
Инструкция, горячая вулканизация — Информация о шинах — Полезные статьи
Ремонт радиальных и диагональных шин
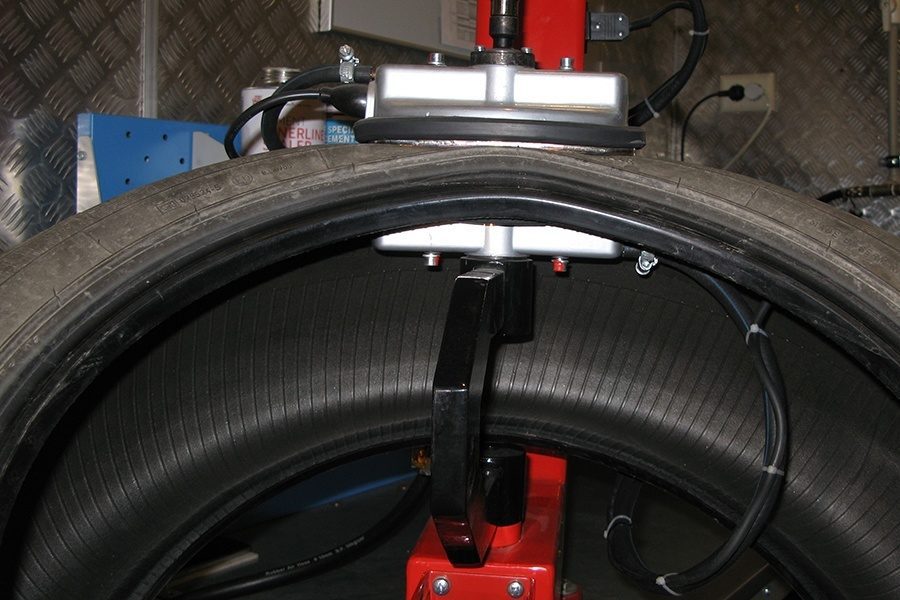
Данная инструкция знакомит с ремонтными работами, которые проводятся на боковине. Беговая дорожка и плечо шин ремонтируются аналогично.
1. Принимая шины в ремонт, внимательно проверяйте их общее состояние. Исследуйте все шины на наличие скрытых дефектов. Предварительно определите ремонтопригодность шины, для этого замерьте размеры повреждения, и по таблице предварительно подберите номер пластыря. Замерьте расстояние от края повреждения до края борта шины. Размер должен, быть больше или равен значению, указанному в таблице выбора пластырей. Если размеры повреждения превышают допустимые нормы, то шину ремонтировать нельзя.
2. Шина перед началом ремонта должна быть тщательно просушена. Сушку шин рекомендуется производить в сухом отапливаемом помещении. Для ускорения допускается сушить место повреждения лампой или струей подогретого воздуха с применением тепловентилятора , при этом нельзя допускать прогрева резины выше 80° С.
3. Вырежьте поврежденную резину ножом или колпачковым резцом. Удалите поврежденные концы корда. При ремонте беговой дорожки удалите ослабевшую, поврежденную или ржавую проволоку брекера кусачками.
4. Обработайте воронку повреждения так, чтобы получилась воронка в форме чашки.
5. Замерьте размер повреждения. Выберите нужный пластырь в соответствии с действующими таблицами.
Для расчета времени вулканизации замерьте максимальную толщину стенки в месте повреждения и сделайте отметку на поверхности шины.
6. Для правильной установки термопластыря проведите на внутренней стороне шины по центру места ремонта вспомогательные линии в радиальном и осевом направлениях. При ремонте боковины диагональных шин необходимо использовать специальные боковые пластыри с индексом «Б”, которые позволяют устанавливать их ближе к краю борта. Для удобства работы разведите борта шины при помощи борторасширителя.
7. Нанесите по центру каждой из сторон пластыря вспомогательные линии.
