
Расточка блока в домашних условиях
Начинающие мастера, которые стараются все сделать своими руками, задают такой вопрос, можно ли в гаражных условиях шлифовать блок двигателя и как это сделать.
Можно и самому расточить блок двигателя без станка, но это требует очень много времени и терпения, но сейчас я все таки растачиваю блок двигателя в специализированной мастерской, меньше хлопот. Но раньше частенько растачивал цилиндры мотоцикла сам, без станка ручной оправкой.
Этот способ расточки цилиндра можно применить, как для расточки машинного блока цилиндров, так и цилиндра мотоцикла.
Единственно Вам придется обратиться к токарю чтобы он выточил оправку, для расточки цилиндра она показана на рисунке.
Оправку для расточки цилиндра можно выточить из дерева, принцип вытачивания такой, собрались расточить цилиндр который имеет диаметр 76мм, то оправку надо выточить размером в диаметре 74мм, и длинней цилиндра миллиметров на 150 можно и больше.
После того как токарь выточит оправку, в ней надо просверлить отверстие для воротка, и ножовкой пропилить вдоль оправки паз глубиной миллиметров 10, как показано на рисунке.
Процесс расточки цилиндра вручную
Сам процесс расточки несложный, но долгий и нудный, но если есть желание и стремление, то все получится.
Оправку сделали, осталось за малым, приобрести наждачную бумагу, наждачку желательно купить с крупным зерном и влагостойкую, и один или два листа мелкой наждачтки для набивки зеркала. Все приобрели, приступайте к самой расточки цилиндра, вставьте в паз наждачку и оберните ей оправку, обильно смажьте наждачку маслом вставляйте в цилиндр, и начинайте вращать оправку с наждачкой в цилиндре.
Рис. Оправка для расточки блока
А теперь самое главное, как правильно расточить цилиндр под ремонтный размер, обмотали оправку наждачкой, попробуйте вставить ее в цилиндр, если оправка с наждачкой легко войдет в цилиндр, то под наждачку подложите бумагу, добейтесь того чтобы оправка с наждачкой входила в цилиндр туго при помощи вращения. Но не забывайте обильно смазывать наждачку маслом, с маслом цилиндр хорошо растачивается и наждачка не забивается. По мере того как оправка с наждачкой начнет вращаться легко, подкладывайте под наждачку еще бумагу. По мере расточки цилиндра, пробуйте вставлять ремонтный поршень, и как только поршень начнет туго входить в цилиндр, берите наждачку с мелким зерном, и набивайте зеркало.
По мере того как оправка с наждачкой начнет вращаться легко, подкладывайте под наждачку еще бумагу. По мере расточки цилиндра, пробуйте вставлять ремонтный поршень, и как только поршень начнет туго входить в цилиндр, берите наждачку с мелким зерном, и набивайте зеркало.
Если растачивайте цилиндр для машины, то желательно чтобы поршень в цилиндре двигался не очень плотно но стоял в цилиндре и не перемещался под собственным весом.
При расточки цилиндра мотоцикла, растачивайте цилиндр так чтобы поршень в цилиндре не болтался, но и двигался легко, так как в мотоцикле воздушное охлаждение и цилиндр нагревается намного сильней и при плотной расточки цилиндра поршень будет клинить при нагреве, обкатка мотоцикла превратиться в мучение.
Надеюсь мой опыт по расточки цилиндра поможет Вам самостоятельно расточить цилиндр.
Совет по расточке блока цилиндров
Самая лучшая расточка цилиндра делается на специальном расточном станке, цилиндр будет идеально расточен, правда это еще зависит и от мастерства расточника. Расточка вручную может не дать идеального цилиндра, а это потеря времени. Поэтому лучше не мучиться, растачивая цилиндр руками, а узнать где есть поблизости мастерская по расточки цилиндров.
Расточка вручную может не дать идеального цилиндра, а это потеря времени. Поэтому лучше не мучиться, растачивая цилиндр руками, а узнать где есть поблизости мастерская по расточки цилиндров.
Как расточить цилиндр в домашних условиях. Видео.
Горобинский С.В.
что это дает, какие нужны инструменты и пошаговая инструкция как расточить в домашних условиях (фото и видео)
02.03.20232 606 1 2 ГРМ, КШМ и ГБЦ
Автор:Иван Баранов
ГБЦ является основным узлом автомобильного двигателя и как любой другой агрегат нуждается в периодическом обслуживании. Одним из этапов ТО является расточка блока цилиндров.
Содержание
- 1 Зачем растачивать блок цилиндров?
- 1.1 Интервал проведения расточки
- 2 Инструкция по расточке блока цилиндров
- 2.
 1 Инструменты
1 Инструменты - 2.2 Процесс расточки
- 2.3 Хонингование блока цилиндров
- 2.4 Шлифовка головки
- 2.
- 3 Зачем растачивать каналы в ГБЦ?
- 4 Процесс растачивания каналов головки
- 5 Видео
 1 Инструменты
1 Инструменты[ Раскрыть]
[ Скрыть]
Зачем растачивать блок цилиндров?
Расточка блока представляет собой специальный процесс, посредством которого можно восстановить геометрию цилиндров двигателя машины.
Растачивать блок цилиндров необходимо по ряду причин:
- Благодаря выполнению этой процедуры восстанавливается естественное положение сопряженных компонентов силового агрегата относительно друг друга.
- Для возобновления оптимальной сносности и правильного расположения компонентов относительно поверхности одной только геометрии цилиндра недостаточно. Последние будут так же разбиваться при функционировании силового агрегата.
- В результате повышенного трения и напряжения, которое появляется при недостатке сносности, прочие зависимые узлы продолжат разрушаться. Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
- Также процедура расточки или хонингования часто выполняется для увеличения параметра мощности мотора. Хотя стенки цилиндров ДВС изготовляются из высокопрочной стали, этот материал имеет свойство износа при функционировании поршней. Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней.
- В результате из-за детонации горючей смеси отработанные газы поступают в картер двигателя вместе со смесью. Это приводит к снижению общего параметра мощности ДВС и силовой агрегат начинает потреблять моторную жидкость.
 Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.Интервал проведения расточки
Тот факт, что в последнее время процедура расточки выполняется реже, чем 30 лет назад, состоит в высоких технологиях. В то время было проблематично найти качественное масло или антифриз для двигателя. Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Сегодня, благодаря использованию присадок и добавок в жидкостях различными производителями износ агрегата может произойти через 200 тысяч км пробега. Сама процедура хонингования с целью тюнинга либо ремонта выполняется на специальных станках, где устройства стачиваются. Затем на силовой агрегат монтируются новые поршни, обладающие большим размером, что позволяет увеличить ресурс эксплуатации ДВС.
Артем Крупин подробно рассказал о целях, которые преследует распил каналов головки БЦ мотора.
Инструкция по расточке блока цилиндров
В домашних условиях сделать расточку на классике или другом автомобиле с двигателем 8 или 16 клапанов проблематично. Для этого потребуется много времени, поскольку процесс требует высокой точности.
Инструменты
Чтобы расточить блок цилиндров своими руками, потребуется:
- Расточный станок. Позволить себе такое оборудование может не каждое СТО, соответственно, покупать его для собственных нужд нецелесообразно с финансовой точки зрения. Можно взять станок в аренду.
- Наждачная бумага. Потребуется наждачка разной плотности, от мелкозернистой до более крупной.
- Шарошки.
- Дрель.
- Слесарный инструмент — комплект отверток, гаечных ключей и т. д.
- Патрубок. Размер шланга должен быть меньше по сравнению с расточенным каналом.
- Штангенциркуль.
Процесс расточки
Расточку нельзя выполнить на машине, поэтому силовой агрегат надо демонтировать.
Процедура расточки блока цилиндров состоит из нескольких этапов:
- Производится слив расходных материалов из силового агрегата. Под днищем машины надо найти сливную пробку, под нее подставляется старая емкость, в которую будет происходить слив рабочей жидкости. Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло. Аналогично выполняется слив хладагента из охладительной системы мотора.
- После слива жидкостей производится разбор силового агрегата. Потребителю надо демонтировать свечи зажигания, отключить все провода и патрубки от мотора. Производится отсоединение контактов от датчиков, снимаются крепления мотора, при необходимости под двигатель подставляются упоры. Процедура объемная, на нее потребуется время. После разбора основных узлов выполняется демонтаж самого блока.
- Следующим этапом будет установка ГБЦ на станину станка, который будет использоваться для расточки. Правильная фиксация по уровню дает лучший результат, поэтому головку надо оптимально зафиксировать.
- Если процедура ремонта выполняется из-за овализации каналов, то перед выполнением задачи производится замер всех измерений посредством использования микрометрических устройств. Это делается для определения степени износа. После замеров можно понять, с какой стороны и сколько мм стали надо снимать.
- Затем начинаются ремонтные работы по расточке. Выполнить их правильно самостоятельно невозможно, в частности если процедура выполняется автовладельцем впервые. У мастера должна быть квалификация. В случае когда станок не в состоянии выдержать необходимый размер, добиться оптимального результата будет проблематично. Это может в целом отразиться на работе ГБЦ мотора.
- Если процедура расточки выполнена, то производится хонингование внутренних поверхностей цилиндров.
- Следующий этап — проверка выполненных действий. Производятся замеры с помощью измерительных приборов, диаметр отверстий должен быть идентичным. Выполняется сборка силового агрегата в обратной последовательности, двигатель устанавливается на машину. Производится заправка мотора расходными веществами.
 Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло. Аналогично выполняется слив хладагента из охладительной системы мотора.
Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло. Аналогично выполняется слив хладагента из охладительной системы мотора. После замеров можно понять, с какой стороны и сколько мм стали надо снимать.
После замеров можно понять, с какой стороны и сколько мм стали надо снимать.Хонингование блока цилиндров
Отдельно следует рассказать об особенностях хонингования ГБЦ:
- Процедура выполняется в два этапа. На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом. Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе.
- Процедура чернового хонингования выполняется с обработкой поверхностей смазочно-охлаждающими расходными материалами. Это делается для того, чтобы полностью убрать из поверхности, куда наносится хон, остатки абразива, а также механические частицы.
- Затем производится финишная шлифовка, для чего потребуется мелкий абразив. Он позволит произвести задачу с повышенной точностью. Чтобы гладкость гильз цилиндров была высокой, можно дополнительно обработать поверхность абразивной пастой.
- Следующим этапом будет выполнение дополнительного кварцевания. Эта процедура не предназначена для расточки, она выполняется с целью прочистки поверхности от следов абразивов и его остатков. Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.
- Когда последний этап хонингования завершен, выполняется промывка силового агрегата от остатков металлической стружки и пыли.
 На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом. Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе.
На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом. Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе. Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.
Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.SashaDalkevich рассказал о выполнении хонинговки цилиндров ДВС и ошибках, которые нельзя допускать.
Шлифовка головки
Для выполнения шлифовки потребуется:
- точильный камень или отрезной диск;
- металлическая линейка;
- набор щупов.
Процедура выполняется в несколько этапов:
- С помощью линейки и щупов и линейки выполняется диагностика степени неровности. Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ.
- Затем надо определить возможные трещины на поверхности. Поверхность головки обрабатывается слоем медленно сохнущей краски, которая спустя определенное время убирается. Это позволит определить дефекты, а при их отсутствии выполняется шлифовка. Однако, определить трещины можно только сверху. Для диагностики дефектов внутри самого блока потребуется специализированное приспособление, с помощью которого выполняется нагрев ГБЦ. Если головка имеет дефекты, то на ее поверхности покажутся пузырьки, это обусловлено наличием давления.
- Производится демонтаж устройства с двигателя. Для выполнения шлифовки потребуется отрезной диск либо точильный камень. При выполнении задачи следует протереть клапаны и произвести замену их сальников (это рекомендуется сделать сразу). Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.
- Производится очистка поверхности ГБЦ от остатков прокладки, для этого применяется канцелярский или обычный нож.
- Диск устанавливается на ГБЦ, он проводится несколько раз по поверхности. Можно использовать точильный камень, но эта процедура выполняется дольше. При шлифовке обязательно надо узнать максимально возможную величину глубины, иначе может возрасти степень сжатия и поменяется межцентровое расстояние. При выполнении шлифовки движения по поверхности ГБЦ будут плавными, желательно, чтобы они были в виде нуля или восьмерки. Обработка поверхности выполняется до момента, пока с нее не будут удалены все неровности.
- В конечном итоге владелец машины должен добиться максимально зеркальной поверхности ГБЦ, что позволит обеспечить оптимальное уплотнение. После шлифовки ГБЦ устанавливается на место.
 Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ.
Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ. Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.
Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.Перед выполнением шлифовки ознакомьтесь с техническим руководством к машине, в нем производитель может указать максимально возможную глубину шлифовки.
Каналом KV Avtoservis представлен процесс самостоятельной шлифовки ГБЦ автомобиля в условиях гаража.
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
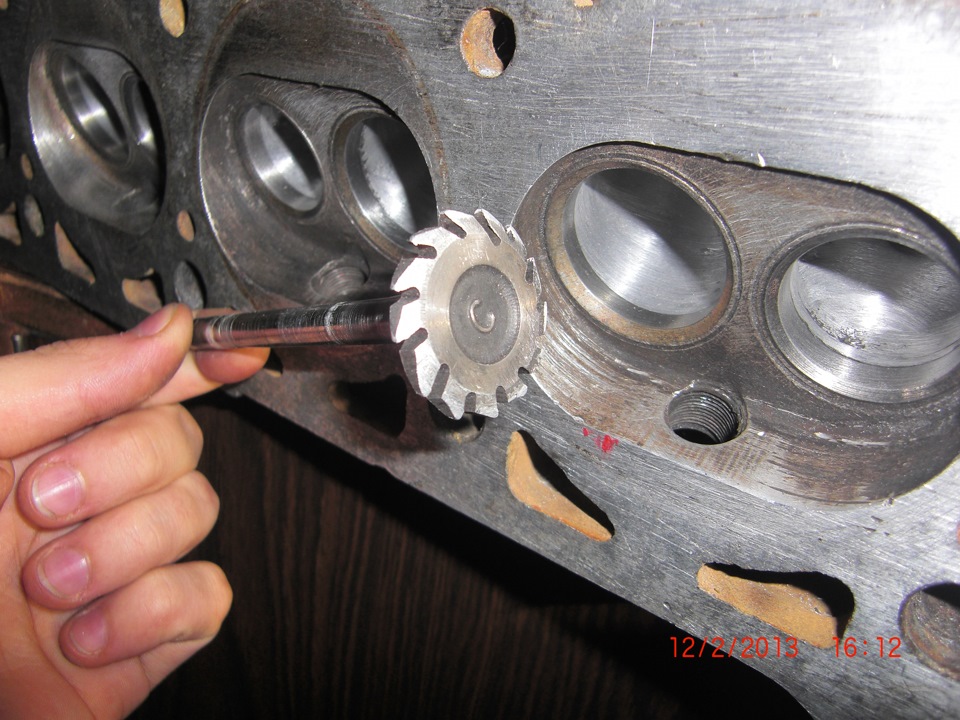
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.

Видео
Простой, но менее эффективный и точный метод шлифования ГБЦ и самого блока представлен пользователем kosmos101980.
Загрузка . ..
..
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (100.00%)
Нет
Недорогое качественное хонингование для небольшой мастерской
Мы с сыном руководим небольшой мастерской
по ремонту двигателей и изготовлению машин на заказ в сельской местности
Миссури. Мы стараемся все время работать как можно лучше.
Независимо от того, восстанавливаем ли мы двигатель Ford 8N или 427 Corvette,
мы одинаково тщательно выполняем эту работу. Когда наши клиенты
забирают свои детали, они уверены, что работа была
выполнена правильно.
Кому следует прочитать эту статью?
Эта статья была написана для механика небольшого цеха
, в распоряжении которого может оказаться не все высокотехнологичное оборудование
в мире. Этот небольшой магазин
старается выпускать качественную работу и при этом получать прибыль. Кроме того,
, если какой-либо из следующих «предупреждающих знаков» существует в вашем магазине
, вам следует прочитать эту статью о хонинговании:
- Кажется, что двигатели, которые вы растачиваете и хонингуете, используют масло
- Вы чувствуете поршневые кольца, которые входят в 9Комплекты двигателя 0003 заставляют двигатели использовать масло и имеют избыточный прорыв газов.
- Вы ненавидите хонинговать двигатели, потому что у вас всегда
конические цилиндры. - В прошлый раз, когда вы пытались заточить двигатель,
точилка заклинила, и сверло выкрутило вам руки и ударило вас
в местах, которые я не могу упомянуть в этой статье.

Источник информации
Я пытался использовать 35-летний опыт работы в автомастерской
плюс то, что я видел, как другие делали и то, и другое
правильно и неправильно, и впихнуть все это в эти несколько коротких страниц о
оттачивании. Если то, о чем мы здесь говорим, поможет вам лучше справляться с оттачиванием двигателей
и зарабатывать больше денег, мы сделали свою работу.
Мы с сыном любим работать в механическом цехе,
, но мы обнаружили, что мы должны получать прибыль, чтобы оставаться
в бизнесе. Нам нужно хорошо работать, чтобы клиенты
Нам нужно хорошо работать, чтобы клиенты
возвращались, и мы должны брать за это справедливую цену.
Мой торговый представитель, который звонит в наш магазин на Кубе,
МО, напоминает мне об этом очень важном моменте почти каждый раз, когда он посещает
. Он часто говорит мне, что как индустрия мы работаем слишком дешево.
Он говорит: «Ты должен брать плату за то, что делаешь».
Как читать эту статью о хонинговании
Я думаю, что большинство из нас в автомобильном бизнесе
любят листать технические журналы и рассматривать фотографии.
Мы часто читаем подписи под картинками и
думаем, что действительно усвоили то, что автор пытался нам сказать. я включил
взгляните, но вернитесь и прочитайте остальную часть истории. Я думаю,
вам нужно будет прочитать историю хотя бы раз, а то и два,
, чтобы досконально понять, что мы делаем и зачем.
Зачем точить?
Как слесари мы призваны расточить и хонинговать цилиндры двигателя
как часть нашей работы. Это факт, двигатели
Это факт, двигатели
изнашиваются – в основном из-за того, что люди делают или не делают с ними.
Если бы двигатели не изнашивались, мы бы все искали разные
работы.
Иногда мы не упоминаем о хонинговании, когда
сообщаем клиенту, что собираемся расточить его или ее двигатель, чтобы
заменить изношенные цилиндры. Доводка, пожалуй, самая трудоемкая,
наименее понятная, но самая важная часть всего процесса восстановления
. Хонингование также требует большого мастерства со стороны
Конечно, было бы неплохо иметь новый точильный станок
для восстановления наших цилиндров, но, как я уже говорил, эта статья
написана для владельца магазина, у которого нет всего оборудования
, которым он хотел бы владеть.
