
Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
«Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт блока и гильз цилиндров
Ремонт блока и гильз цилиндров
Ремонт блока. В большинстве двигателей блоки изготовлены из серого и специального легированного чугуна. В процессе их эксплуатации возможны следующие основные дефекты: трещины, изломы и пробоины; повреждения и износ резьбы в отверстиях и на шпильках; износ отверстий во втулках и под втулки распределительного вала; износ, овальность, конусность и смещение отверстий в опорах под вкладыши коренных подшипников; коробление поверхности прилегания к головке блока; износ отверстий: под палец промежуточной шестерни, под установочные штифты и втулки; износ торцевых поверхностей гнезд под верхние бурты гильз цилиндров; износ клапанных гнезд и втулок клапанов; износ, овальность, конусность и задиры поверхностей цилиндров или гильз цилиндров.
Блок выбраковывают при трещинах и обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и местах, недоступных для выполнения ремонта, а также в случаях, когда обнаружено: более двух трещин между отверстиями цилиндров (гильз) или клапанных гнезд; более четырех трещин в водяных рубашках или более двух трещин, выходящих на обработанные поверхности; изломы одного и более гнезд по уплотнительные кольца гильз цилиндров размером более ‘/з периметра.
Трещины, изломы и пробоины заваривают электродуговой или газовой сваркой, наложением заплат и закреплением их болтами и сваркой, наложением заплат с применением полимерных материалов на основе эпоксидных смол. Трещины в местах, не испытывающих больших нагрузок, заделывают штифтами или уплотняющими фигурными вставками.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изношенные резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой вставок. Шпильки с изношенной резьбой, как правило, выбраковывают, а иногда восстанавливают наплавкой и нарезанием резьбы нормального или увеличенного размера.
Изношенные отверстия под втулки распределительного вала (до ослабления посадки втулок) растачивают под втулки ремонтного размера. Отверстия втулок растачивают под ремонтный размер опор вала или восстанавливают постановкой втулок с уменьшенными отверстиями и шлифуют опоры распределительного вала по этим отверстиям.
Посадочные места (постели) под вкладыши коренных подшипников восстанавливают нанесением покрытий сваркой, осталиванием или заделкой составами на основе эпоксидных смол.
Наплавляют постели электросваркой, малоуглеродистым электроном с меловой обмазкой способом отжигающих валиков или газовой сваркой чугунными прутками с применением флюсов ФСЧ-1 и фСЧ-2. Можно также наплавлять постели газовым пламенем, используя латунные прутки, а в качестве флюса — буру и напаивать твердым припоем ПМЦ54 (или латунью Л-62). Перед наплавкой шпильки коренных подшипников закрывают кожухами из листовой стали, плоскости разъема — медными накладками, а отверстия для подачи масла — асбестовыми, графитовыми или медными пробками, чтобы предохранить их от брызг и наплывов при наплавке.
Иногда постели восстанавливают постановкой полуколец. В этом случае постели растачивают так, чтобы толщина стенок полуколец после окончательной обработки была в пределах 1,5…2,0 мм. Полукольца вытачивают из чугуна, близкого по механическим свойствам чугуну блока. Закрепляют полукольца в блоке и крышках гладкими штифтами диаметром 6…8 мм, изготовленными из мягкой стали, зачищают их заподлицо с поверхностью полуколец.
Закрепляют полукольца в блоке и крышках гладкими штифтами диаметром 6…8 мм, изготовленными из мягкой стали, зачищают их заподлицо с поверхностью полуколец.
Постели блоков автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все постели коренных подшипников.
Составами на основе эпоксидных смол восстанавливают постели коренных подшипников блоков тракторных и автомобильных двигателей. Перед нанесением состава постели протачивают на глубину 0,3…0,6 мм, затем поверхности придают шероховатость для лучшего сцепления пасты с металлом. Наносят состав толщиной 1,5…2,5 мм и после затвердения тщательно зачищают наплыв на плоскостях разъема. Плоскости разъема крышек фрезеруют, а затем шлифуют на глубину 0,8…1,2 мм и устанавливают крышки на постели, подложив под них по одной прокладке толщиной 0,05 или 0,10 мм с каждой стороны. Затягивают болты или гайки крепления крышек нормальным усилием и растачивают отверстия под номинальный размер.
При износе или короблении отдельных постелей их восстанавливают составами на основе эпоксидных смол без последующей обработки. Изношенные постели шлифуют вручную шлифовальным кругом крупной зернистостью с приводом через гибкий вал. Наносят приготовленный состав слоем не менее 1 мм и укладывают на все постели специальную скалку диаметром, равным номинальному Размеру отверстий под коренные подшипники. Перед укладкой скал-КУ смазывают слоем минерального масла. Постели, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и дожидаются отверждения состава, после чего кРышки и скалку снимают, а подтеки и наплывы состава зачищают напильником или шабером.
Отверстия под коренные подшипники в блоках двигателей, имеющие износы не более 0,30 мм в вертикальной и не более 0,20 мм в горизонтальной плоскостях, восстанавливают растачиванием их под номинальный размер со смещением осей коленчатого и распределительного валов.
Отверстия под коренные подшипники растачивают одновременно с отверстиями под опоры распределительного вала на специальных горизонтально-расточных станках модели РД. Такие станки выпускают для восстановления блока двигателя одной марки. Например, станок РД-14 предназначен для растачивания отверстий только блока двигателей СМД-14, станок РД-50 — для блока двигателей Д-50 и т. д.
Станки позволяют получать высокое качество расточки отверстий и дают возможность сохранять расстояние между осями коленчатого и распределительного валов. Растачивают отверстия специальными борштангами, которые легко снимать и устанавливать на станок.
Несоосность расточенных отверстий под коренные подшипники допускается в пределах 0,02…0,03 мм по всей длине блока, а конусность и овальность — не более 0,02 мм.
Коробление поверхности прилегания к головке блока, превышающее 0,15 мм, устраняют шлифованием на плоскошлифовальных или вертикально-сверлильных станках при помощи специальных приспособлений. В небольших мастерских допускается устранять коробление пришабриванием или шлифованием вручную кругом диаметром 300…450 мм в зависимости от размеров блока.
После шлифования поверхности проверяют глубину гнезд под верхние бурты гильз и при необходимости углубляют их торцевыми фрезами на толщину слоя, снятого при шлифовании. Если гнезда изношены, их обрабатывают фрезами до получения одинаковой глубины во всех гнездах и ставят металлические прокладки, закрепляя их клеем ВС-ЮТ или на эпоксидном составе.
После шлифования плоскости и восстановления гнезд выступа-ние запрессованных гильз над поверхностью блока должно соответствовать техническим требованиям.
При сборке дизельных двигателей, где шлифовалась верхняя поверхность блока, необходимо на такой же размер проточить днища поршней, чтобы избежать соприкосновения их с плоскостью головки блока.
Коробление других привалочных поверхностей блока устанавливают шлифованием, фрезерованием или строганием.
Изношенные отверстия под втулки клапанов, толкателей, установочные штифты и палец промежуточной шестерни восстанавливают развертыванием под ремонтный размер или постановкой втулок.
Контроль и испытание блока. Блок двигателя — очень сложная и ответственная корпусная деталь, от технического состояния которой во многом зависят технико-экономические показатели и песурс отремонтированного двигателя. Поэтому после выявления еГо неисправностей при дефектации и устранения их блок снова подвергают контролю, так как применение сварки и других способов устранения дефектов может вызвать искажение его основных геометрических параметров. В блоке вновь проверяют коробление привалочных плоскостей, соосность отверстий под коренные вкладыши, биение торцов выточек под бурт гильзы цилиндров, перпендикулярность осей этих выточек к оси коренных подшипников и испытывают блок на герметичность.
Коробление поверхностей прилегания контролируют при помощи поверочной линейки типа ШП-630 и набора щупов. Для большинства двигателей коробление плоскости прилегания головки блока допускается в пределах 0,08…0,10 мм.
Соосность отверстий под коренные вкладыши проверяют при помощи гладких оправок, индикаторных и других приспособлений, а на специализированных предприятиях — при помощи пневматических и оптических установок.
Контрольную гладкую оправку, специально изготовленную для одного типоразмера блока, укладывают в постели блока и затягивают крышки динамометрическим ключом при нормальном усилении. Если оправка проворачивается и перемещается в осевом направлении от усилия руки, то соосность отверстий находится в допускаемых пределах.
Индикаторное приспособление, показанное на рисунке 68, наиболее универсальное. Оно позволяет определить смещение средних опор относительно крайних и овальность отверстий. В проверяемом блоке ставят на место крышки опор и затягивают их с нормальным усилием. На крайние опоры вставляют центрирующие втулки. Ступенчатая кольцевая поверхность втулок дает возможность устанавливать их без зазора в пределах допуска на диаметр отверстий блока. Во втулки вводят оправку и перед измеряемым отверстием надевают на оправку индикаторное приспособление. Винтом устанавливают рычаг в такое положение, при котором его сферический палец будет соприкасаться с поверхностью отверстия, а индикатор — иметь натяг в пределах нормируемого участка стрелки. Ставят стрелку индикатора на нуль и, поворачивая приспособление на 360°, по отклонению стрелки определяют смещение измеряемой опоры относительно крайних. Точно так же проверяют смещение в других опорах. Для большинства двигателей смещение отверстий смежных опор допускается не более 0,03 мм и несмежных — не более 0,04 мм.
На крайние опоры вставляют центрирующие втулки. Ступенчатая кольцевая поверхность втулок дает возможность устанавливать их без зазора в пределах допуска на диаметр отверстий блока. Во втулки вводят оправку и перед измеряемым отверстием надевают на оправку индикаторное приспособление. Винтом устанавливают рычаг в такое положение, при котором его сферический палец будет соприкасаться с поверхностью отверстия, а индикатор — иметь натяг в пределах нормируемого участка стрелки. Ставят стрелку индикатора на нуль и, поворачивая приспособление на 360°, по отклонению стрелки определяют смещение измеряемой опоры относительно крайних. Точно так же проверяют смещение в других опорах. Для большинства двигателей смещение отверстий смежных опор допускается не более 0,03 мм и несмежных — не более 0,04 мм.
Рис. 1. Приспособление для проверки соосности отверстий в блоке под коренные подшипники:
Биение торцов выточек под бурт гильзы цилиндров контролируют индикаторным приспособлением, аналогичным по устройству и принципу действия приспособлению для измерения соосности отверстий под подшипники.
Перпендикулярность осей посадочных поясков под гильзы цилиндров к оси отверстий под подшипники проверяют пневматическими приспособлениями типов 70-8704-1002, 70-8704-1003, КИ-4862 и другими, предназначенными для контроля геометрических параметров блоков, а также оптическими установками.типа КИ-5506 и оптико-механическими установками. Последние позволяют выполнять комплексный контроль параметров пространственной геометрии блоков двигателей. При помощи такой оптико-механической установки можно контролировать соосность коренных опор коленчатого вала в вертикальной и горизонтальной плоскостях; перпендикулярность осей расточек под гильзы цилиндров к оси отверстий коренных подшипников; параллельность осей расточек под гильзы цилиндров между собой и прямолинейность привалочных плоскостей блоков.
