
Шлифовка головки блока цилиндров своими руками
Блок цилиндров – одна из основных деталей двигателя, напрямую влияющая на качество его работы. Нарушение нормального функционирования данного узла мотора в основном возникает вследствие деформации головки, представляющей собой закрывающую цилиндры крышку. Любая неровность или искривление этой детали препятствует нормальному прилеганию к блоку и вызывает проблемы в работе двигателя. Устранить деформацию помогает шлифовка головки блока цилиндров, которую проводят во время капитального ремонта мотора.
Когда нужна шлифовка ГБЦ
Специалисты советуют проводить проверку и шлифовку ГБЦ при выполнении любых сложных работ с элементами двигателя, связанных со снятием блока. Прямым показанием к выполнению процесса являются.
- Нарушение геометрии детали вследствие перегрева.
- После сварочных работ. Если в головке присутствовали дефекты, которые устранялись сваркой, шлифовка – обязательное действие после их завершения.


Деформация ГБЦ приводит к неплотному прилеганию прокладки, а это в свою очередь вызывает проблемы в работе двигателя:
- снижение мощности мотора;
- утечку технических жидкостей;
- сложность запуска двигателя;
- перегрев мотора.
При возникновении подобных проблем требуется внеплановая шлифовка головка блока цилиндров.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним.
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.
Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют.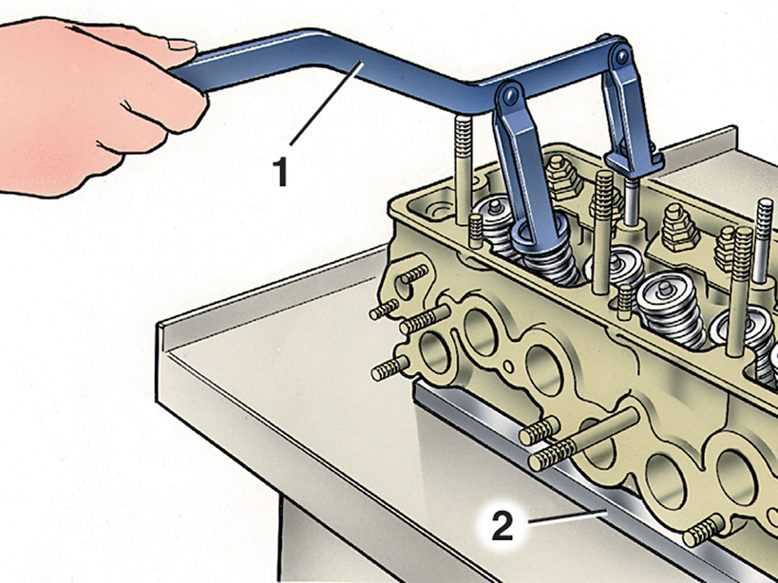
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
Шлифовка головки блока цилиндров
Вопрос шлифовки головки блока цилиндров возникает в том случае, когда прогорела прокладка под головкой. Признак прогоревшей прокладки под головкой такой, двигатель кипит, идут пузыри в радиатор, а при очень сильном прогаре прокладки охлаждающая жидкость идет в блок двигателя, масло становиться серого цвета и увеличивается в объеме. Так как наш человек многое делает своими руками не доверяя мастерским и экономя деньги на ремонт, объясню, как отшлифовать головку блока дома, самому.
Сняли головку с двигателя, увидели прогоревшую прокладку, сразу возникает куча вопросов, ровная головка, сколько стоит отшлифовать головку, где шлифуют головки, как проверить ровность головки и т.д. Здесь все проще, чем мы думаем!
Чтобы снять эти вопросы и не морочить себе голову, нужно просто взять и самому притереть головку блока в домашних условиях без специальных станков. Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Можно конечно просто заменить прокладку под головкой блока цилиндров, но если в головке блока есть неровности, долго двигатель не будет работать, сперва будет кипеть так как через не плотность между прокладкой и головкой будут проскакивать газы, а потом снова прогорит прокладка под головкой. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки.
