
Замена клапанов двигателя. Причины неисправности клапанов двигателя. Замена клапанов двигателя. После замены клапанов двигатель
Дата: 2014-03-31Бывает так, что со временем ваш дизельный двигатель начинает работать шумнее, тогда одна из причин может крыться в неправильной работе газораспределительного механизма. Первое, что можно сделать – это откорректировать зазоры между клапанами. Однако эта процедура не всегда помогает. Для более четкого понимания причин неисправностей сначала нужно разобраться, какие же функции выполняют клапаны.
Самая главная их функция– это управление потоками воздуха и горючей смеси, а также продуктами сгорания, которые попадают в цилиндр и выходят из него.
Соответственно, открытый клапан должен беспрепятственно пропускать газы и смесь топлива, а закрытый – обеспечить полнейшую герметичность цилиндра. Открытие и закрытие не должно сопровождаться громкими звуками. Если такое происходит, то это негативно влияет на находящиеся рядом детали, например:
На рис. показан рассухариватель
показан рассухариватель
- — если привод имеет повышенный зазор, то распредвал при открытии клапана взаимодействует с рычагом не плавно, а ударами, в результате поверхности всех участвующих в этом процессе деталей подвергаются повышенному износу, и со временем на них появляются дефекты, которые могут привести к полному разрушению;
- — если клапан закрывается с шумом, это значит, что дополнительная ударная нагрузка падает на его седло и уплотнительные материалы. Также при этом повышенному износу подлежит стержень клапана, который в итоге может вообще оторваться от тарелки.
На рис. показано плохо притертое седло клапана
Услуга по ремонту двигателя Камминс
Условия работы клапанов сопровождаются наличием высокой температуры, и, чтобы они могли выдерживать ее, их изготавливают их дорогостоящих металлических сплавов.
Каким бы жаростойким не был материал, он может в итоге прогореть, если не будут соблюдены требования монтажа: тарелка клапана должна плотно сидеть в седле.
- 1. Рассухаривание – процедура снятия крепежных сухариков, позволяющая освободить клапан. Рассухаривание проводят при помощи такого приспособления, как рассухариватель.
- 2. Снятие тарелки с пружинами и сальников. Операция производится при помощи специального захвата.
- 3. Извлечение старого клапана.
- 4. Установка нового клапана.
- 5. Замена направляющей втулки (в случае необходимости).
- После вставки нового клапана обязательно проверяют его биение. Если оно находится в пределах 1 мм, направляющую втулку можно не менять. Если же больше – деталь требует замены. Для этого направляющую втулку выбивают из головки при помощи специальной оправки, а затем на ее место забивают новую.

- 6. Притирка клапана к головке.

На рис. показано прогоревший клапан двигателя
Двигатель после замены клапанов
Если замену клапана производят из-за прогара, значит, подгорело и седло. Вначале его выравнивают с использованием специальной шарошки, и затем при помощи притирочного порошка притирают клапан к седлу головки. Это очень важная процедура, от которой зависит дальнейшая работоспособность двигателя. Если притереть клапан плохо, то вскоре он прогорит опять.
Читайте: услуга по ремонту дизельных двигателей
7. Набивка новых сальников.
Есть ли необходимость в замене клапанов, или для их нормального функционирования достаточно устранить мелкие дефекты, может решить только опытный механик. Поэтому владельцам стоит обращаться за консультацией при первых же признаках неисправности дизельного двигателя.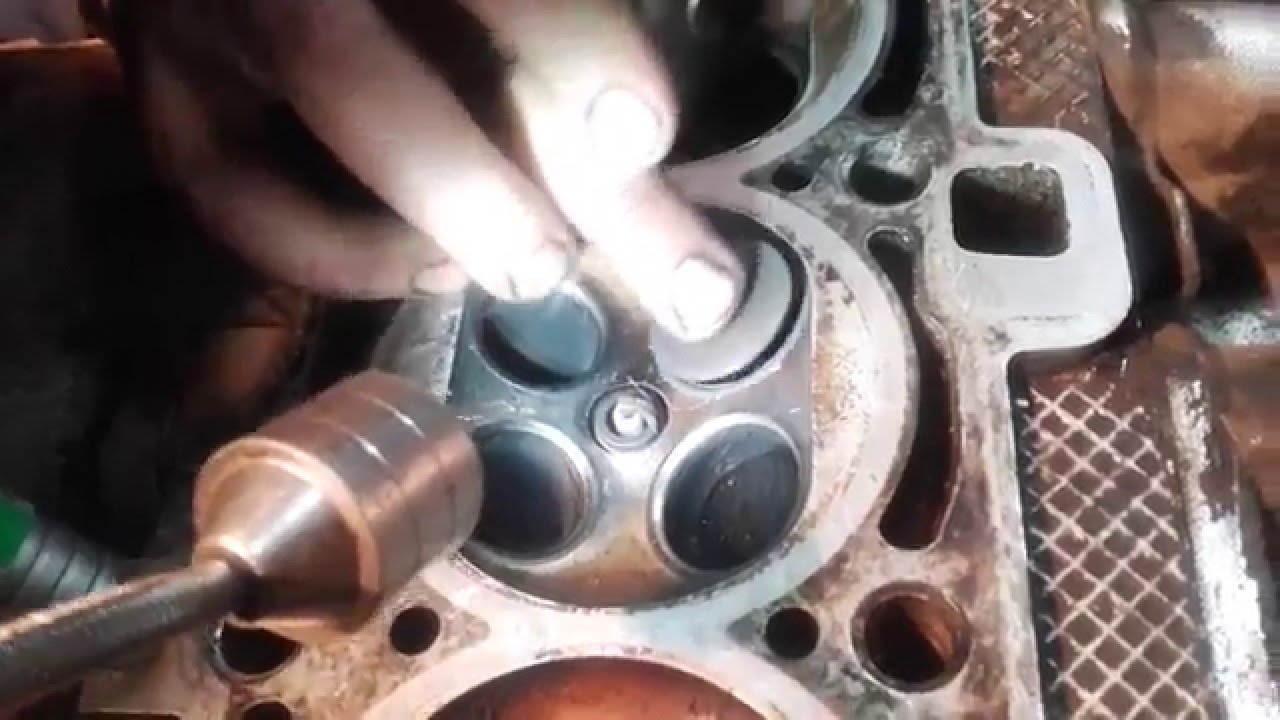
ООО «Торент Дизель Сервис» предлагает услуги: ремонт дизельных двигателей, диагностика ДВС, ремонт ТНВД, ремонт дизельных форсунок Common Rail, ремонт КПП. Качество работ гарантируем. Звоните по телефонам вверху страницы.
