
техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
Шлифовка валов или, в принципе, операция шлифования — это процедура обработки заготовки, которая заключается в применении режущего инструмента из абразивного материала. Поверхность после такой обработки представляет собой совокупность микроследов. Их оставляют абразивные зерна, имеющиеся на инструменте. Поверхность же готового изделия отличается минимальной шероховатостью.
Описание шлифовального приспособления
Шлифовка валов проводится с применением шлифовального круга. Данный круг представляет собой тело пористого типа, состоящее из большого количества абразивных зерен. Эти зерна скрепляются между собой связкой. Кроме того, между данными зернами и связками располагаются поры. Сами по себе зерна изготовлены из очень прочного материала, а их количество достигает десятков или даже сотен тысяч.
Что касается рабочего профиля круга для шлифовки валов, то он состоит из режущих кромок зерен абразивного типа. Они располагаются на разном удалении от поверхности. Кроме того, процесс шлифовки — это процедура, во время которой снимается стружка. Из-за того что происходит снятие стружки в большом количестве, это приводит не только к измельчению материала, но и к значительному выделению тепла в зоне контакта. Именно по этой причине данная операция осуществляется лишь при наличии постоянного поступления большого количество смазочно-охлаждающих веществ.
Они располагаются на разном удалении от поверхности. Кроме того, процесс шлифовки — это процедура, во время которой снимается стружка. Из-за того что происходит снятие стружки в большом количестве, это приводит не только к измельчению материала, но и к значительному выделению тепла в зоне контакта. Именно по этой причине данная операция осуществляется лишь при наличии постоянного поступления большого количество смазочно-охлаждающих веществ.
Общие виды шлифовки
На сегодняшний день выделяется три основных вида шлифования валов — это тонкое, предварительное, чистовое. При применении предварительного типа шлифовки удается достичь точности 8-9 по квалитету. Что касается второго важного фактора — шероховатости, то она составляет от 0,4 до 6,3 мкм. Проводить шлифовку валов чистового типа можно только после того, как заготовка пройдет термическую обработку. Такая процедура позволяет увеличить точность до 6-7 по квалитету и уменьшить шероховатость до 0,2-3,2 мкм. Наиболее точный метод — это тонкое шлифование, которое позволяет достичь шероховатости в 0,025-0,1 мкм. Процесс также делится на два вида — это круглое и бесцентровое.
Процесс также делится на два вида — это круглое и бесцентровое.
Шлифовка круглого типа
Станок для шлифовки шеек коленчатого вала или для любых других изделий круглого и цилиндрического типа выполняется на круглошлифовальных станках. При этом заготовка будет монтироваться в центре, в патроне или цанге устройства. На сегодняшний день различают два основных вида выполнения круглого шлифования — это продольная подача и метод врезания.
Что касается первого типа, то это процедура, которая проходит при помощи возвратно-поступательных перемещений. В данном случае перемещается деталь относительно шлифовального круга.
Шлифовка методом врезания осуществляется кругом, ширина которого должна быть больше, чем длина участка, который необходимо обработать. В таком случае круг будет иметь подачу лишь поперечного типа. Если использовать фасонный круг, то можно обрабатывать несколько деталей одновременно. Так как данный метод является более производительным, чем с продольной подачей, то его применяют гораздо чаще на крупносерийных и массовых производствах.
Бесцентровое шлифование
Данная операция осуществляется на станках бесцентрово-шлифовального типа. В данном случае используются также способы продольной подачи и врезания.
Что касается операции с продольной подачей, то она используется для обработки гладких валов. Процедура врезания применяется для обработки валов, имеющих буртик. Данным способом можно обрабатывать детали, которые характеризуются конической поверхностью. Для этого обычно применяется ведущий круг, заправленный на конус.
Стоит добавить, что при использовании метода резания круг постепенно теряет форму и режущую способность. Довольно часто это называют засаливанием круга. Для того чтобы вернуть круг в первоначальное состояние и тем самым вернуть его эксплуатационные характеристики на прежний уровень, используется процедура правки. Данная процедура осуществляется алмазами в оправах, алмазными карандашами и т.д. Сам по себе процесс правки не влияет на шлифовку, но если провести его некачественно, то характеристики круга ухудшатся, а значит, он будет хуже проводить операцию.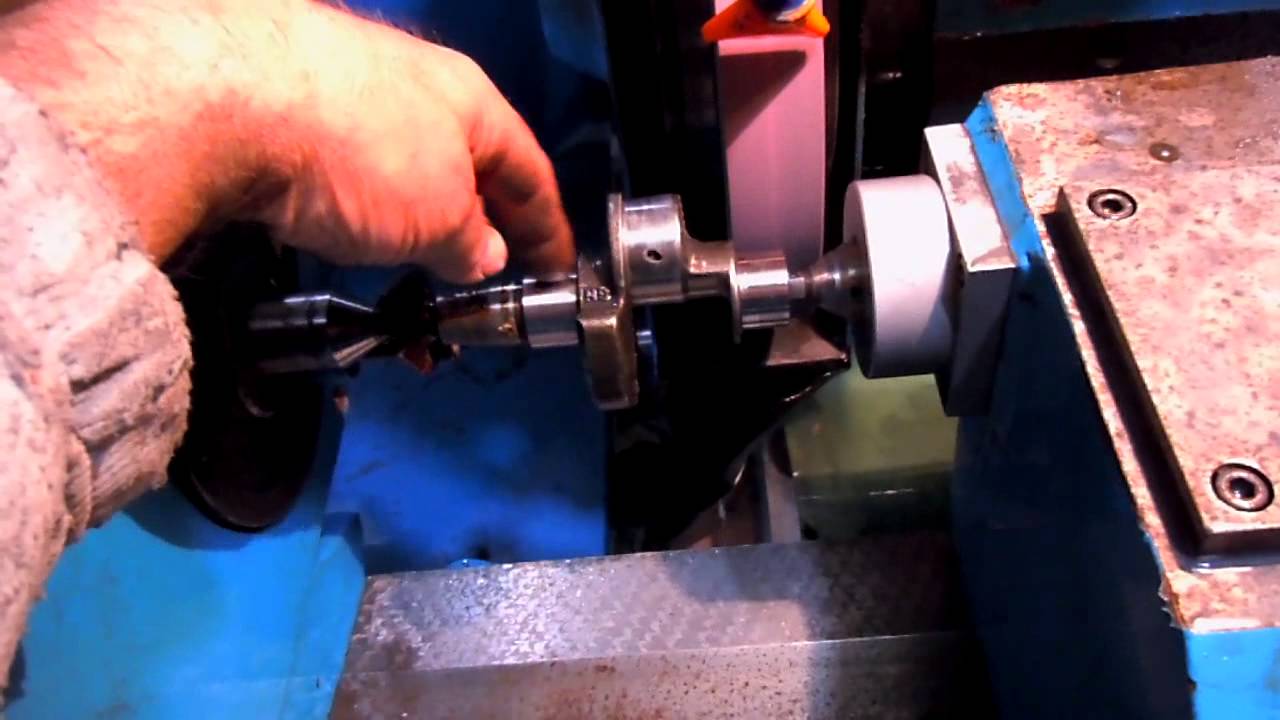
Станки для коленчатого вала
На сегодняшний день хорошим решением будет использовать станок для шлифовки коленчатых валов AMC-SCHOU.