Ну уж если сняли головку то не поленитесь притереть клапана на всякий случай и заменить сальники клапанов, эта тема есть на сайте в другой статье, поэтому ее опускаю. Всегда лучше все делать один раз, чем после замены прокладки через какое-то время притирать прогоревший клапан или менять сальники клапанов. Клапана необязательно покупать новые, если клапана в хорошем состоянии то просто притрите рабочие. Уверен что после притирки и клапанов мощность двигателя возрастет, даже если на вид клапана выглядят идеально, все равно есть вероятность что в процессе работы особенно выпускных клапанов есть небольшая не плотность. Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Фото. Начало шлифовки головки блока ВАЗ.
Перед шлифовкой головки, головку очистите от прилипшей прокладки при помощи ножа. Положите новый отрезной диск как показано на фото, руками проведите несколько раз диском по всей длине головки. Вот после этого сразу будут видны все неровности головки, все неровности хорошо видны на фото.
Фото. Отшлифованная головка блока ВАЗ.
Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Диск двигайте по всей длине головки до полной затирки всех неровностей. Хорошо отшлифованная головка видна на фото.
Совет, отрезным диском быстрей отшлифуете головку чем точильным камнем.
Шлифовка головки двигателя. Видео.
Горобинский С. В.
В.
Почему ручное портирование по-прежнему имеет значение в современном мире ЧПУ
Большинство производителей двигателей согласны с тем, что одним из наиболее эффективных способов улучшить объем воздушного потока и уменьшить турбулентность в двигателе является оптимизация формы впуска и выпуска порты вашей головки блока цилиндров посредством механической обработки. В первые дни войн за лошадиные силы формирование портов полностью выполнялось твердой рукой механика, и, хотя это был лучший метод, доступный в то время, он оставил много вопросов с точки зрения точности и согласованности — и, в конечном счете, лошадиных сил.
За десятилетия, прошедшие с тех пор, как строго ручное портирование головок цилиндров стало нормой, мир пережил несколько технологических бумов, которые принесли долгожданные изменения как в производственное оборудование, так и в компьютерные технологии. Это в конечном итоге привело к слиянию двух отраслей для создания оборудования с числовым программным управлением (ЧПУ).
Чтобы узнать немного больше об актуальности ручного портирования в современном мире и преимуществах современных методов портирования с ЧПУ — по сравнению с подходом наших гоночных предков – мы встретились с гуру головок цилиндров Джонатаном Уэйттом и Шоном Хупером, инструктором по ЧПУ и цилиндру. Главный инструктор Школы автомобильных машинистов и технологий (SAM Tech) и Тим Торрекарион, директор по маркетингу Air Flow Research (AFR).
Слесарь Air Flow Research, работающий на станке с ЧПУ Haas.
Современные преимущества портов и седла/направляющей клапана с ЧПУ
С появлением станков с ЧПУ поток высокопроизводительных головок цилиндров оптимизируется в несколько раз быстрее, чем вручную, и с гораздо более высокой точностью и согласованностью от порта до порт или сиденье к месту.
Перенос головки с ЧПУ – это работа, на выполнение которой вручную в некоторых случаях могли уйти недели, а теперь всего несколько часов. -Шон Хупер, SAM Tech
«Станок с ЧПУ будет счастливо повторять точную форму порта и камеры сгорания снова и снова с гораздо большей точностью. Это устраняет потенциальные несоответствия, которые могут возникнуть при ручном портировании головки блока цилиндров», — объясняет Джонатан Уэйтт, инструктор по ЧПУ SAM Tech. «Вы также значительно сокращаете время, необходимое для получения готового комплекта головок цилиндров. Набор головок можно сделать за несколько часов на станке с ЧПУ, в то время как полная ручная портировка может занять не менее нескольких дней».
Это устраняет потенциальные несоответствия, которые могут возникнуть при ручном портировании головки блока цилиндров», — объясняет Джонатан Уэйтт, инструктор по ЧПУ SAM Tech. «Вы также значительно сокращаете время, необходимое для получения готового комплекта головок цилиндров. Набор головок можно сделать за несколько часов на станке с ЧПУ, в то время как полная ручная портировка может занять не менее нескольких дней».
«Самое большое преимущество, которое портирование с ЧПУ предоставляет производителю, такому как AFR, — это повторяемость и согласованность от одного порта к другому. Вторым преимуществом будет сокращение времени и долгосрочных затрат», — говорит Тим Торрекарион из AFR. «Как производитель головок цилиндров, благодаря устранению необходимости придавать форму каждому порту вручную, станки с ЧПУ позволили нам значительно увеличить объемы производства наших единиц [головок] каждый день. Кроме того, у нас также есть возможность поддерживать работу машин 24 часа в сутки, 7 дней в неделю и 365 дней в году, если это необходимо».