8. Установите термопластырь (стрелкой в направлении края борта) на внутреннюю сторону шины в месте повреждения так, чтобы вспомогательные линии на шине и пластыре совпали. Обведите термопластырь по контуру с припуском 5-10 мм
9. На внутреннюю поверхность шины в месте ремонта необходимо аккуратно нанести очиститель на площадь, большую, чем выбранный термопластырь, аккуратно удалите загрязнения с помощью скребка, и дайте просохнуть 10-15 мин.
10. Обработайте шину внутри размеченного участка. При ремонте бескамерных шин необходимо полностью удалить рыхлый герметичный слой до слоя плотной резины.
ВНИМАНИЕ! Обработку производить очень осторожно, чтобы не повредить нити корда.
11. Удалите пыль и резиновую крошку внутри и снаружи шины в месте ремонта с помощью пылесоса. Не допускается очистка сжатым воздухом, содержащим масло или влагу.
12. Проверьте качество слоя резины на обработанном участке. Полностью удалите мягкие, скатывающиеся при их отдирании частицы резины.
ВНИМАНИЕ! Окончательно обработанная поверхность резины должна быть шероховатой (ни в коем случае не гладкой). Во время обработки не допускайте подгорания резины, для этого окончательную шероховку производите на малых оборотах инструмента (до 750 об/мин.).
13. Равномерно нанесите на подготовленную для установки термопластыря поверхность шины первый слой термораствора. Время сушки – 60 минут (проба тыльной стороной пальца — прилипания не должно быть).
14. После высыхания первого слоя термораствора на поверхности шины нанесите второй слой. Время сушки второго слоя 15-20 минут (проба тыльной стороной пальца должно ощущаться легкое прилипание).
15. Снимите защитную пленку со стороны адгезивной резины от середины примерно на 5-7см в обе стороны (защитную пленку с верхней стороны термопластыря необходимо оставить).
16. Снимите бортовой расширитель. Пластырь с освобожденной средней зоной наложить на место ремонта, совмещая вспомогательные линии на пластыре и шине. Прикатайте середину пластыря роликом
Прикатайте середину пластыря роликом
17. Поочередно удалите обе части защитной пленки с пластыря. С усилием и без пропусков прикатайте всю поверхность пластыря прикаточным роликом.
18. При ремонте бескамерных шин, удаленный во время шероховки герметичный слой внутри шины вокруг термопластыря необходимо восстановить. Для этого нужно вырезать полоски сырой резины (1 мм) и прикатать их роликом по периметру пластыря с таким расчетом, чтобы перекрыть отшерохованную поверхность шины вокруг пластыря.
19. Нанесите на поверхность воронки два слоя термораствора. Время сушки – 60 минут (проба тыльной стороной пальца — прилипания не должно быть). После высыхания первого слоя нанесите второй слой. Время сушки второго слоя 15-20 минут (проба тыльной стороной пальца должно ощущаться легкое прилипание).
ВНИМАНИЕ! Для сокращения времени допускается нанесение первого слоя термораствора одновременно на поверхность под пластырь и на воронку повреждения.
20. Для заполнения воронки повреждения шины нарежьте полоски сырой резины (3мм) шириной 10-15 мм и нагрейте их на специальной плите.
Для заполнения воронки повреждения шины нарежьте полоски сырой резины (3мм) шириной 10-15 мм и нагрейте их на специальной плите.
21. Произведите последовательное заполнение воронки полосками из сырой резины (3мм), тщательно прикатывая их друг к другу при помощи прикаточного ролика, не допуская образования воздушных пузырей.
22. Обрежьте неровности ножом, при этом уровень сырой резины, заполняющей воронку, должен превышать общий уровень поверхности шины минимум на 3 мм для шин Л/А и 5 мм для шин Г/А.
23. Произведите вулканизацию места ремонта при помощи вулканизаторов «Комплекс-1», «Комплекс-2» или «Комплекс-3» обеспечивающих режим одновременной вулканизации пластыря и воронки повреждения.
Соблюдайте требования инструкций по эксплуатации вулканизаторов!
Время вулканизации шин при температуре вулканизации 140°С складывается из:
— 30 минут для прогрева нагревателей
— 5 минут на каждый миллиметр толщины шины с учетом толщины пластыря.
