
Ошибка
- Автомобиль — модели, марки
- Устройство автомобиля
- Ремонт и обслуживание
- Тюнинг
- Аксессуары и оборудование
- Компоненты
- Безопасность
- Физика процесса
- Новичкам в помощь
- Приглашение
- Официоз (компании)
- Пригородные маршруты
- Персоны
- Наши люди
- ТЮВ
- Эмблемы
- А
- Б
- В
- Г
- Д
- Е
- Ё
- Ж
- З
- И
- Й
- К
- Л
- М
- Н
- О
- П
- Р
- С
- Т
- У
- Ф
- Х
- Ц
- Ч
- Ш
- Щ
- Ъ
- Ы
- Ь
- Э
- Ю
- Я
Навигация
- Заглавная страница
- Сообщество
- Текущие события
- Свежие правки
- Случайная статья
- Справка
Личные инструменты
- Представиться системе
Инструменты
- Спецстраницы
Пространства имён
- Служебная страница
Просмотры
Перейти к: навигация, поиск
Запрашиваемое название страницы неправильно, пусто, либо неправильно указано межъязыковое или интервики название. Возможно, в названии используются недопустимые символы.
Возможно, в названии используются недопустимые символы.
Возврат к странице Заглавная страница.
Если Вы обнаружили ошибку или хотите дополнить статью, выделите ту часть текста статьи, которая нуждается в редакции, и нажмите Ctrl+Enter. Далее следуйте простой инструкции.
Коленвал: устройство, назначение, принцип работы
Оглавление
- Коленчатый вал: что это, каковы его задачи
- Материалы изготовления коленвала. Технология производства
- Технология изготовления
- Стальные валы
- Чугунные валы
- Из чего состоит коленвал
- Механизм работы
- Датчик коленвала
- Неисправности и их устранение
- Итог
В ходе эксплуатации коленвал двигателя притирается к нему, к его особенностям, поэтому, когда возникает необходимость в ремонте или замене, мастера максимум внимания уделяют износу подвижных элементов и стараются ответить на вопрос о том, что стало его причиной.
Коленчатый вал: что это, каковы его задачи
Коленчатый вал направляет крутящий момент на маховик, откуда тот поступает на шестеренки трансмиссии, затем – на колеса (ведущие). Сам вал начинает вращаться под влиянием поршневой группы.
Большинство классических ДВС работают по одинаковой схеме. Внутри таких установок возвратно-поступательные движения преобразовываются во вращательные. Блок цилиндров включает поршни с шатунами, и в момент, когда воздушно-топливная смесь направляется в цилиндр, где она возгорается от искры, освобождается большое количество энергии. Газы, которые под воздействием тепла расширяются, оказывают давление на поршень, и он начинает перемещаться вниз.
Цилиндры устанавливаются на шатунах, закрепленных на шатунных шейках коленвала. Так как каждый цилиндр срабатывает в конкретный момент времени, воздействие, оказываемое на кривошипно-шатунный механизм, получается равномерным, поэтому коленчатый вал двигается постоянно. Движение переходит на маховик, а уже от него посредством сцепления переходит на КП и на колеса.
Важно
Коленвал необходим для того, чтобы преобразовывать движения различного рода. Отсюда предельная точность, с которой она создается, ведь от симметричности, а также от того, как точно друг относительно друга выверен каждый угол, зависит частота вращения коленчатого вала.
Внешне этот элемент представляет собой сочетание большого количества шатунных шеек, сочетающихся друг с дружкой коленной шейкой. Число таких колен-шеек зависит от числа цилиндров, а также полностью соответствует их форме и местонахождению. С поршнями шейки соединяются посредством шатунов, которые приводят коленвал в движение.
Есть несколько разновидностей коленчатого вала двигателя. Когда шатунные шейки расположены симметрично от шейки коленной, это полноопорный коленвал. Когда шатунные шейки установлены лишь с одной стороны, говорят, что вал неполноопорный.
Материалы изготовления коленвала. Технология производства
В процессе производства коленчатых валов применяют разные материалы. Для спорткаров или автомобилей люкс-класса валы выпускают из легированной либо углеродистой стали, характеризующейся повышенной прочностью и износостойкостью.
Для спорткаров или автомобилей люкс-класса валы выпускают из легированной либо углеродистой стали, характеризующейся повышенной прочностью и износостойкостью.