Небольшая часть механического цеха Air Flow Research в Валенсии, Калифорния.
«Перенос головки с ЧПУ требует работы, которая в некоторых случаях могла выполняться вручную несколько недель, и превратилась в несколько часов. Еще одно огромное преимущество заключается в том, что он также устранит любые дефекты литья, такие как смещение сердечника, что значительно упростит проверку того, что все порты абсолютно одинаковы», — говорит Шон Хупер, инструктор по головке цилиндров в SAM Tech. «Одна вещь, которую многие упускают из виду, – это тот факт, что то, что вырезано на станке с ЧПУ, не делает его идеальным, во многих случаях есть преимущества в том, чтобы прийти и вручную доработать порт. Если вы не спроектируете хороший порт с самого начала, вы не получите хороший порт после того, как он будет вырезан на фрезерном станке с ЧПУ.
Ловкость по-прежнему важна!
Студент SAM Tech переносит головку блока цилиндров вручную. [Фото любезно предоставлено Стивеном Кимом]
«Много раз эти фрезерованные головки с ЧПУ фактически начинались как ручная портированная работа, которая затем сканировалась в цифровом виде и превращалась в цифровую программу ЧПУ», — говорит Торрекарион.
«Для машинистов доступно программное обеспечение, которое может диктовать данные Анализа методом конечных элементов (FEA) и Computational Fluid Dynamics (CFD) для головок цилиндров, в состоянии купить», — говорит Уэйтт. «Скорее всего, вы найдете его в использовании только у крупных производителей оригинального оборудования и ведущих производителей двигателей, в то время как большая часть гоночной индустрии послепродажного обслуживания по-прежнему использует стенд потока и высококвалифицированный ручной портировщик головки блока цилиндров».
«Головки цилиндров, проектируемые вручную, просто полагаются на шлифовальную машину, многолетний опыт и испытательный стенд», — говорит Хупер. «Для головок с ЧПУ, когда мы определились с конструкцией порта, который мы хотим использовать, может потребоваться множество программ для одной головки, в зависимости от приложения. Затем мы оцифруем этот порт и воспользуемся такой программой, как Mastercam, чтобы взять эти данные и записать траектории движения инструмента».
Моделирование порта (слева) и камеры сгорания (справа) с использованием программного обеспечения для автоматизированного проектирования механической обработки (CAMD). [Фотографии предоставлены Стивеном Кимом]
«Честно говоря, я не думаю, что ручное портирование когда-либо будет полностью прекращено, если только стоимость технологии и оборудования не будет значительно снижена до уровня, когда средний энтузиаст может позволить себе производить свои собственные детали с ЧПУ дома», — говорит Торрекарион. . «А для малых предприятий и производителей в нашей отрасли первоначальные инвестиции, необходимые для покупки программного обеспечения CFD, необходимого для цифрового проектирования и тестирования портов, просто нереальны для них. И это еще до создания программы ЧПУ для станка!»
Подход каждого производителя немного отличается
«Главная цель для нас в Air Flow Research — убедиться, что комбинация двигателей, которую строит наш клиент, будет соответствовать всем их ожиданиям — будь то уличный круизер, дрэг-кар, питаемый закисью азота, или форсированный шоссейный гонщик», — объясняет Торрекарион. «Когда к нам приступят к проектированию головки блока цилиндров, мы сначала зададим ряд вопросов, таких как; например, объем двигателя, предполагаемая цель сборки, вес автомобиля, характеристики распределительного вала и желаемый диапазон оборотов ».
«Когда к нам приступят к проектированию головки блока цилиндров, мы сначала зададим ряд вопросов, таких как; например, объем двигателя, предполагаемая цель сборки, вес автомобиля, характеристики распределительного вала и желаемый диапазон оборотов ».
«После того, как будет выбрана лучшая конструкция головки блока цилиндров для этой области применения, наша команда приступит к обработке головки на множестве станков с ЧПУ Mazak, Mori-Seiki и Haas, где на каждой рабочей станции есть контрольный список элементов, которые они необходимо завершить, чтобы обеспечить соблюдение наших стандартов контроля качества, прежде чем кто-либо из голов выйдет за дверь», — заключает Торрекарион.