— при ремонте тракторных и вездеходных шин с глубоким профилем необходимо увеличить время вулканизации на 50%.
24. После проведения режима вулканизации шина должна остыть под давлением до t = 90°С.
25. Демонтируйте отремонтированную шину с вулканизатора.
26. После вулканизации проконтролируйте качество отремонтированной поверхности. Поверхность резины в месте ремонта должна быть плотной, без воздушных пор. Наличие воздушных пор говорит о недостаточном давлении в процессе вулканизации.
27. Отшлифуйте внешнюю сторону места ремонта до уровня основной поверхности шины. Используйте инструмент для шлифования. При шлифовке резина не должна тянуться и скатываться в комочки – это происходит в случае, когда резина недостаточно провулканизирована. Необходимо увеличить время вулканизации.
28. На камерных шинах присыпьте края пластыря безасбестовым тальком.
29. При ремонте беговой дорожки восстановите рисунок протектора с помощью нарезателя протектора. Перед вводом в эксплуатацию (монтажом) еще раз проверьте качество ремонта!
30. Произвести монтаж шины на диск, накачать и проверить на герметичность. Эксплуатировать шину допускается через 3 часа после окончания процесса вулканизации. Отремонтированные шины следует устанавливать только на заднюю ось автомобиля!
При горячей вулканизации прочность связи составляет от 12 кгс/см2 до 16 кгс/см2, что позволяет увеличить гарантийный пробег шин после ремонта на весь срок их эксплуатации.
В результате проведенного сравнительного анализа установлено, что при горячей вулканизации на оборудовании, материалами и по технологии фирмы снижается себестоимость и увеличивается производительность труда, повышается качество ремонта.
Эксплуатировать шину допускается через 3 часа после окончания процесса вулканизации. Отремонтированные шины следует устанавливать только на заднюю ось автомобиля!
При горячей вулканизации прочность связи составляет от 12 кгс/см2 до 16 кгс/см2, что позволяет увеличить гарантийный пробег шин после ремонта на весь срок их эксплуатации.
В результате проведенного сравнительного анализа установлено, что при горячей вулканизации на оборудовании, материалами и по технологии фирмы снижается себестоимость и увеличивается производительность труда, повышается качество ремонта.
Ремонт шин методом горячей вулканизации
- Главная
- О компании
- Статьи
Ремонт шин методом горячей вулканизации — надежно, быстро и дешево.
Наш мобильный шиномонтаж предлагает ремонт шин легковых и грузовых автомобилей с помощью технологии горячей вулканизации быстро по времени, надежно по качеству и дешево.
При ремонте шин горячая вулканизация является одним из самых распространенных способов устранения проколов и порезов. Неспроста этот метод так широко используется, ведь он дает качественное решение проблемы даже крупных порезов шин. При горячей вулканизации для устранения пореза применяют сырую резину и высокую температуру, при которой каучук плавится и на молекулярном уровне соединяется с материалом шины. Ремонт шин методом горячей вулканизации позволяет крепко склеить порезы длиной более одного сантиметра, благодаря прочному соединению в поврежденное место не проникнут ни пыль, ни вода. Поэтому такие работы можно производить в любом месте, даже при возникновении поломки на трассе.
Преимущества ремонта шин методом горячей вулканизации
Этот способ считается самым надежным, он крепче всего соединяет и скрепляет края порезов шин.
Еще один плюс выбора горячей вулканизации заключается в том, что пользоваться отремонтированной шиной можно практически сразу после того, как ремонтные работы завершены. На качество склеивания не будет отрицательно влиять ни низкая температура воздуха, ни сильная запыленность шины, ни многие другие факторы.
Еще один важный момент — это стоимость. По сравнению с холодной вулканизацией, которая производится с использованием специального химического состава, стоимость используемых для горячей вулканизации материалов очень низкая, и поэтому такой ремонт вам обойдется намного дешевле.