Для серийных авто используется модифицированный чугун, который обрабатывается путем прессования либо литья. В качестве элементов, необходимых для легирования стали, используется хром и молибден, реже могут быть примеси других металлов, которые работают на увеличение прочности.
Чаще всего устанавливается деталь внизу, над кратером, но если ДВС оппозитный, то данный конструктивный элемент находится выше, в центральной части двигателя, что упрощает процесс замены коленвала при необходимости.
Технология изготовления
Выпускаются заготовки валов путем штамповки и литья. Кованые модели более прочны, их делают, как уже говорилось выше, из легированной или углеродистой стали. Изделия массового производства, которыми комплектуются в основном серийные модели автомобилей, выпускают из высокопрочного чугуна, используется при этом метод литья.
Выливают материал в оболочковые или земляные формы, причем, применение именно оболочковых форм является более прогрессивным методом, так как изделие получается более точным, припуски на механическую обработку оказываются минимальными, а порой они и вовсе отсутствуют.
Если речь идет о методе горячей штамповки, это уже массовое производство, так как технология изготовления позволяет получить готовую деталь, которая практически не требует обработки.
Отсюда – более точные размеры коленвала, идеальная форма, а также доступная цена, продиктованная минимальными отходами металла. К тому же волокна в готовой детали размещены оптимальным образом, что заметно улучшает показатели прочности, как следствие – износостойкость детали.
Стальные валы
Коленчатые валы для спорткаров, автомобилей повышенной мощности и высокой проходимости изготавливают из стали путем ковки либо горячего штампования. Чаще всего для этого используют сталь 35, 50, 45Г и 50 Г. Производство деталей быстроходных механизмов осуществляется из упомянутых выше сталей, в которые добавляют хром и никель, хром и молибден.
Производство деталей быстроходных механизмов осуществляется из упомянутых выше сталей, в которые добавляют хром и никель, хром и молибден.
Легированные стали характеризуются повышенной пластичностью, твердостью, продолжительным сроком службы, поэтому из них выпускают коленчатые валы для мощных дизельных и бензиновых силовых установок.
Чугунные валы
В серийных моделях не только автомобильного транспорта, но и других ТС, оснащенных двигателями внутреннего сгорания, устанавливают коленвалы из чугуна с графитом, изготовленные методом литья. Технология известна давно, но в последнее время она была усовершенствована, что позволило удешевить процесс производства и повысить качество деталей, минимизировать процесс образования брака.
Примечательно то, что благодаря использованию новейшего оборудования удалось значительно уменьшить потери металла, и чем сложнее конструкция комплектующего, тем эта экономия заметнее. Наличие в составе графита повышает износостойкость и надежность вала, но ключевую роль играет качество литья, отсутствие так называемых литейных пороков.

Прочность изделия зависит от свойств материала. Если вал выпущен из модифицированного либо высокопрочного чугуна, отпадает необходимость в его дальнейшей термической обработке. Литая деталь характеризуется одинаковой твердостью по всей площади, которая не уменьшается даже после шлифования.
Из чего состоит коленвал
Ключевыми составными элементами коленвала можно считать следующее:
- Коренная шейка – опора, выполняющая функции оси вращения. Находится она в подшипнике.
- Щеки – некое связующее звено между коренными и шатунными шейками, к тому же препятствующее разрушению детали вследствие непрерывных нагрузок.
- Шатунные шейки – это опоры, которые соединены с шатунами поршней.
- Носок – расположенный спереди конструктивный элемент, который передает мощность на вспомогательные механизмы.
- Хвостовик – элемент, расположенный сзади. Он соединяется с маховиком либо шестеренкой отбора мощности для передачи усилия на движение.

- Противовесы – отдельный элемент конструкции, распределяющий нагрузку и уравновешивающий вал.

Роль уплотнителя для хвостовика и носка играют сальники коленвала, которые предотвращают протекание масла на стыках там, где маховик выходит за границы цилиндров. За способность детали двигаться вращательно отвечают подшипники скольжения, изготовленные из стали. Для исключения риска смещения оси вращения устанавливается упорный подшипник.
Механизм работы
Работоспособность всех без исключения ДВС обеспечивается поршневым блоком, который приводит в действие коленвал. Работает механизм следующим образом:
- Топливная смесь в цилиндре сгорает, это ведет к расширению воздуха и образованию давления.
- Под воздействием давления происходит выталкивание поршня, начинается поступательное движение.
- Соединение с шатунными шейками обеспечивает изменение поступательного движения во вращательное.