«Для программы головок цилиндров SAM Tech [например, AFR] мы сначала начинаем с выяснения того, для чего будет использоваться головка — область применения, объем двигателя, диапазон оборотов и даже правила класса, если это необходимо. Затем мы всегда начинаем сначала работать над направляющей и сиденьем», — говорит Хупер. «Весь порт вращается вокруг того, какой размер, глубину и углы вы используете для работы клапана, поэтому это должно быть установлено до того, как можно будет выполнить любую другую работу. Затем мы настроим соответствие прокладок, принимая во внимание такие переменные, как, какой клапанный механизм вы будете использовать, какой тип впуска будет использоваться и должен ли он сохранить стандартное расположение порта ».
«Весь порт вращается вокруг того, какой размер, глубину и углы вы используете для работы клапана, поэтому это должно быть установлено до того, как можно будет выполнить любую другую работу. Затем мы настроим соответствие прокладок, принимая во внимание такие переменные, как, какой клапанный механизм вы будете использовать, какой тип впуска будет использоваться и должен ли он сохранить стандартное расположение порта ».
«Что касается визуализации, форма порта — это простой способ получить хорошее измерение порта. Мы также можем разрезать порт после его оцифровки, чтобы убедиться, что наши размеры верны», — говорит Хупер». Что касается CFD, мы будем использовать это программное обеспечение, когда придумываем дизайн в SolidWorks для таких вещей, как воздухозаборники и бегуны. Важно помнить, что это всего лишь инструменты, а программное обеспечение, доступное большинству населения, гораздо менее функционально, чем то, что используется многими автопроизводителями».
«В программе ЧПУ SAM Tech, как только головка цилиндра проходит критерии главного портера, она передается в наш отдел ЧПУ. Оказавшись там, мы сканируем головку блока цилиндров и делаем цифровую копию одного впускного отверстия, одного выпускного отверстия и одной камеры сгорания, используя машину для проверки и анализа FaroArm и программное обеспечение для 3D-моделирования Verisurf», — говорит Уэйтт. «FaroArm — это портативная координатно-измерительная машина (КИМ), которая записывает форму портов и камеры».
Оказавшись там, мы сканируем головку блока цилиндров и делаем цифровую копию одного впускного отверстия, одного выпускного отверстия и одной камеры сгорания, используя машину для проверки и анализа FaroArm и программное обеспечение для 3D-моделирования Verisurf», — говорит Уэйтт. «FaroArm — это портативная координатно-измерительная машина (КИМ), которая записывает форму портов и камеры».
SAM Tech использует координатно-измерительную машину FaroArm (CMM) для записи в цифровом виде формы отверстия и камеры сгорания, которые затем визуализируются с помощью программного обеспечения для 3D-моделирования. [Фотографии предоставлены Стивеном Кимом]
«После того, как мы соберем всю оцифрованную информацию для головы с помощью FaroArm, мы можем использовать программное обеспечение для автоматизированного проектирования (CAD) для создания 3D-моделей портов и камеры», — продолжает Уэйт. «Использование Mastercam Программное обеспечение для автоматизированного проектирования механической обработки (CAMD), мы можем указать, как именно головка будет вырезана на станке с ЧПУ, и после того, как ориентация задана, мы применяем траектории движения инструмента для вырезания портов и камеры. После того, как траектории инструмента будут выполнены, наша команда затем запустит симуляцию процесса обработки, чтобы убедиться, что все режется правильно. После проверки мы можем перенести программу из Mastercam на нужный станок с ЧПУ и наконец-то приступить к портированию головок цилиндров!»
После того, как траектории инструмента будут выполнены, наша команда затем запустит симуляцию процесса обработки, чтобы убедиться, что все режется правильно. После проверки мы можем перенести программу из Mastercam на нужный станок с ЧПУ и наконец-то приступить к портированию головок цилиндров!»
Итоги
Крупные производители, такие как Air Flow Research, могут получить первоначальные шестизначные (или более высокие) инвестиции в новейшее оборудование с ЧПУ и соответствующее программное обеспечение. Для производителя оборудование окупится в долгосрочной перспективе за счет значительного увеличения ежедневного объема производства, улучшения контроля качества и сокращения трудозатрат, необходимых для выполнения каждой работы.