Преимущества обращения к нам
Специалисты нашего мобильного шиномонтажа имеют огромный опыт устранения порезов шин, в том числе боковых, с помощью горячей вулканизации. Для ремонта мы используем только современное оборудование и качественные материалы, а на все работы даем гарантию.
Если у вас прокололась в дороге шина или отлетело колесо, смело звоните нам по телефону, указанному на сайте, и будьте уверены, что ваши проблемы мы решим легко, быстро и по самой низкой цене. Мы используем два способа проведения ремонта шин горячей вулканизации на ваш выбор: одноэтапный и двухэтапный.
Обращайтесь к нам, наши специалисты быстро устранят любую неполадку.
Поделиться ссылкой:
Вернуться к списку
Производство машины для горячей вулканизации для ремонта шин OTR/EM, стенда для ремонта OTR, пресса для замены шин OTR
Наша компания «КТ Сервис» более 15 лет занимается проектированием, производством и поставкой оборудования для обслуживания любой тяжелой карьерной техники: для таких грузовиков, как самосвалы БелАЗ, CATERPILLAR, KOMATSU, HITACHI, EUCLID, VOLVO, TEREX, карьерные погрузчики, колесные тракторы, сельскохозяйственная и другая колесная техника. Головной офис «КТ Сервис» находится в промышленном регионе России — Урале. Благодаря нашему местоположению мы можем легко доставить наше оборудование по всей территории Российской Федерации. Предлагаем следующую продукцию российского производства:1. Машина для горячей вулканизации для ремонта повреждений протектора, плечевой зоны и боковины радиальных и диагональных шин Шины OTR/EM 2. Стенд для ремонта ОТР/ЭМ 3. Пресс для замены шин OTR (машина для демонтажа и монтажа шин OTR) Вся наша техника производится на высокотехнологичном оборудовании. Мы используем только качественную европейскую фурнитуру. Качество нашей продукции подтверждено 10-летней работой и более чем 150 клиентами в России, Украине, Казахстане, Армении и Белоруссии. Нашими клиентами являются крупнейшие компании в области угледобывающей промышленности, по добыче железной и цветной руды, по добыче алмазов, бокситов, щебня и др.
1. Система ремонта шин Earthmover (система ремонта OTR)1.1. Вулканизирующая машина «Модель 33.00»Вулканизатор GIANT Model 33.00 предназначен для ремонта шин OTR размером от 25 до 57 дюймов. В нем используется двухэтапная система ремонта локальных повреждений шин-гигантов: горячая вулканизация воронки повреждения и наклейка ремонтной заплаты с холодной вулканизацией. Является отличной заменой вулканизатору REMA TIP TOP EM 2. Выпускается в России с 2001 года. За это время было продано более 50 вулканизаторов. Тем более, что первый до сих пор работает.
Направляющие машины
На базе данного вулканизатора возможна поставка полного комплекта ремонтного оборудования ОТР, включая все необходимое оборудование, инструмент и расходные материалы для ремонтных работ. Описание и принцип работы вулканизатора можно посмотреть в видео
1.2. Система вулканизации «Модель 63» Vulcanizing System «Модель 63» для одноэтапной системы ремонта (с использованием технологии горячей вулканизации) – аналог флагманской системы Vulcanizing Machine Monaflex (производства Monarch Vulcanizing Systems Ltd, Великобритания).
Система вулканизации предназначена для ремонта шин типоразмеров: 59/80-63; 56/80-63; 55/80-63; 53/80-63; 50/90-57; 50/80-57; 46/90-57; 40. Система вулканизации «Модель 63″ состоит из: вулканизатора для ремонта шин 49″-63» и стенд ремонтный ЭМ (грузоподъемность 7500 кг).
1.3. Вулканизационная машина «Модель 40.00»Вулканизатор «Модель 40.00» для одноэтапной системы ремонта (с использованием технологии горячей вулканизации) – аналог флагманской системы Вулканизатора Monaflex (производства Monarch Vulcanizing Systems Ltd, Великобритания).