Бердичев, Бердянск, Белая Церковь, Белгород-Днестровский, Борисполь, Бровары, Вишневое, Винница, Вознесенск, Владимир-Волынский, Горловка, Каменское (Днепродзержинск), Днепр, Днепропетровск, Донецк, Дрогобыч, Дунаевцы, Житомир, Желтые Воды, Запорожье, Ивано-Франковск, Ильичевск, Каменец-Подольский, Кировоград, Ковель, Коломыя, Кременчуг, Кривой Рог, Луганск, Луцк, Львов, Макеевка, Мариуполь, Мелитополь, Николаев, Миргород, Мукачево, Нежин, Никополь, Новая Каховка, Одесса, Александрия, Павлоград, Первомайск (Николаев), Полтава, Ровно, Сумы, Тернополь, Ужгород, Умань, Киев, Харьков, Херсон, Хмельницкий, Черкассы, Черновцы, Чернигов
Как притереть клапана ГБЦ.Притирка клапанов видео.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо.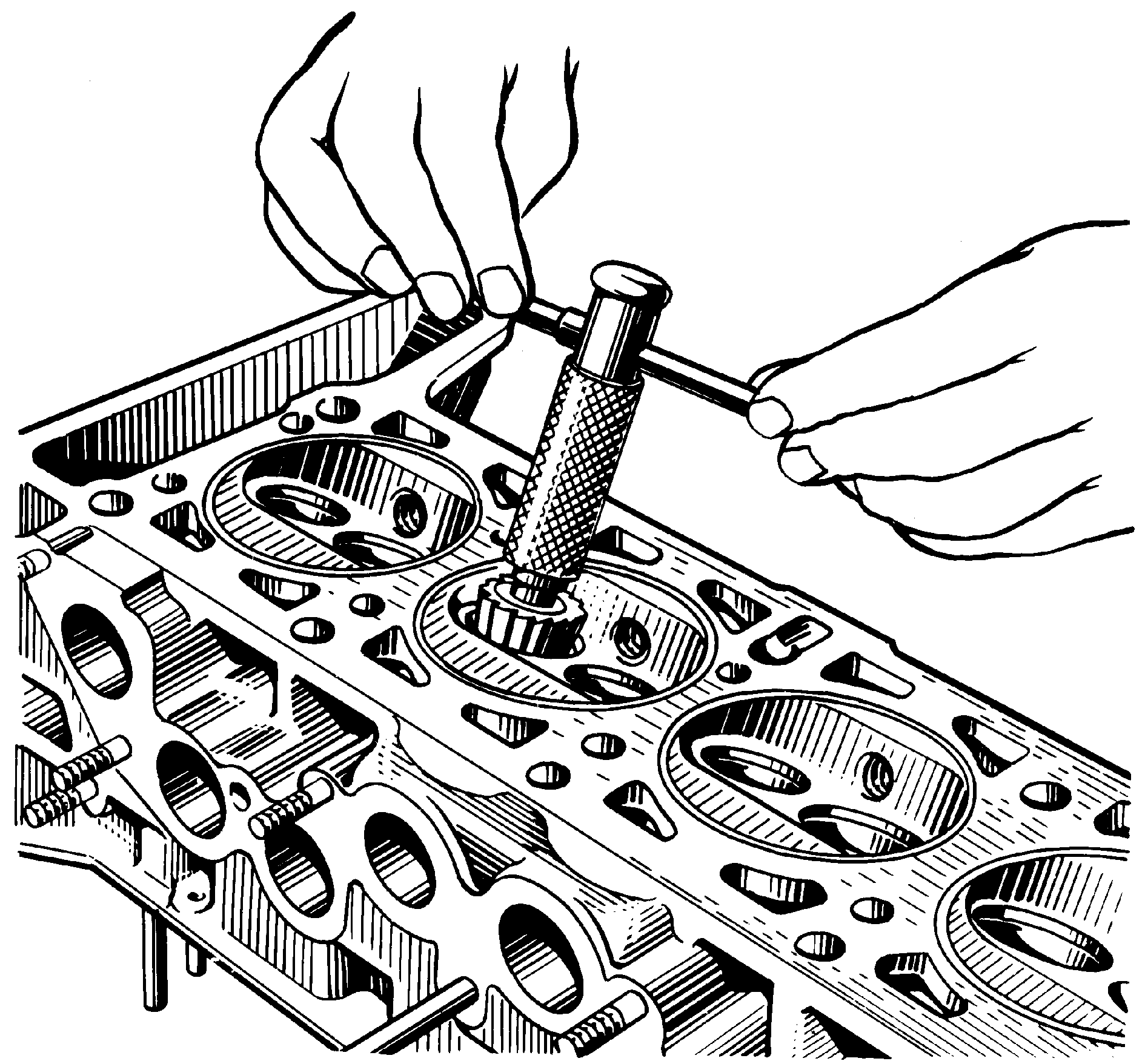
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Клапаны и седла клапанов — больше, чем кажется на первый взгляд
Клапаны и седла в двигателе внутреннего сгорания играют центральную роль в дыхании двигателя, сжатии, производительности и долговечности. Неважно, имеет ли двигатель два, три, четыре или даже пять клапанов на цилиндр, бензиновый или дизельный двигатель, потому что все клапаны делают одно и то же: они открываются и закрываются, чтобы воздух поступал в цилиндры, а выхлопные газы поступали в цилиндры. выйти из цилиндров. Когда клапаны закрыты, они должны плотно закрываться, чтобы предотвратить потерю компрессии, в противном случае двигатель даст пропуски зажигания и потеряет мощность. Несмотря на то, что основная задача относительно проста, влияние клапанов и седел на компрессию, мощность, экономию топлива и выбросы огромно.