Испытание блока на герметичность водяной рубашки охлаждения проводят при дефектации до выпрессовки гильз цилиндров и после ремонта блока, когда запрессованы новые или отремонтированные гильзы. Испытывают блоки на специальных гидравлических стендах типа КИ-5372. Блок ставят нижней привалочной плоскостью на нижнюю плиту (стол) стенда и герметизируют его плитами с мягкой маслобензостойкой резиной, прижимая их пневматическими механизмами. Затем в рубашку охлаждения подают воду под давлением до 0,4 МПа и в течение 5 мин осматривают блок. Появление подтекания воды или запотевание указывает на неисправность блока. Для удобства осмотра стенды снабжены механизмом, позволяющим в процессе испытания поворачивать блок в различные положения.
Ремонт цилиндров и гильз цилиндров. Основные дефекты — износ и задиры рабочей поверхности, а для гильз цилиндров — дополнительно деформация и изнашивание наружных посадочных поверхностей. В некоторых тракторных двигателях наблюдается кавитационное изнашивание поверхностей охлаждения.
Рабочие поверхности цилиндров и гильз цилиндров изнашиваются неравномерно. Наибольший износ всегда расположен против верхнего компрессионного кольца при положении поршня в верхней мертвой точке (в.м.т.). Поэтому цилиндры измеряют (индикаторным нутромером) в зоне наибольшего износа на расстоянии 30 ..40 мм от верхней кромки.
Изношенные и поврежденные поверхности цилиндр о-в и гильз цилиндров восстанавливают растачиванием и последующей доводкой (хонингованием) под ремонтный размер.
Для цилиндров и гильз цилиндров двигателей типа ГАЗ и ЗИЛ предусмотрено три увеличенных ремонтных размера с интервалом через 0,5 мм от номинального размера.
Гильзы цилиндров двигателей ЯМЗ (всех моделей и модификаций), А-01М, А-41 и Д-37 (всех модификаций) ремонтных размеров не имеют. Гильзы цилиндров остальных тракторных двигателей восстанавливают под ремонтный размер, увеличенный на 0,7 мм против номинального.
Все цилиндры или гильзы цилиндров одного блока обрабатывают под один и тот же ремонтный размер.![]() Цилиндры, выполненные в теле блока, изношенные до последнего ремонтного размера, восстанавливают постановкой гильз с последующей обработкой под номинальный размер.
Цилиндры, выполненные в теле блока, изношенные до последнего ремонтного размера, восстанавливают постановкой гильз с последующей обработкой под номинальный размер.
Растачивают цилиндры и гильзы цилиндров на вертикально-расточных станках типа 278Н. Некоторые ремонтные предприятия растачивают гильзы цилиндров на токарных станках, применяя специальные приспособления, или шлифуют их абразивными кругами. Базовыми поверхностями при установке блока для растачивания цилиндров служат нижняя привалочная плоскость и фаска в верхней части цилиндра. При установке гильз на расточку или шлифование базовыми поверхностями служат наружный чисто обработанный поясок и верхний торец гильзы.
При растачивании цилиндров блока следят за сохранением расстояний между осями цилиндров и перпендикулярностью осей цилиндров к оси коленчатого вала. Отклонение от перпендикулярности допускается не более 0,05 мм на всей длине цилиндра. При растачивании или шлифовании гильз цилиндров следят за толщиной стенок гильзы. Разница в толщине стенок гильзы, измеренных по посадочным пояскам в вертикальной плоскости, не должна превышать 0,06 мм.
Разница в толщине стенок гильзы, измеренных по посадочным пояскам в вертикальной плоскости, не должна превышать 0,06 мм.
После растачивания диаметр цилиндра или гильзы должен быть на 0,04…0,10 мм меньше ремонтного размера, это так называемый припуск на последующую доводку (хонингование).
Доводку цилиндров выполняют на вертикально-хонинговальных или вертикально-сверлильных станках специальными хонинговальными головками. На головке по окружности установлены четыре, пять или шесть сменных мелкозернистых абразивных спусков. Головка, соединенная с хвостовиком через шарнир, закрепляется в шпинделе станка. При хонинговании головка с оразивными брусками совершает вращательное и возвратно-поступательное движение по стенкам цилиндра. На необходимый Размер бруски разжимают вручную при помощи кольца подачи.
Рис. 2. Схема процесса хонингования цилиндров блока:
1 — подача охлаждающей жидкости; 2 — бру. сок; 3 — хонинговальная головка; 4 — кольцо подачи; 5 — хвостовик; 6 — шарнир.
На современных хонинговальных головках для разжатия брусков используют гидравлические и пневматические приводы.
По мере снятия металла и изнашивания брусков при ручном механическом приводе радиальная подача выполняется автоматически спиральной пружиной, а при пневматическом приводе бруски автоматически прижимаются с постоянным усилием.
В качестве охлаждающей жидкости при хонинговании используют керосин или смесь керосина (80…90%) с машинным маслом. Ее обильно подают в цилиндр в течение всего процесса. Для обеспечения высокой точности геометрических размеров ход головки устанавливают таким, чтобы абразивные бруски выходили за верхний и нижний края цилиндра на 0,2…0,3 их длины.
Обычно хонингование ведут в два приема: предварительное (черновое) и окончательное (чистовое). Черновое хонингование ведут крупнозернистыми брусками зеленого карборунда на керамической связке зернистостью 10… 16 или брусками из синтетических алмазов марки АСР 50/40 и АСР 100/80. Припуск на чистовое хонингование оставляют в пределах 0,02…0,03 мм. Чистовое хонингование ведут брусками из синтетических алмазов марок АСМ 20/14 и АСМ 28/20.
Чистовое хонингование ведут брусками из синтетических алмазов марок АСМ 20/14 и АСМ 28/20.
Примерный режим хонингования: окружная скорость хонинговальной головки 60…80 м/мин; возвратно-поступательная скорость 20…25 м/мин.
На некоторых ремонтных предприятиях вместо хонингования применяют раскатку шариковыми или роликовыми раскатными головками. В этом случае при растачивании оставляют припуск на раскатку в пределах 0,05…0,06 мм.
После окончательной обработки (хонингования или раскатки) овальность и конусность цилиндров не должна превышать 0,02 мм, а шероховатость поверхности должна быть не ниже 9 класса.
Изношенные и поврежденные посадочные поверхности гильз восстанавливают железнением и последующей обработкой под номинальный размер.
Кавитационное изнашивание поверхностей охлаждения гильз устраняют заделкой полимерными составами на основе эпоксидных смол.
ᐈ Ремонт блока цилиндров в Краснодаре — 58 адресов
Закрыто сейчас
1.
г Краснодар, ул Взлетная, д 2/1
5.0 2 отзыва
Ремонт блока цилиндров,
Закрыто сейчас
2.
г Краснодар, снт 13 завода им Седина, ул Солнечная, д 4Б
4.0 0 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
3.
г Краснодар, ул им. Кирилла Россинского, д 7
4.5 0 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
4.
Россия, г Краснодар, ул Уральская, д 162/3
4.0 0 отзывов
Ремонт блока цилиндров,
Не нашли нужную компанию?
Вы можете добавить ее. Добавить компанию
Добавить компанию
Закрыто сейчас
5.
Россия, г Краснодар, ул Ростовское Шоссе, д 3/2
4.4 14 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
6.
Россия, г Краснодар, ул Ипподромная, д 1
4.6 13 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
7.
г Краснодар, ул Бородинская, д 156/25
4.8 5 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
8.
г Краснодар, ул им Суворова, д 51
3.8 4 отзыва
Ремонт блока цилиндров,
Закрыто сейчас
9.
г Краснодар, ул Уральская, д 130
5.0 2 отзыва
Ремонт блока цилиндров,
Закрыто сейчас
10.
г Краснодар, ул 2-я Дорожная, д 39
4.5 2 отзыва
Ремонт блока цилиндров,
Свежие отзывы в категории «Ремонт блока цилиндров»
Анонимный пользователь
Автосервис Powerauto на Ростовском Шоссе
5
19 июля 2022 14:11
Все хорошо, на машине поменяли масло. Плановое техобслуживание заняло 1,5 часа,…
читать дальше
Aleksandr
Автосервис Авторитет на Бородинской улице
5
13 мая 2022 10:53
Делал тут своё ласточку, работой остался доволен, сделали всё быстро и качествен. ..
..
читать дальше
Закрыто сейчас
11.
г Краснодар, ул Ейское Шоссе, д 17/12А
5.0 1 отзыв
Ремонт блока цилиндров,
Закрыто сейчас
12.
г Краснодар, ул Ростовское Шоссе, д 24А
5.0 2 отзыва
Ремонт блока цилиндров,
Закрыто сейчас
13.
г Краснодар, ул Волжская, д 37
4.0 0 отзывов
Ремонт блока цилиндров,
14.
г Краснодар, ул им. Репина, д 12
5.0 22 отзыва
Ремонт блока цилиндров,
Открыто сейчас
15.
г Краснодар, ул им. Лизы Чайкиной, д 22
5.0 1 отзыв
Ремонт блока цилиндров,
Закрыто сейчас
16.
г Краснодар, ул Зиповская, д 5/20
1.0 1 отзыв
Ремонт блока цилиндров,
Закрыто сейчас
17.
Краснодарский край, г Краснодар, снт КСТ-2, ул Сиреневая, д 152
4.5 0 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
18.
г Краснодар, ул им. Мачуги В.Н., д 48
4.0 0 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
19.
г Краснодар, ул им. Буденного, д 356
4.0 0 отзывов
Ремонт блока цилиндров,
Закрыто сейчас
20.
Краснодарский край, г Анапа, ул Мирная, д 25
4.5 0 отзывов
Ремонт блока цилиндров,
цены, отзывы и рейтинг мастеров по ремонту — «МастерДел»
Мастер Делмастера на все руки!
Фильтр
По рейтингу
Фильтр подбора:
Услуга
Услуга ремонт блока цилиндров
Выбор услуги
Город (2)
ГородМытищи, Черноголовка
Поиск города
Район
Район
Поиск района
Метро
Поиск метро
По рейтингу
Владимир Юрьевич Павленко
Услуги: ремонт авто, техническое обслуживание автомобилей, шиномонтаж
Образование:
• Mers Academy, прошел мини тренинг «Работа с электросхемами», 2021 г.
Опыт:
• Авторемонт Мультибренд — 9 лет.
Достижения:
• Mers Academy, прошел мини тренинг «Работа с осциллографом», 2021 г.
• Mers Academy, прошел мини тренинг «Работа с измерительными приборами», 2021 г.
ремонт авто договорная
техническое обслуживание автомобилей договорная
диагностика автомобиля договорная
диагностика двигателей 1 500 ₽
Еще 11 услуг
Все четко! Рекомендую для ремонта ДВС!
Все отзывы
Выбрать
Рубен Камоевич Саргсян
Услуги: сварка, электрическая дуговая сварка, техническое обслуживание автомобилей
Опыт работы – с 2003 года.
автоэлектрика договорная
сварка 500 ₽
электрическая дуговая сварка договорная
сварка полуавтоматом договорная
Еще 11 услуг
Спасибо Рубену за мгновенную помощь. За отличную диагностику и рекомендации на будущее!
Все отзывы
Выбрать
Дмитрий Алексеевич Белоусов
Услуги: ремонт авто, слесарные работы, кузовной ремонт
ремонт авто 1 200 ₽
кузовной ремонт 1 700 ₽
замена кузова договорная
удаление ржавчины с кузова 890 ₽
Еще 11 услуг
все хорошо, большое спасибо!!!