- Полученная, таким образом, энергия вращения с коленвала направляется на ведущие колеса, и транспортное средство движется.

Датчик коленвала
Датчик коленчатого вала используется лишь в транспортных средствах, оснащенных системами электронного управления двигателя. От вращения вала зависит работа нескольких деталей и даже целых систем, благодаря своевременной подачи топливной смеси становится возможным улучшение ездовых характеристик.
Для синхронизации рабочих процессов как раз и придумали специальный датчик, способствующий синхронизации зажигания. Он передает данные о положении коленчатого вала на блок управления и тем самым оптимизирует работу множества механизмов. Датчики коленвала бывают нескольких видов:
- магнитные;
- Холла;
- оптические.
У каждого из них – свои особенности и преимущества, но все они устанавливаются в корпусе силового агрегата на специальном кронштейне.
Неисправности и их устранение
К наиболее распространенным неисправностям коленвала относится:
- Значительный износ шатунных и коренных шеек, к которому привела нехватка масла или его ненадлежащее качество, неправильное давление в системе, засоренность масляного фильтра, перегрев масла, приведший к его разжижению. Устраняется неисправность капитальным ремонтом мотора.
- Износ торцов под упорными кольцами (а случается это, если автомобиль часто стоит на месте при выжатом сцеплении) В этом случае придется обработать упорные фланцы и использовать более толстые полукольца. Часты случаи, когда подобный эффект устраняется только путем замены вала, которому предшествует диагностика, а при необходимости – и ремонт привода сцепления.
 Устраняется неисправность капитальным ремонтом мотора.
Устраняется неисправность капитальным ремонтом мотора.Итог
Коленчатый вал машины – деталь, отвечающая за способность транспортного средства двигаться, поэтому роль ее в конструкции машины невозможно переоценить. Чтобы коленвал успешно справлялся с возложенными на него функциями и служил годами, необходимо регулярно проводить ТО и выполнять ремонт детали, как только возникнет такая необходимость.
Как делают коленвал
Изготовление сборного коленчатого вала | Главная Модель Форум машинистов двигателей
металлоразрушитель
Участник
- #1
Привет, я здесь новенький, пенсионер, живущий в Канаде.
Уже около 10 лет у меня есть отливки для сборки фермерского двигателя Fairbanks Morse в масштабе 1/3. То, как построить коленчатый вал, было одной из многих причин задержки, если я не сделаю шаг, у меня закончатся годы, чтобы закончить его.
Итак, я прошу любой помощи (кстати, это диаметр цилиндра 1,5 дюйма и ход поршня 2,0 дюйма), что, вероятно, делает его довольно большим по сравнению со многими проектами, о которых я читал на этой доске. Планируется использовать Loctite и конические штифты для фиксации соединений, но ничего не касается зазоров по типу отделки поверхности, и я уверен, что многое другое, что не приходило мне в голову.
Заранее спасибо за помощь Джек
AllThumbs
Известный член
- #2
Я собрал кривошип с замком и коническими штифтами. Я не оставил большого зазора (скользящая посадка)? Я собрал кривошип на цельном валу, а затем вырезал центральный вал. Коленчатый вал на фото.
gbritnell
Победитель проекта месяца!!!
- #3
Привет, Джек,
В настоящее время я строю двигатель 1/3 Galloway. Он также имеет встроенный коленчатый вал. Журналы имеют диаметр 0,625. Конструктор рекомендует собирать детали с главным валом в виде сквозного стержня, пропаивать места соединений серебром, закалывать коническими штифтами, а затем вырезать центральную часть.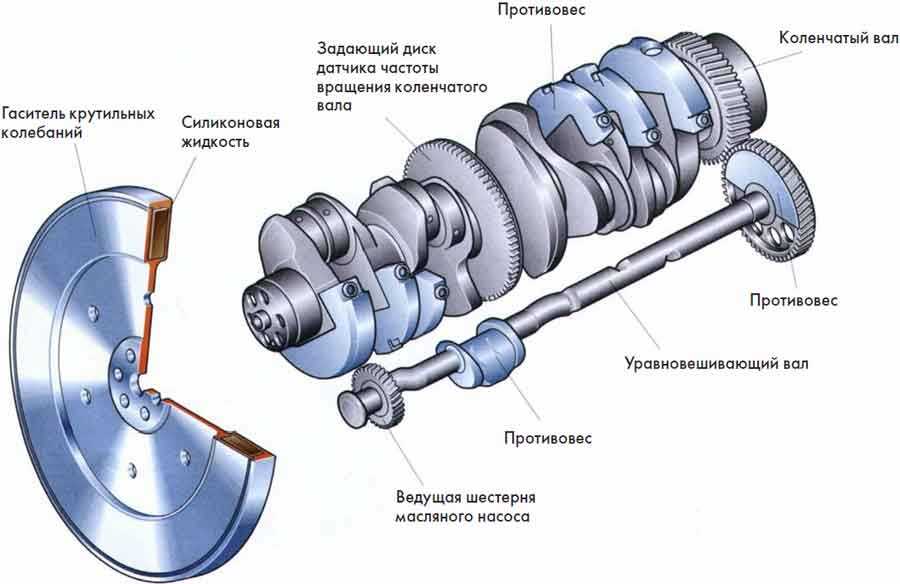 Маховики на этом двигателе имеют диаметр 10,25 дюйма, поэтому я не знаю, доверю ли я коническим штифтам нести всю нагрузку. При прерывистом воспламенении на коленчатый вал оказывается довольно большая нагрузка по крутящему моменту.