Неважно, имеет ли двигатель два, три, четыре или даже пять клапанов на цилиндр, бензиновый или дизельный двигатель, потому что все клапаны делают одно и то же: они открываются и закрываются, чтобы воздух поступал в цилиндры, а выхлопные газы поступали в цилиндры. выйти из цилиндров. Когда клапаны закрыты, они должны плотно закрываться, чтобы предотвратить потерю компрессии, в противном случае двигатель даст пропуски зажигания и потеряет мощность. Несмотря на то, что основная задача относительно проста, влияние клапанов и седел на компрессию, мощность, экономию топлива и выбросы огромно.
Негерметичный компрессионный клапан может привести к значительному падению мощности – до 25 процентов в четырехцилиндровом двигателе! Неважно, вызвана ли компрессионная утечка погнутым, изношенным, эродированным или треснутым клапаном, или если поверхность или седло клапана не концентричны или имеют овальную форму, конечный результат остается тем же.
Таких проблем можно избежать, тщательно проверяя все клапаны перед их повторным использованием при капитальном ремонте двигателя. Искушение состоит в том, чтобы сэкономить деньги, повторно используя и восстанавливая как можно больше оригинальных клапанов. Клапаны, которые погнуты, треснуты, эродированы или имеют чрезмерный износ штока, очевидно, должны быть заменены.
Искушение состоит в том, чтобы сэкономить деньги, повторно используя и восстанавливая как можно больше оригинальных клапанов. Клапаны, которые погнуты, треснуты, эродированы или имеют чрезмерный износ штока, очевидно, должны быть заменены.
Новые клапаны доступны из различных источников. Придерживайтесь поставщика с торговой маркой, который имеет репутацию качества и постоянства. Некоторые дешевые морские клапаны не являются надежными продуктами из-за сомнительной металлургии, точности размеров или обработки штока. Тот факт, что клапан выглядит хорошо, не означает, что он такой же, как OEM-клапан или качественный клапан послепродажного обслуживания.
Восстановленные клапаны могут быть экономичной альтернативой новым клапанам, если стоимость является проблемой, особенно в дизельных двигателях. Изношенные штоки клапанов можно повторно хромировать, чтобы восстановить стандартные размеры, или хромирование можно нарастить до увеличенного размера, чтобы изношенные направляющие клапанов можно было развернуть для установки штоков клапанов увеличенного размера.
Износ штока клапана очень распространен в двигателях с большим пробегом, независимо от того, бензиновые они или дизельные. Заводское хромовое покрытие на многих стержнях клапанов не очень толстое, всего около 7 микрон, поэтому не требуется большого износа, чтобы стереть хромовое покрытие. Штоки также могут иметь лепестковый рисунок износа в зависимости от того, насколько большую боковую тягу они испытывают внутри двигателя. Слишком большой зазор между штоком и направляющей не годится, потому что он позволяет клапану колебаться каждый раз, когда он открывается и закрывается. Это, в свою очередь, может привести к изгибу головки клапана при закрытии седла. Со временем постоянное изгибание может привести к усталости металла, растрескиванию и выходу клапана из строя.
Обработка штока важна для клапана, так как влияет на трение и износ. Гладкий обычно лучше. Хромирование — хороший материал с точки зрения износостойкости, как и многие новые «высокотехнологичные» покрытия PVD, DLC и покрытия на основе молибдена.
Одна из новых технологий, которую мы видели, — это отделка штока с небольшими волнистыми канавками, нанесенными на поверхность с полимерным наполнителем для удержания масла. Говорят, что отделка «змеиная кожа» снижает трение, повышая износостойкость без изменения допусков штока.
Предотвращение проблем с клапанами
Причиной отказов, связанных с клапанами, часто являются такие факторы, как детонация, низкое качество или дефекты деталей, превышение оборотов двигателя или неспособность конечного пользователя отрегулировать или поддерживать надлежащий зазор клапана и т. д. Многие из эти вещи могут способствовать или даже вызывать отказы клапана, но также могут быть небрежные допуски на обработку.
Концентричность седла клапана по отношению к направляющей клапана и клапану необходима для правильного выравнивания и плотного компрессионного уплотнения. Для точной доводки седла требуется станок для клапана и седла, который находится в хорошем состоянии и может выдерживать жесткие допуски. Вы не можете иметь пару тысячных дюйма помоев и ожидать, что клапаны будут плотно закрываться. Зазор между пилотом и направляющей должен быть не более 0,0002 дюйма для точной обработки. Один из способов добиться этого — использовать смазку высокого давления на пилоте.
Вы не можете иметь пару тысячных дюйма помоев и ожидать, что клапаны будут плотно закрываться. Зазор между пилотом и направляющей должен быть не более 0,0002 дюйма для точной обработки. Один из способов добиться этого — использовать смазку высокого давления на пилоте.
Резак для сиденья также должен быть острым и вращаться с достаточно высокой скоростью, чтобы обеспечить высококачественную отделку сиденья. Если во время резки седла возникает вибрация, проблема может заключаться в слишком большом зазоре между пилотом и направляющей клапана, скорости фрезы или в том, что станок не выровнен. Использование охлаждающей жидкости при резке жестких седел уменьшит вибрацию.
Насколько хорошо сопрягаются клапаны и седла после их механической обработки, можно легко проверить с помощью ручного насоса, создающего вакуум на каждом из портов головки с установленными клапанами. Если есть полный контакт между поверхностью клапана и седлом, порт должен удерживать вакуум. Если вы не можете создать вакуум на порте, клапан и седло не концентричны или не имеют полного контакта по всему периметру. Вам нужно исправить проблему до того, как головка или двигатель выйдут из строя. Ручная притирка клапанов к седлам может помочь улучшить краевое уплотнение, но в этом нет необходимости, если клапаны и седла изначально были обработаны аккуратно.
Вам нужно исправить проблему до того, как головка или двигатель выйдут из строя. Ручная притирка клапанов к седлам может помочь улучшить краевое уплотнение, но в этом нет необходимости, если клапаны и седла изначально были обработаны аккуратно.
Некоторые заводы по ремонту серийных двигателей, а также сборщики нестандартных характеристик используют машину Spintron для проверки компрессии и работы клапанного механизма в только что собранном двигателе. Spintron использует электродвигатель для вращения двигателя, как если бы он работал. Число оборотов в минуту можно варьировать по мере необходимости вплоть до красной линии. Программное обеспечение и контрольно-измерительные приборы Spintron отслеживают, что происходит с клапанным механизмом, поэтому любые проблемы, которые могут повлиять на надежность или производительность двигателя, могут быть обнаружены и устранены до того, как он покинет цех.
