место имеет тесную связь с блоком цилиндров, в котором перемещаются поршни.
Головка блока цилиндров имеет две прокладки, с помощью которых осуществляется герметичная защита соединений с блоком и крышкой. Состояние двигателя во многом зависит от этих прокладок и самой ГБЦ.
Диагностика неисправностей и ремонт головки блока цилиндров
В процессе эксплуатации, головка блока испытывает большие нагрузки. Это и механическое воздействие деталей, и высокие температуры, образуемые в камере сгорания. Чаще всего, все неисправности сводятся к тому, что двигатель перестает развивать требуемую мощность и начинает работать неустойчиво. Если регулировка механизмов, имеющих к этому отношению, не дают должного эффекта, значит, самое время провести ремонт головки блока цилиндров.
Диагностика неисправностей начинается с внешнего осмотра газораспределительного механизма, а также корпуса головки. На ней недолжно быть все возможных трещин, сколов и прочих дефектов.
Кстати о трещинах. Это самая страшная неисправность ГБЦ. Она может образоваться в результате воздействия больших температур. Чаще всего, это происходит из-за частых перегревов двигателя. Вначале, это будет микротрещина, которая постепенно будет разрастаться. О ее присутствии будет говорить наличие в охлаждающей жидкости остатков масла и появление соответствующих пузырей в бачке. Трещина в блоке нарушит герметизацию клапанного механизма, что приведет к ослаблению посадки многих деталей. Как следствие, снижение мощности двигателя, падение компрессии и т п. Ремонт блока с трещиной, как и с любыми другими механическими повреждениями не допустим, поэтому его подвергают замене.
Это самая страшная неисправность ГБЦ. Она может образоваться в результате воздействия больших температур. Чаще всего, это происходит из-за частых перегревов двигателя. Вначале, это будет микротрещина, которая постепенно будет разрастаться. О ее присутствии будет говорить наличие в охлаждающей жидкости остатков масла и появление соответствующих пузырей в бачке. Трещина в блоке нарушит герметизацию клапанного механизма, что приведет к ослаблению посадки многих деталей. Как следствие, снижение мощности двигателя, падение компрессии и т п. Ремонт блока с трещиной, как и с любыми другими механическими повреждениями не допустим, поэтому его подвергают замене.
При снятии ГБЦ проверяют нижнюю плоскость соединения с блоком цилиндров. Для этого, к ней прикладывается специальная линейка по диагонали всей длины ГБЦ. Контроль зазоров выполняется с помощью измерительного щупа. Нормой измерений можно считать зазор, не превышающий 0,06 миллиметров. Если эта величина больше, то плоскость подвергают шлифовке.
Проверка износа шеек опоры кулачкового вала и его подшипников выполняется с помощью микрометра. Результаты измерений необходимо сравнить с нормами, которые допустимы именно для вашей модели двигателя. Если имеются определенные отклонения, то, исходя из значений, принимается решение о способе ремонта.
Состояние таких деталей, как коромысла, седла и рычаги определяется с помощью внешнего осмотра. В том случае, когда фаска «утоплена», но стержень, при этом, находится в порядке, то ее нужно обработать. После этого, клапан можно применять снова.
Всевозможные внешние дефекты в виде царапин, заусенцев и т п. устраняются при помощи шлифовки. Данная процедура, прежде всего, касается тех мест, где необходима герметизация соединений.
Замена головки блока цилиндров
Данная процедура выполняется при обнаружении серьезных повреждений корпуса ГБЦ. Как было сказано ранее, к ним относятся различные трещины и отломившееся части. Помимо этого, замена потребуется в случае, когда отклонения величины зазоров от нормы значительно превышают допустимые значения и в любых других случаях, когда невозможно провести ремонт.
Вместе с новой головкой, необходимо сразу подвергать замене прокладку ГБЦ, а также прокладку ее крышки. Данные элементы всегда заменяются новыми при установке новой головки.
Чтобы провести замену, необходимо отсоединить все части, которые препятствуют демонтажу ГБЦ. Ими могут быть – инжектор, карбюратор, впускные и выпускные коллекторы, механизмы распределения зажигания (свечи, бронепровода, трамблер), элементы системы охлаждения (патрубки), а также различные штекера и датчики. После этого демонтируют ремень или цепь привода газораспределительного механизма. На некоторых моделях двигателей еще и бензонасос.
После этого, откручивают гайки крепления крышки головки и снимают саму крышку. После этого, вы можете принимать решение по снятию головки блока. Допускаются варианты, когда разборка клапанного механизма и демонтаж распределительного вала производится после снятия ГБЦ или до его снятия. В первом случае, выполнить эту процедуру намного легче, потому что есть ряд деталей, открутить которые можно только с помощью надежной фиксации ГБЦ.
После полной разборки и снятия ГБЦ устанавливают новую деталь. Ее можно выполнять как с установленным на нем механизмом газораспределения, так и с перестановкой старых деталей на новую головку. В последнем случае, необходимо будет провести регулировку и подгонку клапанов, а также прочих элементов.
Для упрощения процесса, рекомендуется устанавливать новую головку с уже установленными и подогнанными деталями. Это избавит вас от лишних работ, связанных с регулировкой узла.
После установки ГБЦ, все снятые элементы устанавливаются в обратной последовательности. После этого, необходимо будет провести регулировку угла опережения зажигания и газораспределительного механизма.
Видео — Затяжка головки блока цилиндров
Показан способ затяжки головки двигателя в домашних условиях, так, чтобы потом не протягивать.
Пожалуй, это все, что нужно знать о головке блока цилиндров.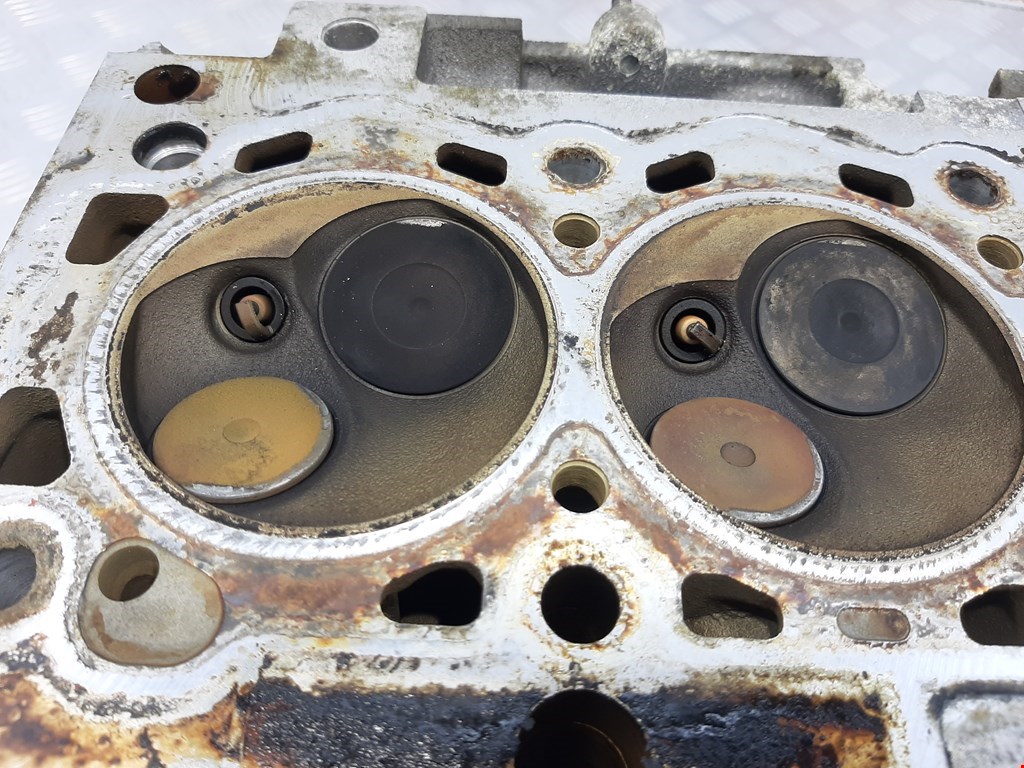
Головка блока цилиндров: назначение и принцип работы
Головка блока цилиндров ДВС
Такую деталь, как головку блока цилиндров (ГБЦ), без сомнения, можно назвать одним из самых важных узлов в двигателе. ГБЦ является неотъемлемой частью блока цилиндров, хотя и составной.
Составляющие ГБЦ
Так как такая деталь, как ГБЦ является сборной, поэтому необходимо выяснить какими составляющими комплектуется головка блока цилиндров двигателя.
Устройство ГБЦ достаточно простое только на первый взгляд. Она состоит из клапанов газораспределения (впускные и выпускные клапана), свечей зажигания или же форсунок (применимо к дизельным агрегатам) и блока камер сгорания горючей смеси.
Итак, головка блока цилиндров — это сложный механизм, в который запрессованы седла клапанов и направляющие втулки. Следует отметить, что оси седел клапанов и втулок должны строго совпадать друг с другом, в противном случае сложный кривошипно-шатунный механизм может выйти из строя.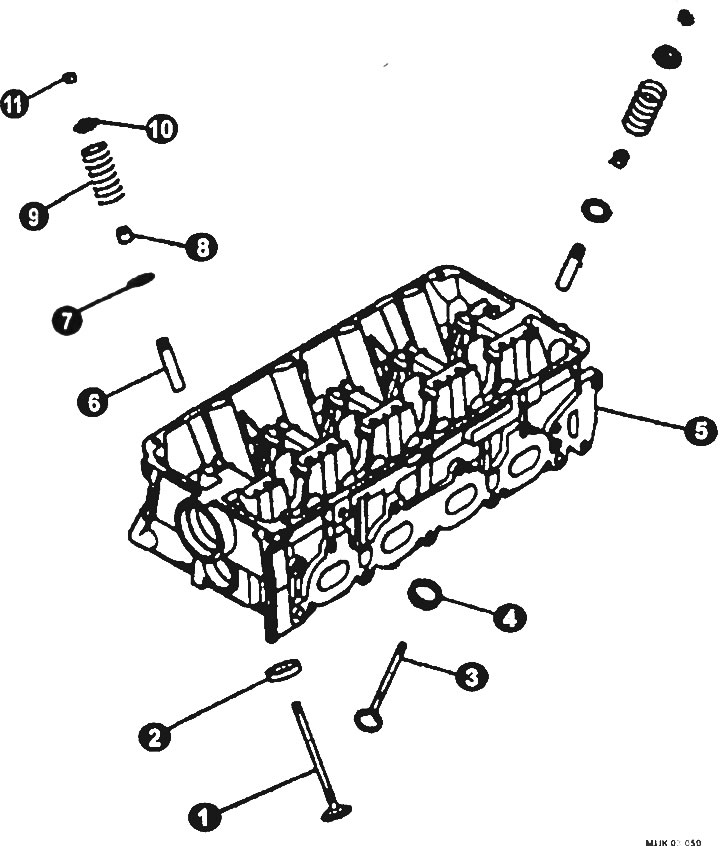
Принцип работы и предназначение ГБЦ
Головка двигателя и блок цилиндров соединяются между собой огнеупорной сталеасбестовой прокладкой, которая предотвращает выход газов и потерю компрессии. Кстати, потеря компрессии, которая может возникать в результате потери плотности прокладки, приводит к потере мощности двигателя или вообще, к остановке двигателя. Ведь та энергия, за счет которой движется автомобиль, создается путем сжатия топливной смеси (дизельные моторы) или же путем сжатия и горения топливной смеси (бензиновые моторы).