В нашем магазине мы используем борштангу Van Norman
, которая была моим другом более 30 лет. Я думаю, что мой 777S
пытается пережить меня. Я могу положиться на то, что моя расточная оправка каждый раз расточит
прямо, кругло и точно по размеру. Я держу инструмент
Я держу инструмент
острым, и цилиндры выглядят великолепно, когда пруток готов.
Однако я знаю, что если бы я очень внимательно посмотрел на
отверстия цилиндра, то обнаружил бы, что чистота поверхности
все еще слишком шероховатая для новых поршней или колец. Мы должны заточить цилиндры
.
Подготовка к хонингованию
Когда я заново растачиваю цилиндр, я оставляю три тысячи
(0,003″) на хонингование. Например, если я растачиваю 4,0-дюймовый цилиндр
+.030″, я сверло на 4,027 дюйма. это
оставляет .003″ для хонингования .
Очень хорошо иметь в руках поршни
, которые вы планируете использовать, до того, как вы начнете расточку
двигателя. Это позволит вам измерить поршни и убедиться, что
у вас будет правильный зазор между поршнем и стенкой цилиндра
, когда вы закончите растачивание и хонингование.Когда я
закончу расточку всех цилиндров, я снимаю двигатель с моей расточной стойки
и перемещаю его в зону нашего цеха, где я делаю
мой хонинг.
Вот важный совет, о котором следует помнить
при растачивании цилиндра двигателя. Позвольте расточной оправке
выступ над главными ребрами в картере. Например, на Chevy 350,
, я позволяю стержню опускаться до тех пор, пока он почти не начинает касаться
основного полотна.
После растачивания двигателя не протирайте
и даже не прикасайтесь к только что расточенным цилиндрам. Другими словами, держите
сними свои замасленные рукавицы со стенок цилиндра. Также не распыляйте на них ничего
. Не кладите блок обратно в горячий бак или распылитель.
Вы должны быть готовы перейти непосредственно к операции хонингования, когда
закончите расточку. Магазинные полотенца и руки в масле; даже на
чистых магазинных полотенцах есть масло. Свежерасточенный металл притягивает масло
, как магнит.
Теперь мы готовы начать хонингование нашего блока
всухую, и мы хотим, чтобы он оставался таким, пока мы не удалим .
из 0,003 дюйма, которые мы предоставили для хонингования. Найдите время, чтобы закрепить блок двигателя
так, чтобы поверхность деки была обращена вверх. У нас есть два набора
простых подставок, сделанных из углового железа, чтобы удерживать большинство блоков V6 и V8
, чтобы Когда я сажу блок на пол
, поверхности палубы обращены вверх. Деревянные бруски тоже не годятся
. Двигатель, который вы собираетесь точить, должен быть прочно смонтирован!0009
Прежде чем мы начнем, давайте поговорим о
оборудовании, которое вам понадобится для заточки цилиндров двигателя. Вам
понадобится хороший набор микрометров и эталоны для их проверки. Циферблатный нутромер
почти обязателен, но при необходимости можно обойтись и без
. В нашем магазине мы используем нутромеры Sunnen.
Вот совет, который может сэкономить вам немного денег.
плоскую поверхность, а не на моторный отсек.
 Циферблат 9Калибр 0003 будет катиться, если вы поместите его на узкую поверхность моторного отсека.
Циферблат 9Калибр 0003 будет катиться, если вы поместите его на узкую поверхность моторного отсека. Точно так же, как если уронить кусок хлеба с мармеладом,
циферблатный индикатор будет каждый раз падать на пол лицевой стороной вниз.
У вас должен быть телескопический калибр для использования с
микрометром для двойной проверки размера отверстия цилиндра до и
после хонингования. Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
AN. Мы сделали собственный приводной вал, чтобы
подходил к корпусу хона. Наша конструкция позволяет валу проскальзывать, если
хон происходит до блокировки. С приводным валом Sunnen все в порядке, но он
предназначен для откручивания в случае блокировки.
Вот еще один совет. Если вы используете хонинговальный и приводной вал Sunnen
, и он сломался, замените его. Не пытайтесь усилить
, приварив к нему дополнительный армирующий материал. Sunnen
разработал его так, чтобы он сломался, если заточка застряла.
Теперь вам нужно что-то, чтобы водить заточку. Используйте
хорошую электрическую дрель с триггерным переключателем «вкл.» и «выкл.»
. Мы используем Black & Decker Professional модель
полудюймовая дрель с реверсом. Дрель должна быть среднескоростная
.
Число оборотов в минуту, с которыми вращается сверло, и скорость
, с которой вы перемещаете хонинговальный инструмент вверх и вниз по цилиндру, определяют
угол поперечных штрихов, оставляемых хонинговальным инструментом. Крестообразные метки
помогают удерживать масло на стенке цилиндра во время обкатки.
После того, как вы начнете хонинговать свой первый цилиндр,
потратьте несколько минут, чтобы посмотреть на линии поперечной штриховки. ты будешь
быстро почувствуйте, как быстро вы должны гладить точилку. Не тратьте
много времени на измерение угла поперечной штриховки.
Не думаю, что это имеет большое значение. Стреляйте под углом
Стреляйте под углом
от 35° до 45° на линиях. Чуть больше
или чуть меньше не будет иметь большого значения.
Отделка стенки цилиндра, однако, имеет большое значение для
, так что уделяйте ей больше внимания. Держитесь подальше от старых зубчатых дрелей
с мощными двигателями и низким передаточным числом. Они
имеют такой большой крутящий момент, и им требуется слишком много времени, чтобы остановить вращение
на дрель на всю жизнь, пока вы и дрель
будете крутиться по кругу, пока дюбель не вытащится из стены!
Теперь мы должны прикрепить сверло и заточить к чему-то
, что поможет уравновесить их вес и обеспечит
упор вниз для заточки. Я использую устройство производства Sunnen
, имеющее пружину и стержень с принудительной регулировкой упора на
это. Пружина помогает поддерживать сверло и позволяет нам перемещать хонинговальный инструмент
вверх и вниз с очень небольшим усилием. Если у вас нет этого устройства
Если у вас нет этого устройства
, купите его или сделайте его.