Типы клапанов и материалы
Для заводских бензиновых двигателей в качестве клапанов оригинального оборудования обычно используется какой-либо тип цельного или состоящего из двух частей сплава нержавеющей стали. К ним относятся впускные клапаны из низколегированного сплава NV и высоколегированного сплава HNV, аустенитные выпускные клапаны EV и высокопрочный сплав выпускного клапана HEV. Выпускной клапан должен выдерживать гораздо более высокие температуры, чем впускные клапаны, поэтому они обычно изготавливаются из более прочного жаропрочного сплава.
К ним относятся впускные клапаны из низколегированного сплава NV и высоколегированного сплава HNV, аустенитные выпускные клапаны EV и высокопрочный сплав выпускного клапана HEV. Выпускной клапан должен выдерживать гораздо более высокие температуры, чем впускные клапаны, поэтому они обычно изготавливаются из более прочного жаропрочного сплава.
Большинство клапанов вторичного рынка изготовлены из нержавеющей стали 21-2N или 21-4N, хотя некоторые поставщики также предлагают клапан из сплава 23-8N или свой собственный сплав для высокотемпературных выпускных клапанов. Специфика некоторых из этих сплавов держится в секрете, но мы можем сказать вам, что нержавеющая сталь 21-2N содержит 21% хрома и 2% никеля. 21-4N имеет такое же содержание хрома, но содержит почти в два раза больше никеля (3,75%) для большей термостойкости. 23-8N содержит 23% хрома и 8% никеля. Чем выше содержание никеля, тем дороже сплав и тем больше тепла он может безопасно выдержать в сложных гоночных условиях. Клапаны из 21-4N могут выдерживать температуры до 1600 градусов по Фаренгейту.
Для более требовательных применений (двигатели с закисью азота, турбокомпрессоры или нагнетатели) можно использовать высокотемпературный суперсплав, такой как Inconel 751 или Nimonic 80A. Inconel включает в себя ряд жаропрочных сплавов, которые обычно содержат 15–16 % хрома и 2,4–3,0 % титана.
Один поставщик головок блока цилиндров послепродажного обслуживания сообщил нам, что они используют впускные и выпускные клапаны 21-4N во всех своих головках цилиндров, от уличных до полноразмерных гоночных головок. «Клапаны имеют гладкую поверхность с хромированными штоками и используются с седлами клапанов из ковкого чугуна. Мы не заметили проблем с долговечностью клапана при использовании этих деталей, но мы предлагаем модернизацию, если покупателю нужны выпускные клапаны из инконеля или легкие титановые клапаны (для которых также требуются медные седла клапанов)».
Титановые клапаны являются дорогой альтернативой клапанам из нержавеющей стали, но являются одним из лучших усовершенствований, которые кто-либо может сделать для обеспечения стабильности и производительности клапанного механизма при высоких оборотах. Титан уменьшает массу клапана почти на 40 процентов, что означает, что вы можете использовать гораздо меньшее давление пружины при той же частоте вращения двигателя или большее число оборотов в минуту, используя те же пружины, что и раньше. Уменьшение веса клапанов увеличивает срок службы пружины и снижает нагрузку на коромысла, толкатели, толкатели, кулачок и кулачковый привод.
Титан уменьшает массу клапана почти на 40 процентов, что означает, что вы можете использовать гораздо меньшее давление пружины при той же частоте вращения двигателя или большее число оборотов в минуту, используя те же пружины, что и раньше. Уменьшение веса клапанов увеличивает срок службы пружины и снижает нагрузку на коромысла, толкатели, толкатели, кулачок и кулачковый привод.
Насколько прочны титановые клапаны? Они используются в некоторых серийных двигателях, таких как Corvette Z06 и ZR1, поэтому нет никаких сомнений в способности выдерживать длительные дорожные или гоночные условия. Для повышения износостойкости титановые клапаны могут быть покрыты различными материалами, включая желтый нитрид титана (TiN), молибден или нитрид хрома. Покрытия уменьшают трение, помогают рассеивать тепло и улучшают твердость поверхности и износостойкость клапана.
Титановые клапаны, как правило, удерживают больше тепла, чем клапаны из нержавеющей стали, поэтому их седла требуют замены на какой-либо тип медного сплава. Медь обеспечивает хорошую теплопроводность, отводя тепло от клапана, когда клапан закрыт. В течение многих лет с титановыми клапанами использовались седла из медно-бериллиевого сплава. Медно-бериллиевые сплавы обычно содержат менее 3% бериллия. Тем не менее, бериллиевая пыль опасна и требует особых мер предосторожности при обработке седел. Рекомендуется использовать смазочно-охлаждающую жидкость или охлаждающую жидкость вместе с пылезащитной маской, одобренной OSHA.
Медь обеспечивает хорошую теплопроводность, отводя тепло от клапана, когда клапан закрыт. В течение многих лет с титановыми клапанами использовались седла из медно-бериллиевого сплава. Медно-бериллиевые сплавы обычно содержат менее 3% бериллия. Тем не менее, бериллиевая пыль опасна и требует особых мер предосторожности при обработке седел. Рекомендуется использовать смазочно-охлаждающую жидкость или охлаждающую жидкость вместе с пылезащитной маской, одобренной OSHA.
В последние годы были разработаны не содержащие бериллия медные сплавы с дополнительным содержанием никеля и кремния, которые обеспечивают такие же характеристики без риска для здоровья. Moldstar 90 представляет собой медный сплав, не содержащий бериллия, который можно использовать с ЛЮБЫМ типом клапана (титановым или нержавеющим) или любым топливом, где требуется высокая теплопередача.
Если заказчик не может позволить себе титановые клапаны, другим способом значительно снизить вес клапана является использование клапанов с полым штоком из нержавеющей стали. Клапаны с полым штоком могут снизить вес на 10% и более, чтобы получить те же преимущества, что и титановые клапаны, но без затрат. Для улучшения охлаждения полые стержни выпускных клапанов могут быть частично заполнены натрием. Натрий плавится при температуре 200 градусов по Фаренгейту и улучшает поток тепла через шток клапана на 40% и более. Это помогает отводить тепло от головки клапана, продлевая срок службы клапана и повышая его надежность. Это также позволяет двигателю выдерживать больший нагрев и опережение зажигания.