Данное оборудование изготавливается из сверхпрочных отливок. Устройство обладает гидравлическим подводом круга, а также фиксирующими штифтами. Отличительная особенность прибора заключается в достаточно быстром регулировании подачи круга, которое осуществляется без обратной реакции.
Основная процедура, которая требуется при ремонте коленвала — это шлифовка. Данная операция позволяет исправить геометрию устройства, исправить сколы, повысить ресурс двигателя, а также снизить риск появления новых проблем.
Шлифовка шеек коленчатого вала в настоящее время позволяет устранять задиры и износы. Сам по себе процесс шлифовки данного приспособления — это опция, которая требует наличия специального станочного оборудования, а также высоких навыков специалиста.
Шлифовка рулевой рейки
Шлифовка рулевого вала — это также достаточно распространенная операция. Специалисты рекомендуют применять ее лишь в том случае, если ржавчина на приспособлении поверхностного типа. Кроме того, максимальное уменьшение диаметра допускается не более 0,1 мм. В том случае, если коррозия считается глубокой, то допускается стачивание детали на 0,5 мм, не более. Если шлифовка происходит самостоятельно, то очень важно, чтобы рабочая зона вала была идеально отшлифована. Чаще всего при ручной обработке для этого используется наждачная бумага. Обычно обработка начинается при использовании очень грубой бумаги Р80. Далее зернистость уменьшается, а для финальной обработки вовсе используется наиболее мелкая наждачная бумага.
Специалисты рекомендуют применять ее лишь в том случае, если ржавчина на приспособлении поверхностного типа. Кроме того, максимальное уменьшение диаметра допускается не более 0,1 мм. В том случае, если коррозия считается глубокой, то допускается стачивание детали на 0,5 мм, не более. Если шлифовка происходит самостоятельно, то очень важно, чтобы рабочая зона вала была идеально отшлифована. Чаще всего при ручной обработке для этого используется наждачная бумага. Обычно обработка начинается при использовании очень грубой бумаги Р80. Далее зернистость уменьшается, а для финальной обработки вовсе используется наиболее мелкая наждачная бумага.
Заводские работы
Что касается шлифовки вала рулевой рейки в мастерской или на производстве, то для этого используется специальный станок, которым должен управлять опытный токарь. При этом важно знать, что во время работы необходимо постоянно контролировать отклонение формы. Оно должно идти в соответствии с нормативными документами. Прежде чем начать ремонт, необходимо провести визуальный осмотр детали, чтобы сделать вывод о целесообразности проведения шлифовки вала.
На сегодняшний день достаточно важным аспектом процедуры стала ее стоимость. Она зависит от таких факторов, как тип штока, объем работы и толщины корродированного слоя. Основным преимуществом шлифовки силовых валов реек в мастерских стало то, что у них имеются стенды для проверки работоспособности изделия. Если появляются какие-либо недочеты, то есть возможность их моментального устранения.
Технология восстановления коленчатого вала двигателя внутреннего сгорания
Автомобиль давно перестал быть источником поклонения. Транспортное средство имеется почти в каждой второй семье. Некоторые владеют двумя и большим количеством автотранспорта. Иногда возникает необходимость восстановить работоспособность всего авто или его отдельных частей. Сердцем автотранспорта является его двигатель. При необходимости ремонта иногда может возникнуть восстановить коленчатый вал ДВС.
Дорогостоящий ремонт проводится разными способами. Предприятия автосервиса чаще предлагают приобрести мотор с разборки, так как капитальный ремонт требует полно разборки двигателя и замены запасных частей. Но никто не даст гарантии, что подобная замена окажется лучшим выходом из ситуации. Достаточно примеров от автомобилистов, которые утверждают, что установленные ДВС с автомобилей с пробегом, служат значительно меньше ожидаемого срока. Поэтому капитальное восстановление родного двигателя позволит эксплуатировать своего «железного коня» в течение всего расчетного срока жизни.
Но никто не даст гарантии, что подобная замена окажется лучшим выходом из ситуации. Достаточно примеров от автомобилистов, которые утверждают, что установленные ДВС с автомобилей с пробегом, служат значительно меньше ожидаемого срока. Поэтому капитальное восстановление родного двигателя позволит эксплуатировать своего «железного коня» в течение всего расчетного срока жизни.
Особенности производства ДВС
Для ремонта двигателей внутреннего сгорания предусмотрены десятки разных способов, способных вернуть их к жизни. Современные моторы производят на заводах, специализирующихся на выпуск только этой продукции.
Используя несколько базовых изделий энергосиловой установки, разные производители автомобилей выпускают различные модели со своим брендом. Внешне авто могут заметно отличаться друг от друга, а силовой агрегат внутри этих транспортных средств будет один и тот же.
- Мотористы выпускают не один тип мотора, у них предусмотрена линейка ДВС, отличающихся системой впуска, количеством клапанов, наличием или отсутствием турбонаддува, присутствием тех или иных опций.
 Чаще всего блок и ряд корпусных элементов практически не отличаются.
Чаще всего блок и ряд корпусных элементов практически не отличаются. - Из литейного цеха на последующую доработку на территории механических цехов приходят корпуса и крышки. На металлорежущих станках из заготовок изготавливают детали.
- Сборочные участки собирают узлы и агрегаты. Комплектуются будущие изделия.
- Главный конвейер производит окончательную сборку.