Такой сложный механизм, как ГБЦ, и является плотной крышкой, в которой, в принципе и располагаются свечи зажигания или же система впрыска дизельного топлива, то есть форсунки. Крышка головки блока цилиндров дополняет собой сложную кривошипно-шатунную систему, а также служит надежной гарантией компрессионности двигателя.
Процессы, происходящие в блоке цилиндров
В блоке цилиндров форма камеры сгорания оказывает первостепенное влияние на такие процессы, как смесеобразование и процесс сгорания горючей смеси.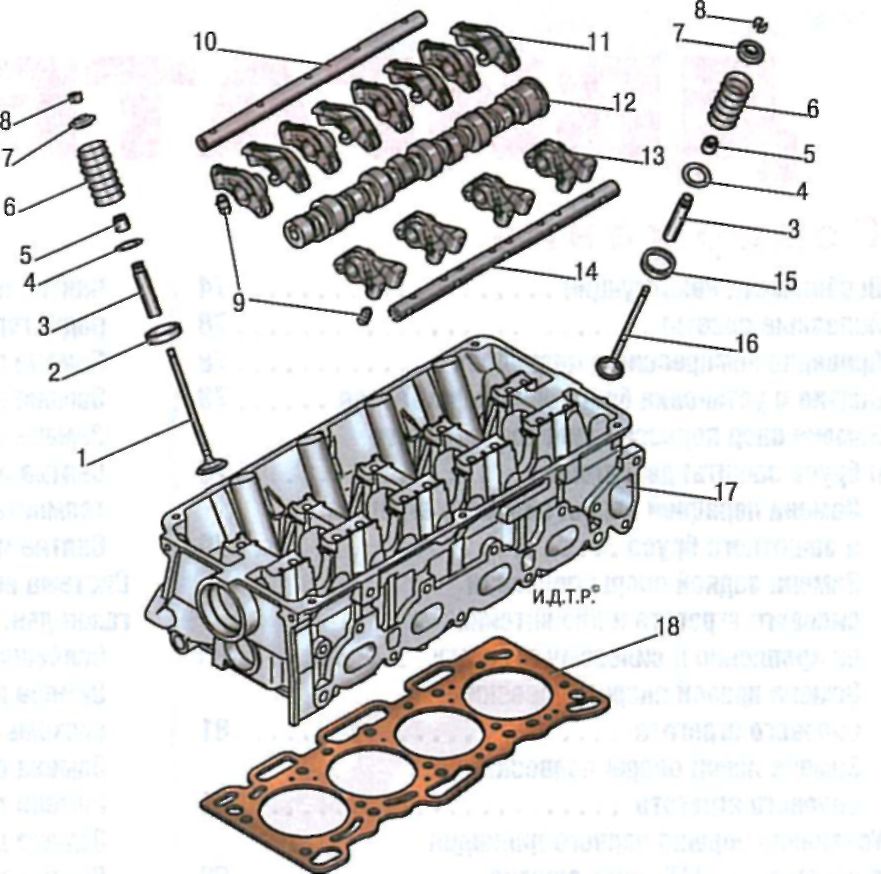 Между прочим, процесс смесеобразования должен быть отрегулирован по возможности, идеально. Добиться подобной регулировки довольно просто получится только на исправном автомобиле при наличии определенных навыков.
Между прочим, процесс смесеобразования должен быть отрегулирован по возможности, идеально. Добиться подобной регулировки довольно просто получится только на исправном автомобиле при наличии определенных навыков.
Смесеобразование приводится в норму с помощью регулировочных винтов, которые расположены в корпусе карбюратора. Автомобили, оснащенные дизельными моторами или бензиновыми двигателями инжекторного типа, в ручной регулировке смесеобразования не нуждаются.
Головка с блоком цилиндров соединяется с помощью шпилек, реже болтов, причем затягиваться они должны только в строгой последовательности и с равномерными поворотами гаечного ключа. Несоблюдение этой последовательности приводит к выходу из строя дорогостоящей головки.
Техническое обслуживание ГБЦ и блока цилиндров
Своевременное обслуживание головки блока цилиндров заключается в наблюдении за ее состоянием. Из-под прокладки не должно проступать никаких масляных подтеков. Следите за этим, так как масляные подтеки или нехарактерный выпуск газов из камеры сгорания свидетельствуют о негерметичности прокладки между головкой и блоком цилиндров.
Следите за этим, так как масляные подтеки или нехарактерный выпуск газов из камеры сгорания свидетельствуют о негерметичности прокладки между головкой и блоком цилиндров.
При таком раскладе прокладку необходимо будет немедленно заменить.
Своевременный уход за ГБЦ, заключающийся в периодической подтяжке крепежных гаек, сезонной чистке клапанов от нагара приведет к тому, что ваш автомобиль будет работать, как «часы». Перебоев возникать не будет, тем более серьезных поломок.
Если у вас корейский автомобиль, то загляните на сайт motor-dji.ru. Вас порадуют низкие цены на запчасти портер и к другим автомобилям. Компания «Мотор-джи» занимается прямыми поставками и продажей запасных частей для корейских автомобилей в России.
Головки блока цилиндров — обзор
Ходовая часть
Чугунная головка блока цилиндров со встроенным ресивером наддувочного воздуха выполнена в виде единой детали и имеет толстостенное дно с внутренним охлаждением. Он имеет центральное отверстие для клапана впрыска топлива и четырехклапанную конфигурацию перекрестного потока с высоким коэффициентом расхода. Схема клапана повернута примерно на 20 ° к оси для достижения завихрения всасывания, способствующей оптимальному сгоранию. Головка гидравлически затягивается четырьмя гайками, действующими на шпильки, ввинченные в раму двигателя.Навинчивающаяся верхняя крышка головки выполняет две основные функции: герметизирует масляную камеру коромысла и полностью закрывает верхнюю поверхность головки.
Схема клапана повернута примерно на 20 ° к оси для достижения завихрения всасывания, способствующей оптимальному сгоранию. Головка гидравлически затягивается четырьмя гайками, действующими на шпильки, ввинченные в раму двигателя.Навинчивающаяся верхняя крышка головки выполняет две основные функции: герметизирует масляную камеру коромысла и полностью закрывает верхнюю поверхность головки.
Шпиндели впускного и выпускного клапанов выполнены из жаропрочного материала, а их седла армированы наплавленным твердым сплавом. Все шпиндели оснащены ротаторами клапанов, чтобы обеспечить равномерную температуру на дисках клапана и предотвратить образование отложений на седлах. Головка блока цилиндров снабжена сменными кольцами седла клапана из жаропрочной стали, а кольца седла выпускного клапана охлаждаются водой.Посадочные поверхности закалены, чтобы минимизировать износ и предотвратить образование вмятин.
Коромысла клапанов приводятся в действие роликами, роликовыми направляющими и толкателями. Роликовые направляющие для впускных и выпускных клапанов установлены в части водяной рубашки. Доступ для демонтажа обеспечивается боковой крышкой на камере толкателя. Каждое коромысло приводит в действие два шпинделя через подпружиненный клапанный мост с упорными винтами и регулировочными винтами для клапанного зазора. Привод клапана смазывается под давлением из централизованной системы смазки через часть водяной камеры и оттуда в вал коромысла к подшипнику коромысла.
Роликовые направляющие для впускных и выпускных клапанов установлены в части водяной рубашки. Доступ для демонтажа обеспечивается боковой крышкой на камере толкателя. Каждое коромысло приводит в действие два шпинделя через подпружиненный клапанный мост с упорными винтами и регулировочными винтами для клапанного зазора. Привод клапана смазывается под давлением из централизованной системы смазки через часть водяной камеры и оттуда в вал коромысла к подшипнику коромысла.
Поршни с масляным охлаждением состоят из корпуса из чугуна с шаровидным графитом и днища из кованой стали с двумя компрессионными кольцами и одним скребковым кольцом, установленными в закаленных канавках. Различные бочкообразные профили компрессионных колец и их хромированные рабочие поверхности направлены на максимальное уплотнение и минимизацию износа. Поршень имеет охлаждающее пространство рядом с головкой и зоной кольца, в которое подается масло из системы смазки двигателя. Теплопередаче и, следовательно, охлаждению способствует вибрационный эффект, вызванный движением поршня.
Масло в охлаждающее пространство подается по каналам из масляных канавок в бобышках поршневых пальцев. Отвод масла из помещения осуществляется через каналы, расположенные диаметрально противоположно входным каналам. Поршневой палец полностью плавающий и удерживается в осевом направлении двумя стопорными кольцами.
Кованый шатун имеет большой конец с горизонтальным разрезом и просверленными каналами для передачи масла от большого конца к малому концу. Подшипник шатуна представляет собой трехметаллический подшипник, покрытый подвижным слоем.Вкладыши подшипников относятся к прецизионному типу и поэтому могут устанавливаться без царапин или других приспособлений. В шатун запрессован трехметаллический подшипник малого конца. Втулка снабжена внутренней кольцевой канавкой и карманом для распределения масла по самой втулке и для подачи масла к бобышкам пальца.