Все отзывы
Выбрать
Дмитрий Викторович Чернобривец
Услуги: ремонт авто, слесарные работы, техническое обслуживание автомобилей
Образование:
• «РОЛЬФ», повышение квалификации «Импорт M-step / step-1», 2009 г.
• «РОЛЬФ», повышение квалификации «Импорт M-step / step-2», 2010 г.
• Воронежский государственный архитектурно-строительный университет по специальности «инженер», 2009–2013 гг.
• Повышение квалификации. Программа признания техников Hyundai, сертифицированный техник, 2014 г.
• Повышение квалификации «Программа признания техников Hyundai», сертифицированный техник, 2014 г.
• Повышение квалификации «Программа признания техников Hyundai. Сертифицированный техник», 2014 г.
ремонт авто договорная
автоэлектрика договорная
техническое обслуживание автомобилей договорная
замена масла договорная
Еще 11 услуг
Это было моё первое ТО не у официального дилера (к которому накопилось множество вопросов). Всё очень понравилось: можно присутствовать во время работ…
Всё очень понравилось: можно присутствовать во время работ…
Все отзывы
Выбрать
Мухадин Мухамедович Эльбанов
Услуги: ремонт авто, техническое обслуживание автомобилей, диагностика автомобиля
ремонт авто договорная
автоэлектрика договорная
техническое обслуживание автомобилей договорная
диагностика автомобиля договорная
Еще 11 услуг
Отличный специалист своего дела. Всё починил, всё работает.Рекомендую.
Все отзывы
Выбрать
Вадим Геннадьевич Казаков
Услуги: мелкий ремонт, ремонт авто, слесарные работы
мелкий ремонт договорная
электрика договорная
ремонт авто договорная
шиномонтаж договорная
Еще 11 услуг
Поменяли одну пружинку в заднем барабане,на всё время ушло 15-20 минутВзяли 1000 рДорого,плюс отказались диагностику второй стороны колеса проводить. ..
..
Все отзывы
Выбрать
Станислав Валерьевич Еринков
Услуги: ремонт авто, техническое обслуживание автомобилей, диагностика автомобиля
ремонт авто договорная
техническое обслуживание автомобилей договорная
диагностика автомобиля договорная
замена масла договорная
Еще 11 услуг
Выбрать
Сергей Александрович Ковбасюк
Услуги: ремонт авто, техническое обслуживание автомобилей, кузовной ремонт
Образование:
• МВКУДИВ, 1990–1994 гг.
Опыт:
• Занимаюсь частной практикой, 1989–2016 гг.
ремонт авто договорная
автоэлектрика договорная
слесарный ремонт автомобиля договорная
ремонт ходовой части договорная
Еще 11 услуг
Выбрать
Мисак Арамаисович Киракосян
Услуги: ремонт авто, техническое обслуживание автомобилей, диагностика автомобиля
Опыт:
• Автослесарь-моторист — 18 лет.
ремонт авто договорная
техническое обслуживание автомобилей 1 500 ₽
замена технических жидкостей 1 500 ₽
замена охлаждающей жидкости 1 200 ₽
Еще 11 услуг
Выбрать
Денис Сергеевич Булдаков
Услуги: ремонт авто, техническое обслуживание автомобилей, шиномонтаж
ремонт авто договорная
слесарный ремонт автомобиля договорная
ремонт ходовой части договорная
ремонт тормозной системы договорная
Еще 11 услуг
Выбрать
Вячеслав Васильевич Беспалов
Услуги: ремонт авто, диагностика автомобиля, ремонт бензинового двигателя
Опыт:
• Частно — 25 лет.
Скидка 5%
постоянным клиентам до 50%
ремонт авто договорная
автоэлектрика договорная
ремонт стеклоподъёмников договорная
замена стеклоподъёмников договорная
Еще 11 услуг
Отличная работа. Мастер на все руки. Рекомендую.Спасибо огромное
Все отзывы
Выбрать
Александр Андреевич Маскаев
Услуги: мелкий ремонт, ремонт авто, техническое обслуживание автомобилей
мелкий ремонт договорная
ремонт авто договорная
слесарный ремонт автомобиля договорная
ремонт ходовой части договорная
Еще 11 услуг
Выбрать
ООО «СоттА»
Услуги: ремонт авто, кузовной ремонт, шиномонтаж
ремонт авто договорная
кузовной ремонт договорная
замена гофры глушителя 1 500 — 3 500 ₽
замена клапана EGR 1 500 — 4 500 ₽
Еще 11 услуг
Выбрать
Гольф-авто
Услуги: ремонт авто, техническое обслуживание автомобилей, шиномонтаж
Скидка 10%
Дарим скидку 10% на первое посещение нашего техцентра
ремонт авто договорная
автоэлектрика договорная
техническое обслуживание автомобилей 500 — 5 000 ₽
диагностика автомобиля 300 — 3 000 ₽
Еще 11 услуг
Все сделали хорошо, немного долго, но в целом рекомендую !
Все отзывы
Выбрать
33сервис
Услуги: диагностика автомобиля, ремонт бензинового двигателя, замена технических жидкостей
слесарный ремонт автомобиля 10 000 ₽
ремонт ДВС 10 000 ₽
ремонт бензинового двигателя 10 000 ₽
капитальный ремонт двигателя 25 000 ₽
Еще 11 услуг
Выбрать
АвтоТехЦентр ДОСАААФ
Услуги: ремонт авто, электрика, техническое обслуживание автомобилей
Скидка 10%
Первый визит
электрика договорная
ремонт авто договорная
автоэлектрика договорная
ремонт стартера автомобиля договорная
Еще 11 услуг
Выбрать
Blake_auto
Услуги: ремонт авто, техническое обслуживание автомобилей, диагностика автомобиля
ремонт авто договорная
автоэлектрика 300 ₽
ремонт стартера автомобиля 1 000 ₽
ремонт генератора авто 1 000 ₽
Еще 11 услуг
Выбрать
GAG AUTO
Услуги: ремонт авто, техническое обслуживание автомобилей, диагностика автомобиля
ремонт авто 500 ₽
автоэлектрика 1 000 ₽
ремонт стартера автомобиля 1 000 ₽
замена стартера автомобиля 999 ₽
Еще 11 услуг
Выбрать
Подобрать мастера?
Подобрать
ремонт блоков цилиндров — как выбрать мастера в Москве?
Вы можете найти мастера по каталогу или создать заказ — тогда специалисты откликнутся сами. «MasterDel.ru» представляет лучших мастеров по услуге «ремонт блоков цилиндров».
«MasterDel.ru» представляет лучших мастеров по услуге «ремонт блоков цилиндров».
ремонт блоков цилиндров — какой средний рейтинг мастера в Москве?
4.79 средняя оценка мастера в категории ремонт блоков цилиндров в Москве на основе 0 проверенных отзывов
Ремонт блока цилиндров двигателя
Станок для расточки блоков AMC SCHOU 1800VРаботы по ремонту блоков производятся на станке AMC-SCHOU CM 1800V (Дания), который позволяет производить расточку и фрезеровку за одну установку. Мы выполняем расточку и гильзовку рядных, V -образных и оппозитных двигателей любых блоков цилиндров, в том числе и из алюминиевого сплава, от мототехники, лодочных моторов и компрессоров до, крупногабаритные блоков тягачей, тракторов и спецтехники. Наше оборудование позволяет производить расточку, гильзовку и хонингование блоков не только со сквозным отверстием цилиндра, но и с «глухим», с расточкой и хонингованием в упор. При гильзовке посадка гильз в цилиндры обеспечивается с необходимым «натягом». Применяются различные методы посадки гильз в блоки цилиндров: безупорный, с нижним или верхним упором. В некоторых случаях мы используем жидкий азот и полимерные композиции. При хонинговании также обеспечивается правильный угол хонинговальной сетки. Блоки цилиндров всегда предварительно растачиваются, а затем хонингуются, во избежание отклонения осей цилиндров относительно оси вращения коленчатого вала, что трудно обеспечить при прямом хонинговании (хонингование без расточки).
01- Разные варианты расточки блока с наклонным основанием
02 — Расточка блока
03 — Гильзовка двигателя снегохода
04 — Гильзовка двигателя снегохода
05 — Расточка посадочных мест под гильзы в V-образном грузовом блоке
06 — Расточка V-образного легкового блока
07 — Расточка блока лодочного мотора в упор
08 — Расточка легкового блока с фальш-головкой
09 — Расточка W-образного шестицилиндрового двигателя
10 — Постели блока цилиндров W-образного 12-ти цилиндрового двигателя
11 — Гильзовка алюминиевого V-образного 12-ти цилиндрового двигателя чугунными гильзами
12 — Иногда можем и такое
Хонингование и крацевание
Хонингование производится на специализированном станке AMC-SCHOU H-260 (Дания) в два этапа: первый — этап предварительное хонингование, второй этап — плосковершинное хонингование. Для всех современных моторов мы рекомендуем тук же выполнять крацевание. Крацевание это процесс суперфинишной обработки цилиндров специальными щетками из нейлоновых нитей с кремниевыми кристаллами, оно необходимо для высокой степени обнажения пластинчатого или шаровидного графита, что ведет к снижению потребления масла и более легкому скольжению поршней и поршневых колец по стенкам цилиндра. При этом происходит процесс скругления вершин трапециевидных выступов микрорельефа поверхности цилиндра, а также освобождение впадин от частиц абразива и мельчайших частиц металла. Во время этой процедуры изменение диаметра цилиндра практически не происходит. Полученный таким образом микрорельеф способен удержать максимальное количество моторного масла на стенках цилиндра при условии, что основные параметры шероховатости поверхности (Ra, Rz и tp) выдержаны в пределах допустимых значений, которые можно проконтролировать с помощью специального прибора – профилометра MarSurf PS1 (Германия), используемого нами при проведении замеров шероховатости стенок цилиндра.
Для всех современных моторов мы рекомендуем тук же выполнять крацевание. Крацевание это процесс суперфинишной обработки цилиндров специальными щетками из нейлоновых нитей с кремниевыми кристаллами, оно необходимо для высокой степени обнажения пластинчатого или шаровидного графита, что ведет к снижению потребления масла и более легкому скольжению поршней и поршневых колец по стенкам цилиндра. При этом происходит процесс скругления вершин трапециевидных выступов микрорельефа поверхности цилиндра, а также освобождение впадин от частиц абразива и мельчайших частиц металла. Во время этой процедуры изменение диаметра цилиндра практически не происходит. Полученный таким образом микрорельеф способен удержать максимальное количество моторного масла на стенках цилиндра при условии, что основные параметры шероховатости поверхности (Ra, Rz и tp) выдержаны в пределах допустимых значений, которые можно проконтролировать с помощью специального прибора – профилометра MarSurf PS1 (Германия), используемого нами при проведении замеров шероховатости стенок цилиндра.
01 — Хонинговальный станок AMC SCHOU H 260 А
02 — Хонингование V-образного двигателя 12-ти цилиндрового
03 — Хонингование V- образного 6-ти цилиндрового двигателя
04 — Хонингование двигателя вакуумного насоса
05 — Хонингование цилиндра авиационного двигателя в упор
06 — Хонингование 4-х цилиндрового двигателя
07 — Хонингование двигателя с наклонным основанием
Фрезерование и плоская шлифовка
Фрезеровку и шлифовку деталей мы производим на специализированном станке AMC-SCHOU SG1400V (Дания) и на станке SERDI MGM 1000 (Франция). Станок AMC-SCHOU SG1400V совмещает в себе оба типа обработки сразу. Причем, он обрабатывает плоскости всей гаммы моторных деталей – головок и блоков цилиндров, длиной до 1,4 метра. Станок снабжен фрезерной головкой диаметром 400 мм с возможностью установки шлифовальных сегментов и имеет комплект специальных установочных приспособлений для производства простых и сложных работ.