- Потом готовые изделия поступают на участок обкатки. Здесь двигатель устанавливается на обкаточный стенд.
- В течение первых двух часов запуск мотора не производится. Выполняется холодное обкатывание. В результате происходит притирка сопрягающихся деталей. Проверяют наличие дисбаланса у коленчатого вала и других механизмов.
- Потом подается топливо. Двигатель запускается. Ему позволяют поработать на разных режимах в течение часа.
- Отработанное моторное масло сливается, заменяется и фильтр очистки.
- Ставится новый фильтр, заливается свежее масло в картер двигателя. Его упаковывают для реализации на автомобилестроительный завод.
 Чаще всего блок и ряд корпусных элементов практически не отличаются.
Чаще всего блок и ряд корпусных элементов практически не отличаются.
Ремонт моторов
Эксплуатационный ремонт сводится только к регулировкам отдельных узлов. Выполняется техническое обслуживание, при котором заменяют фильтрующие элементы и расходные материалы.
Проверяют работоспособность систем питания, искрообразования, охлаждения, смазки. Современные ДВС оборудованы датчиками, которые регистрируют имеющиеся отклонения от номинальных значений. Используя соответствующие диагностические приборы, проводят экспресс-анализ всех систем ДВС. По возможности восстанавливают регулировки, отлаживают режимы работы.
Двигатели при регулярном выполнении технического обслуживания могут гарантированно работать в течение десятка лет и более. Для проведения капитального ремонта производители предусматривают мероприятия по восстановлению работоспособности.
Наибольшему износу подвержены:
- Цилиндры ДВС. Внутри них происходит процесс горения. Температура горючих газов достигает до 2200…2500 ⁰С. Часть металла может выгорать. На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
- Изнашиваются поршни, они совершают миллионы возвратно-поступательных движений. В результате происходит износ по наружной поверхности. Уплотнение достигается использованием компрессионных и маслосъемных колец, изготавливаемых из ковкого чугуна. Канавки, в которые устанавливают кольца, изнашиваются.
- Нагрузку от поршней получают шатуны. Они опираются на поршневые пальцы и шатунные шейки. В зоне контакта происходит износ. Увеличивается зазор в пальцах и шатунных шейках.
- Коленчатый вал устанавливается на опоры, после совершения нескольких десятков миллионов оборотов изнашиваются коренные шейки. Зазоры увеличиваются. Моторное масло перестает поступать к шатунам и вытекает через неплотности снова в картер.
 На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.Двигатель в разрезе:
1 – распределительный вал; 2 – поршень; 3 – цилиндр; 4 – коренная шейка коленчатого вала; 5 – шатунная шейка коленчатого вала.
Многие детали заменяются довольно легко. Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
- На место изношенных поршней устанавливают новые.
- На хонинговальных станках выполняется полировка внутренней поверхности цилиндров, восстанавливается форма. Внимание! Некоторые производители поступают проще, они комплектуют моторы новыми съемными цилиндрами. Остается только приобрести рем-комплект, и заменить поршневую группу.
- Заменяют поршневые пальцы, предварительно растачивают посадочные отверстия в головке шатунов.
- Шлифуют шатунные и коренные шейки коленчатого вала. У большинства производителей предусмотрены по 3…4 ремонтных размера вкладышей. Поэтому реальный моторесурс может быть продлен в 3…4 раза по сравнению с базовым.
После проведения всех операций собирают двигатель. Ставят его на родной автомобиль.
Схема диагностики коленвала:
Теоретически все выглядит довольно прекрасно. При правильной эксплуатации сердце автомобиля способно работать десятилетиями. Но реальность часто доказывает, что после сравнительно небольшого пробега могут возникнуть проблемы, которые устранить простыми способами затруднительно. Требуется восстанавливать самый сложный узел – коленчатый вал. Это самая дорогая деталь в двигателе. Она нагружается сильнее всех. Поэтому необходим сложный дорогостоящий ремонт.
Но реальность часто доказывает, что после сравнительно небольшого пробега могут возникнуть проблемы, которые устранить простыми способами затруднительно. Требуется восстанавливать самый сложный узел – коленчатый вал. Это самая дорогая деталь в двигателе. Она нагружается сильнее всех. Поэтому необходим сложный дорогостоящий ремонт.
Как отремонтировать коленчатый вал двигателя?
Коленчатый вал устанавливается на станок. С помощью индикаторных головок выполняют диагностику. Проводят анализ биения поверхностей и величину износа:
Большинство производителей предусматривает возможность шлифовки шеек вала на ремонтные размеры. Обычно они отличаются от номинального значения по 0,25…0,50 мм. После переточки под новое значение устанавливают новые вкладыши. Именно они компенсируют изменение параметра на новое. Для шлифовки используют комбинации станков: токарный и центрово-шлифовальный.
На поверхности видны следы износа:
- На токарный станок в центрах устанавливают коленчатый вал. Возможны две установки: в главном центре вала или центрование по шатунам.
- Потом производится проверка биения. Здесь используют индикаторные головки.
- После уточнения реальных размеров производится уточнение возможных размеров после шлифования.
- Включается станок, подается смазывающая охлаждающая жидкость (СОЖ). Выполняется процесс. Все однотипные шейки шлифуют на свой размер.
- После выполнения работы проверяют значения. Если получен ожидаемый результат, заказ отдается заказчику.
 Возможны две установки: в главном центре вала или центрование по шатунам.
Возможны две установки: в главном центре вала или центрование по шатунам.Коленчатый вал после проведения шлифовки поверхностей:
Поверхность отполирована:
Возможный вариант полировки поверхностей шеек коленвала:
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей.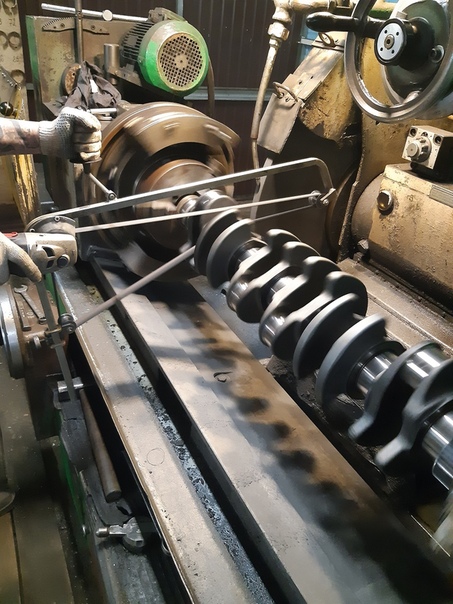 После наплавки получают наплавленный слой высокой твердости.