Но до тех пор, пока первоначальная стоимость оборудования с ЧПУ и его программного обеспечения остается за пределами финансовой досягаемости вашего магазина средней производительности или даже энтузиаста, всегда будет потребность в высококвалифицированных механиках, которые гордятся портированием головок цилиндров. вручную и с опорой на проточную скамью.
вручную и с опорой на проточную скамью.
Перенос отверстий в головке цилиндров — Журнал изготовителей двигателей
Огромные значения расхода могут впечатлять, но оптимизация воздушного потока в середине подъема клапана является ключом к мощности.
Если поток воздуха через порт клапана отображается на графике для всего цикла клапана (от открытия до пикового подъема и обратно до закрытия), площадь под кривой представляет собой общий расход воздуха, который соответствует полной мощности. Таким образом, если вы можете утолщать кривую по обеим сторонам пиковой подъемной силы в диапазоне от низкого до среднего, а не просто увеличивать максимальный пик, вы получаете большую общую площадь под кривой и большую полезную мощность.
На скорость воздуха влияют не только площадь поперечного сечения и объем впускного отверстия, но и малый радиус поворота впускного отверстия непосредственно над впускным клапаном. Если кривизна радиуса слишком острая для объема воздуха, который порт пытается пропустить на высоких оборотах, воздушный поток начинает отделяться от короткой стороны радиуса. Это ограничивает поток воздуха и снижает потенциальную мощность.
Это ограничивает поток воздуха и снижает потенциальную мощность.
Таким образом, для высокой мощности оборотов вам нужна более широкая кривая на короткой стороне радиуса. С другой стороны, если вы портируете головку для уличного мотора, вам нужен хороший воздушный поток и скорость на низких оборотах, поэтому для такого применения лучше подходит острый радиус.
Для наилучшего воздушного потока рекомендуется поддерживать постоянную площадь поперечного сечения впускного отверстия до точки, где начинается радиус короткой стороны. Внезапные изменения в районе порта могут привести к ускорению или замедлению движения воздуха. Объем портов также должен соответствовать объему двигателя и оборотам. Головка Chevy V8 с небольшим блоком и объемом портов 180 куб. см была бы хорошей головкой для уличных поездок, но для высокооборотного гоночного двигателя вам понадобятся порты большего размера.
Приподнятое расположение порта в головке блока цилиндров также помогает выровнять и улучшить поток воздуха. По этой причине многие головки вторичного рынка имеют приподнятые порты. Но если вы выберете приподнятые головки портов или поднимите расположение порта, переместив отливку, вы также должны убедиться, что новое расположение порта совпадает с портами во впускном коллекторе.
По этой причине многие головки вторичного рынка имеют приподнятые порты. Но если вы выберете приподнятые головки портов или поднимите расположение порта, переместив отливку, вы также должны убедиться, что новое расположение порта совпадает с портами во впускном коллекторе.
Одним из способов визуализации конфигурации порта является создание 3D-модели порта. Заливая резиновую смесь в порт и давая ей высохнуть, вы можете вынуть отливку, чтобы лучше увидеть, как на самом деле выглядит порт. Или вы можете воспользоваться высокотехнологичным подходом и создать цифровую карту порта с помощью устройства трехмерного точечного построения и импортировать данные в программное обеспечение CAD / CAM для дальнейшего анализа и визуализации.
Испытание потока во влажном состоянии
То, как воздух проходит через отверстия, также может влиять на распределение и смешивание топлива. Традиционный расходомер на самом деле ничего не говорит вам о том, что происходит с воздушно-топливной смесью, когда она проходит через отверстия и попадает в камеру сгорания.
Тестирование мокрого потока может выявить о потоке в порту то, что совершенно невидимо при обычном тестировании потока. Смешивание жидкости, содержащей УФ-краситель, с воздухом, когда он входит в отверстие, имитирует то, что происходит с воздушно-топливной смесью, когда она входит в камеру сгорания. Глядя на камеру снизу, вы часто можете увидеть, как жидкость скапливается или образует полосы в результате турбулентности и неправильно направленного завихрения. Игра с конфигурацией порта часто может уменьшить скопление и разделение, что приводит к потере потенциальной мощности.