01 — Универсальный фрезерно-шлифовальный станок AMC SCHOU SG 1400
02 — Фрезеровка головки 4-х цилиндрового двигателя на станке SERDI MGM 1000
03 — Фрезеровка головки блока 6-ти цилиндрового двигателя на станке AMC SCHOU SG 1400
04 — Шлифовка головки блока 6-ти цилиндрового грузового автомобиля
05 — Шлифовка W-образного 12-ти цилиндрового двигателя
06 — Фрезеровка 3-х цилиндров квадрацикла за одну установку
07 — Фрезеровка крупногабаритного грузового двигателя на расточном станке AMC SCHOU CP 1800 c применением специальной фрезерной головки
Фрезеровка нестандартных деталей
01 — Поддон грузового блока
02 — Коллектор головки блока
03 — Фрезеровка блоков снегохода
04 — Шлифовка корпуса роторного двигателя
Ремонт блока цилиндров двигателей ВАЗ, расточка и хонингование
Перед началом ремонта блока цилиндров двигателей ВАЗ, первым делом нужно тщательно вымыть блок. Продуть и просушить его сжатым воздухом, особенно масляные каналы. Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Привалочная плоскость блока цилиндров двигателей ВАЗ может быть деформирована. Поэтому следует проверить ее с помощью линейки и набора щупов. Линейку необходимо устанавливать по диагоналям и осям плоскости. Если плоскость искривлена более чем на 0,1 мм, блок цилиндров нужно заменить.
Контролируемые размеры блока цилиндров двигателей ВАЗ.
Если было замечено попадание охлаждающей жидкости в картер, необходимо проверить герметичность блока цилиндров. Заглушив отверстия охлаждающей рубашки блока, нужно нагнетать в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение 2 минут не должно наблюдаться утечки воды из блока.
Если отмечалось попадание моторного масла в охлаждающую жидкость, следует проверить блок на наличие трещин в зонах масляных каналов. Это можно делать на автомобиле:
Это можно делать на автомобиле:
— Слить охлаждающую жидкость из системы охлаждения.
— Снять головку цилиндров.
— Заполнить рубашку охлаждения блока цилиндров водой.
— Подать сжатый воздух в вертикальный масляный канал блока цилиндров.
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, блок цилиндров придется заменить.
Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
Диаметр цилиндра блока цилиндров двигателей ВАЗ измеряют нутромером в четырех поясах как в продольном, так и в поперечном направлении. В зоне верхнего пояса цилиндры не изнашиваются. Разность размеров в верхнем и остальных поясах показывает величину износа цилиндров. При износе цилиндров до 0,15 мм их рекомендуют только хонинговать.
Измерение цилиндра нутромером.
Если величина износа более 0,15 мм, следует расточить цилиндры до ближайшего ремонтного размера поршней, увеличенного на 0,4 или 0,8 мм от номинала. Оставив припуск 0,03 мм на диаметр для хонингования.
Оставив припуск 0,03 мм на диаметр для хонингования.
Виды износа цилиндров блока цилиндров двигателей ВАЗ.
Встречаются цилиндры с овальным и бочкообразным износом. Мелкие частые риски на поверхности цилиндра по всей высоте движения первого компрессионного кольца означают, что скалывавшиеся частицы хромового покрытия царапали цилиндр. Соответственно, качество хромирования этого кольца низкое. Если зеркало цилиндра матовое, значит, это явно абразивный износ из-за пыли, попадавшей через негерметичный корпус воздушного фильтра.
Цилиндры блока цилиндров двигателей ВАЗ по диаметру разбиты на пять классов: А, В, С, D, Е, их размеры различаются на 0,01 мм. Класс цилиндра отмечен на нижней плоскости блока. Там же, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек к данному блоку.
Маркировка блока цилиндров двигателей ВАЗ.
После выяснения износа необходимо определить ремонтный размер, приобрести поршни нужного размера и провести обработку цилиндров под каждый из них индивидуально. Днища поршней следует пометить номерами цилиндров.
Днища поршней следует пометить номерами цилиндров.
Расточка и хонингование блока цилиндров двигателей ВАЗ.
Если мастерская, куда вы намереваетесь отдать блок для расточки цилиндров, примет его в работу без поршней, заберите его скорее и ищите другую мастерскую. На блоке, принятом в ремонт, должен быть выбит номер квитанции мастерской. Это привязка на случай претензий по качеству.
Расточку обычно проводят твердосплавными резцами при частоте вращения шпинделя около 315 об/мин с подачей 0,05-0,08 мм/об. Припуск на чистовое растачивание — не более 0,15 мм. Получаемая шероховатость поверхности Ra — 1,25 мкм. До хонингования допускается небольшая чернота шириной до 10 мм и глубиной не более 0,03 мм. Оставляемый припуск на хонингование — 0,04-0,08 мм.
Окончательная обработка цилиндров — хонингование до достижения нужного размера и шероховатости Ra = 0,32 мкм, овальности и конусности в пределах 0,02 мм. Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонинговальная головка, абразивные бруски которой прижимаются пружинами к стенкам цилиндра, выполняет вращательное движение вокруг своей оси и возвратно-поступательное — вдоль оси. Хонингование происходит при непрерывной подаче охлаждающей жидкости. Чаще всего керосина или керосина с 10-20 % машинного масла. В результате обработки, помимо снятия металла для доводки диаметра до нужного размера, на зеркале цилиндра образуются риски глубиной до 0,05 мм под углом 50-60 градусов друг к другу.
Цилиндр после хонингования и проверка зазора.
В этих микроуглублениях задерживается масло, необходимое для смазки колец и поршней. Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
После расточки и хонингования цилиндров замеряют зазоры между стенками цилиндра и соответствующим поршнем согласно меткам на днищах поршней. Вставив поршень в цилиндр на нужную глубину и ведя замер поперек блока. При замерах необходимо следить за температурой деталей, так как при обработке цилиндр нагревается.
Контролируемые размеры цилиндров и поршней по классам.
Зазоры в паре «поршень — цилиндр» выдерживаются с высокой точностью (допуск — 0,02 мм). Так как для нормальной смазки трущихся деталей необходимо наличие между ними заданного зазора. Толщина слоя горячего масла на вертикальной металлической поверхности равна примерно 0,02 мм, а зазор должен быть вдвое больше. Отсутствие зазора не дает возможности удержать масляную пленку, и последствия этого известны: заедание, задиры и заклинивание деталей.
Контрольные величины зазоров поршневой группы блока цилиндров двигателей ВАЗ.
Зазор контролируют по перемещению поршня в цилиндре. Чистый поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра не должен падать. А лишь медленно опускаться под действием собственного веса или при легком нажатии пальцем.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Ремонт блока цилиндров и головки
Этот почти невидимый ремонт трещины проходит через седло клапана. В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть, в зависимости от размера и расположения трещин(ы), стоимости отливки и того, что потребуется для устранения трещины по сравнению с тем, что потребуется стоимость замены литья. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
Нажмите здесь, чтобы узнать больше
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может быть более экономичным исправить отливку с помощью надлежащего ремонта трещин. методы. Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец. Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Верхний шаг нити на шпильке этого типа создает эффект защемления при затягивании шпильки (любезно предоставлено Lock-N-Stitch).
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить всю протяженность трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется сплошной, потому что она может распространяться под поверхностью, как корни дерева.
Способ устранения трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных участках отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Новые отливки обычно считаются без трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может производиться холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки или блока цилиндров вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
При использовании чугунных головок и блоков 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить штифтами, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такой сильный «захват», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий резьбовой герметик на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимающий эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Серия фотографий на страницах 32 и 33 показывает выявленные трещины, зашлифованные, заполненные сваркой ВИГ, а затем обработанные после сварки.
Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
У некоторых резьбовых штифтов верхние части отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы сшить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке.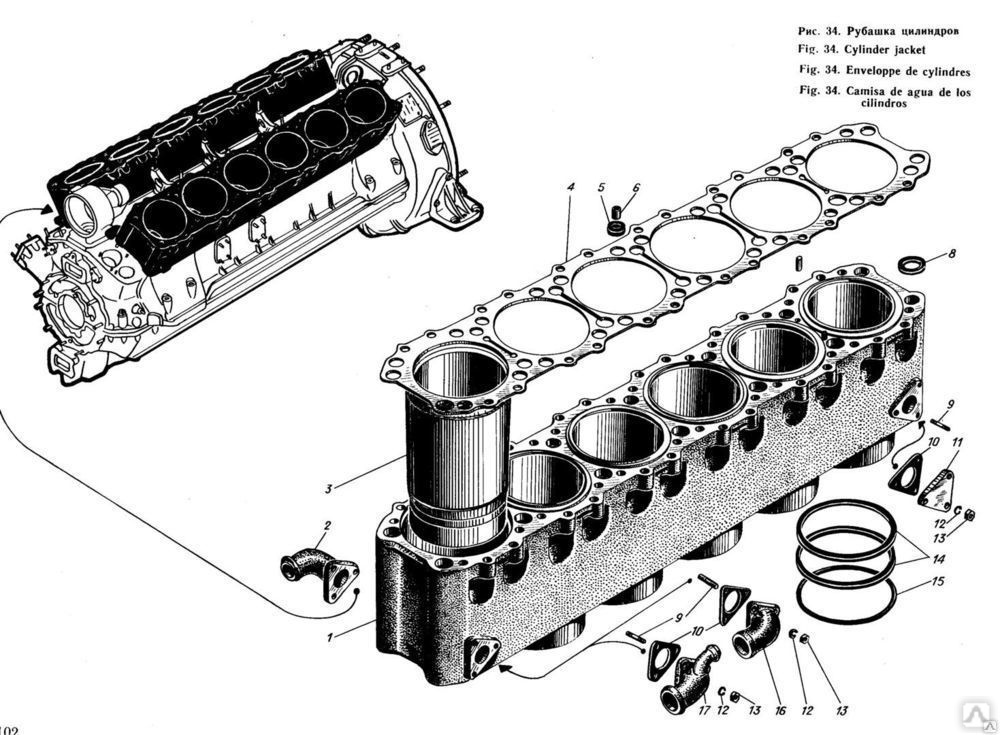 Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет загрузочный бункер, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть. Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в аппарате для сварки TIG, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
После того, как головка прогреется до комнатной температуры, ее следует испытать под давлением на наличие утечек. Покрытие внутренней части водяных рубашек герметиком или добавление герметика в систему охлаждения двигателя после установки двигателя может обеспечить дополнительную защиту от будущих утечек.
В этой серии представлены конические заглушки, используемые для заполнения трещин в головке блока цилиндров. Конические заглушки устанавливаются, отрезаются, зачищаются, затем отделываются. Внизу виден выбор
штекеров разных размеров.
Можете ли вы починить треснувший блок двигателя?
Возможно. Варианты есть, но они большие.