Я прикрепляю дрель к уравновешивающему устройству
короткой цепью к резьбовому отверстию на конце
двигателя дрели. У меня есть цепная таль прямо над районом
, где я оттачиваю свои двигатели. Зацепляю узел пружины точилкой
и сверлю прямо на полиспасте. Цепная таль позволяет мне
для быстрого и очень точного подъема или опускания узла хонингования и сверления
.
Я видел много людей, пытающихся заточить блок
вручную, просто держа сверло без какой-либо опоры.
Вы напрашиваетесь на проблемы, если попробуете. Это в значительной степени покрывает
основного оборудования, которое вам понадобится. У вас уже должна быть большая часть
.
Еще один отзыв о заточке. Вы должны использовать
жесткий хонинговальный станок для хонингования блока после расточки. даже не пытайся
, чтобы заточить блок с помощью подпружиненного хона или щеточного хона. У них
есть цель в жизни, но они не предназначены для удаления металла .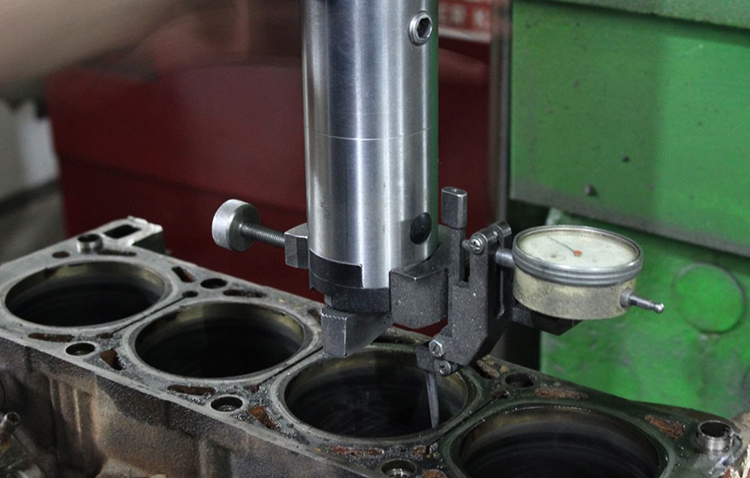 003″
003″
после растачивания! Мы установили блок двигателя таким образом, чтобы он не двигался вокруг
от крутящего момента хона Если вы собираетесь использовать пластину с крутящим моментом
во время процесса хонингования, затяните ее на месте сейчас.0009
Убедитесь, что корпус хона чистый и на нем нет масла
, и установите набор камней AN-100 (или аналогичный). Мы
начинаем сначала с крупнозернистых камней. Эти камни следует использовать в сухом виде. Они входят в отверстия на корпусе хона, отмеченные
знаком «Х». Не прикасайтесь к каменной поверхности, если можете помочь
ей.
Кстати, храните все свои наборы камней в их собственных коробках
, когда они не используются. Камни становятся согласованным набором
, как только они используются, и их необходимо хранить вместе. если один
камень повреждается, весь набор в хлам. Обычно набор камней
позволяет заточить несколько цилиндров до того, как они изнашиваются и
необходимо заменить.
Установите блок под точильный станок и надавите на точильный станок
вниз, пока он не остановится на жестком упоре на пружинном приспособлении.
Теперь, используя цепную таль, опустите хон в первый цилиндр
, пока камни не выйдут из нижней части цилиндра
. Отрегулируйте камни так, чтобы они слегка касались
стенка цилиндра.
Слегка задействуйте двигатель бура и перемещайте камни
дальше по цилиндру с помощью цепной тали
, пока они не выйдут из нижней части цилиндра примерно на один дюйм.
Когда вы почувствуете, что они только начинают ударяться о стенки картера,
слегка приподнимите цепную таль. Обратите внимание, я сказал слегка ударить сверлом,
, и двигаться медленно, пока вы опускаетесь в картер. Вы же не хотите
стучать своими новыми камнями во что-то внизу в квартале.
Положительный упор на противовесе хона
позволяет максимально глубоко погрузиться в цилиндр на
за каждый ход без ударов камней о стенки картера.
Очень важно, чтобы камни выходили из нижней части цилиндра
во время хонингования, чтобы цилиндр оставался прямым.
Теперь приступим к заточке. Поверните
, чтобы увеличить давление на камни, и начните перемещать хонинговальный инструмент
вверх и вниз по цилиндру. Пройдите весь путь вниз и свяжитесь с положительным
останавливаться при каждом ходе. Хонинг также должен выходить из верхней части
цилиндра примерно на один дюйм при каждом ходе.
Если вы слишком сильно заточите верхнюю часть цилиндра,
вы сузите отверстие. Вы должны почувствовать, какое усилие
нужно прикладывать к камням и как быстро перемещать заточку в цилиндре.
Когда камни будут правильно резать, будет немалый
дракон буровой двигатель. Если вы слишком сильно надавите на камни
, они будут издавать много шума и не будут резать быстрее. слишком много 9Давление 0003 также вызовет перегрев и изнашивание камня.
Если на сухие камни
попадет масло, они перестанут резаться и заполнятся металлом и камнем
материала. Остановитесь и попробуйте соскоблить мусор с каменной поверхности
Остановитесь и попробуйте соскоблить мусор с каменной поверхности
старым напильником. В крайних случаях я использовал растворитель лака
для очистки камней серии AN 100. Однако лучше вообще не наносить масло
на камни.
Поскольку вы работаете с этими камнями всухую, пыль
будет произведено. Используйте пылесборник или магазинный пылесос для сбора
пыли во время работы. Я обычно надеваю пылезащитную маску, пока
растачивает и затачивает. Вам нужно будет немного заточить, остановиться и измерить
, пока вы не почувствуете, как быстро металл выходит
. Используйте свой микрометр, чтобы установить циферблатный нутромер на желаемый диаметр отверстия
, и начните проверять цилиндры.
По мере заточки цилиндр нагревается.
Это может привести к ложным показаниям. Вы можете подумать, что удалили
больше металла, чем у тебя есть на самом деле. Дайте блоку остыть несколько минут
и снова проверьте. Вы хотите использовать камни AN 100
до тех пор, пока не удалите первые 0,002 дюйма металла. Сделайте все цилиндры
Сделайте все цилиндры
в блоке с сухими камнями, прежде чем переходить на более мелкие наборы камней
.
Вот совет, который Вы не найдете в книгах.
Это то, что я узнал несколько лет назад. Если для
по какой-то причине набор камней, который вы используете, или цилиндр, который вы0003 хонингование становится конусообразным, вы можете спасти день и камни
. Камни не идут от производителя коническими. Они
получаются таким образом, потому что вы недостаточно далеко выходите из нижней части,
или вы слишком далеко выходите из верхней части цилиндра.