Цельный кованый коленчатый вал с закаленными опорными поверхностями подвешен в подвешенных трехметаллических коренных подшипниках, покрытых подвижным слоем. Для достижения необходимого давления в подшипниках и уровня вибрации коленчатый вал снабжен противовесами, которые прикреплены к валу двумя гидравлическими винтами.Коленчатый вал со стороны маховика снабжен зубчатым колесом, которое через два промежуточных колеса приводит в движение сдвоенные распредвалы. Здесь также установлен фланец муфты генератора. На противоположном (переднем) конце находится зубчатое соединение для масляного и водяного насосов.
Для достижения необходимого давления в подшипниках и уровня вибрации коленчатый вал снабжен противовесами, которые прикреплены к валу двумя гидравлическими винтами.Коленчатый вал со стороны маховика снабжен зубчатым колесом, которое через два промежуточных колеса приводит в движение сдвоенные распредвалы. Здесь также установлен фланец муфты генератора. На противоположном (переднем) конце находится зубчатое соединение для масляного и водяного насосов.
Смазочное масло для коренных подшипников подается через просверленные отверстия в корпусе двигателя. От коренных подшипников масло проходит через отверстия в коленчатом валу к подшипникам шатуна, а затем через каналы в шатунах для смазки поршневых пальцев и охлаждения поршней.
Отдельные распредвалы для впускных / выпускных клапанов и топливного насоса облегчают регулировку параметров газообмена без нарушения синхронизации впрыска топлива (рисунок 30.8). Точно так же можно регулировать впрыск топлива без нарушения параметров газообмена.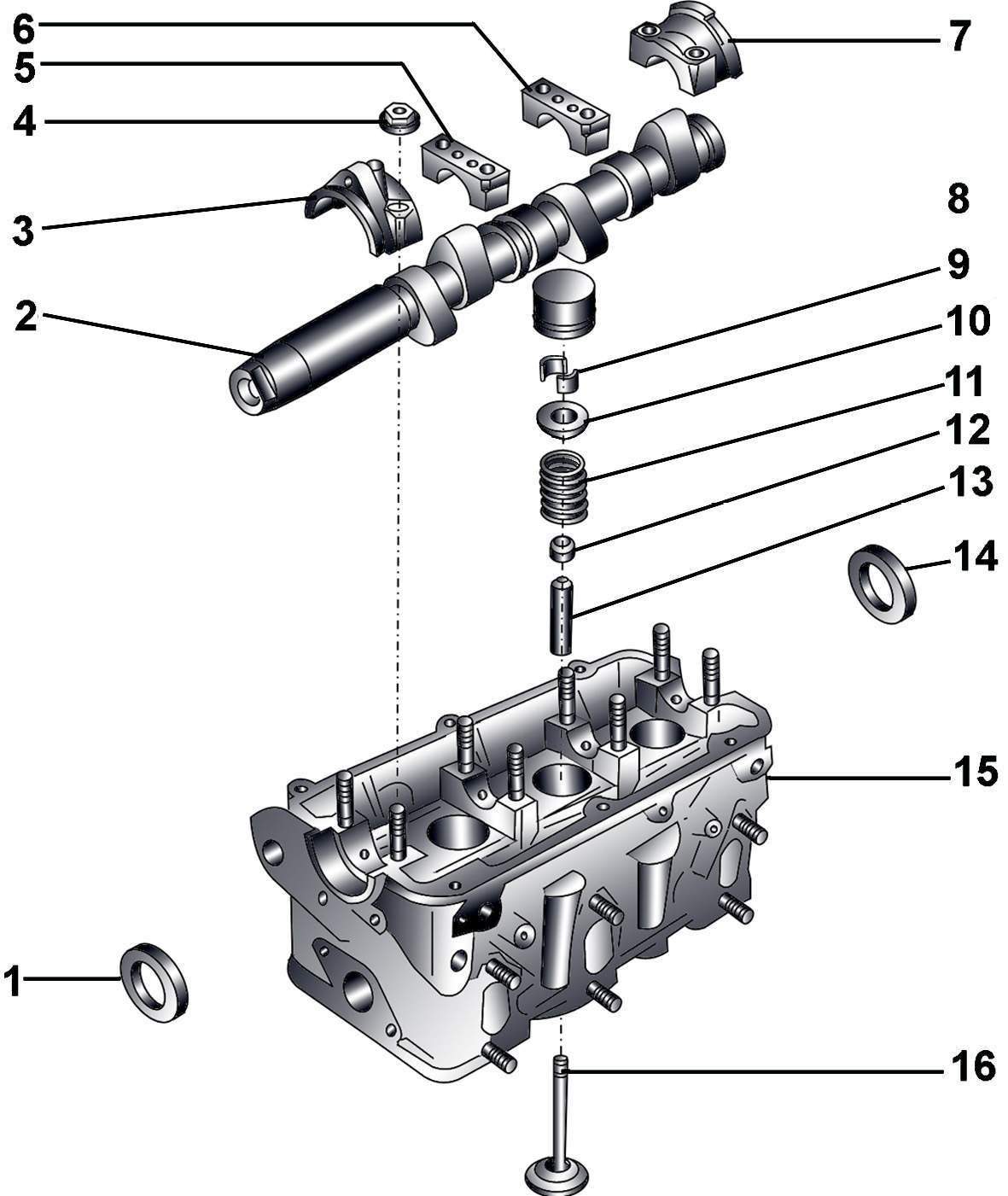 В результате гибкость позволяет регулировать и оптимизировать работу двигателя для экономии топлива или снижения выбросов NOx. Распределительные валы установлены во втулках подшипников, вставленных в отверстия в раме двигателя. Распределительный вал клапанов расположен очень высоко на стороне выпуска двигателя, чтобы закрепить короткий и жесткий клапанный механизм и уменьшить движущиеся массы.Распредвал впрыска топлива расположен на стороне обслуживания двигателя.
В результате гибкость позволяет регулировать и оптимизировать работу двигателя для экономии топлива или снижения выбросов NOx. Распределительные валы установлены во втулках подшипников, вставленных в отверстия в раме двигателя. Распределительный вал клапанов расположен очень высоко на стороне выпуска двигателя, чтобы закрепить короткий и жесткий клапанный механизм и уменьшить движущиеся массы.Распредвал впрыска топлива расположен на стороне обслуживания двигателя.
Оба распределительных вала сконструированы в виде одноцилиндровых секций и подшипниковых секций таким образом, что разборка отдельных секций цилиндра возможна через боковые отверстия в картере. Распределительные валы и регулятор приводятся в движение главной зубчатой передачей со стороны маховика двигателя, вращающейся со скоростью, вдвое меньшей скорости коленчатого вала. Трубопроводы смазочного масла для шестерен оснащены форсунками, приспособленными для нанесения смазки в точках зацепления шестерен.
Все оборудование для впрыска топлива надежно закрыто съемными крышками. Каждый цилиндр индивидуально обслуживается топливным насосом высокого давления, трубкой высокого давления и впрыскивающим клапаном с неохлаждаемым соплом. Блок ТНВД, установленный на раме двигателя, состоит из корпуса насоса, охватывающего роликовую направляющую, центральный цилиндр и плунжер. Насос приводится в действие топливным кулачком, а объем впрыска регулируется поворотом плунжера. Клапан впрыска топлива расположен в клапанной втулке в центре головки блока цилиндров, его открытие регулируется давлением жидкого топлива, а закрытие осуществляется пружиной.
Каждый цилиндр индивидуально обслуживается топливным насосом высокого давления, трубкой высокого давления и впрыскивающим клапаном с неохлаждаемым соплом. Блок ТНВД, установленный на раме двигателя, состоит из корпуса насоса, охватывающего роликовую направляющую, центральный цилиндр и плунжер. Насос приводится в действие топливным кулачком, а объем впрыска регулируется поворотом плунжера. Клапан впрыска топлива расположен в клапанной втулке в центре головки блока цилиндров, его открытие регулируется давлением жидкого топлива, а закрытие осуществляется пружиной.
Топливопровод высокого давления проходит через отверстие в головке блока цилиндров, окруженное защитной трубкой. Трубка также действует как дренажный канал, чтобы гарантировать дренаж любой утечки из топливного клапана и трубы высокого давления.
Лямбда-контроллер обеспечивает сжигание всего впрыскиваемого топлива, предотвращая внутреннее загрязнение двигателя и повышенный износ, который в противном случае мог бы возникнуть из-за ступенчатой нагрузки генератора.
Система турбонаддува постоянного давления включает турбокомпрессор MAN Diesel NR / S, специально разработанный для двигателя L16 / 24, охладитель наддувочного воздуха, ресивер наддувочного воздуха и ресивер выхлопных газов.Охладитель наддувочного воздуха представляет собой компактный двухступенчатый трубчатый агрегат с большой охлаждающей поверхностью.
Запатентованная «интеллектуальная» система водяного охлаждения была разработана для обеспечения оптимальной температуры во всем рабочем диапазоне двигателя от холостого хода до полной нагрузки. Система, которая принимает пресную воду в диапазоне температур 10–40 ° C, имеет одно входное и одно выходное соединение. Его два насоса в сочетании с термостатическими клапанами непрерывно регулируют температуру охлаждающей воды для достижения оптимальных рабочих условий.Поскольку наддувочный воздух от турбонагнетателя никогда не опускается ниже точки росы, опасность конденсации воды в цилиндрах отсутствует.
Система охлаждающей воды включает систему LT и систему HT, каждая из которых охлаждается пресной водой. Контур LT используется для охлаждения наддувочного воздуха и смазочного масла. Контур HT охлаждает гильзы и головки цилиндров, способствуя оптимальным условиям сгорания, ограничивая тепловую нагрузку в условиях высоких нагрузок и предотвращая горячую коррозию в зоне сгорания. При низкой нагрузке система предназначена для обеспечения достаточно высокой температуры для эффективного сгорания и предотвращения холодной коррозии.