Клапаны с полым штоком могут снизить вес на 10% и более, чтобы получить те же преимущества, что и титановые клапаны, но без затрат. Для улучшения охлаждения полые стержни выпускных клапанов могут быть частично заполнены натрием. Натрий плавится при температуре 200 градусов по Фаренгейту и улучшает поток тепла через шток клапана на 40% и более. Это помогает отводить тепло от головки клапана, продлевая срок службы клапана и повышая его надежность. Это также позволяет двигателю выдерживать больший нагрев и опережение зажигания.
ОСТОРОЖНО: Натрий очень реактивен при контакте с водой. Если клапан, заполненный натрием, треснул и был помещен в резервуар для очистки с водой, натрий может выплеснуться из клапана или даже заставить клапан лопнуть и треснуть пополам.
Клапаны с полым штоком, заполненные натрием, являются хорошим улучшением производительности, но мы слышали о некоторых отказах клапанов в некоторых серийных двигателях, в которых используются эти клапаны. Если вы просматриваете форумы Corvette, вы найдете множество сообщений, в которых говорится о неисправностях выпускных клапанов с небольшим пробегом с заводскими клапанами с полым штоком, заполненными натрием. Некоторые возлагают вину за проблему на проблему контроля качества в процессе производства клапана. Есть фотографии разрезанных клапанов, на которых видно, что центральное отверстие было просверлено значительно не по центру, что привело к неравномерной толщине стенки: одна сторона была намного тоньше другой. На некоторых полых штоках также видны царапины внутри от процесса сверления, что создает концентраторы напряжения, которые могут привести к трещинам и поломке клапана. Вот почему важно тщательно осматривать каждый клапан на наличие трещин перед его повторным использованием, независимо от его пробега. Другие винят проблему отказа клапана в проблемах концентричности седла клапана, чрезмерном износе направляющей клапана или плохом контроле допусков штока к направляющей на заводе. Избыточный направляющий зазор позволяет клапану колебаться и изгибаться при каждом цикле клапана. Некоторые владельцы Corvette заменили свои стандартные направляющие на неоригинальные бронзовые направляющие клапанов.
Некоторые возлагают вину за проблему на проблему контроля качества в процессе производства клапана. Есть фотографии разрезанных клапанов, на которых видно, что центральное отверстие было просверлено значительно не по центру, что привело к неравномерной толщине стенки: одна сторона была намного тоньше другой. На некоторых полых штоках также видны царапины внутри от процесса сверления, что создает концентраторы напряжения, которые могут привести к трещинам и поломке клапана. Вот почему важно тщательно осматривать каждый клапан на наличие трещин перед его повторным использованием, независимо от его пробега. Другие винят проблему отказа клапана в проблемах концентричности седла клапана, чрезмерном износе направляющей клапана или плохом контроле допусков штока к направляющей на заводе. Избыточный направляющий зазор позволяет клапану колебаться и изгибаться при каждом цикле клапана. Некоторые владельцы Corvette заменили свои стандартные направляющие на неоригинальные бронзовые направляющие клапанов.
В дизельных двигателях клапаны с покрытием из стеллита часто используются для работы при высоких температурах выхлопных газов. Стеллит также можно использовать на впускных клапанах. Стеллит представляет собой сплав кобальта и хрома, который увеличивает поверхностную твердость поверхности клапана примерно до 55–59 единиц по шкале Роквелла. или аналогичный материал). Покрытие Stellite значительно повышает износостойкость при высоких температурах. Если вы восстанавливаете дизельный двигатель, который на заводе оснащен клапанами с покрытием из стеллита, используйте для замены клапаны того же типа, а не обычные клапаны.
Материалы седел клапанов
Седла клапанов должны соответствовать типу клапанов двигателя. В большинстве чугунных головок седла являются цельными и подвергаются индукционной закалке для повышения износостойкости. С алюминиевыми головками седла могут быть изготовлены из сплава чугуна, порошкового металла или меди с высоким содержанием меди (для высокотемпературных двигателей или титановых клапанов).
Поставщики седла клапана предлагают различные материалы седла, поэтому посоветуйтесь с вашим поставщиком, какой сплав лучше всего подходит для вашего двигателя.
Сплав железа с высоким содержанием хрома и твердостью по Роквеллу RC40 должен быть более чем достаточным для вашего типичного бензинового двигателя, работающего на неэтилированном топливе, запаса или производительности. Этот тип сплава хорошо работает при температурах выхлопных газов до 1150 градусов по Фаренгейту.
Для двигателей, работающих на природном газе или пропане, а также двигателей с турбонаддувом, наддувом или закиси азота рекомендуется использовать более высокотемпературный сплав на основе никеля. Такой материал может выдерживать температуру выхлопных газов до 1600 градусов по Фаренгейту.
Для применений, где требуется дополнительная износостойкость при высоких температурах (например, для тяжелонагруженных дизелей), может потребоваться сплав седла с покрытием из стеллита.
Переходя к седлам из порошкового металла (PM), они используются в качестве оригинального оборудования во многих последних моделях бензиновых (и некоторых дизельных) двигателей. Автопроизводителям нравятся сиденья PM, потому что они дешевле, чем сиденья из сплава, их можно формовать близко к готовым размерам и их легко обрабатывать (когда они новые). Седла PM затвердевают по мере старения, что хорошо для износостойкости, но также усложняет обработку сидений, если их нужно будет подправить позже. Седла PM можно заменить на такие же или на чугунные седла или седла из другого сплава, если это необходимо.
Автопроизводителям нравятся сиденья PM, потому что они дешевле, чем сиденья из сплава, их можно формовать близко к готовым размерам и их легко обрабатывать (когда они новые). Седла PM затвердевают по мере старения, что хорошо для износостойкости, но также усложняет обработку сидений, если их нужно будет подправить позже. Седла PM можно заменить на такие же или на чугунные седла или седла из другого сплава, если это необходимо.