Попробуйте это, прежде чем выбросить каменный набор. Выньте
камня из отверстий корпуса хона со знаком «Х».
Теперь вставьте их обратно в отверстия без метки «Х».
Для этого вам придется перевернуть камни вверх дном. Положите
обратно и вставьте хон обратно в конический цилиндр.
Разверните камни, повернув регулятор в противоположном направлении.
Теперь запустите сверло в обратном направлении и водите хонинговальным инструментом
вверх и вниз по коническому цилиндру.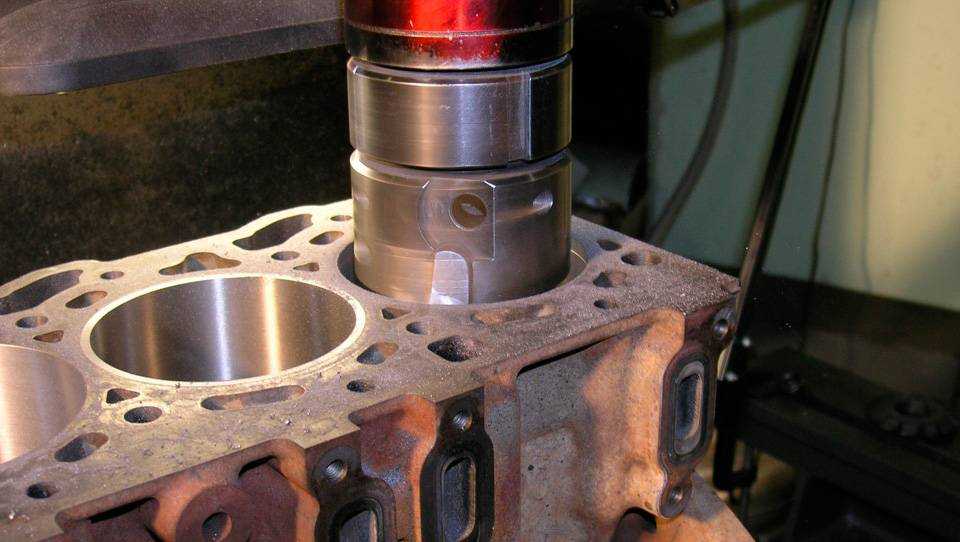 Для этого необходимо запустить дрель
Для этого необходимо запустить дрель
в обратном направлении, иначе она заблокируется. Вы удивитесь
, как быстро расправятся камни. Это также удалит
конусность цилиндра (по крайней мере, один поставщик камней
не рекомендует переворачивать камни вверх ногами и корректировать конусность
, как описано в приведенной выше процедуре. Компания говорит, что если камни
показывают конусность, их следует либо подпилить, либо поместить в выравнивающую втулку
, либо заменить новыми камнями. Когда это возможно, правильный перебег
предотвратит конусность камня. – прим. ред.).
Когда вы закончите хонингование, чтобы проверить размер цилиндра
, продолжайте перемещать хонинговальное устройство вверх и вниз, пока сверло
не перестанет вращаться. Хон обычно делает около одного или двух
оборотов после того, как спусковой крючок дрели отпущен. Требуется около 100
ударов, чтобы удалить около 0,002 дюйма металла из 4,0-дюймового цилиндра.
Обычно я считаю ходы, чтобы иметь некоторое представление о том, когда остановиться, и
проверить размер цилиндра.
Из сухого во влажное
Теперь ваши цилиндры отточены с точностью до 0,001 дюйма
от желаемого размера отделки. Они должны быть прямыми и круглыми,
и стенки цилиндров должны выглядеть блестящими и чистыми, если вы
протрите их чистой сухой тканью, а не салфеткой!
Вы должны были проверить цилиндры с
циферблатный калибр после того, как блок остынет, и теперь вы готовы
перейти к более мелкому набору камней. Установите набор АН-200 и, используя ту же процедуру
, что и с набором камней АН-100, продвиньте цилиндры
и одновременно добавьте масло для хонингования с помощью масленки насоса. Используйте большое количество масла
при заточке брусками AN-200.
После примерно 30 ходов проверьте цилиндр на размер
. Теперь вы можете отключить пылесборник. Вы сможете
почувствовать, как заточка начинает набирать скорость по мере того, как поверхность цилиндра
становится более плавным. Теперь у вас должно быть менее 0,0005 дюйма
Теперь у вас должно быть менее 0,0005 дюйма
чистового размера.
После того, как вы заточили все цилиндры с помощью
брусков AN-200, переключитесь на набор AN-300 и снова выполните хонингование маслом
в течение примерно 30 секунд. Масло будет содержать камни в чистоте, а
образует суспензию в цилиндре, когда вы затачиваете. Теперь вы должны получить окончательный размер
. Дайте блоку остыть и еще раз проверьте с помощью циферблатного нутромера
.
Хонингование блока вручную требует времени я трачу
около часа хонингования блока V-8. Требуется время, чтобы сделать работу
правильно. Вы быстро почувствуете, что происходит в цилиндре
, когда будете затачивать его вручную. Например, когда пластина
прикручена болтами к деке, вы почувствуете овальность, вызванную
крутящим моментом болта, когда вы начнете хонинговать цилиндр. По мере хонингования
вы почувствуете, что крутящий момент на сверле становится стабильным
и плавным.
Следуя вышеуказанному процессу, вы получите
с шероховатостью поверхности от 15 до 20 микродюймов. если хочешь
для более тонкой обработки поверхности используйте бруски AN-500 с маслом и отточите
еще 10-15 проходов.
Вы еще не закончили
Блок цилиндров полностью отхонингован, и вы
проверили все цилиндры на конусность и размер. Дважды проверьте
свою работу с помощью телескопического манометра и микрометра.
Вы должны всегда очищать блок перед тем, как он
покинет ваш магазин. Мы взимаем плату за один час работы по очистке блока
клиента после расточки и хонингования. Вы можете сказать клиенту, что
ему нужно почистить блок, потому что в цилиндрах много хонинговальной крошки
, но большинство клиентов не будут правильно чистить блок
самостоятельно. Если вы хотите, чтобы они имели успех с вашими работами по расточке
, вам лучше сделать эту работу самостоятельно.