Контур LT используется для охлаждения наддувочного воздуха и смазочного масла. Контур HT охлаждает гильзы и головки цилиндров, способствуя оптимальным условиям сгорания, ограничивая тепловую нагрузку в условиях высоких нагрузок и предотвращая горячую коррозию в зоне сгорания. При низкой нагрузке система предназначена для обеспечения достаточно высокой температуры для эффективного сгорания и предотвращения холодной коррозии.
Вода в системе LT проходит через циркуляционный насос LT, который пропускает воду через вторую ступень охладителя наддувочного воздуха, а затем через охладитель смазочного масла, прежде чем вода покидает двигатель вместе с водой HT. Количество воды, проходящей через вторую ступень охладителя наддувочного воздуха, регулируется трехходовым клапаном в зависимости от давления наддувочного воздуха. Если двигатель работает в условиях низкой нагрузки, клапан регулирования температуры перекрывает поток воды LT, тем самым обеспечивая предварительный нагрев воздуха для горения водяным контуром HT на первой ступени.
Охлаждающая вода HT проходит через циркуляционный насос HT, а затем через первую ступень охладителя наддувочного воздуха перед поступлением в рубашку охлаждающей воды и головку блока цилиндров. Затем он покидает двигатель с водой LT. И LT, и HT вода покидают двигатель через отдельные трехходовые термостатические клапаны, которые регулируют температуру воды.
Все движущиеся части двигателя смазываются маслом, циркулирующим под давлением, систему обслуживает масляный насос с косозубой передачей.Клапан регулирования давления, встроенный в систему, снижает давление перед фильтром с помощью сигнала, принимаемого после фильтра, чтобы гарантировать постоянное давление масла при загрязненных фильтрах. Насос забирает масло из поддона в базовой раме, а затем масло под давлением проходит через охладитель смазочного масла и фильтр. Масляный насос, радиатор и фильтр расположены в передней части. Система также может быть оснащена центробежным фильтром. Охлаждение смазочного масла осуществляется системой водяного охлаждения LT с регулированием температуры с помощью термостатического трехходового клапана на масляной стороне (см.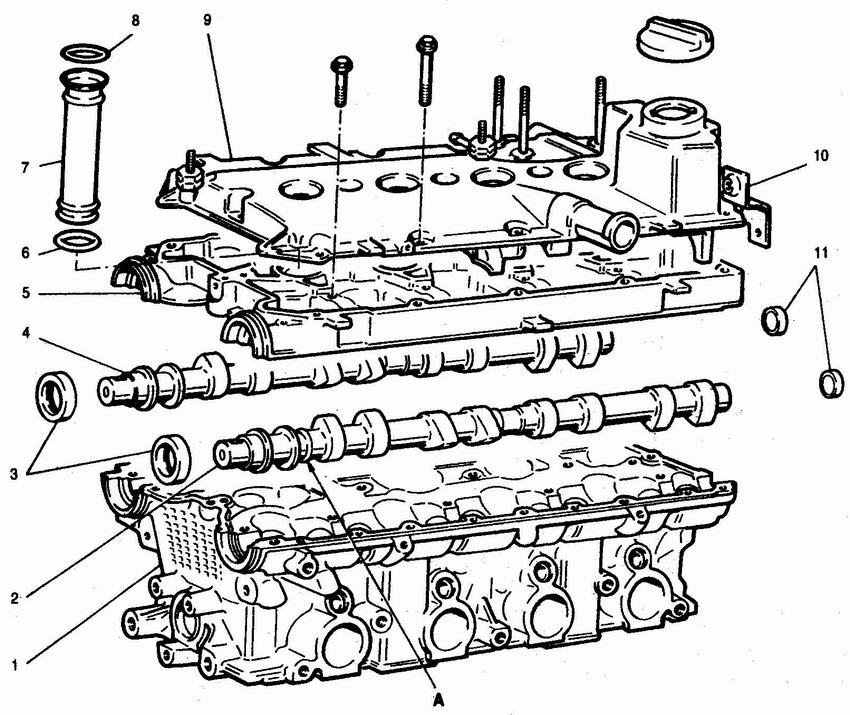 Ранее).Двигатель в стандартной комплектации оснащен насосом предварительной смазки с электрическим приводом.
Ранее).Двигатель в стандартной комплектации оснащен насосом предварительной смазки с электрическим приводом.
Двигатель L16 / 24 подготовлен для компьютеризированной системы наблюдения MAN Diesel CoCoS, программы на базе Microsoft Windows, обеспечивающей полностью интегрированный мониторинг работы двигателя, планирование технического обслуживания, а также контроль и заказ запасных частей. Четыре программных модуля CoCoS охватывают диагностику двигателя, планирование технического обслуживания, каталог запасных частей, а также складирование и заказ.
Каждый блок цилиндров (головка, поршень, гильза и шатун) может быть снят как единый блок для ремонта, капитального ремонта или замены отремонтированным блоком на борту или на берегу.Замена блока цилиндров (рисунки 30.11, 30.12 и 30.13) выполняется путем снятия крышек и топливопровода высокого давления и отсоединения защелкивающейся муфты от выхлопной трубы. Единственные соединения охлаждающей воды — это блок цилиндров, так как в опорной раме нет охлаждающей воды. Входная и выходная охлаждающая вода проходит между блоками цилиндров через втулки, которые при разборке блока отодвигаются в сторону. Аналогичным образом демонтируются патрубки наддувочного воздуха. Затем снимаются четыре гидравлически закрепленных гайки головки блока цилиндров и две гайки шатуна (все шесть имеют одинаковый размер), что позволяет вынуть 200-килограммовый блок из двигателя.
Входная и выходная охлаждающая вода проходит между блоками цилиндров через втулки, которые при разборке блока отодвигаются в сторону. Аналогичным образом демонтируются патрубки наддувочного воздуха. Затем снимаются четыре гидравлически закрепленных гайки головки блока цилиндров и две гайки шатуна (все шесть имеют одинаковый размер), что позволяет вынуть 200-килограммовый блок из двигателя.
Рисунок 30.11. Двигатель MAN L16 / 24: подготовка к снятию блока цилиндров
Рисунок 30.12. Двигатель MAN L16 / 24: подготовка к снятию блока цилиндров
Рисунок 30.13. Двигатель MAN L16 / 24: снятие всего блока цилиндров
Принципы конструкции двигателя L16 / 24 были позже применены к более крупным среднеоборотным двигателям L27 / 38 и L21 / 31, введенным соответственно в 1997 и 2000 годах как для генераторной установки, так и для двигательные установки (см. главу 22).
Головка цилиндра | O’Reilly Auto Parts
Головка блока цилиндров | O’Reilly АвтозапчастиСравнивать
- Номер детали:
- 2FFGL
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FFGR
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FFJ
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FFP2L
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FFP2R
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FFPL
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2828D
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2C09
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2CX7
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2FDHR
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2CXH
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2110
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2111L
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2127
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2128
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2259R
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2260H
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2261L
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2267
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2268
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2269
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2340L
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2340R
- Строка:
- PTQ
Сравнивать
- Номер детали:
- 2341
- Строка:
- PTQ
KR-1500 Станок для шлифовки головок цилиндров
Изготовленный в соответствии с традиционными методами изготовления станков, KR-1500 занимает рыночный сегмент станков для шлифовки головок и блоков больших двигателей.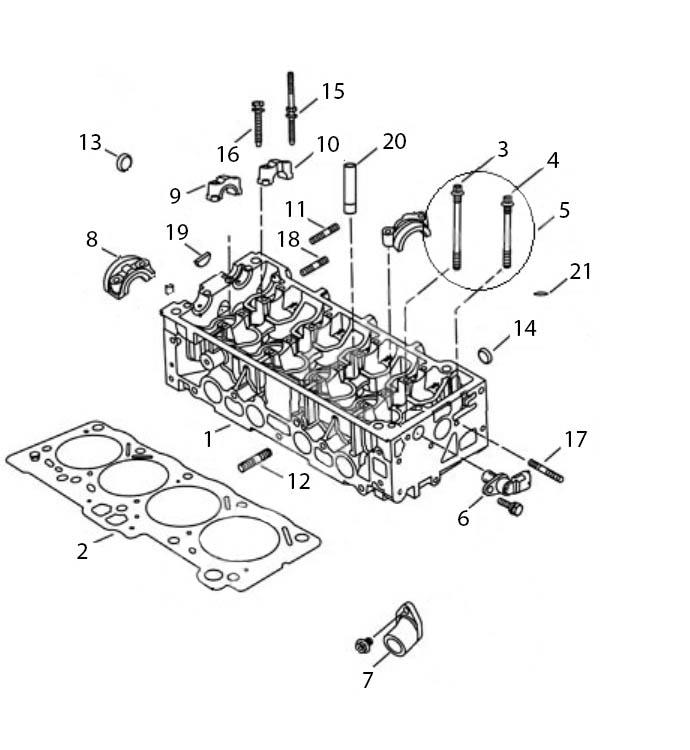
КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ
Основная конструкция полностью изготовлена из твердого чугуна с шаровидным графитом, что обеспечивает характеристики прочности и компактности, принципиальные для машин этого типа.
Основание, колонна, стол и головка — это элементы, составляющие основную конструкцию KR-1500, поэтому они изготовлены из чугуна.
Скольжение стола по основанию происходит по традиционной проверенной системе плоских направляющих и призмы.
Движение обеспечивается мотор-редуктором с регулируемой скоростью, который действует непосредственно на шарико-винтную передачу и позволяет перемещать стол.
Соединение между колонной и головкой осуществляется на направляющих типа «ласточкин хвост», а вертикальное смещение также задается шарико-винтовой парой.
РАБОЧАЯ МОЩНОСТЬ
Большая поверхность стола и полезный рабочий ход в сочетании с ранее описанными конструктивными характеристиками позволяют заменять покрытие головок и блоков больших двигателей. №
№
Для обработки очень больших блоков он также поддерживает полезное расстояние между столешницей и точильными камнями, которое составляет 800 мм в высоту.
KR-1500 также позволяет оператору управлять скоростью резки и подачи стола, тем самым предлагая большую индивидуальную настройку параметров во время операции шлифования.
МЕТОД ОБРАБОТКИ
Рабочий потенциал KR-1500 еще больше расширяется благодаря возможности использования как шлифовальных сегментов с СОЖ, так и поставляемого твердосплавного инструмента.