Краткие примечания
– Трещины в блоках цилиндров обычно возникают из-за экстремальных температур двигателя
– Трещины в блоке цилиндров можно починить
– Качество и срок службы ремонта будут зависеть от первоначальной серьезности трещины
Можете ли вы починить треснувший блок цилиндров? Да, но успех будет зависеть от множества факторов. Успех ремонта будет зависеть от того, склонен ли человек к механике, ожидаемого срока службы и производительности отремонтированного блока цилиндров, а также серьезности первоначальной трещины.
Успех ремонта будет зависеть от того, склонен ли человек к механике, ожидаемого срока службы и производительности отремонтированного блока цилиндров, а также серьезности первоначальной трещины.
Блок цилиндров
Блок цилиндров — самая большая часть двигателя. Он содержит поршни и цилиндры, а также каналы, по которым перекачиваются масло и охлаждающая жидкость. Целью блока цилиндров является поддержка частей двигателя и передача тепла охлаждающей жидкости двигателя для рассеивания.
Трещину в блоке цилиндров можно починить, но это может быть ненадолго, в зависимости от серьезности трещины. Для тех, кто склонен к механике, может быть дешевле заменить или восстановить двигатель.
При возникновении трещины в блоке цилиндров проблема заключается в сохранении его структурной устойчивости после того, как его целостность была нарушена.
Это может вызвать проблемы с цилиндрами, картером и каналами для жидкости, а также другие проблемы, такие как снижение производительности и перегрев.
Как определить, что блок двигателя треснул?
1. Цветной дым – Если в области двигателя появляется дым, это может быть признаком наличия трещины в блоке двигателя. Дым обычно кажется синим или серо-черным цветом.
2. Перегрев двигателя – Многократный перегрев автомобиля является признаком низкого уровня охлаждающей жидкости. Если есть утечка и охлаждающая жидкость не циркулирует через блок цилиндров, возможно, в блоке цилиндров образовалась трещина, из-за которой охлаждающая жидкость перенаправляется в другое место.
3. Смесь масла и охлаждающей жидкости – Масло и охлаждающая жидкость работают в отдельных замкнутых пространствах. Если вы видите скопление белого цвета вокруг крышки моторного масла, охлаждающая жидкость и масло могут смешиваться друг с другом. Трещина в блоке двигателя может привести к утечке охлаждающей жидкости в моторное масло, в результате чего масло станет молочно-белой смазкой.
4. Потеря мощности двигателя – Треснувший блок двигателя вызывает низкую компрессию двигателя, что отражается на неровной работе двигателя на холостом ходу, повышенном расходе топлива и общей плохой работе двигателя.
Что вызывает растрескивание блока цилиндров?
Наиболее распространенной причиной растрескивания блока цилиндров является перегрев двигателя. Высокая температура заставляет металл расширяться, что может привести к возникновению точек разрушения в металле.
1. Высокая температура — Повторяющиеся высокие температуры с течением времени могут привести к растрескиванию блока цилиндров. Причина перегрева двигателя часто связана с низким уровнем охлаждающей жидкости двигателя. Неисправность водяного насоса — другое дело. Отказ водяного насоса означает, что охлаждающая жидкость не прокачивается через двигатель для отвода тепла. Двигатель также может перегреваться, когда он перегружен.
2. Низкие температуры – Чрезмерно низкие температуры также могут привести к растрескиванию блока цилиндров. Это чаще встречается в старых автомобилях, использующих охлаждающую жидкость старого образца. При замерзании охлаждающая жидкость может расширяться и давить на стенки блока цилиндров, вызывая микротрещины.
3. Заводской брак – Редкой, но возможной причиной треснувшего блока двигателя является заводской брак – отказ при отливке блока. При изготовлении блока цилиндров он формуется в пресс-форме. Ошибка в процессе формования может привести к утончению или другим дефектам на блоке цилиндров, что приведет к растрескиванию блока цилиндров.
Заделка треснувшего блока цилиндров
Википедия 1. Коммерческие герметики – Герметики могут быть пригодны для небольших трещин, связанных с проблемой в системе охлаждения. Исправление заключается в добавлении герметика в охлаждающую жидкость. Со временем продукт проникает в трещины и образует постоянное уплотнение. Это работает для небольших трещин, но не подходит для больших трещин.
Это работает для небольших трещин, но не подходит для больших трещин.
2. Сварка – Блок двигателя может быть повторно заварен для герметизации трещин. Блок двигателя представляет собой цельный компонент. Ремонт требует специальных инструментов и должен выполняться только лицензированным специалистом, поскольку сварка может сделать весь блок двигателя более восприимчивым к растрескиванию.
Сварка также делает блок двигателя более восприимчивым к деформации, которая может подорвать структурную целостность и безопасность блока двигателя.
3. Заплаты для холодной сварки — Заделка включает использование клеев и эпоксидных смол для герметизации трещин в блоке цилиндров, часто с использованием этих клеев вместе с самой заплатой. Их следует рассматривать только как краткосрочное решение, поскольку высокая температура может повредить ремонтные работы, что приведет к дальнейшему повреждению блока цилиндров.
4. Холодное сшивание металлом – Холодное сшивание металлом – это очень дорогой процесс, при котором куски металла сшиваются вместе, подобно разорванной ткани. Это неэффективно при сильном нагреве двигателя и должно выполняться только профессионалом.
Серьезность трещины определяет возможность ее устранения. Другие факторы включают в себя использование вождения. Досуг по сравнению с использованием пригородных поездов повлияет не только на успешность решения, но и на удовлетворенность водителей им. Если автомобиль используется для ежедневных поездок на дальние расстояния, эти меры вряд ли будут эффективным долгосрочным решением. Замена может быть лучшим вариантом.
Более глубокое погружение — Соответствующее чтение из 101:Ремонт автомобиля своими руками, чтобы сэкономить деньги | Autos101
Ознакомьтесь с нашими советами о том, как сэкономить деньги, выполняя техническое обслуживание автомобиля самостоятельно.
5 способов повысить топливную экономичность вашего автомобиля | Autos101
Узнайте, как сэкономить деньги и увеличить пробег вашего автомобиля.
Как отремонтировать треснувший блок двигателя
Ричард Роу
Ablestock.com/AbleStock.com/Getty Images
«Треснувший блок двигателя». Одни только слова вызывают содрогание в сердцах как энтузиастов, так и обывателей — и на то есть веские причины. В обыденном сознании трещины в блоках и головках цилиндров являются одним из тех недостатков, при которых двигатель превращается из гипотетически ремонтопригодного в эффективное бумажное пресс-папье. Сварка чугуна во многих случаях затруднена или невозможна, особенно если учесть повреждения, вызванные быстрым тепловым расширением и охлаждением. Сшивание холодным металлом — это не то, что средний механик может или будет делать дома — это что-то вроде искусства, требующего множества специальных инструментов и навыков — но знание того, что происходит, может, по крайней мере, помочь вам лучше спать, когда вы получите счет обратно из своего дома. механический цех.
механический цех.
Шаг 1
Определите трещину с помощью трехкомпонентной системы проникающего красителя. Сначала распылите или нанесите проникающую краску на предполагаемую трещину и окружающую область, затем подождите 5 минут. Распылите очиститель красителя на безворсовую ткань и сотрите всю краску с поверхности блока. Как только вы удалите все видимые следы красителя, распылите легкий или «сухой» слой проявителя на область, затем используйте сжатый воздух, чтобы ускорить высыхание. Подождите не менее 1 минуты; трещина будет хорошо видна ярко-фиолетовым, красным или синим цветом.
Шаг 2
Определите три типа булавок в вашем наборе. Стандартный штифт серии L представляет собой штифт с прямой резьбой, который выглядит как крепежный винт, стержень которого слегка сужается наружу к головке. Рядом с головкой вы увидите канавку, которая позволяет головке винта сломаться. Этот тип штифта оказывает распространяющее давление на трещину, чтобы закрыть ее. Второй тип длиннее, имеет плоский наконечник, использует резьбу со спиральным крючком и использует неконическую головку; он оказывает радиальное усилие зажима и используется для структурной целостности и уплотнения.
Шаг 3
Просверлите отверстие в блоке (размер, рекомендованный производителем штифта) непосредственно перед началом трещины. Поместите шаблон для дрели так, чтобы его установочный штифт попал в первое отверстие, затем просверлите два отверстия направляющей шаблона, чтобы создать линию из трех отверстий. Переместите приспособление так, чтобы установочный штифт попал в последнее отверстие, и повторите. Продолжайте, пока у вас не будет линии отверстий, проходящей через всю длину трещины.
Шаг 4
Зашлифуйте или «зенкуйте» отверстия с помощью зачистки. Это самый важный шаг во всем процессе. Установите направляющую глубины точечной фрезы так, чтобы в отливке оставалось от 1/8 до 3/16 дюйма материала, за который может зацепиться резьба штифта. Слишком глубокое зенкование не оставит достаточно материала для захвата штифта, а слишком мелкое зенкование не сможет запечатать блок. После того, как вы установили направляющую глубины, смажьте отверстие штифта большим количеством жидкости для резьбонарезания и используйте точечную фрезу, чтобы создать отверстия, в которые будут входить «плечи» штифта.
Шаг 5
Вставьте в отверстия метчик с электроприводом из комплекта или собственный метчик, размер которого соответствует рекомендациям производителя. Смазывайте метчик либо жидкостью для постукивания, либо воском. Не забывайте использовать технику постукивания вперед и назад; поверните кран на 1/4 оборота, отпустите его, чтобы удалить материал, поверните его на 1/2 оборота, отпустите на 1/2 оборота, чтобы удалить материал, поверните на полный оборот (отрезание еще 1/2 оборота резьбы ), отверните его на 1/2 оборота и повторяйте до тех пор, пока отверстие не будет полностью нарезано.
Шаг 6
Вставьте штифты L-серии в отверстия, продолжая поворачивать их, пока головка болта не отломится. Если вы герметизируете часть блока, которая пересекает водяную рубашку, то используйте рекомендованный производителем герметик для резьбы на резьбе штифтов перед их установкой. Продолжайте, пока не установите штифты во все отверстия. После того, как вы установили штифты во все отверстия, первый ряд готов.
Шаг 7
Просверлите одно отверстие справа от крайнего левого штифта так, чтобы отверстие начиналось сразу на краю выступа этого штифта. Используйте сверлильный станок, чтобы просверлить еще одну серию отверстий; все должны приземлиться на правый край плеча другой кегли. Spotface и коснитесь этих отверстий. Режущая головка корректора фактически врежется в плечо соседней кегли. Установите штифты с резьбовым герметиком и продолжайте, пока не заполните все отверстия второго ряда.
Шаг 8
Просверлите, прицельно, нарежьте резьбу и просверлите третью серию отверстий в оставшихся зазорах между установленными штифтами. На этом этапе вы удалите весь оригинальный чугун и будете смотреть на штифты как с левой, так и с правой стороны. Как только вы закончите эту третью серию штифтов, вы создадите полностью непрерывный «сварной шов», проходящий по всей длине трещины, где стороны и головки каждого штифта накладываются друг на друга.
Шаг 9
Отшлифуйте выступы булавки почти на одном уровне с блоком (оставив небольшой выступ для масштабирования иглы) и проверьте стежок на наличие зазоров. Сделать это можно либо визуально, либо нанеся более проникающий краситель. Если вы обнаружите какие-либо зазоры, просверлите их, прицельно, нажмите и заполните их другим штифтом. Не бойтесь использовать булавки в качестве «заполнителей» между другими булавками; материал булавки прочнее, чем ваш оригинальный черный, и может потребоваться некоторое сверление.