Раньше, до того, как были изобретены потоковые скамьи для измерения расхода воздуха, головки портировались вручную с помощью шлифовального станка. Потребовалось много экспериментов методом проб и ошибок, чтобы выяснить, что заставляет двигатель лучше работать на трассе, а что нет. Некоторые изменения в конфигурации портов были очевидны, например, слив порта с областью чаши над клапаном и согласование портов с впускным и выпускным коллекторами. Но преимущества других изменений были менее очевидны и в некоторых случаях на самом деле ухудшали воздушный поток, а не улучшали его.
Потребовалось много экспериментов методом проб и ошибок, чтобы выяснить, что заставляет двигатель лучше работать на трассе, а что нет. Некоторые изменения в конфигурации портов были очевидны, например, слив порта с областью чаши над клапаном и согласование портов с впускным и выпускным коллекторами. Но преимущества других изменений были менее очевидны и в некоторых случаях на самом деле ухудшали воздушный поток, а не улучшали его.
Как клапаны и седла влияют на воздушный поток
Размер клапанов, углы на клапанах и седлах, а также расположение этих углов на клапанах и седлах также оказывают значительное влияние на воздушный поток. Мы затрагивали эту тему в других статьях, поэтому не будем углубляться в нее здесь. Но если обобщить основы, то углы впускных клапанов и седел больше всего влияют на воздушный поток при высоте подъема от 0,350 до 0,400 дюйма. Подъем свыше 0,400″ эффект меньше, потому что отверстие очень широкое.
Несколько углов очерчивают седло клапана и поверхность клапана, чтобы обеспечить лучший поток воздуха, чем один угол. Типичная работа 3-углового клапана на 30, 45 и 60 градусов может улучшить или не улучшить поток в зависимости от напора и области применения. Воздушный поток может варьироваться от 10 до 30 кубических футов в минуту или более в зависимости только от углов клапана. По словам одного известного главного портье, наилучшие показатели расхода могут быть достигнуты при использовании специальной фрезы для седла клапана с четырьмя или семью углами, а не обычной фрезы с тремя углами, которую используют в большинстве магазинов.
Типичная работа 3-углового клапана на 30, 45 и 60 градусов может улучшить или не улучшить поток в зависимости от напора и области применения. Воздушный поток может варьироваться от 10 до 30 кубических футов в минуту или более в зависимости только от углов клапана. По словам одного известного главного портье, наилучшие показатели расхода могут быть достигнуты при использовании специальной фрезы для седла клапана с четырьмя или семью углами, а не обычной фрезы с тремя углами, которую используют в большинстве магазинов.
На некоторых высокопроизводительных двигателях разрезание седел впускного и выпускного коллекторов на 50–55 градусов обеспечивает наилучшие показатели воздушного потока и производительности. Расположение седла клапана как можно дальше от поверхности клапана не только увеличивает эффективный диаметр отверстия, но и способствует лучшему охлаждению клапана
.
Требуется ли перенос?
С таким большим количеством головок цилиндров, доступных сегодня на вторичном рынке, с превосходными «литыми» портами и портами, обработанными на станке с ЧПУ, вы можете заказать практически все, что захотите, при условии, что ваш клиент может себе это позволить. С другой стороны, если вы ищете преимущество в производительности или разрабатываете пользовательское приложение, для которого нет существующих головок, то единственным вариантом может быть перенос ваших собственных головок — это или отправка головок профессиональному носильщику для пусть их переработают.
С другой стороны, если вы ищете преимущество в производительности или разрабатываете пользовательское приложение, для которого нет существующих головок, то единственным вариантом может быть перенос ваших собственных головок — это или отправка головок профессиональному носильщику для пусть их переработают.
Последнее рекомендуется, если у вас мало или совсем нет опыта переноса. Лучше позволить кому-то, кто знает, что он делает, портировать головы, чем самому испортить отличный набор головок! Знающий старший портье может очистить чаши, поднять крышу впускных и выпускных отверстий и, вероятно, найти вам дополнительные 30-40 лошадиных сил за минимальные деньги.
Разработка профиля порта
До использования скамеек управления потоком главный портье мог определить, улучшила ли его работа воздушный поток, если бы машина ехала быстрее на трассе или двигатель выдавал больше мощности на динамометрическом стенде. Сегодня у нас есть потоковые стенды, которые могут генерировать и отображать все виды данных. Вы можете сравнить цифры «до» и «после», чтобы увидеть, движетесь ли вы в правильном направлении или нет.
Вы можете сравнить цифры «до» и «после», чтобы увидеть, движетесь ли вы в правильном направлении или нет.