Для удовлетворения требований самых требовательных шлифовальных машин KR-1500 может быть дополнительно оснащен режущей пластиной и картриджами для пластин из PCD и CBN.
Панель управления расположена на регулируемом кронштейне и легко доступна оператору, который имеет доступ ко всем приводам.
На панели управления расположены:
- Кнопка начала вращения колеса
- Кнопка остановки вращения колеса
- Ручка регулировки скорости вращения колеса
- Цифровой дисплей скорости вращения колеса
- Кнопка запуска насоса охлаждающей жидкости
- Кнопка остановки насоса охлаждающей жидкости
- Правый стол Кнопка перемещения
- Кнопка перемещения стола влево
- Кнопка остановки стола
- Ручка регулировки скорости подачи стола
- Цифровой дисплей скорости подачи стола
- Кнопка быстрого перемещения стола
- Переключатель режима подачи стола
- Кнопка аварийной остановки
ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ
Станок для шлифовки и фрезерования головок цилиндров и блоков цилиндров KR-1500 поставляется с интересным стандартным оборудованием, которое позволяет сразу же использовать его.
Можно добавить дополнительные дополнительные аксессуары, чтобы сделать KR-1500 еще более производительной машиной.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Поверхность стола | 1290 × 220 мм |
| Полезная поверхность стола | 1500 мм |
| Макс. ход стола | 1650 мм |
| Регулируемая скорость подачи стола | 0 ÷ 2000 мм / мин |
| Макс. дистанционный стол — шлифовальный круг | 800 мм |
| Диаметр шлифовального круга | Ø 410 мм |
| Расстояние между направляющими колонны — центр стола | 325 мм |
| Регулируемая скорость вращения шлифовального круга | 20 ÷ 1600 об / мин |
| Быстрая скорость подачи головки | 1000 мм / мин |
| Мощность двигателя шлифовального круга | 4,1 кВт |
| Мощность двигателя стола | 0,56 кВт |
| Мощность электрического насоса | 0,09 кВт |
| Мощность двигателя ускоренной подачи | 0,56 кВт |
| Размеры | 277 × 110 × 200 см |
| Вес | 1500 кг |
ПОДРОБНЕЕ 90 ИНФОРМАЦИЯ СТАНДАРТНОЕ ОБОРУДОВАНИЕ
- Nr. 2 пары параллельных опор высотой 55 мм и 120 мм
- Nr. 4 регулировочных фланца
- Nr. 8 регулировочных винтов
- Индикатор часового типа с опорным рычагом
- Приспособление для балансировки колес
- Nr. 2 паяных инструмента для твердого металла
- Набор шлифовальных камней
- Система охлаждения
- Масло для смазки направляющих стола (1 литр)
- Эмульгируемая шлифовальная жидкость (1 литр)
- Защитный экран с раздвижными дверцами
- Набор сервисных инструментов
 2 пары параллельных опор высотой 55 мм и 120 мм
2 пары параллельных опор высотой 55 мм и 120 ммВИДЕО
ЗАГРУЗИТЬ
KR-1500 МАШИНА ДЛЯ ВОССТАНОВЛЕНИЯ ГОЛОВКИ ЦИЛИНДРА И БЛОКАДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ 9055 9055 9055 9055 9055 N 9055 9055 9055 Пластина PCD
ЗАПРОС ПРЕДЛОЖЕНИЯ
Прямой разговор о вашем станке для наплавки
Дэйв Монихан
Сегодня мы поговорим о машинах для шлифовки головок и блоков цилиндров. Эти машины бывают разных стилей и конфигураций, а также многих цветов. Есть ленточные шлифовальные машины, сухие шлифовальные машины, мокрые шлифовальные машины, протяжки и фрезы. Существуют разные конструкции от нижнего до верхнего типа. В этих машинах используются абразивные материалы с покрытием или формованные материалы, в некоторых используются твердосплавные материалы, а в более поздних стилях или моделях используется CBN или PCD, в некоторых используется СОЖ, а некоторые работают всухую. Несмотря на эти различия, все они имеют две общие черты; они делают деформированную поверхность плоской, и им требуется такой же уход и внимание, когда дело доходит до ежедневного обслуживания, необходимого для поддержания их точности и надежности.
Эти машины бывают разных стилей и конфигураций, а также многих цветов. Есть ленточные шлифовальные машины, сухие шлифовальные машины, мокрые шлифовальные машины, протяжки и фрезы. Существуют разные конструкции от нижнего до верхнего типа. В этих машинах используются абразивные материалы с покрытием или формованные материалы, в некоторых используются твердосплавные материалы, а в более поздних стилях или моделях используется CBN или PCD, в некоторых используется СОЖ, а некоторые работают всухую. Несмотря на эти различия, все они имеют две общие черты; они делают деформированную поверхность плоской, и им требуется такой же уход и внимание, когда дело доходит до ежедневного обслуживания, необходимого для поддержания их точности и надежности.
Начало работы
У всех этих станков есть станины или столы, на которые вы устанавливаете заготовку. Все они используют инструменты аналогичного типа для монтажа обрабатываемой детали. Этот инструмент должен быть квалифицирован для машины, чтобы обеспечить точную настройку.
Для большинства машин вы сделаете четырехбалльный уровень. Я рекомендую использовать уровень Starret 12 дюймов. Прежде чем начать, вам необходимо убедиться, что ваш уровень откалиброван. Чтобы проверить, точен ли ваш уровень, просто поместите его на ровную поверхность и снимите показания.Затем переверните свой уровень на 180 градусов. Чтение должно повториться. Даже если пузырек не находится прямо посередине, пока показания повторяются, вы знаете, что уровень точный. Если этого не происходит, выполните быструю калибровку. Снимите показания, чтобы определить, насколько далеко отклонился уровень. Теперь отрегулируйте уровень, разделив разницу, когда он отключен. Снова установите уровень на поверхность, поверните его на 180 градусов и продолжайте регулировать, пока он не повторится. Теперь вы на уровне! Установите свой уровень на направляющих вашего станка или на монтажной поверхности стола.Отрегулируйте машину спереди назад, а также слева направо. Когда вы закончите, все поверхности должны быть выровнены. Перепроверьте, чтобы убедиться, что уровень повторяется. Если это повторяется во всех направлениях и пузырек теперь остается посередине, вы достигли уровня.
Когда вы закончите, все поверхности должны быть выровнены. Перепроверьте, чтобы убедиться, что уровень повторяется. Если это повторяется во всех направлениях и пузырек теперь остается посередине, вы достигли уровня.
Верный стол
Теперь пора определить, верна ли таблица. Установите циферблатный индикатор с магнитной базой в колесную головку и прикоснитесь им к поверхности стола. Двигайтесь по таблице влево и вправо, чтобы определить, соответствует ли таблица колесной головке.Таблица должна иметь значение меньше 0,002 дюйма на всем протяжении таблицы. Если стол выключен, вам необходимо проконсультироваться с производителем, чтобы получить процедуру исправления.
Проверка уровня масла
Это также хорошее время, чтобы проверить уровень масла в масленке под столом. Вы заметите деревянный валик, который действует как капиллярное устройство, которое покрывает маслом нижнюю часть плоской и v-образной части стола, обеспечивая смазочную пленку для движения стола во время движения.
Проверьте параллели
Теперь пришло время проверить параллели, чтобы увидеть, насколько они верны. Снова используя циферблатный индикатор и гранитную пластину, проведите параллели, чтобы определить, верны ли они. Если они изнашиваются, обрабатываемая деталь не будет правильно выровнена. Возможно, вам придется обработать их на станке Bridgeport или другом промышленном станке.
Обозначение зажимов поворота головки блока цилиндров / блока Теперь обозначим фиксаторы опрокидывания ГБЦ / блока.Проверьте их так же, как вы делали для таблицы и параллелей. Опять же, вы можете вносить исправления в машину Бриджпорта. Затем вам нужно указать полосу переворачивания, чтобы убедиться, что она не согнута. Вы можете быть удивлены, обнаружив, что эти монтажные компоненты не соответствуют действительности. Но лучше знать, где вы находитесь, чем гадать, где вы окажетесь. Вот почему вы читаете эту статью. Лучше поздно, чем никогда. Помните, что если ваши инструменты верны, то ваша работа будет правдой.
Очистите инструмент от заусенцев
Всегда удаляйте заусенцы с инструмента с помощью камней для удаления заусенцев, так как это поможет убрать зазубрины и другие дефекты, образовавшиеся во время настройки.Также удалите заусенцы со стола, чтобы удалить дефекты, которые повлияют на настройку вашего инструмента и в конечном итоге повлияют на готовую деталь. После того, как весь инструмент будет измерен и откорректирован, вы можете переустановить его, зная, что ваша следующая работа на поверхности будет настроена точно.
Проверьте шлифовальную головку Большинство шлифовальных головок крепятся с помощью конического шпинделя и контргайки. Когда вы заменяете камни, самое время удалить и прочистить все отверстия для болтов.Вам нужно будет вставить метчик в резьбовые отверстия, чтобы удалить накопившийся мусор. Также проверьте клиновые блоки на предмет зазубрин и заусенцев. При необходимости удалите заусенцы. Снова установите головку и установите новые камни, убедитесь, что на ваших новых камнях есть хорошие промокашки. Никогда не устанавливайте точильный камень без промокательной бумаги. Промокательная машина заполняет любой зазор и предотвращает расшатывание камней во время шлифовки. Затяните болты, стараясь не затягивать слишком сильно, чтобы камни не сломались.
Никогда не устанавливайте точильный камень без промокательной бумаги. Промокательная машина заполняет любой зазор и предотвращает расшатывание камней во время шлифовки. Затяните болты, стараясь не затягивать слишком сильно, чтобы камни не сломались.
Внимание! Никогда не допускайте, чтобы выступ камня выступал под зажимные клинья более чем на 1–1 / 4 дюйма.Если вы это сделаете, вы можете увидеть несколько осколков в гипсокартоне или, что еще хуже, на вашем лице. Как всегда, надевайте защитные очки или защитную маску для лица. Всегда будь в безопасности! После того, как вы правильно установили новые камни, запустите колесную головку. Включите охлаждающую жидкость и дайте ей поработать около двух минут. Выключите все и перепроверьте сегменты. При необходимости затяните еще раз. Снова запустите машину и еще раз проверьте болты, и вы должны быть готовы к работе.