После наплавки получают наплавленный слой высокой твердости.
Наплавляемые швы:
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.

Технология наплавки на поверхность детали:
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы. Они дают существенную прибыль для основного производства.
Наплавка в среде флюса
Наплавку проводят под защитой флюса. Это порошкообразная среда, которая ограничивает попадание воздуха в зону образования дуги. Флюс расплавляется и образует плотную корку. После наплавки и остывания металла эту корку сбивают и приступают к шлифовальным и полировальным работам.
Схема процесса наплавки под слоем флюса:
Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.
Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Наплавка напылением
Перспективным способом восстановления коленчатых валов является напыление на поверхность шеек окислов титана. Напыление выполняется порошком, имеющим размер гранул, измеряемый микронами.
Создается разность потенциалов, в результате которой формируется стабильный процесс притяжения между частицами порошка и телом восстанавливаемой детали. Чтобы увеличить интенсивность процесса создается струя, в которой разность потенциалов достигает десятки тысяч Вольт. Попутно происходит разогрев струи, температура повышается до 4000…6000 ⁰С. Длительность процесса составляет всего несколько долей секунды. Поток порошка направляется на поверхность. Между частицами и телом детали возникает диффузия. Частичка припаивается к поверхности.
Газопламенное напыление окиси титана:
Внимание! Твердость окислов титана достигает до HRC 65…75. Такая твердость у стали и ее сплавов недостижима. Поэтому износ порошкового напыления на коленвалах может достигать миллионных пробегов автомобиля. Восстановленная деталь «ходит» в несколько раз дольше, чем планируемый ресурс у нового коленчатого вала.
Восстановленная деталь «ходит» в несколько раз дольше, чем планируемый ресурс у нового коленчатого вала.
Электроискровое напыление порошка
При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленвал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
Между роликом и деталью создается разность потенциалов. Она небольшая, здесь важна сила тока. Она достигает десятков Ампер. В результате в зоне контакта температура увеличивается до 1900…2200 ⁰С. При таких значениях между частицами и порошком образуется прочная диффузионная связь. Теперь покрытие будет удерживаться довольно прочно.
На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
Установка для электроискрового напыления:
Внимание! Установлено, что обычный двигатель ВАЗ 2106 (1600 см³) совершил пробег более 1200000 км. Его устанавливали в три кузова автомобилей. Те проработали до полного износа, а сам мотор после разборки показал, что износ коренных и шатунных шеек не превысил 0,01…0,02 мм. При таких параметрах не требуется перетачивание до следующего ремонтного размера.
Его устанавливали в три кузова автомобилей. Те проработали до полного износа, а сам мотор после разборки показал, что износ коренных и шатунных шеек не превысил 0,01…0,02 мм. При таких параметрах не требуется перетачивание до следующего ремонтного размера.
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь.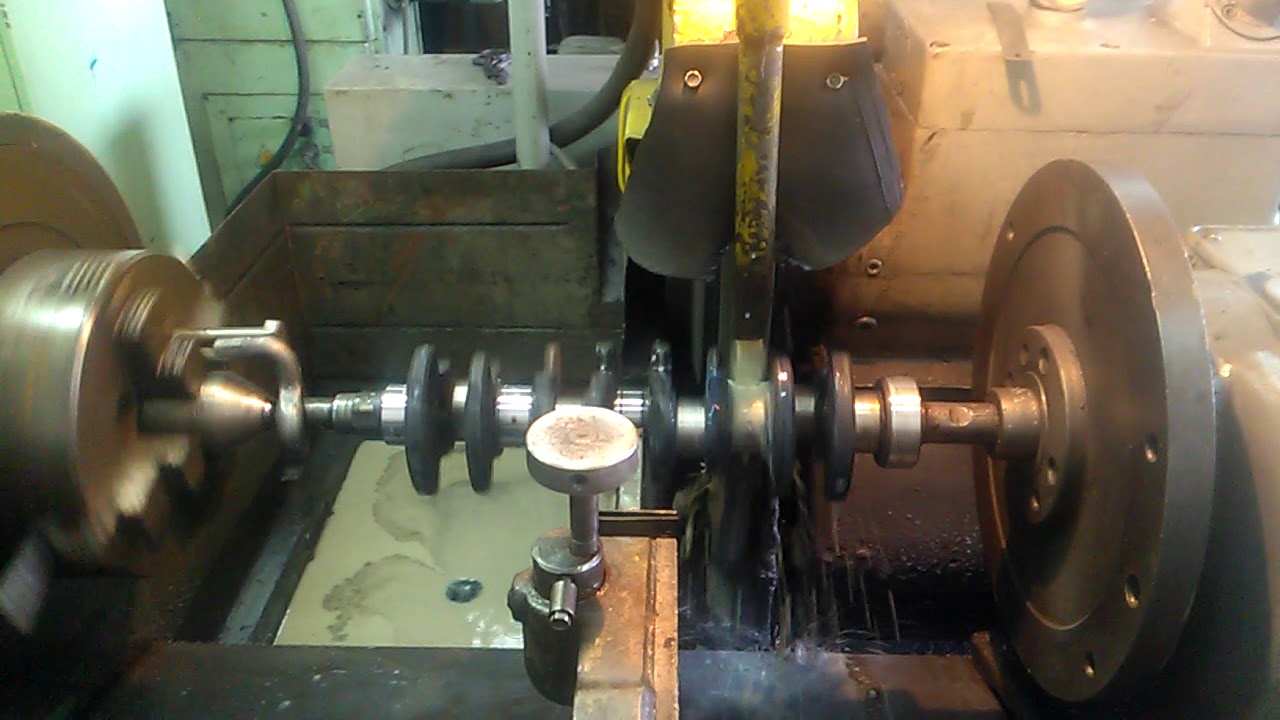 Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:
После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.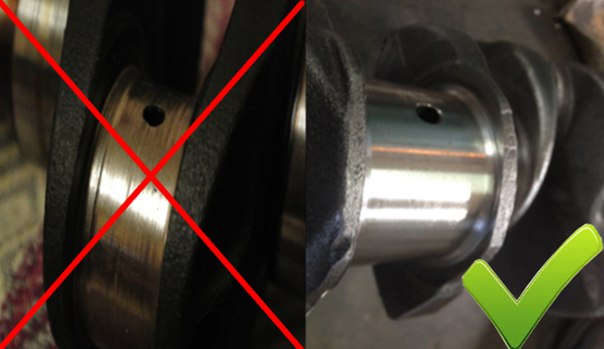
Видео: восстановление коленвала.