Установка седла клапана
Большой вопрос здесь заключается в том, насколько посадку с натягом следует использовать при установке нового седла клапана? Седла в некоторых головках OEM могут иметь посадку с натягом всего 0,002 дюйма — этого достаточно, когда вы работаете с совершенно новыми головками и новыми седлами. Но обычно требуется больше посадки с натягом для головок с большим пробегом или головок, которые будут подвергаться воздействию высоких уровней мощности. Общая рекомендация по установке новых седел в бывшие в употреблении головки или головки послепродажного обслуживания составляет от 0,005 до 0,006 дюйма для алюминиевых головок или от 0,003 до 0,005 дюйма для чугунных головок. В дополнительной штамповке или закреплении посадочных мест не должно быть необходимости, если используется правильная посадка с натягом.
В дополнительной штамповке или закреплении посадочных мест не должно быть необходимости, если используется правильная посадка с натягом.
Чтобы упростить установку, предварительно нагрейте головки в духовке примерно до 200 градусов по Фаренгейту (больше не нужно нагревать) и охладите сиденья в морозильной камере. Кроме того, убедитесь, что седла имеют фаску на нижней внешней кромке, и используйте смазку, если седла плотно прилегают. Используйте направляющую и направляющую при установке сидений, чтобы они входили прямо и не взводились.
Ремонт клапанов и седел
Углы на поверхности клапанов и седла могут реально увеличить или уменьшить потенциал производительности двигателя. Одиночный разрез под углом 45 градусов на клапанах и седлах не обеспечит такой же поток воздуха, приемистость и мощность, как работа клапана с тремя углами (30-45-60), работа клапана с четырьмя углами или седло под углом 45 градусов с подрезка радиуса.
Существует множество переменных, влияющих на поток воздуха через отверстия и чашу головки блока цилиндров.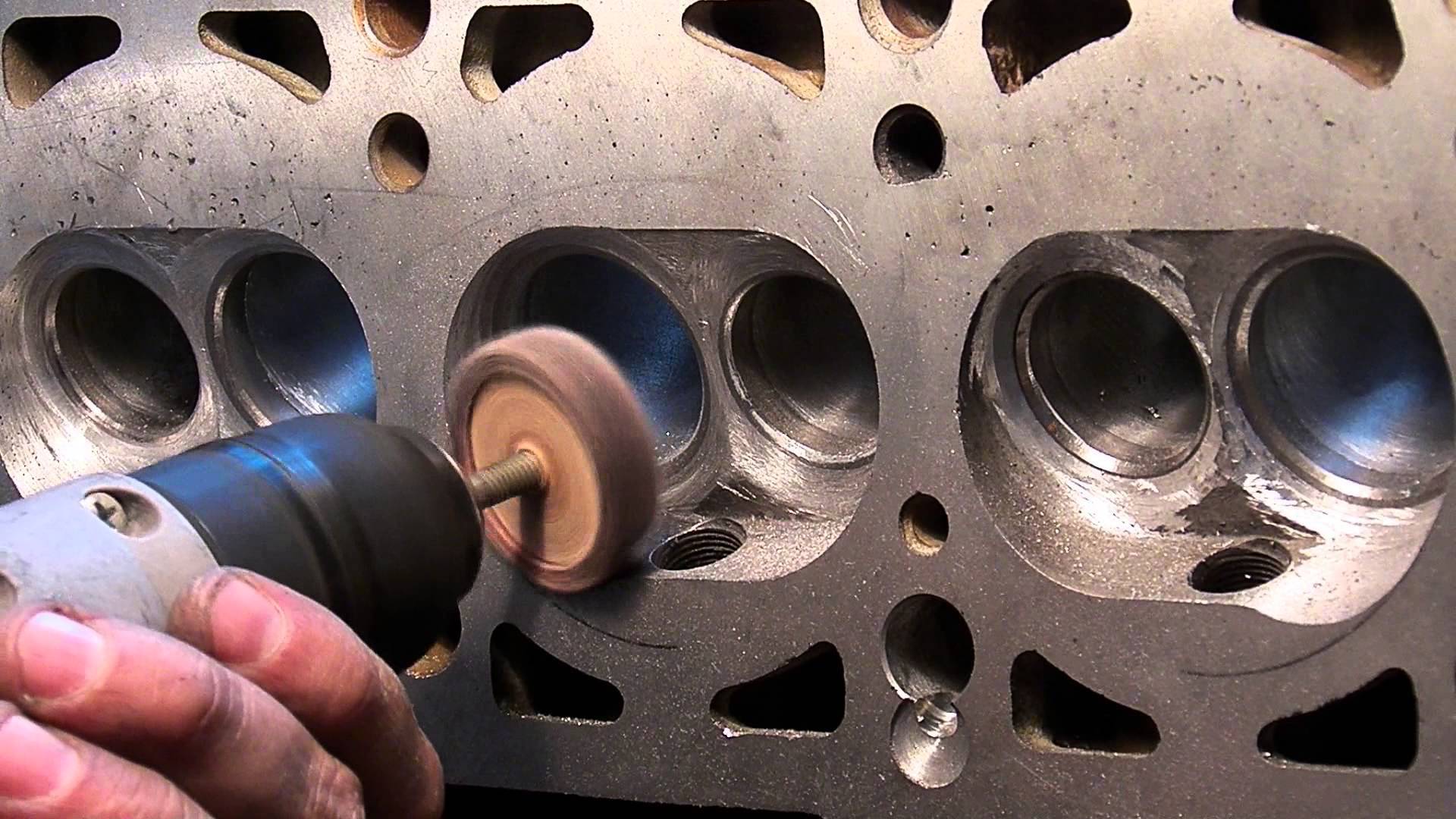 Клапаны с подрезанным штоком непосредственно над головкой или с меньшим наружным диаметром штока теоретически улучшают поток за счет уменьшения ограничения в отверстии клапана. Тем не менее, они могут или не могут обеспечить ощутимый прирост мощности по сравнению с обычным клапаном с прямым штоком. То же самое касается клапанов с вихревой полировкой на верхней части головки клапана, головкой в форме тюльпана или коническим штоком непосредственно над головкой. Иногда эти «улучшения» повышают мощность, а иногда нет. Каждый двигатель реагирует по-разному, поэтому нет однозначного ответа на вопрос, какой тип клапана всегда обеспечивает наилучшую производительность.