Правильно одевать камни для долгой жизни Обработка камней выполняется с помощью приспособления для правки в форме звезды, обычно устанавливаемого на головку колеса. Этот комод предназначен для декорирования сегментов или камня в соответствии с требованиями производителя. Помните, что комод звездчатый предназначен для вращения. Если он не вращается, сразу купите новый. Если ваша машина оборудована алмазным шлифовальным станком, убедитесь, что у алмаза есть острый конец, и регулярно вращайте его. Имейте в виду, что ваша техника правки может повлиять на работу шлифовального круга. Быстрая правка дает большую шлифовальную способность, но может пострадать отделка.Медленная правка даст вам законченный вид, но это может вызвать нагрузку на колесо и потребовать дополнительной правки. Отрегулируйте свою технику в соответствии с типом шлифуемого материала.
Этот комод предназначен для декорирования сегментов или камня в соответствии с требованиями производителя. Помните, что комод звездчатый предназначен для вращения. Если он не вращается, сразу купите новый. Если ваша машина оборудована алмазным шлифовальным станком, убедитесь, что у алмаза есть острый конец, и регулярно вращайте его. Имейте в виду, что ваша техника правки может повлиять на работу шлифовального круга. Быстрая правка дает большую шлифовальную способность, но может пострадать отделка.Медленная правка даст вам законченный вид, но это может вызвать нагрузку на колесо и потребовать дополнительной правки. Отрегулируйте свою технику в соответствии с типом шлифуемого материала.
Очистите резервуар для охлаждающей жидкости
Если в вашей машине используется охлаждающая жидкость, найдите время, чтобы очистить резервуар для охлаждающей жидкости, протрите стол и слейте обратно бортики. Используйте микробиостат, чтобы уничтожить или убить бактерии. Именно бактерии вызывают запах в вашем магазине, особенно в более влажные месяцы. Если вы будете правильно смешивать охлаждающую жидкость и периодически очищать резервуар, этот неприятный запах не будет распространяться по вашему магазину.
Если вы будете правильно смешивать охлаждающую жидкость и периодически очищать резервуар, этот неприятный запах не будет распространяться по вашему магазину.
Умный способ промыть заготовку, а также внутреннюю часть шлифовального станка — это прикрепить разрезной тройник к линии подачи охлаждающей жидкости и присоединить небольшой отрезок садового шланга с распылительной насадкой. Это позволяет ополаскивать все участки после каждой работы. Не торопитесь, чтобы промыть шланги охлаждающей жидкости, поскольку они также содержат бактерии. И не забудьте протереть брызговики или занавески.
Если ваша машина оборудована гидравлическим столом, вам необходимо периодически проверять уровни гидравлической жидкости и очищать или заменять фильтр гидравлической жидкости. Если ваша машина оснащена механической подачей, вам необходимо отрегулировать ременной привод. Если это прямой привод, вам необходимо проверять жидкость в коробке передач каждые полгода.
Регулировка наклона машины Наклон вашей машины необходимо отрегулировать в соответствии с инструкциями производителя. Все шлифовальные машины имеют переднюю кромку относительно положения шлифовального круга. Обычно шлифовальная головка наклонена от 0,005 до 0,015 дюйма слева направо и от нуля спереди назад. Всегда проверяйте руководство, чтобы узнать, как отрегулировать угол наклона вашей машины. Если вы столкнулись с перетаскиванием или обратным вырезом рисунка, это означает, что наклон головы не отрегулирован.
Все шлифовальные машины имеют переднюю кромку относительно положения шлифовального круга. Обычно шлифовальная головка наклонена от 0,005 до 0,015 дюйма слева направо и от нуля спереди назад. Всегда проверяйте руководство, чтобы узнать, как отрегулировать угол наклона вашей машины. Если вы столкнулись с перетаскиванием или обратным вырезом рисунка, это означает, что наклон головы не отрегулирован.
Старые станки с твердым шлифовальным кругом требуют аналогичного обслуживания, такого как очистка охлаждающей жидкости, проверка отверстий для болтов на предмет их чистоты, удаление ржавчины или окалины с монтажной поверхности перед установкой нового круга.
Если у вас протяжка, это значит, что резка выполняется с помощью твердосплавных наконечников. Эти наконечники должны быть острыми и правильно установлены. Установите индикатор часового типа с магнитной базой и настройте их в соответствии с инструкциями производителя. Хорошее практическое правило — все наконечники должны быть в пределах 0,0005 ″ для надлежащей отделки. Имейте в виду, что протяжки очень чувствительны к уровню. Вы должны пройти полный четырехбалльный уровень, чтобы достичь желаемых результатов.
Имейте в виду, что протяжки очень чувствительны к уровню. Вы должны пройти полный четырехбалльный уровень, чтобы достичь желаемых результатов.
В последние десять лет при резке железа наблюдается большой спрос на CBN (кубический нитрид бора).Некоторые машины — это просто мокрые шлифовальные машины, переоборудованные для использования бит CBN. Другие были разработаны для резки CBN. Настройка критична при использовании CBN. Агрессивное режущее действие напрямую зависит от того, насколько точна настройка и насколько добросовестен оператор.
CBN, сверхтвердый режущий материал, состоящий из поликристаллического кубического нитрида бора с металлической или керамической связкой, в основном используется для обработки закаленных черных металлов. Он доступен либо в виде наконечника, припаянного к держателю твердосплавной пластины, либо в виде цельной пластины.
CBN имеет свои ограничения. Ему нравится резать большие объемы материала без перерыва. Угадай, что? Средняя головка цилиндра или блок имеет много отверстий, которые прерывают режущее действие резца. Имея это в виду, еще более важно иметь правильные скорости и подачи на вашем шлифовальном станке для регулировки для обработки головок цилиндров и блоков. CBN должен приводиться в движение жесткими станками с надежными удерживающими приспособлениями. Как я уже говорил ранее, некоторые машины CBN просто переделаны в мокрые шлифовальные машины, а другие сконструированы как машины CBN.Но не все наконечники CBN одинаковы. Чистота содержания CBN отделяет цену от качества. Я рекомендую наконечники из CBN с титановым покрытием из-за того, что на наконечнике остаются следы после обработки детали. Кроме того, титановое покрытие продлевает срок службы. Эти наконечники можно поворачивать примерно каждые 2-3 градуса, чтобы продлить срок службы наконечника. Кроме того, если вы используете твердый наконечник из CBN, после износа одной стороны вы просто переверните его и используйте снова.
Ему нравится резать большие объемы материала без перерыва. Угадай, что? Средняя головка цилиндра или блок имеет много отверстий, которые прерывают режущее действие резца. Имея это в виду, еще более важно иметь правильные скорости и подачи на вашем шлифовальном станке для регулировки для обработки головок цилиндров и блоков. CBN должен приводиться в движение жесткими станками с надежными удерживающими приспособлениями. Как я уже говорил ранее, некоторые машины CBN просто переделаны в мокрые шлифовальные машины, а другие сконструированы как машины CBN.Но не все наконечники CBN одинаковы. Чистота содержания CBN отделяет цену от качества. Я рекомендую наконечники из CBN с титановым покрытием из-за того, что на наконечнике остаются следы после обработки детали. Кроме того, титановое покрытие продлевает срок службы. Эти наконечники можно поворачивать примерно каждые 2-3 градуса, чтобы продлить срок службы наконечника. Кроме того, если вы используете твердый наконечник из CBN, после износа одной стороны вы просто переверните его и используйте снова. Важно, чтобы при вращении наконечника держатель был чистым, а удерживающий палец — здоровым.Нет ничего хуже, чем когда ваша машина бросит где-нибудь в магазине биту за 250 долларов, потому что, скорее всего, вы ее не найдете. CBN также можно затачивать. Если наконечник не сломан, его можно притереть обратно в соответствии со спецификацией, что продлит срок службы наконечника.
Важно, чтобы при вращении наконечника держатель был чистым, а удерживающий палец — здоровым.Нет ничего хуже, чем когда ваша машина бросит где-нибудь в магазине биту за 250 долларов, потому что, скорее всего, вы ее не найдете. CBN также можно затачивать. Если наконечник не сломан, его можно притереть обратно в соответствии со спецификацией, что продлит срок службы наконечника.
PCD (поликристаллический алмаз) — это сверхтвердый инструментальный материал (подложка), состоящий из синтетического поликристаллического алмазного наконечника, припаянного к держателю твердосплавной пластины. В основном используемый для обработки цветных металлов на высоких скоростях, PCD был разработан специально для обработки алюминия.CBN размазывает алюминий только при удалении металла, не производя необходимой отделки, которую требуют современные алюминиевые головки. Чтобы продлить срок службы инструмента, используйте соответствующую смазку.
Держите инструменты в порядке Очень важен хорошо организованный инструментарий. Если вам придется гоняться по магазину в поисках необходимых болтов, шайб и гаек тройников, это просто добавляет время работе. Либо получите доску для инструментов у производителя, либо постройте доску для инструментов прямо рядом с машиной.Проверьте монтажное оборудование на наличие зазубрин, заусенцев и повреждений резьбы и при необходимости замените или отремонтируйте. Нет ничего хуже, чем работа, выброшенная из станка из-за отказа инструмента из-за отсутствия технического обслуживания.
Если вам придется гоняться по магазину в поисках необходимых болтов, шайб и гаек тройников, это просто добавляет время работе. Либо получите доску для инструментов у производителя, либо постройте доску для инструментов прямо рядом с машиной.Проверьте монтажное оборудование на наличие зазубрин, заусенцев и повреждений резьбы и при необходимости замените или отремонтируйте. Нет ничего хуже, чем работа, выброшенная из станка из-за отказа инструмента из-за отсутствия технического обслуживания.
Вы можете подумать, что все, что я проповедую, — это поддержание, обслуживание и еще больше обслуживания. Однако без постоянного обслуживания ваших машин вы не получите желаемых результатов, которые ожидают ваши клиенты, когда дело касается поверхностной обработки их компонентов. Помните, что чистая и ухоженная машина прослужит долгие годы безупречной службы.К тому же, когда придет время обновлять, он будет иметь большую стоимость при перепродаже.