Заключение
- Восстановление деталей методом наплавления позволяет восстановить первоначальные размеры деталей.
- Электроискровое и детонационное напыление создают поверхностный слой, покрытый порошком, состоящим из окислов титана. Такое покрытие служит в десятки раз дольше, чем оригинальные детали, изготовленные на заводе-изготовителе.
Полировальная машинка (машинка для полировки шеек коленвала) :: ООО «Моторист»
Полировальная машинка (машинка для полировки шеек коленвала)
Простая и технологичная конструкция приспособления позволяет легко и быстро настроить его под любое ручное полирование. Универсальность и общедоступность заимствованного привода не ограничивает ремонтопригодность и обслуживание.
- Применяемый материал для ленты — КХ899
- Материал применяется для шлифования цветных металлов, стали, нержавеющей стали, титана, чугуна и алюминия
- Основа — водостойкая ткань
- Тип зерна — пробка/карбид кремния
- Покрытие закрытое
- Связующее вещество — смола
- Тип зерна Р400-Р600
Технические характеристики и комплектация изделия:
Габаритные размеры
• Длина (мм) 800
• Ширина (мм) 530
• Высота (мм) 289
Масса изделия 3,2 кг
Базовый привод: машинка шлифовальная угловая
• Питание 230V, 50Гц
• Потребляемая мощность (Вт) 680
• Частота вращения вала (мин-1) 10000
Базовая комплектация:
• Рама + ролики под ленту 25мм (комплект)
• Электропривод (комплект)
• Лента полировальная 25мм (шт. )
)
Дополнительная комплектация:
• Лента полировальная 25мм
• Ролики под ленту 50 мм (комплект 3шт.)
• Подшипники (комплект 4шт.)
Полировальная машинка (машинка для полировки шеек коленвала) SFN 2B, Berco (Италия)
Полировальная лента
Простое объяснение распределительных и коленчатых валов
Эти два вала неразрывно связаны и являются жизненно важными компонентами любого четырехтактного двигателя. Вот все, что вам нужно знать!
Двигатели, трансмиссии и передача мощности — это сложная группа шестерен, валов и стержней, которые сделали внутреннее сгорание одним из величайших изобретений человечества.
Распредвал
Распредвалы изготавливаются из чугуна или стали и чаще всего встречаются в головке двигателя, расположенной над цилиндрами.Обычно они бывают двух ориентаций:
SOHC (одинарный верхний кулачок)
DOHC (двойной верхний кулачок)
Вдоль вала проходят выступы, которые выполнены с возможностью установки под разными углами.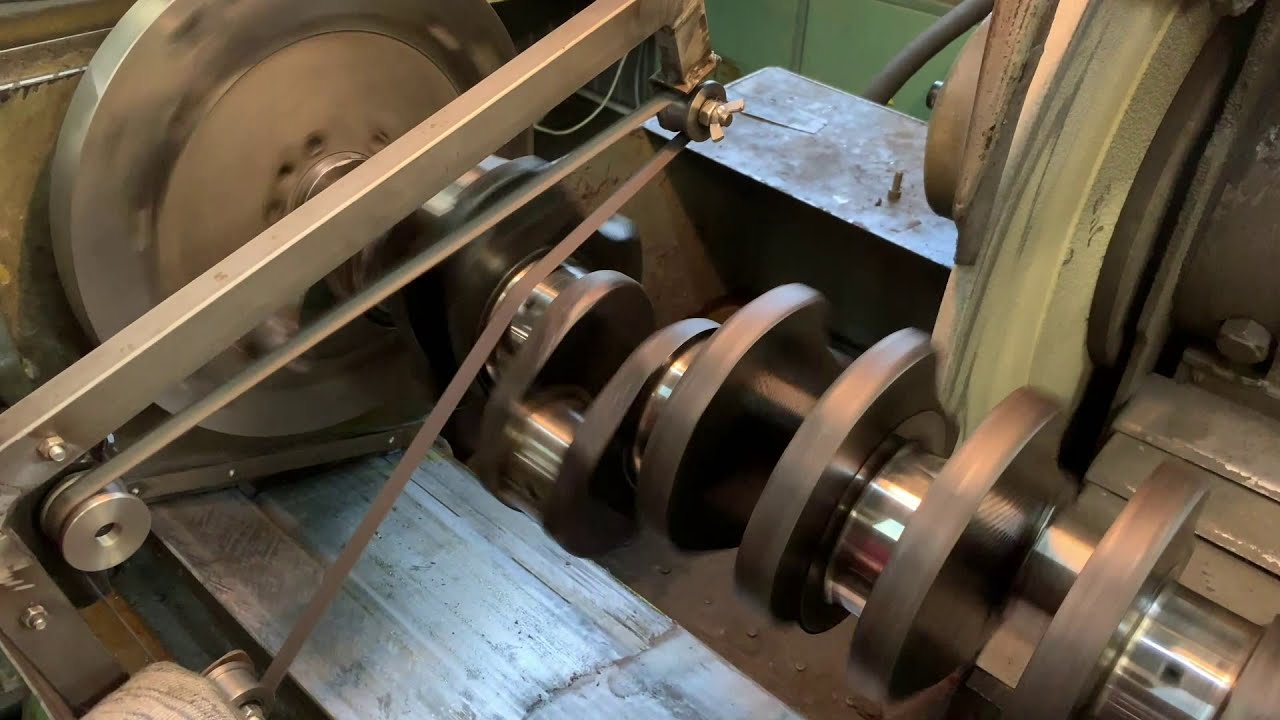 Эти кулачки расположены таким образом, что при вращении распределительного вала они входят в контакт с коромыслами, которые затем открывают клапаны двигателя. Сами лепестки имеют яйцевидную форму, причем «заостренный» конец контактирует с коромыслами, открывая клапаны в определенные моменты цикла двигателя.Это позволяет воздушно-топливной смеси поступать в цилиндр, а затем выхлопным газам выходить из цилиндра в требуемое время. Сами клапаны подпружинены, а это означает, что после того, как лепесток выполнил свою работу по открытию клапана, он естественным образом закрывается, когда пружина становится несжатой.