Если вы начинаете разработку нового профиля порта с нуля, вам необходимо отшлифовать и протестировать, затем еще немного отшлифовать и протестировать, и повторять до тех пор, пока вы не будете удовлетворены результатами.
Методы портирования
Для легкого согласования портов и смешивания чаши без существенных изменений площади поперечного сечения портов или радиуса короткой стороны над впускным клапаном вы обычно можете выполнить то, что хотите, с помощью простого ручного шлифовальный станок. Алюминиевые отливки довольно легко портировать, а чугунные намного сложнее и требуют больше физических усилий и времени. Вам также нужен хороший острый резак, который будет резать быстро и чисто.
Многие мастера сужают или стачивают направляющую бобышку клапана, выступающую во впускное отверстие, чтобы устранить препятствие. Но имейте в виду, что выступ помогает поддерживать направляющую клапана, а форма и расположение выступа могут иметь большое влияние на то, как воздушно-топливная смесь направляется в камеру сгорания.
Если вы хотите увеличить площадь поперечного сечения и объем порта, вы должны очень последовательно увеличивать размер порта. Порт должен иметь постоянное поперечное сечение и постепенно сужаться к радиусу короткой стороны и впускному клапану. Ручное портирование комплекта головок цилиндров требует навыков и опыта для достижения согласованности. Даже в этом случае трудно добиться результатов, которые можно получить гораздо быстрее и проще с помощью портирования с ЧПУ.
С помощью портирования с ЧПУ, после того как вы разработали нужную конфигурацию порта на стенде потока, вы можете создать цифровую карту порта и воспроизвести ее снова и снова с почти идеальной согласованностью в остальных портах в головке блока цилиндров. И как только у вас будет хорошая сопоставленная конфигурация порта, вы также можете изменить ее с помощью программного обеспечения CAD / CAM для различных приложений двигателя.
Портирование с ЧПУ
Для портирования головок цилиндров на станке с ЧПУ вам понадобится станок с 5-осевой обработкой. 5-осевой станок может перемещать головку и инструменты, чтобы воспроизвести все сложные движения, необходимые для полной обработки впускных и выпускных отверстий. После того, как станок с ЧПУ запрограммирован, он работает автоматически, не требует ручного труда, кроме загрузки станка, и повторяется от одной головки к другой.
5-осевой станок может перемещать головку и инструменты, чтобы воспроизвести все сложные движения, необходимые для полной обработки впускных и выпускных отверстий. После того, как станок с ЧПУ запрограммирован, он работает автоматически, не требует ручного труда, кроме загрузки станка, и повторяется от одной головки к другой.
Движения инструмента тщательно спланированы так, что металл удаляется точно в нужных местах. Выяснение того, как программировать такие сложные движения, требует достаточного количества ноу-хау ЧПУ, а также программного обеспечения, которое подходит для работы. Если вы новичок в портировании с ЧПУ, не ожидайте, что вы начнете портировать головки цилиндров в первые несколько недель после покупки оборудования. Может пройти от шести месяцев до года, прежде чем вы сможете уверенно портировать головки с ЧПУ.
Порт, обработанный на станке с ЧПУ, обычно требует незначительной дополнительной обработки или вообще не требует ее. Он часто будет течь так же хорошо, как порт, который был сглажен и обработан шлифовальной машиной.
ЧПУ-обработка незавершенных отливок, вероятно, является самым быстрым и простым способом изготовления нестандартных головок портов. Большинство головок вторичного рынка доступны с литыми портами, портами, обработанными на станке с ЧПУ, или в виде необработанных незавершенных отливок, поэтому вы можете выполнить портирование самостоятельно. Проблема с попыткой модифицировать существующий порт заключается в том, что если отливка недостаточно толстая, вы можете протереть тонкое место в стенке порта. Кроме того, большинство этих головок так хорошо звучат из коробки, что дополнительная мощность, которую можно получить за счет дополнительных портов, незначительна.
Конечно, иногда может потребоваться портирование, если набор головок используется на двигателе с большим ходовым кривошипом или блоком вторичного рынка с большим рабочим объемом, которому требуется больший поток воздуха. Часто можно взять набор головок для послепродажного обслуживания, которые расходуют от 260 до 270 кубических футов в минуту, как из коробки, и переработать их, чтобы они обеспечивали от 330 до 340 кубических футов в минуту.