Сделать это можно либо визуально, либо нанеся более проникающий краситель. Если вы обнаружите какие-либо зазоры, просверлите их, прицельно, нажмите и заполните их другим штифтом. Не бойтесь использовать булавки в качестве «заполнителей» между другими булавками; материал булавки прочнее, чем ваш оригинальный черный, и может потребоваться некоторое сверление.
Шаг 10
Испытайте блок под давлением с помощью сжатого воздуха и мыльной воды, наблюдая за наличием пузырьков в трещине. Если вы их видите, то — как вы уже догадались — установите штифт в отверстие. После того, как в блоке нет утечек, используйте пневматический или электрический игольчатый скейлер (который выглядит как набор металлических шариковых ручек, связанных вместе), чтобы сгладить головки штифтов, полностью загерметизировав их и оставив заводскую отделку.
Шаг 11
Покрасьте место ремонта герметизирующей эпоксидной смолой (JB Weld также хорошо подходит для этой задачи), отшлифуйте его, а затем покрасьте блок высокотемпературной моторной эпоксидной смолой или эмалью. Ваш новый сварной шов будет иметь такие же характеристики расширения, как и чугун, и в конечном итоге должен пережить литой блок двигателя вокруг него.
Ваш новый сварной шов будет иметь такие же характеристики расширения, как и чугун, и в конечном итоге должен пережить литой блок двигателя вокруг него.
Ссылки
- Справочник производителя металла; Ron Fournier
- Lock and Stitch: основы сшивания металла
Вещи, которые вам понадобятся
- Основные ручные инструменты
- Источник сжатого воздуха
- Основные инструменты для сжатого воздуха
- Набор для сшивания металла27
- Эпоксидный герметик
- Окраска двигателя, эпоксидная смола или эмаль
Предупреждения
- Не пытайтесь заваривать трещины в блоке двигателя!
Биография писателя
Ричард Роу профессионально пишет с 2007 года, специализируясь на автомобильной тематике. Работал трактористом и механиком, такелажником на заводе пожарных машин, автогонщиком и строителем. Роу изучал инженерное дело, философию и американскую литературу в Общественном колледже Центральной Флориды.
Еще статьи
Как отремонтировать треснувший блок двигателя
Особенности
- Главная
- Land Rover
Треснувший блок — это не обязательно конец двигателя. Дизель Эда был спасен благодаря тщательной прошивке
автором: Эд Эванс
27 сентября 2017 г.
27 сентября 2017 г.
Блок двигателя может треснуть несколькими способами. Очевидный – замерзание зимой из-за неиспользования антифриза или частого долива простой воды, которая разбавляет антифриз. Блоки также могут треснуть из-за перегрева и даже удара — если шатун отрывается от коленчатого вала (катастрофический отказ подшипника или разрыв ремня), он обычно продавливает отверстие в боковой части блока двигателя, но если это не так, это разумно. осмотреть блок, чтобы увидеть, не треснул ли он от удара.
Защита от замерзания
Ранние 2,25-литровые блоки также могли треснуть из-за внутренней коррозии, ослабляющей металл вдоль левой стороны блока, обычно из-за нерегулярного обновления антифриза. Когда модели Series были текущими, антифриз нужно было менять каждые два года — не для защиты от замерзания (старый антифриз все равно не замерзнет), а для обновления защиты от коррозии, которую обеспечивает антифриз.
Когда модели Series были текущими, антифриз нужно было менять каждые два года — не для защиты от замерзания (старый антифриз все равно не замерзнет), а для обновления защиты от коррозии, которую обеспечивает антифриз.
Эта защита от коррозии ухудшается из-за сочетания тепла и механического воздействия (прокачки) охлаждающей жидкости, в результате чего каналы охлаждающей жидкости блока и любые алюминиевые детали подвергаются медленной коррозии. Это не относится к современным двигателям Land Rover, в которых срок годности некоторых антифризов составляет до десяти лет.
Двигатели Rover V8
Вероятность растрескивания алюминиевого блока меньше, поскольку материал более прочный, но его можно отремонтировать с помощью показанного здесь процесса. В более поздних 4,0- и 4,6-литровых двигателях Rover V8 могут образовываться трещины в стенках между каналом охлаждающей жидкости и гильзой цилиндра.
Это может привести к явно необъяснимой потере охлаждающей жидкости, поскольку охлаждающая жидкость, вытекающая из трещины, просачивается вверх по стенке гильзы цилиндра и попадает в камеру сгорания, где она испаряется и бесследно выбрасывается из выхлопных газов (хотя, если снять головку днище поршня и камера сгорания могут быть очищены от этого действия).
Этот метод не может исправить эти трещины из-за формы и толщины материала, а также нехватки места. Лекарством от них является фланцевый и герметичный вкладыш — работа для специалистов по двигателям V8, таких как ACR. Спасение дизеля Трещина, которую мы ремонтируем здесь, находится на моем 2,25-литровом дизеле Серии III. Я предположил, что это было вызвано внутренней коррозией, как уже упоминалось, и я жил с этим некоторое время, испытывая небольшую утечку охлаждающей жидкости через трещину каждый раз, когда двигатель выключался и охлаждался.
В качестве временного решения я попробовал K-Seal HD, который используется для герметизации гораздо более тяжелых двигателей, чем этот. Он запечатал большую часть трещины, но не всю. Надлежащий ремонт был одной из тех больших работ, которые я откладывал до тех пор, пока у меня не было времени восстановить весь автомобиль, который сейчас в процессе. Я отчаянно пытался сохранить этот двигатель, отчасти для того, чтобы сохранить оригинал автомобиля, но главным образом потому, что до того, как появилась трещина, я переделал двигатель с переточенным кривошипом, расточкой и новыми вкладышами подшипников и поршнями, которые идут с этими работами.
Подшипники распределительного вала, цепь ГРМ, головка блока цилиндров и клапанная шестерня были отремонтированы, и с тех пор двигатель проехал всего 3000 миль. У меня была возможность перестроить эти внутренние компоненты в запасной блок с 3 подшипниками, хотя для этого потребовалось бы повторное отверстие, чтобы вместить поршни увеличенного размера моего треснутого двигателя.
Именно тогда я связался с машинистами двигателей Lancaster Engines, чтобы обсудить варианты и стоимость, и они порекомендовали парня, который мог бы отремонтировать трещину в моем существующем двигателе с помощью металлического шва. Это долгая процедура, поэтому она недешевая, хотя компания, с которой я связался, предложила справедливую и разумную цену в 460 фунтов стерлингов.
Это было выгодно для меня, потому что ремонт трещины означал, что Series III будет перестроен с исходным двигателем, и, что более важно, это сэкономило мне много времени на разборку этого во всем остальном отличного двигателя и восстановление его компонентов в моем запасном двигателе. блокировать.
блокировать.
Большим преимуществом металлической строчки является то, что она выполняется в холодном состоянии, поэтому тепло не влияет на другие части двигателя. Заварка трещины включает в себя сначала полную зачистку внутренних компонентов двигателя, а затем, возможно, необходимость расточить шейки подшипников коленчатого и распределительного валов, чтобы справиться с любой тепловой деформацией. Для некоторых материалов может потребоваться термообработка после сварки.
Вероятно, заморожено
Металлическая прошивка могла быть выполнена с двигателем в машине, хотя сначала было удалено переднее крыло и несколько деталей, ограничивающих доступ, таких как выпускной коллектор, генератор переменного тока и стартер. Но разобрав автомобиль, двигатель уже был вне шасси, поэтому я также снял трансмиссию, чтобы сделать ее более маневренной в мастерской.
Тут признаюсь, что, наверное, допустил школьную ошибку, которая могла привести к образованию трещины. Несколько сезонов назад я оставил Series III зимой в сарае и слил охлаждающую жидкость из нижнего патрубка радиатора и из сливного крана на боковой стороне блока цилиндров, чтобы предотвратить замерзание. При этом рекомендуется втыкать провод в открытый сливной кран, чтобы убедиться, что он не заблокирован, и, возможно, все еще удерживает воду в блоке, и я помню, как делал это в то время.
При этом рекомендуется втыкать провод в открытый сливной кран, чтобы убедиться, что он не заблокирован, и, возможно, все еще удерживает воду в блоке, и я помню, как делал это в то время.
Однако при подготовке к ремонтным работам я полностью снял сливной кран и, естественно, внутри блок оказался сухим. Потом согнул жесткую проволоку и воткнул внутрь вдоль канала охлаждающей жидкости. В конце концов вышла грязь, а за ней и вода. Значит, тогда блок не был полностью осушён, и трещина всё-таки может быть следствием повреждения морозом. Итак, есть урок. Если слив двигателя при постановке автомобиля на стоянку, стоит приложить все усилия, чтобы убедиться, что охлаждающая жидкость не удерживается внутри блока из-за грязи. Безопаснее всего залить его свежим раствором антифриза внутри.
На работе
Ремонт моего треснувшего блока был выполнен Нилом из отдела ремонта литья на месте. Он приехал в мою мастерскую, чтобы сделать работу, и он потратил на нее довольно много часов.
Зашивание трещины
Перед ремонтом необходимо определить полный путь и длину трещины с помощью магнитопорошкового метода. Пораженный участок блока зачищается и покрывается белой фоновой краской. Через трещину в разных точках помещается мощный магнит, который создает магнитное поле в районе предполагаемой трещины.
Мелкие магнитные частицы (взвешенные в жидкости) затем вымываются на участок, и они собираются там, где магнитное поле прерывается трещиной, таким образом образуя черную линию вдоль трещины, даже там, где трещина была настолько мелкой, что невооруженным глазом не смог его обнаружить.
Время: 1 день Стоимость: 460 фунтов стерлингов
Связаться с
Ремонт литья на месте, базирующийся в Рочдейле, ремонтирует все виды литых деталей: проверьте блок двигателя и ремонт трактора Fordson на www.onsitecastingrep .co.uk , чтобы увидеть, что можно сделать. Это лекарство от незаменимых деталей или, в моем случае, спасение хорошего двигателя без его разборки. Посетите веб-сайт или позвоните Нилу по телефону 01706 631253.
Посетите веб-сайт или позвоните Нилу по телефону 01706 631253.
Здоровье и безопасность
• Эта работа может быть выполнена только специалистом, но, если вам нужно снять двигатель или поддержать транспортное средство, убедитесь, что подъемное устройство находится в исправном состоянии и правильно рассчитано, а двигатель или транспортное средство надежно закреплены. • Убедитесь, что безопасная рабочая среда, если оператор посещает вашу собственную мастерскую и что источники электропитания безопасны (Руководство 2022 г.)
Даже если вы не механик, вы знаете, что треснутый блок двигателя — это нехорошо. Треснувший блок — это серьезная проблема, ремонт которой в некоторых случаях может быть очень дорогим. Итак, как узнать, взломан ли ваш блок, и сколько это будет вам стоить? Мы собираемся рассказать вам все, что вам нужно знать об этом. Мы расскажем как о причинах, так и о признаках треснувшего блока цилиндров, о возможных вариантах ремонта и о том, сколько они вам обойдутся. Давайте погрузимся!
Давайте погрузимся!