Не забывайте, если у вас есть дополнительные вопросы, обращайтесь в технический отдел Goodson по телефону 1-800-533-8010.
Услуги механического цеха Автомобильные двигатели
В Budget Engine Rebuilders наши методы очистки и обработки в цехе являются современными, экономичными и позволяют быстро выполнить ремонт. Блоки цилиндров, коленчатые валы и шатуны из чугуна проходят термическую очистку и дробеструйную обработку.Алюминиевые блоки и головки проходят химическую очистку. Перед проверкой и обработкой все детали промываются струей высокого давления. Возможности машины для точных и точных допусков для обеспечения высочайшего качества работы, долговечности и долговечности.
Блок двигателя Алюминий
- Обезжиривание химическим способом и промывкой под высоким давлением — 60 долларов
- Испытание под давлением — оценка
- Расточка и отточка — 15 долларов за отверстие
- Только шлифовка — 10 долларов за отверстие
- Line Hone — 100 долларов США
- Блочный настил — 125 $
- Ремонт отверстий под болты и резьбы — Оценка
- Заменить заглушки замораживания и камбуза — 30 долларов
- Заменить подшипники кулачка — оценка
- Установить гильзу цилиндра — 150 $ + втулка
Головка цилиндра Чугун
- Обезжиривание — 30 $ / голова
- Magnaflux — 20 $ / голова
- Проверка давления (V8 / V6) — 30 долларов за голову
- Тест давления (Straight 6) — 40 долларов
- Установите подшипники кулачка — 30 долларов
- Установите стопорные заглушки — 2 доллара за штуку, добавьте 1 доллар за латунь
- Замените седла клапана — 10 долларов США за сиденье + стоимость седла
- Установите бронзовые направляющие вкладыши — 5 долларов за штуку
- Замена направляющих клапана — 6 долларов США за штуку
- Ремонт трещин в чугуне сшиванием — оценка
- Седла клапанов станка, 3 угла наклона —
- V-8 — 75 $
- V-6 — 65 $ / штука
- 4 клапана 4 цилиндра — 80 $
- L-6 — 85 $
- Машина для печатей ПК — 20 долларов V-8
- Карманы пружины клапана машины для негабаритных — $ 30 V-8
- Клапаны доизмельчения — 1 доллар США за штуку
- Увеличить кишечник клапана — 5 долларов за отверстие
- Станок для ввинчивания шпилек — 60 долларов США / головки V-8 / включает в себя удаление шпилек
- Ремонт резьбы отверстия свечи зажигания — оценка
- Ремонт отверстия под болт и шпильки — оценка
- Удалите запрессованные шпильки — 3 доллара за штуку
- Поверхность поверхности прокладки головки блока цилиндров — от 40 долларов США
Восстановление шатуна
- Обезжиривание — 30 долларов
- Проверка на прямолинейность
- Машина для установки пальца
- Обработка и установка латунной втулки
- Малый конец станка для свободного плавания
- Увеличить размер большого конца (если применимо)
Блок двигателя 6 или 8 цилиндров
- Обезжирить чугун — 60 долларов
- Чугунная головка Magnaflux — 30 долларов США
- Диаметр цилиндра и точилка — 15 долларов США за цилиндр
- Только хонингование — 10 долларов за цилиндр
- Line Hone — 75 долларов + стоимость колпачка (при необходимости)
- Блочный настил — 125 $
- Ремонт отверстий под болты и резьбы — Оценка
- Замените заглушки замораживания и камбуза — 30 $
- Замените подшипники кулачка — 30 долларов + стоимость подшипника
- Установите гильзы цилиндров — 75 $ + стоимость гильзы
- Ремонт незначительных трещин сшиванием — оценка
- Малая сварка чугуна — оценка
Головка блока цилиндров алюминий
- Обезжиривание — От 50 долларов
- Испытание под давлением — от 50 долларов
- Установите заглушки для замораживания — 3 доллара США за штуку
- Замена седел клапана — 12 долларов США за штуку
- Замена направляющих клапана — 7 долларов США за штуку
- Машинные седла клапана для 3-х угловой резки —
- V8 — 75 долларов
- V6 — 65 долларов
- 4 цил. — 80 долларов США
- Клапаны доизмельчения — 1 доллар США за штуку
- Ремонт резьбы отверстия свечи зажигания — оценка
- Поверхность поверхности прокладки головки блока цилиндров — 40 долл. США / головка
- Незначительная сварка алюминия — оценка
 — 80
— 80Коленчатый вал
- Обезжиривание — 30 долларов
- Проверка на прямолинейность — 15 $
- Осмотр и измерение с помощью микрометра — 15 $
- Rod Journal Weld — 50 долларов США
- Main Journal Weld — 50 долларов США
- Упорный сварной шов — 50 долларов США
- Ремонт резьбы
- Regrind — 85 долларов
- Польский — 45 $
| ||||||||||||||

 101 для получения дополнительной информации и цен.
101 для получения дополнительной информации и цен.
 Наше превосходное согласование сторон камеры сгорания и коллектора гарантирует, что ваша конструкция будет обработана именно там, где она должна быть.
Наше превосходное согласование сторон камеры сгорания и коллектора гарантирует, что ваша конструкция будет обработана именно там, где она должна быть. Головки V8, V6 и 4 цилиндра, головки Harley Davidson и все типы головок цилиндров мотоциклов, чугунные или алюминиевые, 4 клапана, 5 клапанов, все типы импортных головок цилиндров.
Головки V8, V6 и 4 цилиндра, головки Harley Davidson и все типы головок цилиндров мотоциклов, чугунные или алюминиевые, 4 клапана, 5 клапанов, все типы импортных головок цилиндров. Там, где пытались другие, CENTROID преуспел с этой гениальной прочной конструкцией, которая обеспечивает фантастические порты даже лучше, чем машины, стоящие вдвое дороже!
Там, где пытались другие, CENTROID преуспел с этой гениальной прочной конструкцией, которая обеспечивает фантастические порты даже лучше, чем машины, стоящие вдвое дороже! Система переноса CENTROID / Mastercam CNC имеет значительные преимущества как по стоимости, так и по эффективности, и в то же время является самой простой в освоении и лучшим поддерживаемым пакетом переноса на рынке.
Система переноса CENTROID / Mastercam CNC имеет значительные преимущества как по стоимости, так и по эффективности, и в то же время является самой простой в освоении и лучшим поддерживаемым пакетом переноса на рынке. Усовершенствованная технология CENTROID позволяет получать точные результаты как на головках цилиндров, так и на блоках цилиндров, используя одну и ту же машину для выполнения работы. Три станка в одном: головка блока цилиндров с ЧПУ, блок двигателя с ЧПУ и универсальный обрабатывающий центр с ЧПУ. Опция Block — это под ключ, и все специализированные инструменты, необходимые для начала обработки блоков, включены вместе с обучением на месте. Чертеж, растачивание, наплавка, основные преобразования на 4 болта, молния блока, гравировка, отверстие подъемника / зенковка, заточка кривошипа / стержня, сверление, жесткое нарезание резьбы, автоматический сменщик инструмента на 24 гнезда.
Усовершенствованная технология CENTROID позволяет получать точные результаты как на головках цилиндров, так и на блоках цилиндров, используя одну и ту же машину для выполнения работы. Три станка в одном: головка блока цилиндров с ЧПУ, блок двигателя с ЧПУ и универсальный обрабатывающий центр с ЧПУ. Опция Block — это под ключ, и все специализированные инструменты, необходимые для начала обработки блоков, включены вместе с обучением на месте. Чертеж, растачивание, наплавка, основные преобразования на 4 болта, молния блока, гравировка, отверстие подъемника / зенковка, заточка кривошипа / стержня, сверление, жесткое нарезание резьбы, автоматический сменщик инструмента на 24 гнезда.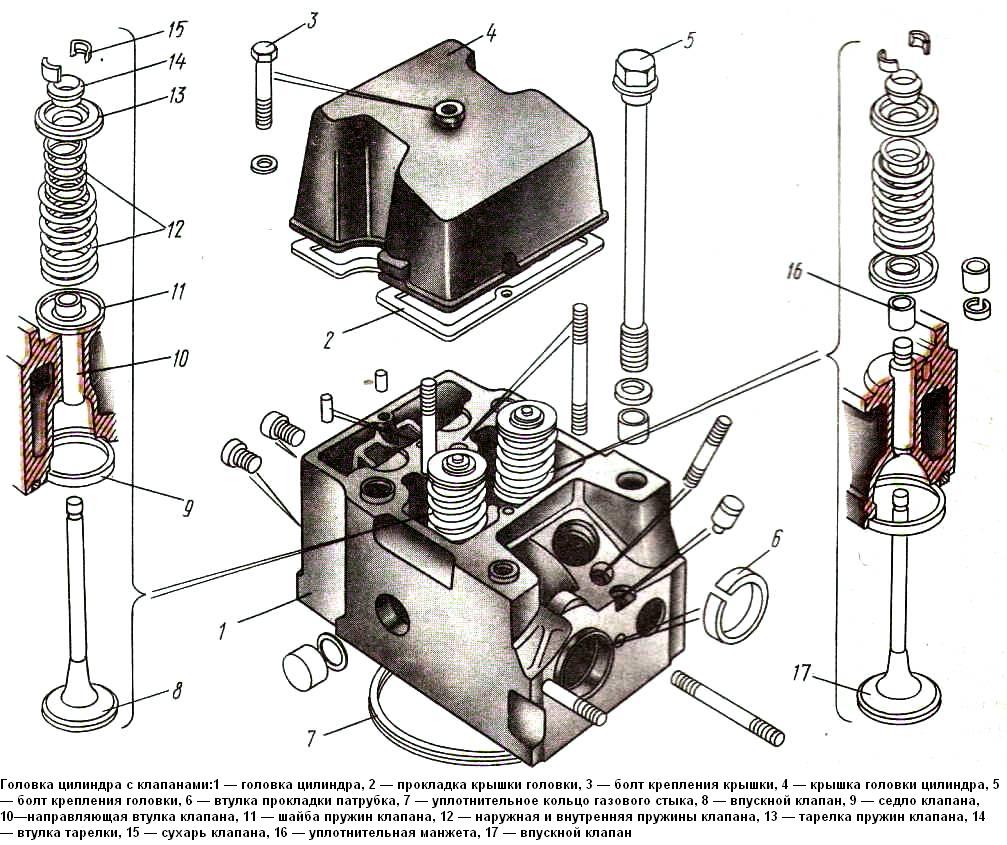
 Никакого дополнительного программного обеспечения для изучения, никакой дополнительной КИМ-машины, необходимой для оцифровки головы. Для оцифровки используются те же меню настройки, которые использовались для резки. Реальный 5-осевой метод оцифровки — это эксклюзивная функция CENTROID, позволяющая сэкономить время, которая дает лучшие результаты, чем у конкурентов. Не сравнивая с 3-осевым методом исправления ошибок, 5-осевая оцифровка впускного и выпускного отверстий CENTROID выполняется быстро и точно. Никакая другая система не может победить его!