На базе данного вулканизатора возможна поставка полного комплекта ремонтного оборудования ОТР, включая все необходимое оборудование, инструмент и расходные материалы для ремонтных работ. 1.4. Вулканизационная машина «Модель 21.00»Вулканизатор «Модель 21.00» для одноэтапной системы ремонта (с использованием технологии горячей вулканизации) – аналог флагманской системы Вулканизатора Monaflex (производства Monarch Vulcanising Systems Ltd, Великобритания).
На базе данной вулканизационной машины возможна поставка полного комплекта ремонтного оборудования ОТР, включая все необходимое оборудование, инструмент и расходные материалы для проведения ремонтных работ. 2. Стенд ремонтный ЭМДля удобства обращения с шинами EM в процессе ремонта Ускоряет позиционирование шины на ЭМ станке и повышает безопасность работы 2.1. модель 06030Предназначен для работы с большими шинами. Шина поднимается мощной электромеханической системой. Ролики, на которые устанавливается шина, приводятся в действие электрическим приводом.
Скачать спецификацию Код. Посмотреть видео 2.2. дель 06035Предназначен для работы с большими шинами. С электроприводом прядильных роликов и ручным приводом вертикального перемещения каретки.
Загрузить спецификацию Код. 2.3. дель 06026Общий доступ к шине Рабочая высота шины регулируется специальной рукояткой Роликовые стержни обеспечивают легкое вращение в нужное положение и исключают риск повреждения области борта Колесики обеспечивают удобное перемещение
2.4. дель 06020Общий доступ к шине Рабочая высота шины регулируется специальной рукояткой Роликовые стержни обеспечивают легкое вращение в нужное положение и исключают риск повреждения зоны буртика Колесики обеспечивают удобное перемещение
3. Шиномонтажный пресс OTR (Шиномонтажная машина OTR) Шиномонтажный пресс OTR (Шиномонтажная машина OTR)Для безопасного и быстрого монтажа/демонтажа/накачивания шин Giant или Off The Road (OTR) в сборе 3.1. Портативный шиномонтажный станок OTRМобильные шиномонтажные станки OTR SHM серии — аналог шиномонтажных станков MTM производства Maruma Technica co. ООО, Япония. Спецификация
3. 2. Стационарный шиномонтажный станок OTR Press 2. Стационарный шиномонтажный станок OTR PressСтационарные шиномонтажные станки OTR NMZ серии являются аналогом шиномонтажных станков TP производства компании Reliable Wheel Products Ltd., Канада. Спецификация
3. 3. Стационарный шиномонтажный станок OTR Press 3. Стационарный шиномонтажный станок OTR PressСтационарные шиномонтажные станки OTR 31 серии — аналог шиномонтажных станков производства БелАЗ Спецификация
Условия поставки Наша компания может доставить оборудование в любой указанный Вами регион. Упаковка оборудования гарантирует полную сохранность и предохраняет от повреждений при транспортировке. Все оборудование поставляется с полным комплектом необходимых инструкций по эксплуатации (руководство пользователя, техническое описание и т.д.) на английском, испанском или французском языках. Все Ваши пожелания и предложения просим присылать на почту на адрес @probelaz.ru или по телефону + 7/351/ 230-39-33, 236-94-04, 773-62-11, 773-47-01
|


 150 °С
150 °С
 00-57; 37.00-57; 36.00-51; 33.00-51; 27.00-49; 70/70-57; 65/65-57; 60/80-57; 58/80-57; 55/80-57; 53,5/85-57; 50/90-57; 50/80-57; 50/65-51.
00-57; 37.00-57; 36.00-51; 33.00-51; 27.00-49; 70/70-57; 65/65-57; 60/80-57; 58/80-57; 55/80-57; 53,5/85-57; 50/90-57; 50/80-57; 50/65-51. 145°С
145°С 145°С
145°С 06030
06030  06035
06035  Первоначальное предложение составляется на условиях EXW Челябинск, FOB Санкт-Петербург, Россия или FOB Владивосток, Россия. Окончательное предложение составляется с учетом транспортных расходов до порта прибытия. Мы можем доставить оборудование в любую точку мира.