Маховики на этом двигателе имеют диаметр 10,25 дюйма, поэтому я не знаю, доверю ли я коническим штифтам нести всю нагрузку. При прерывистом воспламенении на коленчатый вал оказывается довольно большая нагрузка по крутящему моменту.
гбритнелл
Металлический мясник
Победитель проекта месяца!!!
- #4
Джек, я только что сделал несколько сборных коленчатых валов после неудачной попытки выточить один из цельных. Вот ссылка на проблему и окончательное решение, которое я придумал. Начните с ответа № 31 до ответа № 57. Я использовал буровую штангу. Он имеет очень хорошее качество поверхности, и все отверстия в перемычке были просверлены и расширены для плотного прилегания. #609Loctite — правильный материал для такого типа посадки, и конические штифты могут быть немного лучше, чем прямые штифты, которые я буду использовать. Кстати, я провожу лето в Восточном Онтарио, Канада, и мне это очень нравится.
#609Loctite — правильный материал для такого типа посадки, и конические штифты могут быть немного лучше, чем прямые штифты, которые я буду использовать. Кстати, я провожу лето в Восточном Онтарио, Канада, и мне это очень нравится.
Удачи с вашей рукояткой.
http://www.homemodelenginemachinist.com/index.php?topic=11257.15
-MB
чад
Известный член
- #5
Я только что закончил сборку кривошипа для наемника, над которым работаю. Серебро припаял и скрепил все части вместе. Я нашел много информации на этом сайте…
Дон
ZAPJACK
Участник
- #6
Привет, Парни,
Вот другой статус сборки коленчатого вала
Самая сложная работа, следуйте за мной, это расстояние между 2 отверстиями
Так что проверьте это дважды, прежде чем сверлить
мирикман
Известный член
- #7
Я сделал один с ходом 2,5 дюйма для «модельного» двигателя Carlisle+Finch из 3/4-дюймового шлифованного штока и рамок из мягкой стали. Все валы термоусаживаются на броски и закрепляются перпендикулярно (в 4 местах) рассверленными и запрессованными штифтами. Тиг сварил внешние поверхности там, где штифты подходили к лыскам и где шатунный штифт пересекал бросок. Выфрезеровали центральную стенку, а затем сварили внутренний шов. Была небольшая пружинка, которую легко исправить несколькими ударами молотка с мягким ударом. Все поверхности обезжирены – вот результаты перед окончательной шлифовкой и финишной отделкой. Заполните яму сварки, показывающую перед покраской бросков. При установке со шпонками и маховиками 10″ пробег правда в пределах 2-3 тыс.
Тиг сварил внешние поверхности там, где штифты подходили к лыскам и где шатунный штифт пересекал бросок. Выфрезеровали центральную стенку, а затем сварили внутренний шов. Была небольшая пружинка, которую легко исправить несколькими ударами молотка с мягким ударом. Все поверхности обезжирены – вот результаты перед окончательной шлифовкой и финишной отделкой. Заполните яму сварки, показывающую перед покраской бросков. При установке со шпонками и маховиками 10″ пробег правда в пределах 2-3 тыс.
Jasonb
Победитель проекта месяца!!!