Содержание
Признаки треснутого блока двигателя
Как вы думаете, у вас может быть треснувший блок? Как понять, что блок двигателя треснул? Квалифицированный механик может сказать вам наверняка после правильной диагностики, но вот несколько симптомов, которые вы можете заметить. Если вы начинаете замечать какие-либо из этих вещей, вам следует немедленно проверить свой автомобиль, чтобы избежать дальнейшего повреждения, насколько это возможно.
— Перегрев Трещины в блоке цилиндров могут препятствовать правильной циркуляции охлаждающей жидкости в системе охлаждения автомобиля. Если эта охлаждающая жидкость не циркулирует должным образом, она не будет отводить тепло от вашего двигателя должным образом, и автомобиль перегреется. Перегрев также может сигнализировать о неисправном радиаторе или термостате, но это может быть и треснувший блок двигателя. Никогда не садитесь за руль автомобиля с перегретым двигателем, поэтому сразу же проверьте его.
Вы замечаете крошечные капли масла под автомобилем, когда ставите его на подъездной дорожке? Или, что еще хуже, вы видите еще большие лужи внизу? Если ваш блок треснул, масло может просочиться из трещины и капнуть на землю. Хотя утечка масла может быть связана с протекающим уплотнением или соединением, она также может быть более серьезной проблемой, например, треснувший блок.
— Смешивание охлаждающей жидкости и моторного масла Охлаждающая жидкость или антифриз двигателя и моторное масло никогда не должны смешиваться. Проходы внутри вашего двигателя отделяют эти две жидкости друг от друга. Если вы обнаружите трещину где-нибудь в блоке, эти две жидкости могут смешаться. Ищите темную или мутную охлаждающую жидкость в расширительном бачке или молочное и пенистое масло на щупе. Любой из них не является хорошим признаком, и он указывает на большую вероятность того, что у вас есть трещина где-то в блоке или пробита прокладка головки блока цилиндров.
Если вы видите белый дым из моторного отсека, проверьте свой автомобиль. Если масло вытекает из вашего блока, то он будет дымить. Когда вытекающее масло капает на горячие части выхлопной трубы или просто на внешнюю часть самого блока, оно начинает дымить, когда становится слишком горячим. Когда вы видите дым двигателя из-под капота, есть определенная проблема.
— Плохая работаВы можете заметить плохую работу двигателя, когда у вас треснувший блок. В основном, если трещина находится внутри стенки цилиндра, тогда ваш двигатель начнет терять компрессию. Низкая компрессия двигателя может привести к большим проблемам с двигателем, и ваш автомобиль начнет работать очень плохо — если вообще заведется! Ожидание решения этой проблемы может привести к погнутым или деформированным поршням или даже к полному отказу двигателя.
Почему трескается блок двигателя?
Итак, что вызывает растрескивание блока цилиндров? Это может быть связано с несколькими разными причинами. Перегрев — одна из основных причин появления трещин в блоке. Хотя чугун или алюминий, используемые для изготовления вашего блока, являются прочными, они не предназначены для того, чтобы выдерживать чрезмерное нагревание. Когда он становится слишком горячим, он может начать деформироваться и трескаться в более тонких местах. Вот почему крайне важно регулярно следить за датчиком температуры, проверять уровень охлаждающей жидкости и быстро устранять утечку охлаждающей жидкости из двигателя вашего автомобиля.
Перегрев — одна из основных причин появления трещин в блоке. Хотя чугун или алюминий, используемые для изготовления вашего блока, являются прочными, они не предназначены для того, чтобы выдерживать чрезмерное нагревание. Когда он становится слишком горячим, он может начать деформироваться и трескаться в более тонких местах. Вот почему крайне важно регулярно следить за датчиком температуры, проверять уровень охлаждающей жидкости и быстро устранять утечку охлаждающей жидкости из двигателя вашего автомобиля.
Еще одна причина растрескивания блока — слишком большое давление внутри камеры сгорания. Это часто вызвано запчастями вторичного рынка, такими как нагнетатель или турбокомпрессор. Когда давление внутри цилиндра нарастает, это может привести к тому, что блок треснет, когда оно станет слишком высоким.
Выход из строя других частей двигателя также может привести к треснувшему блоку, если его не устранить. Например, неисправный водяной насос приведет к быстрому перегреву двигателя.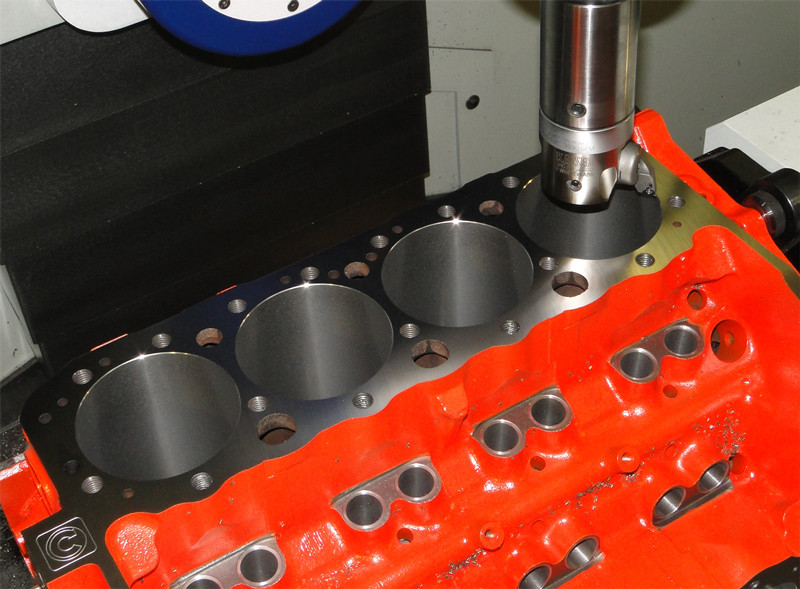 Даже если ваш водяной насос работает правильно, низкий уровень охлаждающей жидкости вызовет тот же результат. Неправильная замена масла также может привести к проблемам с блокировкой. В конце концов, накопление приведет к тому, что коленчатый вал будет создавать такое сильное трение, что он может расколоть блок. Большинство моторных масел с большим пробегом содержат специальные присадки, которые помогают предотвратить это накопление и могут помочь избежать трещин в блоке.
Даже если ваш водяной насос работает правильно, низкий уровень охлаждающей жидкости вызовет тот же результат. Неправильная замена масла также может привести к проблемам с блокировкой. В конце концов, накопление приведет к тому, что коленчатый вал будет создавать такое сильное трение, что он может расколоть блок. Большинство моторных масел с большим пробегом содержат специальные присадки, которые помогают предотвратить это накопление и могут помочь избежать трещин в блоке.
Как отремонтировать треснувший блок двигателя
Многие люди задаются вопросом, как отремонтировать треснувший блок двигателя. Починить треснувший блок непросто, и этим должен заниматься только квалифицированный механик. Одним из самых распространенных способов ремонта является сварка. Механик должен снять и разобрать двигатель, чтобы найти саму трещину. Затем он может заварить трещину, отшлифовать ее до гладкости и снова собрать двигатель.
Еще один вариант ремонта — холодная прошивка металлом. Это похоже на сварку, но выполняется при более низких температурах, чем сварка. Его часто выполняют, когда сварка невозможна. Некоторые утверждают, что сшивание холодным металлом не так прочно, как сварка, но в некоторых случаях может оказаться хорошим вариантом.
Это похоже на сварку, но выполняется при более низких температурах, чем сварка. Его часто выполняют, когда сварка невозможна. Некоторые утверждают, что сшивание холодным металлом не так прочно, как сварка, но в некоторых случаях может оказаться хорошим вариантом.
И, наконец, герметик для блоков может справиться с работой, особенно с небольшой трещиной. Эти герметики или эпоксидные смолы можно поместить в маслоналивную горловину вашего автомобиля, чтобы вы могли выполнить этот ремонт самостоятельно. Эти герметики также недороги, поэтому они могут быть хорошим вариантом, если вам нужен дешевый ремонт. Однако их применение довольно ограничено, и они не исправят значительную трещину.
Стоимость ремонта треснувшего блока
Итак, во сколько вам обойдется ремонт вашего треснувшего блока? К сожалению, это будет совсем немного. Ремонт треснувшего блока обычно стоит от 1000 до 3000 долларов. В некоторых случаях ремонт может быть даже невозможен, и вместо этого вам может понадобиться новый двигатель. Если требуется замена двигателя, то ваш счет будет еще выше. В этом случае вы можете рассчитывать на оплату от 3000 до 5000 долларов. Для более новых автомобилей со сложными двигателями ваш счет может достигать 10 000 долларов!
Если требуется замена двигателя, то ваш счет будет еще выше. В этом случае вы можете рассчитывать на оплату от 3000 до 5000 долларов. Для более новых автомобилей со сложными двигателями ваш счет может достигать 10 000 долларов!
Причина таких высоких счетов связана со сложностью ремонта. В большинстве случаев квалифицированному механику для выполнения такого ремонта требуется 20-40 часов. Если вы продолжаете водить машину и наносите дальнейшие повреждения, вам может потребоваться замена дополнительных деталей двигателя в дополнение к ремонту трещины. Во многих случаях эту проблему не стоит решать даже в старых автомобилях. Многие люди предпочитают продать их за барахло и купить новую машину. Поскольку цены на металлолом растут, это может быть хорошей идеей в настоящее время. Вы всегда должны прекратить вождение автомобиля и позволить механику проверить его при первых признаках трещины в блоке.
Практический результат
Треснувший блок двигателя может иметь серьезные последствия для вашего автомобиля и вашего кошелька. Ремонт блока цилиндров — это одна автомобильная работа, за которую вы не хотите платить, поскольку она дорогостоящая. Если герметик блока не исправит это, рассчитывайте выложить не менее 1000 долларов за этот ремонт. Если вы заметили какие-либо общие признаки треснувшего блока, прекратите вождение автомобиля до тех пор, пока вы не отремонтируете его.
Часто задаваемые вопросы
Стоит ли ремонтировать треснувший блок цилиндров?
Это зависит от возраста и стоимости вашего автомобиля. Если в вашем автомобиле еще есть жизнь, то вам, вероятно, следует его отремонтировать. Однако, если машина старая и имеет другие проблемы, ремонтировать ее не стоит. Скорее всего, лучше продать автомобиль и купить себе новый в лучшем состоянии.
Можно ли продать машину с треснутым блоком двигателя?
Большинство людей не купят машину с треснувшим блоком цилиндров. Тем не менее, вы можете продать автомобиль на свалку, в автосвалку или в службу по вывозу утильных автомобилей. Многие из этих компаний сделают вам мгновенное предложение на ваш автомобиль и приедут к вам и заберут его. Даже с треснутым блоком вы всегда можете получить несколько сотен долларов за свой автомобиль.
Многие из этих компаний сделают вам мгновенное предложение на ваш автомобиль и приедут к вам и заберут его. Даже с треснутым блоком вы всегда можете получить несколько сотен долларов за свой автомобиль.
Можно ли ездить с треснутым блоком двигателя?
Нет, с треснувшим блоком ездить нельзя. Хотя технически ваш автомобиль может некоторое время ходить с треснувшим блоком, это опасно для вас и других участников дорожного движения. Кроме того, вы нанесете больше повреждений транспортному средству, что приведет к еще большему счету за ремонт. Вы можете вызвать треснувшие головки, погнутые поршни и другие повреждения. Ездить с треснутым блоком цилиндров никогда не стоит.