Первоначальное предложение составляется на условиях EXW Челябинск, FOB Санкт-Петербург, Россия или FOB Владивосток, Россия. Окончательное предложение составляется с учетом транспортных расходов до порта прибытия. Мы можем доставить оборудование в любую точку мира.Составы и элементы протектора борются с врагом шины: теплом
Важный для создания шины материал превращает полимеры и присадки в упругий продукт, способный выдержать мучительные мили вождения по шоссе.
Разрушает жизненный цикл шины, разрушает резиновые смеси и влияет на управляемость автомобиля.
Тепло. Шина не может жить без него, но может быть им разрушена.
Типичный метод вулканизации для производства шин использует тепло для проведения химической реакции между материалами, включая натуральный и синтетический каучук, серу и другие химические вещества. Этот процесс, считающийся необратимым для коммерческих целей, сшивает длинные полимерные цепи, предотвращая их независимое перемещение в химической матрице. В результате получается прочная шина, которая деформируется под действием силы и возвращается к своей первоначальной форме при снятии силы.
Хорошая новость.
Когда шина вращается под весом автомобиля, она неоднократно деформируется и восстанавливается, создавая потерянную энергию, называемую гистерезисом. Когда энергия рассеивается, в шине накапливается тепло. Если шина подвергается повышенному уровню деформации или деформация происходит с большей частотой, накопление тепла будет увеличиваться и начнет разрушать то, что оно помогло создать.
Шинные компании часто демонстрируют эффект резиновых смесей с высоким и низким гистерезисом, используя два каучуковых шарика, которые кажутся идентичными. Внешний вид обманчив, что становится очевидным, когда шары падают с одинаковой высоты одновременно.
Первый мяч отскакивает высоко, имея очень эластичную резиновую смесь с низким гистерезисом, напоминающую супермяч. После удара о землю он отскакивает и теряет большую часть поглощенной энергии. Второй шарик с его резиновой смесью с высоким гистерезисом комично отказывается отскакивать, поглощая большую часть энергии, которая незаметно нагревает резину.
Синтетические каучуковые смеси, как правило, обладают высокими значениями гистерезиса, в то время как натуральный каучук имеет низкое значение гистерезиса. В шинах соединения с высоким гистерезисом создают повышенное трение для улучшения сцепления и тяги, в то время как соединения с низким гистерезисом обеспечивают более низкие рабочие температуры. Гоночные шины содержат больше синтетического каучука; в грузовых шинах больше натурального каучука.
Разработано для нагрева
Тепловыделение в грузовой шине определяется в основном гистерезисными характеристиками потерь материалов, используемых в шине, по словам Пола Гросскопфа, технического директора подразделения грузовых шин Michelin в Северной Америке.
«Как и другие эксплуатационные характеристики шин, такие как износ, сцепление с дорогой и сопротивление качению, повышение температуры внутри шины является частью проектных спецификаций производителя шин, которые проверяются и контролируются», — говорит Гросскопф.
«За счет оптимизации различных конструктивных параметров при нормальных условиях эксплуатации предотвращается чрезмерное накопление тепла, что позволяет обеспечить долговременную целостность обсадной колонны на протяжении всего срока ее службы, включая восстановление протектора».
Он говорит, что в конструкции грузовых шин используется более дюжины различных соединений.
«Каждая смесь, используемая в шине, разработана для оптимизации общих характеристик шины, включая выделение тепла», — говорит он. «Например, компаунд для боковин должен иметь хорошую стойкость к истиранию, разрыву и долговременному растрескиванию, а также низкие гистерезисные потери. Когда шина прогибается, гистерезисные потери, создаваемые компаундами, являются основным источником выделяемого тепла».
«Например, компаунд для боковин должен иметь хорошую стойкость к истиранию, разрыву и долговременному растрескиванию, а также низкие гистерезисные потери. Когда шина прогибается, гистерезисные потери, создаваемые компаундами, являются основным источником выделяемого тепла».
Протектор шины также может играть роль в накоплении тепла.