Мой сын Дэвид отлично чистит блоки
после хонингования. Он использует горячую воду, Tide и хорошие щетки.
Он использует горячую воду, Tide и хорошие щетки.
Он чистит все цилиндры и все масляные каналы вручную.
Перемычки картера требуют особого внимания,
тоже. Грит любит прятаться в паутине картера. После всей ручной
работы мы моем блок под давлением очень горячей водой, а затем переносим
в ванну с уайт-спиритом в баке с чистым растворителем. Здесь мы
вручную очищаем все цилиндры чистым растворителем, чтобы удалить
воду из пор металла.
После промывки горячей водой
действовать нужно быстро, так как на стенках цилиндра практически сразу образуется ржавчина.
После промывки блока чистым растворителем поставьте внутрь лампу
корпус двигателя и посмотрите на стенки цилиндров. Они будут яркими
и очень блестящими с хорошей штриховкой. Двигатель
теперь готов к обшивке пластиком пока не собран.
Проверка вашей работы
Если вы хотите быть уверены, что хорошо выполнили
работу по получению надлежащей чистоты поверхности, приобретите профилометр
в магазине или свяжитесь с местным представителем по оборудованию
и попросите его зайдите и проверьте некоторые из ваших цилиндров на
Ра финиш. Вы не можете сказать, насколько гладкая поверхность, просто взглянув или даже потрогав пальцем. Профилометр
Вы не можете сказать, насколько гладкая поверхность, просто взглянув или даже потрогав пальцем. Профилометр
даст вам точное измерение чистоты поверхности. Наш собственный представитель
протестировал наши работы по повторному растачиванию и обнаружил, что финишная обработка
соответствует 17-20 Ra.
Подведение итогов
Я понимаю, что то, что я описал, представляет собой долгую процедуру
с множеством шагов. Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000
миль и все еще работают с очень небольшим расходом масла
и низким прорывом газов.
Мы также используем молибденовые кольца почти для каждой работы
, за исключением тех случаев, когда возникает избыток пыли. В этих двигателях
мы используем хромированные кольца. Я не говорил, что это будет легко или быстро,
, но я сказал, что вы можете сделать очень хорошую работу, если
захотите потратить время, чтобы сделать ее правильно.
Хонингование блока цилиндров с помощью Pro Stock Legend Грег Андерсон
В прошлом мы обсуждали, что разные поршневые кольца и разные области применения требуют немного разных методов хонингования. В то время как большинство сборок, вероятно, будут довольно снисходительны к заточке с числами, немного больше в одном направлении, чем в другом, NHRA Pro Stock не подпадает под это определение. Итак, когда у вас есть кто-то вроде Грега Андерсона — лучшего дайвера Pro Stock всех времен — который обрабатывает блок, ваши допуски жесткие, а цифры точны.
Современные поршневые кольца отличаются от колец десяти-двухлетней давности. Кроме того, наше понимание того, что на самом деле происходит на стенках цилиндра и в его стенках, стало более продвинутым, чем когда-либо прежде. Поэтому само собой разумеется, что сегодняшние процессы и методы отличаются — и значительно лучше — чем они были всего пару десятилетий назад. Андерсон из KB Racing вместе с Лейком Спидом из Total Seal, младшим, проходят через процесс доводки блока для современного комплекта колец.
Андерсон из KB Racing вместе с Лейком Спидом из Total Seal, младшим, проходят через процесс доводки блока для современного комплекта колец.
«Первая задача — сделать цилиндр круглым», — говорит Андерсон. Для этого есть два ключевых компонента: качественный хонинговальный станок, такой как Rottler H85AX, который использует Андерсон, и использование пластины крутящего момента на блоке. «Если бы вы отшлифовали этот блок без торсионной пластины, а затем прикрутили головку блока цилиндров, отверстие было бы совершенно другой формы», — объясняет Андерсон.
Тормозная пластина является аналогом головки блока цилиндров с зазором для доступа к отверстию цилиндра через центр пластины. Используя те же крепежные детали головки блока цилиндров, что и в двигателе, затянутые с одинаковым крутящим моментом, вы передаете все напряжения на блок, которые будут присутствовать при сборке двигателя, а затем убедитесь, что вы создаете круглую, прямую родить.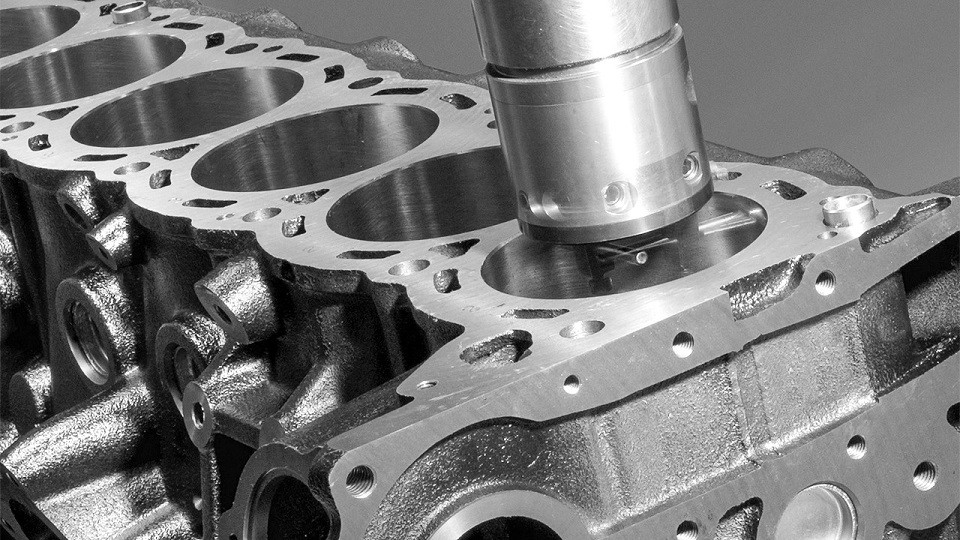
Использование деки во время хонингования приводит к тому, что к блоку прилагаются те же силы, что и к головке блока цилиндров, прикрученной болтами. Это гарантирует, что вы сделаете круглое прямое отверстие в сжатом состоянии блока.
АбразивностьПервым шагом в подготовке современного покрытия цилиндра является использование современного абразива. «Мы используем алмазный шлифовальный камень зернистостью от 170 до 200», — объясняет Андерсон. Мы ищем определенную глубину канавки, в основном, Rvk». Вы можете узнать термин «Rvk» из других наших статей о хонинговании; это измерение «глубины впадины» на поверхности цилиндра, измеренное профилометром, в микродюймах.