Клапаны с подрезанным штоком непосредственно над головкой или с меньшим наружным диаметром штока теоретически улучшают поток за счет уменьшения ограничения в отверстии клапана. Тем не менее, они могут или не могут обеспечить ощутимый прирост мощности по сравнению с обычным клапаном с прямым штоком. То же самое касается клапанов с вихревой полировкой на верхней части головки клапана, головкой в форме тюльпана или коническим штоком непосредственно над головкой. Иногда эти «улучшения» повышают мощность, а иногда нет. Каждый двигатель реагирует по-разному, поэтому нет однозначного ответа на вопрос, какой тип клапана всегда обеспечивает наилучшую производительность.
У нас нет места, чтобы погружаться в теорию воздушного потока, за исключением того, что хорошо сделанная высокопроизводительная работа клапана с правильными клапанами и углами для приложения может иметь большое значение в приемистости и мощности. Сделайте это правильно, и ваш клиент будет любить результаты. Сделайте это неправильно, и двигатель никогда не будет работать в полную силу.
Максимальное увеличение воздушного потока в CFM на стенде потока не гарантирует пиковую мощность и производительность. На самом деле, слишком большой поток воздуха может повредить мощности и приемистости из-за снижения скорости воздуха. Цель состоит в том, чтобы оптимизировать поток воздуха в диапазоне оборотов, при котором двигатель получает наибольшую выгоду. Поиск оптимальных углов клапана и седла часто требует большого количества экспериментов методом проб и ошибок. п
Что такое притирка клапанов и как это делается? — Практические руководства для автомобилей, грузовиков и транспортных средств
Притирка клапанов часто важнее, чем вы думаете, и является важной функцией при увеличении возможностей вашего двигателя.
Одной из причин, по которой ваш двигатель может работать неоптимально, является слишком большой или слишком маленький зазор клапана. На самом деле это может привести ко многим проблемам, таким как компрессия и утечка топлива. Однако эти проблемы, к счастью, могут быть решены путем притирки клапанов. В этой статье мы обсудим притирку клапанов и как это можно сделать.
В этой статье мы обсудим притирку клапанов и как это можно сделать.
Притирка клапанов используется для устранения дефектов клапанов и седел с целью обеспечения более плотного прилегания. Существует два метода притирки клапанов, один из которых требует использования дрели или электрической отвертки, это намного более простой вариант, чем ручная притирка, требующая высокого уровня навыков.
Что такое клапанный зазор?
Идея зазора клапана проста, и мы будем часто упоминать ее в этой статье, поэтому крайне важно, чтобы вы полностью понимали, что она означает.
Клапанный зазор — это крошечные зазоры между верхней частью стержней клапанов и насадкой, которая на них давит и открывает клапаны.
Слишком большой зазор приведет к стуку клапанов и может привести к их серьезному повреждению.
Однако, если зазора клапанов недостаточно, они не закроются полностью, что может привести к перегреву и потере мощности двигателя. Итак, об этом следует помнить. Но не беспокойтесь, слишком большой или слишком маленький зазор клапана можно компенсировать и сохранить за счет притирки клапана!
Но не беспокойтесь, слишком большой или слишком маленький зазор клапана можно компенсировать и сохранить за счет притирки клапана!
Что такое притирка клапана?
Проще говоря, притирка клапана — это когда вы отшлифовываете поверхность клапана и головку клапана в области, где они соприкасаются.
Клапаны внутри вашего двигателя пропускают топливо и воздух в цилиндры, а также позволяют несгоревшему топливу выходить через выхлоп.
Головка клапана — это часть двигателя, которая удерживает клапаны на распределительном валу, который открывает и закрывает впускные и выпускные клапаны в нужное время.
Процесс притирки клапанов обычно происходит после капитального ремонта двигателя или при необходимости замены клапанов. Благодаря этому процессу ваша камера сгорания станет намного эффективнее и безопаснее.
Двигатель также будет чрезвычайно эффективным и будет намного более производительным! Многие современные автомобили на самом деле поставляются с системой, которая позволит вам контролировать форму клапанов, и ручная процедура не потребуется, что великолепно!
Это также означает, что вам не нужно будет посещать специалиста.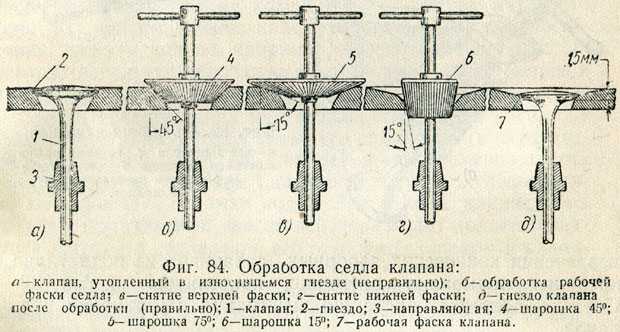 Однако для этого процесса по-прежнему требуется множество специальных инструментов, поэтому, если вы сами не механик, вам может понадобиться помощь.
Однако для этого процесса по-прежнему требуется множество специальных инструментов, поэтому, если вы сами не механик, вам может понадобиться помощь.
Зачем мне притирать клапана?
Существует множество причин, по которым вам может потребоваться притирка клапанов или следует подумать о притирке клапанов.
- Часто производительность вашего двигателя ухудшается из-за отсутствия или слишком большого зазора клапанов, поэтому притирка клапанов может решить эту проблему.
- Гарантирует идеальную посадку впускных и выпускных клапанов в цилиндрах двигателя.
- Этот процесс часто происходит при замене старых клапанов или после капитального ремонта двигателя.
Если вы не притерли клапаны, это может привести к довольно негативным последствиям для вашего автомобиля, таким как потеря энергии и недостаточная мощность двигателя.
Что мне понадобится для притирки клапанов?
Существует множество специальных инструментов и веществ, которые вам понадобятся для притирки клапанов.
- Паста для притирки клапанов – Эту пасту можно купить в готовом виде во многих магазинах, например, в автомагазинах. Также есть возможность сделать пасту самостоятельно, но если вы не совсем уверены в своих силах, рекомендуем купить эту пасту самостоятельно.
- Дрель или электрическая отвертка – Притирка клапана выполняется в обоих направлениях вращения, поэтому использование дрели, вращающейся в обоих направлениях, или электрической отвертки упростит этот процесс.
- Пружина и шланг . Важно убедиться, что ваша пружина не слишком жесткая и должна быть всего на три миллиметра больше, чем сам шток клапана. Мы рекомендуем такой же размер шланга, так как это позволит вам намного легче разместить его на удилище. При необходимости можно также использовать небольшой зажим, чтобы закрепить его.