Grosskopf говорит, что выбор рисунков протектора и составов влияет на многие критические характеристики шин. «Износ, сцепление с дорогой, сопротивление качению и накопление тепла в верхней части грузовой шины зависят от этих конструктивных параметров», — говорит он. «Для каждого конкретного применения необходимо разработать соответствующий рисунок протектора и состав смеси».
Конструктивные и производственные переменные в конструкции шины должны управляться, чтобы гарантировать, что накопление тепла контролируется до приемлемого уровня в нормальных условиях эксплуатации, добавляет он. «Это включает в себя обеспечение того, чтобы использовались правильные материалы, а размер, форма и вес грузовых шин создавались с точными допусками».
Контроль накопления тепла в шинах выходит за рамки процессов проектирования и производства. Операторы автопарка должны взять на себя ответственность за надлежащий уход и техническое обслуживание шин своих транспортных средств, что открывает перед дилерами шин возможность дальнейшего обучения клиентов.
«Критические параметры, касающиеся накопления тепла в каркасах шин, также включают условия вождения и техническое обслуживание», — предупреждает Гросскопф. «Чем сильнее прогибается шина, тем выше гистерезисные потери и выше накопление тепла. Это означает, что шина, которая перегружена или недостаточно накачана для той нагрузки, которую она несет, будет выделять больше тепла. Кроме того, работа на более высоких скоростях или при более высокой температуре окружающей среды также увеличивает накопление тепла».
Повышение температуры шин является основной причиной разрушения резины и может привести к усталостному растрескиванию, расслоению брекера, разрыву шашек протектора и растрескиванию. Это может повлиять на воздухопроницаемость шины, что может привести к недостаточному накачиванию. В то же время было обнаружено, что воздух, проникающий в резиновую смесь шины, может ускорить окислительную деградацию.
Это может повлиять на воздухопроницаемость шины, что может привести к недостаточному накачиванию. В то же время было обнаружено, что воздух, проникающий в резиновую смесь шины, может ускорить окислительную деградацию.
В конечном счете, чрезмерное накопление тепла может повредить грузовую шину до такой степени, что она больше не будет подходящим кандидатом для восстановления протектора, но даже восстановленная грузовая шина должна выдерживать нагрев.
Том Бреннан, вице-президент и директор Michelin Retread Technologies, говорит, что способность правильно восстановленных шин, даже широких одинарных шин нового поколения, работать при более низких температурах, может улучшить их характеристики и позволить многократное восстановление протектора.
«Выбор правильного поставщика восстановленных протекторов гарантирует, что накопление тепла будет учтено в процессе восстановления, а также при проектировании и проектировании продукции», — говорит Бреннан.
Он сказал, что Michelin Retread Technologies использует технологию коэкструзии, позволяющую использовать несколько резиновых смесей в продуктах для восстановления протектора его компании. Верхний состав восстановленного протектора разработан для обеспечения точных эксплуатационных характеристик, необходимых для конкретного применения протектора. Нижняя смесь разработана для поддержания низкой рабочей температуры протектора, что снижает рабочую температуру каркаса.
Верхний состав восстановленного протектора разработан для обеспечения точных эксплуатационных характеристик, необходимых для конкретного применения протектора. Нижняя смесь разработана для поддержания низкой рабочей температуры протектора, что снижает рабочую температуру каркаса.
По словам Бреннана, его компания теперь может проектировать и производить восстановленные протекторы с большей глубиной протектора. «Обычно тепловыделение значительно увеличивается при более глубоких протекторах, — говорит он, — но благодаря использованию технологии коэкструзии многокомпонентная конструкция позволяет нашим протекторам обеспечивать исключительную производительность и износостойкость, сохраняя при этом низкую рабочую температуру».
Он объясняет, что использование компанией Michelin большего количества натурального каучука в сочетании со способом смешивания натурального каучука для получения готовых резиновых смесей оказывает большое влияние на способность протектора противостоять накоплению тепла, сохраняя при этом ожидаемые характеристики сцепления и износа.