Эти кулачки расположены таким образом, что при вращении распределительного вала они входят в контакт с коромыслами, которые затем открывают клапаны двигателя. Сами лепестки имеют яйцевидную форму, причем «заостренный» конец контактирует с коромыслами, открывая клапаны в определенные моменты цикла двигателя.Это позволяет воздушно-топливной смеси поступать в цилиндр, а затем выхлопным газам выходить из цилиндра в требуемое время. Сами клапаны подпружинены, а это означает, что после того, как лепесток выполнил свою работу по открытию клапана, он естественным образом закрывается, когда пружина становится несжатой.

Привод распределительного вала осуществляется через камбелт (или ремень ГРМ), который синхронизируется с движением коленчатого вала.Это означает, что время открытия клапанов зависит от цикла двигателя, что позволяет избежать повреждения клапана или цилиндра из-за рассинхронизации.
В то время как система SOHC имеет распределительный вал, который выполняет движения клапана хода впуска и выпуска, система DOHC имеет два распределительных вала над каждым блоком цилиндров — впускной распределительный вал и выпускной распределительный вал. Таким образом, в рядном четырехцилиндровом двигателе с SOHC в головке двигателя будет просто один распределительный вал. Но в V8 с SOHC всего будет два распредвала (по одному с каждой стороны от V).
5 МБ
Здесь вы можете увидеть лепестки сдвоенных верхних распределительных валов, открывающих клапаны двигателя на каждом такте.
Самые экстремальные распредвалы имеют форму тех, что используются на Bugatti Veyron.С W16 для поддержания формы Veyron использует четырехкулачковую систему с 64 лепестками. Это позволяет распределительным валам открывать все 64 клапана, которые присутствуют в левиафане двигателя, и спроектированы с максимальными допусками, чтобы силовая установка Bugatti работала правильно.
Коленчатые валы
Красивый коленвал от W16 Veyron Коленчатые валы обычно изготавливаются из стали и располагаются под цилиндрами и поршнями в блоке цилиндров.Их задача — преобразовать вертикальное движение поршней во вращение, которое передается на маховик, а затем на трансмиссию.
Штифты кривошипа рассчитаны и расположены таким образом, чтобы каждый цилиндр мог перемещаться от верхней мертвой точки к нижней мертвой точке и обратно, передавая это возвратно-поступательное движение во вращение вала.Соединение между поршнями и шейками кривошипа осуществляется через шатуны, «большие концы» которых соединяются с шатунными шейками.
5 МБ
Лучшая цена на полировальную машину своими руками — Выгодные предложения на полировальную машину своими руками от глобальных продавцов полировальных машин своими руками
Отличные новости !!! Вы попали в нужное место для приобретения полировальной машины своими руками.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая самодельная полировальная машина в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свою полировальную машинку своими руками на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, так как эта лучшая самодельная полировальная машина в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свою полировальную машинку своими руками на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в своей полировальной машине и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести diy polishing machine по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести diy polishing machine по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сделай сам — Википедия
Tento článek není dostatečně ozdrojován a může tedy obsahovat informace, které je třeba ověřit .Jste-li s popisovaným předmětem seznámeni, pomozte doložit uvedená tvrzení doplněním referencí na věrohodné zdroje.

Сделай сам (DIY) (česky doslova «Udělej si sám») je druh kultury, ve které si člověk sám, tzn. Bez profesionální podpory, zhotoví užitečný výrobek, který slouží jemu nebo ostatním lidem.
Конкретные проблемы: neozdrojovaná tvrzení, zaměňuje se přirozený Historický vývoj a novodobé hnutí
Praktiky DIY byly lidstvu známy odpradávna. Zpočátku to byl převládající způsob vylepšování si životní úrovně a pohodlí lidí.Teprve během starověku se rozšířila řemesla a řemeslníci — специалист. V průběhu středověku, novověku a především díky průmyslové revoluci si lidé v rozvinutých kulturách, především v Evropě a v Severní Americe, zvykli výrobky a služebami služtásys spirits.
Moderní kultura DIY se začala rozšiřovat v 50. letech v západní Evropě a Severní Americe, v 60. letech i mezi studenty high škol jako forma protestu proti estetické úrovni některlových.Byla to také ale forma politického protestu proti konzumnímu způsobu života a proti praktikám některých mezinárodních korporací — Coca-Cola (nekalé obchodní praktiky dc.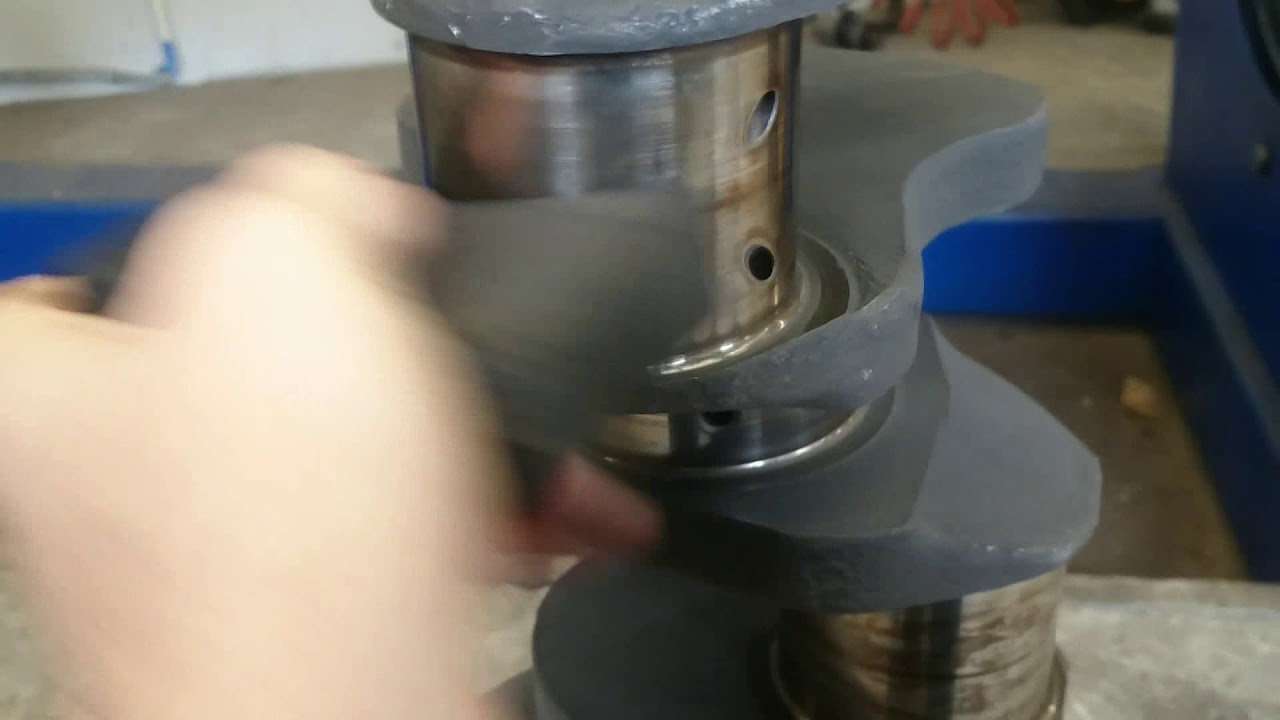 Jedním z hesel hnutí Udělej si sám je «Mysli globálně, jednej lokálně». [zdroj?] Autorství tohoto protiglobalizačního hesla je připisováno Jacquesi Ellulovi.