Никакого дополнительного программного обеспечения для изучения, никакой дополнительной КИМ-машины, необходимой для оцифровки головы. Для оцифровки используются те же меню настройки, которые использовались для резки. Реальный 5-осевой метод оцифровки — это эксклюзивная функция CENTROID, позволяющая сэкономить время, которая дает лучшие результаты, чем у конкурентов. Не сравнивая с 3-осевым методом исправления ошибок, 5-осевая оцифровка впускного и выпускного отверстий CENTROID выполняется быстро и точно. Никакая другая система не может победить его!
5 признаков треснувшей головки цилиндров (и стоимость ремонта в 2021 г.
 )
)(Обновлено 21 июля 2020 г.)
Головка блока цилиндров — это «верхняя часть» двигателя.Он соединяется с блоком двигателя, чтобы изолировать камеру сгорания, в которой двигатель сжигает топливо для выработки энергии.
В головках цилиндров также расположены клапаны, направляющие воздушный поток. Впускные клапаны втягивают свежий воздух, происходит сгорание, затем выпускные клапаны позволяют сгоревшей воздушно-топливной смеси выходить из камеры сгорания. Двигатель внутреннего сгорания — это просто причудливый воздушный насос.
В экстремальных условиях головка блока цилиндров действительно может треснуть. Треснувшая головка блока цилиндров может иметь симптомы, похожие на взорвавшуюся прокладку головки или треснувший блок, но ее ремонт дороже, чем выдуваемая прокладка головки.Решение обычно заключается в покупке новой головки блока цилиндров.
Что вызывает трещину в головке цилиндров?
1) Перегрев
Двигатели внутреннего сгорания нагреваются очень быстро. Как следует из названия, они предназначены для сдерживания небольших контролируемых взрывов.
Как следует из названия, они предназначены для сдерживания небольших контролируемых взрывов.
Большая часть энергии в процессе сгорания фактически теряется на тепловую энергию, вместо того, чтобы преобразовываться в кинетическую энергию для питания транспортного средства. Это побочный продукт их конструкции, который можно уменьшить, но полностью устранить нельзя.
Основная причина треснувшей головки блока цилиндров — это перегрев. Когда двигатель перегревается, его компоненты могут подвергаться нагрузке, значительно превышающей тепловой порог, на который он был рассчитан.
Поскольку большинство головок сделаны из алюминия, они могут покоробиться или потрескаться, когда двигатель станет достаточно горячим.
Двигатель может перегреваться по ряду причин, большинство из которых связано с неисправным компонентом системы охлаждения. Некоторые возможные причины описаны ниже.
2) Воздух в системе охлаждения
Воздух в системе охлаждения может привести к образованию горячих точек, где одна часть двигателя намного горячее, чем часть, измеренная датчиком температуры. Это происходит потому, что воздух не может передавать тепло так же эффективно, как жидкость.
Это происходит потому, что воздух не может передавать тепло так же эффективно, как жидкость.
Если воздух скапливается в одной точке от датчика температуры охлаждающей жидкости, датчик температуры может не улавливать горячую точку. Вы можете не знать, что ваша машина нагревается, пока не будет нанесен ущерб.
Кроме того, утечка воздуха в системе охлаждения может снизить давление в системе охлаждения. Жидкая охлаждающая жидкость чаще закипает при более низком давлении.
3) Неисправный водяной насос
В случае отказа водяного насоса охлаждающая жидкость не сможет должным образом циркулировать через двигатель.Охлаждающая жидкость в радиаторе может быть красивой и холодной, но охлаждающая жидкость, окружающая водяные рубашки в головке и блоке, будет очень горячей.
Без насоса охлаждающая жидкость сможет циркулировать только в процессе естественной конвекции, которая слишком медленная, чтобы отводить избыточное тепло до того, как двигатель перегреется.
4) Отказ термостата
Двигатели внутреннего сгорания наиболее эффективны, когда они работают при той рабочей температуре, для которой они были разработаны.
Нормальная рабочая температура двигателя по-прежнему достаточно высока, чтобы вас ошпарить — обычно от 190 до 210 градусов по Фаренгейту (от 85 до 99 градусов по Цельсию).Работа двигателя ниже этой температуры увеличивает расход топлива, выбросы и износ.
Термостат блокирует попадание охлаждающей жидкости в радиатор до тех пор, пока охлаждающая жидкость в двигателе не достигнет заданной температуры. По достижении заданной температуры термостат открывается, позволяя охлаждающей жидкости с температурой окружающей среды поступать в двигатель, охлаждая его до тех пор, пока термостат не станет достаточно холодным, чтобы закрыть его. Цикл продолжается, пока двигатель работает.
Если термостат заклинило в открытом положении, ваша машина, вероятно, будет довольно холодной.Это связано с тем, что охлаждающая жидкость из всей системы проходит через радиатор 100% времени и редко имеет возможность полностью нагреться.
Если термостат заклинило, ваш двигатель довольно легко перегреется. Горячей охлаждающей жидкости некуда остыть. В крайнем случае, некоторые двигатели позволяют использовать обогреватель как крошечный радиатор.
Эффективность этого метода зависит от размера сердечника нагревателя и расположения системы охлаждения.
5) Утечка охлаждающей жидкости
Если вытечет слишком много охлаждающей жидкости, в конечном итоге ее не будет достаточно для должного охлаждения двигателя.Вы можете потерять приличное количество охлаждающей жидкости перед перегревом, но рекомендуется регулярно проверять резервуар для перелива и радиатор, чтобы убедиться, что вы долиты.
Если вы заметили утечку охлаждающей жидкости, рекомендуется проверить крышку радиатора. Это дешевая деталь с серьезными последствиями в случае неудачи.
Предупреждение: Радиатор прогретого двигателя находится под давлением. Не открывайте крышку радиатора на прогретом двигателе!
Признаки трещины в головке блока цилиндров
Небольшая трещина в головке блока цилиндров может оставаться незамеченной в течение некоторого времени, но в тяжелых случаях симптомы будут довольно очевидными. Ниже приведены пять распространенных симптомов, на которые следует обратить внимание в случае, если это произойдет.
Ниже приведены пять распространенных симптомов, на которые следует обратить внимание в случае, если это произойдет.
1) Утечка масла
В головке блока цилиндров есть масло. Если у вас треснувшая голова, вы можете ожидать, что из нее потечет масло. Вы должны заметить, что индикатор масла на приборной панели загорается, когда это происходит, указывая на низкое давление масла.
Если вы видите этот индикатор, откройте капот и попробуйте посмотреть, есть ли моторное масло рядом с головкой блока цилиндров.
Иногда происходит внутренняя утечка масла.Когда это произойдет, вы не заметите лужу масла, но можете увидеть синий дым из выхлопной трубы.
2) Утечка охлаждающей жидкости
Хотя утечка охлаждающей жидкости может вызвать трещину в головке, она также является признаком. Если головка блока цилиндров сильно потрескалась, возможно, помимо масла из нее вытечет охлаждающая жидкость.
Это вызовет перегрев двигателя, о чем машина предупредит вас на приборной панели. Иногда утечки охлаждающей жидкости бывают внутренними. Внутренние утечки могут попасть в масляные каналы или камеру сгорания.
Иногда утечки охлаждающей жидкости бывают внутренними. Внутренние утечки могут попасть в масляные каналы или камеру сгорания.
В любом случае проверьте уровень охлаждающей жидкости и не продолжайте движение, если у вас есть видимая утечка охлаждающей жидкости или если уровень охлаждающей жидкости быстро падает с течением времени.
3) Низкая производительность двигателя
Первый симптом, который вы можете испытать, — это заметная потеря мощности двигателя. Если в головке блока цилиндров есть трещина, значит из камеры сгорания выходит сжатый воздух.
Как только это произойдет, вы заметите, что двигатель работает намного медленнее или неуклюже.
4) Дым от двигателя
Хотя это случается редко, большие трещины в головках цилиндров позволяют охлаждающей жидкости просачиваться в камеру сгорания и вызывать появление белого дыма из двигателя.
Кроме того, вытекшее масло может контактировать с горячими деталями двигателя и выделять этот дым. Это явный признак того, что причиной может быть треснувшая головка блока цилиндров.
Это явный признак того, что причиной может быть треснувшая головка блока цилиндров.
5) Пропуски зажигания в двигателе
Это относится к третьему пункту. Если треснувшая головка блока цилиндров серьезная, смесь в камере сгорания вызовет пропуски зажигания.Это значит, что смесь не загорится должным образом.
Либо так, либо ваш двигатель просто заглохнет во время движения, и вам придется неоднократно запускать его.
Стоимость ремонта треснувшей головки цилиндров
Стоимость ремонта треснувшей головки блока цилиндров будет варьироваться в зависимости от марки и модели автомобиля, в котором она установлена. Вы можете быть уверены, что это будет стоить не менее 500 долларов, включая оплату труда и запчасти расходы.
Если бы вы заменили всю головку блока цилиндров, это стоило бы в среднем от 200 до 300 долларов на детали.При затратах на рабочую силу от 90 до 100 долларов в час получается примерно 500 долларов за работу. Однако это предполагает, что головка блока цилиндров сделана из алюминия, как в большинстве современных автомобилей.