«Эта долина будет удерживать нефть за (или под) поверхностью, по которой движется кольцо», — говорит Андерсон. «Как мы обнаружили со временем, нам нужно, чтобы эта канавка была немного глубокой, потому что без масла у вас будут проблемы. Несколько лет назад всем нравилось очень тонко точить цилиндр. Существовало мнение, что уменьшение трения — это все. Проблема в том, что при таком чистовом покрытии у вас закончилось масло на поверхности, и вы снова оказались в сценарии с высоким коэффициентом трения».
Существовало мнение, что уменьшение трения — это все. Проблема в том, что при таком чистовом покрытии у вас закончилось масло на поверхности, и вы снова оказались в сценарии с высоким коэффициентом трения».
По поверхности не угадаешь. Единственный способ сказать, какова отделка ствола, — это использовать профилометр для фактически очень мелких изменений глубины.
Современное платоИдея отшлифовки плато не требует пояснений — как только вы создали глубокую долину, у вас будут такие же высокие вершины. Эти пики будут довольно абразивными на кольцах. Итак, идея состоит в том, чтобы сбить вершины, не касаясь долин. «Мы собираемся сгладить его с помощью хонинговального круга с зернистостью 600», — объясняет Андерсон. «CBN» или кубический нитрид бора — это современный абразив, чрезвычайно твердый и долговечный. Он способен резать чисто и быстро, предлагая минимальное накопление тепла и отличную отделку.
Сбивая вершины пиков, но сохраняя впадины, вы создаете красивую поверхность с низким коэффициентом трения, которая также способна эффективно удерживать масло. «Поверхность, по которой скользит кольцо, приятная и гладкая, с низким трением, но при этом сохраняется повышенная емкость масла», — говорит Андерсон. А с современным абразивом, таким как CBN, вы получаете окончательную отделку за меньшее количество ходов станка, что дает преимущества как в качестве, так и в производительности.
«Поверхность, по которой скользит кольцо, приятная и гладкая, с низким трением, но при этом сохраняется повышенная емкость масла», — говорит Андерсон. А с современным абразивом, таким как CBN, вы получаете окончательную отделку за меньшее количество ходов станка, что дает преимущества как в качестве, так и в производительности.
Хотя визуально измерить чистоту поверхности невозможно, можно визуально измерить угол штриховки. Для этой сборки Андерсон выбрал 30-градусный угол, который вы можете видеть здесь.
«Теперь мы подходим к конечному размеру с точностью до одной десятой тысячной с помощью алмазного хонингования, затем вы переходите к чистовому CBN с зернистостью 600, и вы действительно не снимаете лишний материал», — говорит Андерсон из процесс. «В прежние времена люди подходили на тысячную от цели и начинали снимать две или три десятых этим камнем, а затем две или три десятых этим камнем — все время отбирая свою долину. Если вы постепенно заканчиваете ствол, вы полностью избавляетесь от долины».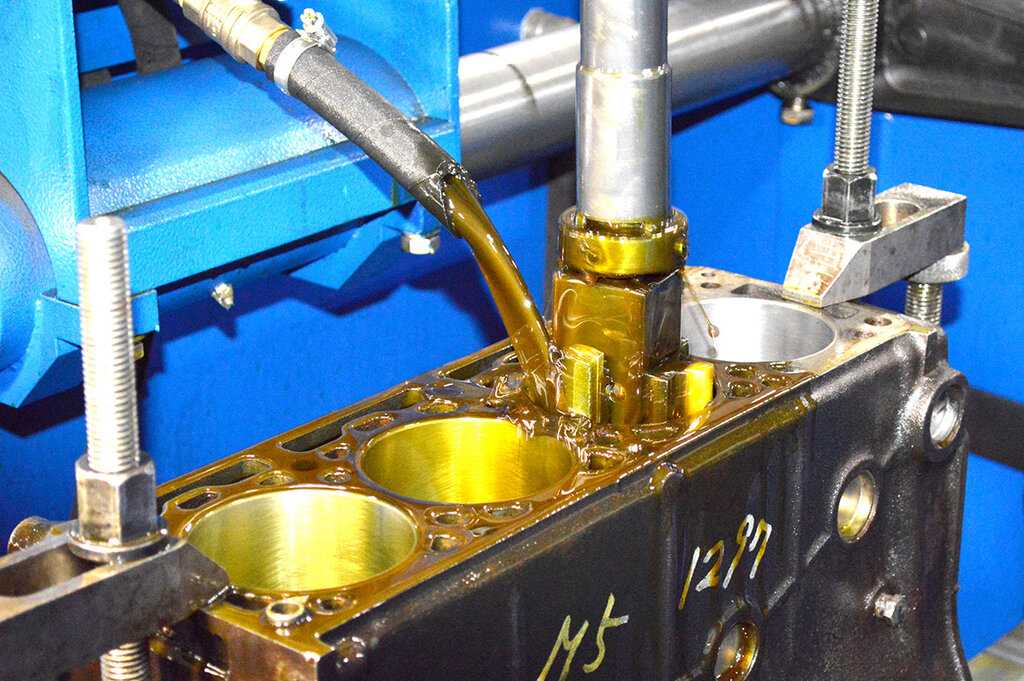
Спид соглашается: «Старый метод плато заключался в том, чтобы довести до нужного размера с зернистостью 320, а затем с зернистостью 400 для окончательной обработки. Ваши стенки цилиндров действительно не смогут удерживать достаточно масла. Но, поскольку старые кольца были изготовлены на основе молибдена, они были пористыми и сами удерживали масло, поэтому они позволяли вам это делать». Современные материалы, используемые в современных передовых кольцах, больше не скрывают недостатки старой методики хонингования.
Номера окончательной обработки поверхности процесса хонингования. Rvk (глубина впадины) достаточно глубокая, чтобы надежно удерживать нефть, а Rpk (высота пика) приятная и гладкая. Измерение Rk (шероховатость сердцевины) также находится именно там, где и должно быть.
«Сегодняшние кольца имеют очень твердое покрытие, и ты действительно не будешь носить кольцо много. Это очень-очень плоская поверхность, и масло в кольце негде удерживать, поэтому [масло] должно удерживаться блоком», — резюмирует Андерсон.