Jedním z hesel hnutí Udělej si sám je «Mysli globálně, jednej lokálně». [zdroj?] Autorství tohoto protiglobalizačního hesla je připisováno Jacquesi Ellulovi.
Ve východní Evropě kvůli panujícím totalitním společenským režimům měl tento jev dosti odlišnou podobu v tom smyslu, že:
- напомахал звёздный релятивне низкоу животни уровень обывательства властний выробоу нектерич друх недостаткового збожи, что небыло на трху бежне доступности
- byl i jistou formou relaxace, seberealizace a úniku od všední reality, což se projevovalo zejména в областях chataření, chalupaření, zahrádkářství, trampingu, turistiky apod.
- в области культуры, что было разработано для получения изображения в самиздатовском выдавани, тисковин, любительский музыкальный центр, в любительском художественном творчестве и репродукции.
Tvorba typu «z nouze ctnost» была vládní nomenklaturou podporována, plerována i trestána vězením.
Сделаю сам
Прямо сейчас в Австралии свадьбы могут продолжаться только при участии не более пяти человек — пары, празднующего и двух свидетелей (хотя Вашингтон, похоже, станет первым штатом, который расслабится, объявив, что со следующей недели могут присутствовать до 10 человек) . Таким образом, хотя похоже, что большие свадьбы и, конечно же, свадьбы в назначенных местах, еще какое-то время будут недоступны, в архивах есть красивая маленькая свадьба на заднем дворе, которая может вдохновить — полностью из Чили. Фотографировал Дарио Варгас.
Таким образом, хотя похоже, что большие свадьбы и, конечно же, свадьбы в назначенных местах, еще какое-то время будут недоступны, в архивах есть красивая маленькая свадьба на заднем дворе, которая может вдохновить — полностью из Чили. Фотографировал Дарио Варгас. Невеста Фрэн хотела, чтобы этот день выглядел как винтаж, «немного шика на заднем дворе», — говорит она. «Мы украсили столы коридорами из мешковины ручной работы, старыми бутылками и каменными кувшинами в качестве цветочных ваз, наполненных деревенскими белыми и желтыми цветами, расставленными мной и моими подругами, и бумажными салфетками в качестве подставок.А чтобы придать атмосфере немного игривости, мы с мамой сшили разноцветные баннеры с нуля ».
Фрэн и Бен хотели сделать что-то особенное со своими свадебными нарядами. «У меня была идея использовать для Бенджамина тему old havanna , поэтому мы купили ему красивый льняной костюм кремового цвета и элегантную панамную шляпу, изготовленную на заказ для его большой головы! Который на самом деле прибыл из Эквадора ».
«Для платья мне хотелось кружева и воздуха 50-х годов. Мы также купили его на ebay, и он был изготовлен на заказ, что сэкономило нам много денег.Для своих аксессуаров я сделал вуаль в виде птичьей клетки с одним ярдом фреша из слоновой кости, гребнем и ниткой. Серьги и соответствующий браслет были Сара Ковентри, найденные на etsy, а также прекрасные заколки с цветами, которые я использовала в своих волосах ».
Пара провела церемонию единства песка, в которой также приняли участие родители, наливая песок разного цвета в одну большую вазу, чтобы символизировать слияние двух жизней. Фрэн даже смастерила себе подушку для кольца из куска желтого шелка, двух винтажных платьев и ленты! Великолепный!
Фрэн полюбила суккуленты: «Я использовала их в маленьких горшочках в качестве одолжений, у которых была карточка с информацией о посадке для каждого жеста.А мой букет, сделанный своими руками, был сделан из белых пионов и сине-зеленых суккулентов ». И с прекрасным экологически чистым подходом Бен и Фрэн с тех пор посадили все оставшиеся суккуленты на своих балконах. «Они довольно хорошо растут». — сказала Фрэн.
Бен и Фрэн решили использовать для своих свадебных канцелярских принадлежностей линейку жевательных листьев из коллекции «Сделай сам». «Мы выбрали тему листьев жевательной резинки для всех наших канцелярских принадлежностей, потому что я думал, что она действительно выражает то чувство зеленого и расслабляющего, которое мы хотели для нашей свадьбы». — сказала Фрэн. — Мы использовали милые вееры из листьев жевательной резинки в качестве любезности и для нашего гостя, так как это был солнечный день.’
Вместо классического свадебного торта пара предпочла веселые мини-кексы с ярко-синей, желтой и белой глазурью — настоящий хит у гостей, особенно детей. Их помещали на подставки для торта, сделанные из старых тарелок, купленных на блошином рынке, вместе с бутылками и каменными кувшинами. Талантливая невеста Фрэн даже сделала пару красивых птичек любви из фетра в качестве украшения для торта. Подражая жениху и невесте, надев шляпу для него и вуаль в виде птичьей клетки. Слишком милая!