- Металлический стержень . Исходя из предыдущего пункта, вам также понадобится более короткий металлический стержень с диаметром, аналогичным диаметру вашего поршневого стержня. Это позволит ему поместиться в шланге.
- Держатель ручного клапана – Это более или менее говорит само за себя, и вы можете найти этот инструмент при поиске пасты. Чаще всего они продаются вместе, но их также можно купить по отдельности, если вам так больше нравится.
- Керосин — Керосин — это жидкий углеводород, который потребуется во время этого процесса для проверки очистки и притирки.
- Растворитель – Это позволит вам очистить рабочие поверхности.
- Сухая ткань – Это позволит вам протереть обработанные поверхности.
 Это позволит ему поместиться в шланге.
Это позволит ему поместиться в шланге.Как выполняется притирка клапанов?
Существует два способа притирки клапанов, и большинство людей выполняют этот процесс, чтобы отполировать их и исправить все, что может вызвать проблему.
Ручная притирка требует большого мастерства, поэтому, если вы не совсем уверены в своих силах, мы рекомендуем вам сделать это профессионально, на всякий случай.
Второй метод — это механизированная техника притирки, которая выполняется с помощью дрели или электрической отвертки, и именно этот метод мы рассмотрим сегодня.
Метод первый
-
Независимо от того, какую технику вы решите использовать, первое, что вам нужно сделать, это снять головку блока цилиндров.
После этого вам нужно снять с него клапаны, а затем очистить эти клапаны, чтобы избавиться от возможного нагара и отложений.
Лучше всего использовать чистящие средства и, в идеале, абразивную поверхность для очистки клапанов и достижения наилучших возможных результатов. Когда вы удалите это, обязательно очистите всю грязь с помощью маленькой щетки.
- Притирка клапана с помощью сверла
Вероятно, это лучший вариант, так как он требует меньше времени и усилий. Все, что вам нужно сделать, это следующее:
Рекомендуем сначала взять уже подготовленный металлический стержень и надеть на него шланг такого же диаметра. Здесь всегда можно использовать хомут, чтобы облегчить процесс или зафиксировать шланг поверх металлического стержня.
Здесь всегда можно использовать хомут, чтобы облегчить процесс или зафиксировать шланг поверх металлического стержня.
Затем прикрепите металлический стержень к дрели или электрической отвертке, наденьте пружину на шток клапана и приступайте к ее установке.
После этого вытащите клапан из головки блока цилиндров и нанесите пасту, подходящую для притирки клапанов, по контуру пластины.
Затем вы захотите вставить шток клапана в свой шланг, и вы всегда можете снова использовать зажим для лучшего опыта и сделать крепление немного лучше.
Сейчас самое время воспользоваться дрелью! Используйте его на более низкой скорости и начните перемещать сверло вперед и назад в седле клапана.
Установленная вами пружина поможет этому процессу. Теперь вы можете изменить движение сверла на противоположное и продолжать делать это до тех пор, пока не увидите матовую полосу на корпусе клапана.
После этого убедитесь, что вы очистили клапан от пасты или грязи растворителем. Очень важно также удалить грязь с седла клапана. Убедитесь, что вы не перепутали клапаны.
Очень важно также удалить грязь с седла клапана. Убедитесь, что вы не перепутали клапаны.
Второй способ
Если описанный выше способ вам не подходит, так как может показаться довольно сложным, мы рекомендуем этот.
После снятия клапанов с их головок и очистки от видимой грязи вставьте клапан в правый порт и нажмите достаточно сильно, чтобы головка зафиксировалась.
Затем мы предлагаем вам покрутить лаппер между обеими руками. Вы услышите звук, и он изменится на более плавный. Когда вы услышите этот более плавный звук, поднимите клапан и нанесите пасту, чтобы полностью его покрыть.
Не останавливайте этот процесс, пока клапан и седло не станут достаточно яркими. Мы рекомендуем вам попытаться определить, какой клапан ведет к каждому порту.
Часто задаваемые вопросы
Сколько я буду платить за работу клапана профессионально?
Как правило, если вы чувствуете, что недостаточно доверяете своим навыкам рукоделия, мы предлагаем вам сделать это профессионально.
Если вы хотите полностью заменить клапаны, это может стоить около 1000 долларов США, но эта цена, конечно, будет варьироваться в зависимости от вашего местоположения и автомобиля. Регулировка клапана может быть дешевле, и вы, вероятно, будете искать от 250 до 400 долларов.
Нужно ли притирать клапаны автомобилей?
Мы рекомендуем притирку клапанов, так как это повысит эффективность вашего двигателя. Тем не менее, мы понимаем, что это часто может быть очень трудоемким процессом и часто может быть дорогостоящим, если вы хотите получить их профессионально.
Если ваши клапаны протекают, то мы определенно рассмотрим возможность их притирки или полной замены.
Могу ли я сделать притирку клапанов самостоятельно?
Как упоминалось ранее, если вы достаточно доверяете своим удобным навыкам, тогда вперед!
Инструменты и вещества, используемые для притирки клапанов, легкодоступны и относительно дешевы, что означает, что вы можете сэкономить большие деньги, делая это самостоятельно. Однако, если вы недостаточно уверены в своих навыках рукоделия, мы рекомендуем обратиться к профессиональному механику.
Однако, если вы недостаточно уверены в своих навыках рукоделия, мы рекомендуем обратиться к профессиональному механику.
Может ли клапан слишком сильно притираться?
Вероятно, не лучшая идея слишком сильно притирать клапаны, но все же можно удалить слишком большую часть клапана.
Если вы не можете получить стабильное кольцо, скорее всего, ваши сиденья изношены. Не рекомендуется пытаться снять более трех слоев притирки! Итак, простой ответ — да, но это происходит не очень часто, и вы, скорее всего, будете избегать этого.
Что делать, если мои клапаны не установлены должным образом?
Как вы можете себе представить, если ваши клапаны не установлены должным образом, это может привести к некоторым проблемам. Как правило, выпускные клапаны имеют тенденцию сгорать, если они не установлены должным образом, что приводит к неэффективной передаче тепла в цилиндр.
Очень горячие газы обжигают начало их клапанов на их тонком ободе, и это повреждение может привести к ослаблению и эрозии клапанов и повлиять на износ ваших клапанов.