Какие существуют типы блоков цилиндров?
Самый распространенный тип блока цилиндров — чугун. До недавнего времени почти все автомобили имели чугунные блоки. Однако сейчас на некоторых автомобилях стоят алюминиевые блоки. Это нужно как для снижения веса, так и для повышения производительности.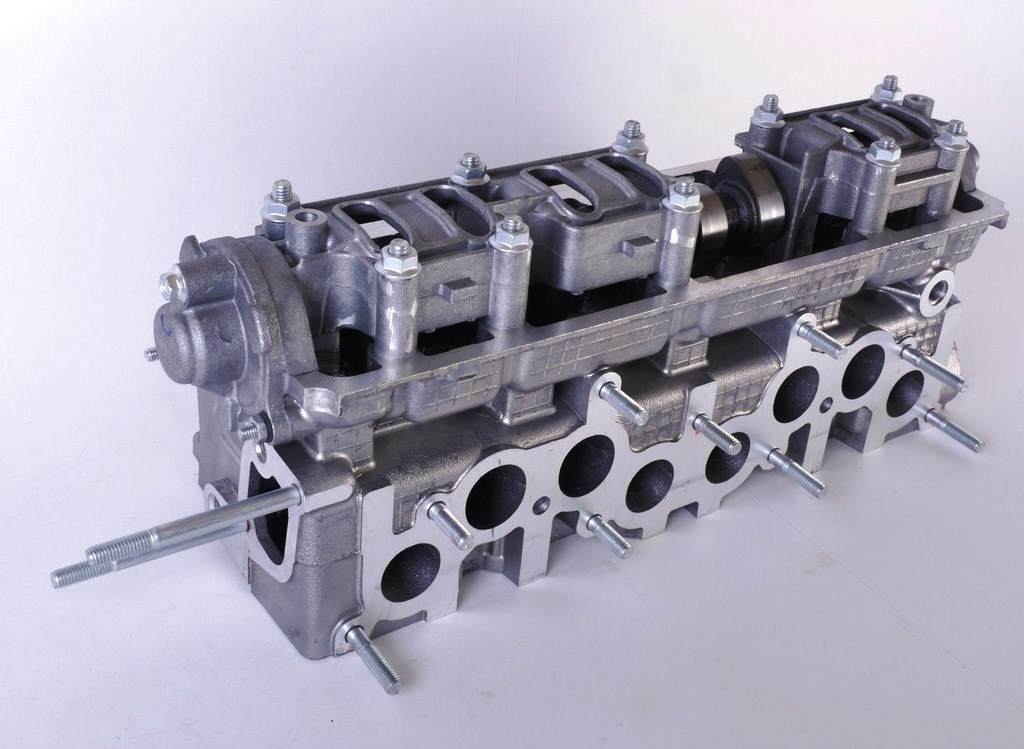 Большинство высокопроизводительных автомобилей имеют алюминиевые блоки. Эти два металла являются одними из самых прочных и надежных. Если эти металлы такие прочные, как трескается блок двигателя? Как упоминалось ранее, экстремальные температуры и избыточное давление обычно являются основными причинами. Несмотря на то, что эти металлы прочные, блоки в некоторых местах относительно тонкие. Трещины обычно возникают на более светлых участках блока.
Большинство высокопроизводительных автомобилей имеют алюминиевые блоки. Эти два металла являются одними из самых прочных и надежных. Если эти металлы такие прочные, как трескается блок двигателя? Как упоминалось ранее, экстремальные температуры и избыточное давление обычно являются основными причинами. Несмотря на то, что эти металлы прочные, блоки в некоторых местах относительно тонкие. Трещины обычно возникают на более светлых участках блока.
Ремонт и механическая обработка блока цилиндров Ever-Pac
Треснувший или поврежденный блок цилиндров не обязательно должен приводить к дорогостоящей замене двигателя или, что еще хуже, к покупке совершенно новой машины. Качественно выполненный ремонт блока цилиндров может стать рентабельной альтернативой, которая положительно скажется на прибыли вашей компании. Ever-Pac, механическая мастерская с полным спектром услуг, расположенная в Риверсайде, Калифорния, может быстро и недорого выполнить механическую обработку и ремонт цилиндров и блоков цилиндров на месте для компаний по всей Южной Калифорнии.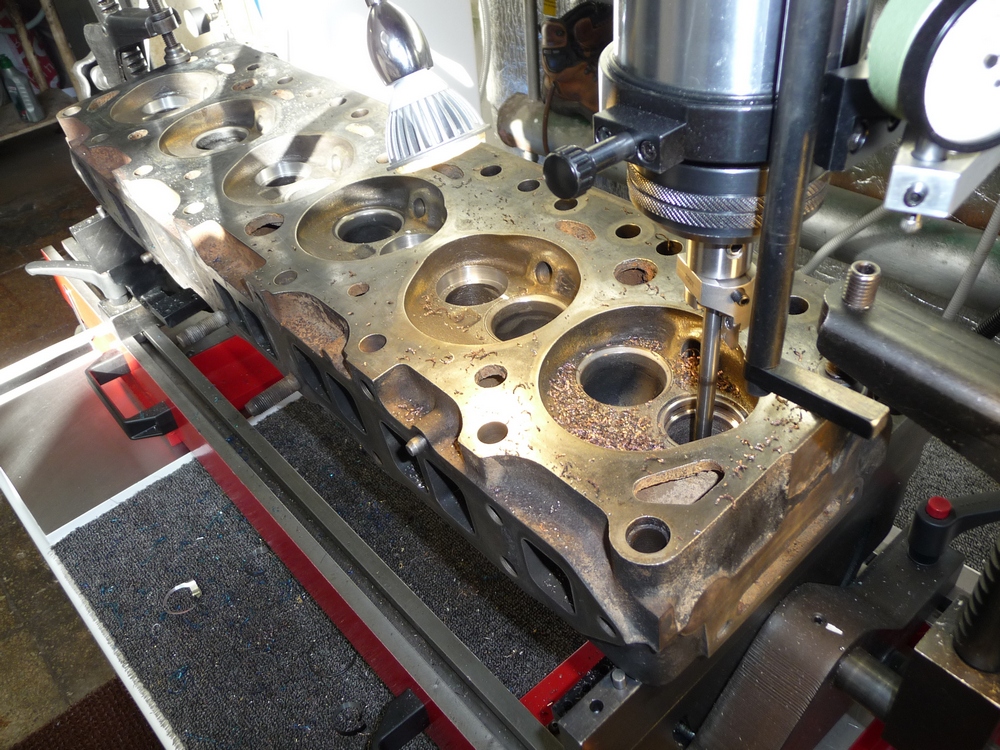
Современная технология позволяет нам выполнять механическую обработку блоков на месте
Для обеспечения эффективной обработки и ремонта блока цилиндров и блока цилиндров на месте требуется самое передовое оборудование, и это именно то, что у нас сейчас есть в нашем распоряжении. Ever-Pac теперь представляет:
«Машина для производства блоков цилиндров Rottler», что означает… Повышение нашей эффективности и улучшение обслуживания для вас!
Компания Rottler уже более 80 лет предлагает инновационные решения для точного машиностроения. Линейка оборудования для обработки блоков цилиндров Rottler включает в себя F88S, самый большой многоцелевой станок Rottler, который может легко работать с современными дизельными двигателями с большими блоками, включая модели Cat 3500 и 3600.
Эффективность и универсальность в одном станке
Массивный F88S использует самые современные технологии для обработки больших дизельных двигателей, используемых в землеройной, горнодобывающей, нефтегазовой промышленности, энергетике, судостроении и т. д.
д.
Дополнительно Программное обеспечение автоматического цикла и производство инструменты позволяют обрабатывать полные группы блоков без присутствия оператора, после настройки задания и нажатия кнопки «запуск цикла» оператор может «уйти» и выполнять другую работу, в то время как F88S завершает обработку группы блоков или основной линия носила без присмотра!
Обработка блоков на месте с помощью F88S также выполняется очень быстро. Двигатель Cat 3500 можно полностью обработать от пола до этажа менее чем за два часа. Более быстрая обработка означает, что ваш двигатель может быть снова в рабочем состоянии и продуктивным с минимальным временем простоя.
Наши опытные механики делают разницу
Наша команда квалифицированных механиков обладает опытом, позволяющим в полной мере использовать возможности обработки блоков на месте, которые может предложить F88S. Они также имеют большой опыт работы с двигателями Cat 3500 и 3600, а также других ведущих производителей. Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Вы будете спокойны, зная, что ремонт будет выполнен с первого раза.
Узнайте больше о преимуществах услуг по механической обработке блоков на месте от Ever-Pac
Ever-Pac является подразделением компании Quinn, самого надежного поставщика тяжелого оборудования в Южной Калифорнии на протяжении почти 100 лет. Обработка блоков на месте производства Ever-Pac включает в себя ту же непоколебимую приверженность поддержке клиентов и обслуживанию, которую вы ожидаете от компании Quinn.
Предлагаемые услуги:
- Ремонт блока цилиндров: Двигатели оборудования работают в условиях экстремальных температур и давлений, которые со временем могут привести к растрескиванию блоков цилиндров. В Ever-Pac у нас есть инструменты и ресурсы, необходимые для ремонта этих трещин и избавления вас от дорогостоящих затрат на замену.
- Восстановление блока цилиндров: Верните блоки цилиндров в состояние нового, выбрав услуги по восстановлению от Ever-Pac.
 Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера. - Восстановление блока цилиндров: Мы разбираем ваш блок цилиндров, чтобы полностью удалить смазку и другие остатки, которые образовались во время использования. Далее мы смотрим на состояние блока, обрабатывая его по мере необходимости. Затем мы восстановим блок цилиндров и затянем крышки, чтобы ваша машина могла работать на пределе своих возможностей.
- Наплавка блока цилиндров: Достигните оптимальной производительности, воспользовавшись услугами по наплавке блока цилиндров, которые создают плоскую головку цилиндров, полностью герметизирующую жидкости и газы прокладки головки блока цилиндров.
- Растачивание основной линии блока цилиндров: Со временем отверстия изнашиваются или повреждаются, или они могут потерять свою округлость. Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
- Втулка блока цилиндров: Отремонтируйте поврежденные или изношенные блоки цилиндров с помощью простого и экономичного процесса, который называется гильзованием.
- Растачивание блока цилиндров на месте: Что касается оборудования, которое не может быть доставлено к нам, мы приедем к вам. Мы можем предоставить услуги по растачиванию на месте крупногабаритного оборудования и блоков цилиндров.
- Ремонт блока цилиндров: Экономьте деньги, ремонтируя треснувшие, поврежденные или изношенные блоки цилиндров вместо того, чтобы инвестировать в запасные части, которые могут работать не так хорошо, как оригинальные.
- Восстановление блока цилиндров: Добейтесь состояния нового блока цилиндров путем восстановления компонента, который начинает показывать свой возраст.
- Восстановление блока цилиндров: Процесс разборки и восстановления блока цилиндров включает тщательную очистку и замену крышек и других мелких деталей, срок службы которых истек.
 Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера.
Наша команда может обслужить ваш блок цилиндров и позаботиться о небольших задачах по техническому обслуживанию и ремонту, которые помогут вашему блоку цилиндров работать так же, как когда он впервые сошел с конвейера. Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.
Они также могут выйти из строя или потерять свое центрирование. Сверление основной лески устраняет эти проблемы.