В завершение дня жених Бен, музыкант, после приема вместе с парой друзей сыграл несколько специальных песен.И гостям было предложено подписать дерево в гостевой книге с отпечатками пальцев. «Конечный результат был оформлен и в настоящее время украшает нашу гостиную». Какая умная и творческая пара! Большое спасибо за то, что поделились с Фрэн и Беном!
DeepL Translate
DeepL TranslateИспользуйте бесплатный DeepL Translator, чтобы переводить свои тексты с помощью лучшего доступного машинного перевода, основанного на ведущей в мире технологии нейронных сетей DeepL.В настоящее время поддерживаются следующие языки: английский, немецкий, французский, испанский, португальский, итальянский, голландский, польский, русский, японский и китайский языки.
Перевести с на любой язык ×Тип для перевода.
Перетащите, чтобы перевести файлы Word (.docx) и PowerPoint (.pptx) с помощью нашего переводчика документов.
Популярные: с испанского на английский, с французского на английский и с японского на английский.
Другие языки: немецкий, португальский, итальянский, голландский, польский, русский и китайский.
Миллионы переводят с DeepL каждый день
Популярное: с испанского на английский, с французского на английский и с японского на английский.
Другие языки: немецкий, португальский, итальянский, голландский, польский, русский и китайский.
В настоящее время бесплатная версия DeepL Translator пользуется большим объемом трафика. Ваш перевод будет готов через $ {секунд} секунд.
Доступ временно приостановлен
Похоже, ваша сеть отправляет слишком много запросов на наши серверы. Повторите попытку позже или зарегистрируйтесь в DeepL Pro, который позволяет переводить гораздо больший объем текста.
Веб-переводчик без ограничений
Конфиденциальность данных
30 дней бесплатноили
Вернуться к переводчикуУстановив уровень формальности, я смог переводить более эффективно.
1 2 3 4 5 6 7
Абсолютно не согласен
Полностью согласен
Что вам понравилось в этом опыте или как мы можем его улучшить?
Спасибо!
Поиск баланса (Часть 1): Основы балансировки коленчатого вала
Машинистов и двигателестроителей давно учили, что при балансировке коленчатого вала его противовесы должны равняться весу вращающейся массы и равняться половине веса возвратно-поступательной массы.
Машинисты десятилетиями использовали эту формулу для расчета веса штанги.
Хотя этот метод отлично работает для большинства уличных и гоночных двигателей V8 с углом наклона 90 градусов, на самом деле практически невозможно идеально сбалансировать коленчатый вал . Это связано с тем, что балансир не может учитывать такие переменные, как давление в цилиндре, сопротивление кольца, длину стержня, фазировку противовеса, частоту вращения двигателя, длину хода, трение подшипника, вторичные колебания, пары качания и статическую массу.
Все эти факторы играют важную роль в балансе двигателя, однако традиционная математическая формула, используемая для расчета веса штанги, их полностью игнорирует.Вместо этого, расчет веса штанги основан исключительно на измерении веса при вращении и возвратно-поступательном движении, что является большим упрощением реальных динамических сил, действующих внутри двигателя, которые влияют на балансировку.
Другими словами, традиционный метод балансировки кривошипа — в лучшем случае несовершенная наука. На самом деле, он вообще не основан на какой-либо реальной науке или математике. Это просто метод, основанный на пробах и ошибках, который хорошо работает в большинстве 90-градусных кросс-плоскостей V8.
Неудивительно, что по мере увеличения оборотов двигателя и мощности в лошадиных силах традиционные методы балансировки коленчатых валов становятся менее эффективными. Самая большая проблема для производителей двигателей — выяснить, как обойти эти ограничения, чтобы как можно точнее сбалансировать коленчатый вал в соответствии с требованиями каждой конкретной комбинации двигателей. Это объясняет, почему многие производители двигателей экспериментировали с такими приемами, как превышение баланса, и почему они часто являются предметом интенсивных дискуссий.
Балансировка коленчатого вала всегда будет компромиссом, но, чтобы лучше понять, как более эффективно балансировать двигатель, мы сначала кратко изложим основы процесса балансировки. В будущих публикациях мы объясним недостатки традиционных методов балансировки, прежде чем, наконец, изучить некоторые из передовых решений, с которыми экспериментировали ведущие гоночные команды, чтобы продлить срок службы двигателя в условиях экстремальных гонок с высокими оборотами.
Основы балансировки
Правильная балансировка вращающегося узла в двигателе любой конструкции имеет первостепенное значение для достижения максимальной производительности и долговечности.Типичный хотроддер войдет в моторный цех и скажет, что хочет, чтобы его вращающийся узел был сбалансирован до одного или двух граммов. Они думают, что они хотят, чтобы вы сделали так, чтобы все поршни и штоки весили в пределах пары граммов друг от друга, но большинство производителей качественного вторичного рынка уже делают это на заводе.
Настоящая цель балансировки вращающегося узла — убедиться, что противовесы коленчатого вала компенсируют вращающие и возвратно-поступательные силы, создаваемые поршнями и шатунами.
В современных облегченных поршнях и шатунах для этого обычно требуется снятие массы с противовесов кривошипа. С чрезвычайно длинноходовыми кривошипами, которые имеют более короткие противовесы, или вращающимися узлами с очень тяжелыми поршнями и шатунами, металлические вольфрамовые вставки можно вдавить в противовесы для увеличения массы.
Масса противовесов коленчатого вала должна составлять 100 процентов массы вращения и 50 процентов массы возвратно-поступательного движения.Чтобы определить, какую массу добавить или убрать с противовесов кривошипа, необходимо индивидуально измерить все компоненты вращающегося узла на высокоточной шкале. Поршни , кольца, пальцы, фиксаторы пальцев, и малый конец шатунов перемещаются вверх и вниз по каналам и составляют возвратно-поступательную массу вращающегося узла.
Обычно к массе, совершающей возвратно-поступательное движение, добавляется от пяти до 10 граммов, чтобы учесть вес моторного масла . Большой конец шатунов и стержневые подшипники вращаются вокруг средней линии коленчатого вала и, следовательно, представляют собой вращающуюся массу.
Во время процесса балансировки к каждой шейке штока болтами прикрепляются грузы для имитации массы пары поршней и штоков. Это потому, что каждая шейка штока поддерживает два набора поршней и штоков. После прикручивания грузиков к коленчатому валу балансир раскручивает узел примерно до 750 об / мин.