- #8
Недавно я сделал это для 1/5th IHC Famous, его стержень 7/16 и стержень 5/16, все из мягкой стали. Я припаял серебром (припаял серебром), затем просверлил штифты с легкими отверстиями CSh, а затем закрепил штифты, после того, как профилировал штифты, штифты не видны. Я буду использовать тот же метод в масштабе 1/2, который я также должен сделать.
Я припаял серебром (припаял серебром), затем просверлил штифты с легкими отверстиями CSh, а затем закрепил штифты, после того, как профилировал штифты, штифты не видны. Я буду использовать тот же метод в масштабе 1/2, который я также должен сделать.
Джейсон
2manyhobbies
Известный член
- #9
Джейсон
Когда вы строите коленчатый вал, как показано на рисунке, какой зазор вы оставляете для серебряного припоя (если он вообще есть)? Рассверлены ли они для посадки со скользящей посадкой, а затем припаяны без дополнительной токарной обработки?
Прекрасная работа над двигателями!
Брэд
Jasonb
Победитель проекта месяца!!!
- #10
На этом кривошипе, я думаю, я просто просверлил 1/4, 3/8, а затем погружной рез с помощью 7/16 2-канавочного сверла, блестящая мягкая сталь (CRS) обычно на тысячу или два меньше размера, что дает припой где-то бежать.
Никакой другой токарной обработки, за исключением очень тонкого разреза для удаления большей части припоя с внутренних углов.
Дж
Соковыжималка для форели
Победитель проекта месяца!!!
- #11
Я сделаю небольшой скос вокруг отверстия, чтобы образовалась впадина, в которую также будет вплавляться припой.
Как сделать упражнение двигателя
Технология
от Альберта Ф. Бишоп по номеру
Поделитесь на Facebook
. Общие в Twitter
.
Поделиться на LinkedIn
Поделиться по электронной почте
Распечатать
Задача изготовления коленчатого вала никоим образом не выходит за рамки способностей среднего механика-любителя. Сравнительно простыми будут найдены следующие направления:
Возьмите кусок стали толщиной 2 дюйма, шириной 5 дюймов и длиной, соответствующей цели. Тонкую пасту из меловой пыли и воды можно нанести на металл, и когда она высохнет, она станет отличной поверхностью для проведения линий острым графитовым карандашом. Рукоятка может быть разложена на этой поверхности до точного требуемого размера. Строки, указанные в сопроводительном
Рис. I.-Вырезание коленчатого вала.
Чертеж A (рис. 1) можно резать с усилием sa I. Надрезы, идущие вдоль детали, могут быть лучше выполнены с помощью сверления, хотя два длинных пропила можно сделать с помощью ленточной пилы. Для облегчения операции сверления приспособление должно быть изготовлено из холоднокатаной стали толщиной 1/16 дюйма, шириной 2 дюйма и длиной около фута. Просверлите отверстия в этой части по идеально прямой линии. размещать мотыги как можно ближе друг к другу, не допуская ни одного реза
в другой. Это приспособление не нужно закаливать, если только не нужно просверлить большое количество кривошипов. Деталь должна быть прикреплена к поверхности стальной пластины с помощью трех крепежных винтов. Теперь рабочий может приступить к сверлению, и если отверстия в приспособлении правильно расположены, сталь можно без особых проблем отделить после сверления.
После того, как кривошип грубо вырезан таким образом, его можно отцентрировать по концам и обточить на токарном станке. Инструмент следует затачивать консервной банкой·
Рис.
I.-Вырезание коленчатого вала.
Чертеж A (рис. 1) можно резать с усилием sa I. Надрезы, идущие вдоль детали, могут быть лучше выполнены с помощью сверления, хотя два длинных пропила можно сделать с помощью ленточной пилы. Для облегчения операции сверления приспособление должно быть изготовлено из холоднокатаной стали толщиной 1/16 дюйма, шириной 2 дюйма и длиной около фута. Просверлите отверстия в этой части по идеально прямой линии. размещать мотыги как можно ближе друг к другу, не допуская ни одного реза
в другой. Это приспособление не нужно закаливать, если только не нужно просверлить большое количество кривошипов. Деталь должна быть прикреплена к поверхности стальной пластины с помощью трех крепежных винтов. Теперь рабочий может приступить к сверлению, и если отверстия в приспособлении правильно расположены, сталь можно без особых проблем отделить после сверления.
После того, как кривошип грубо вырезан таким образом, его можно отцентрировать по концам и обточить на токарном станке. Инструмент следует затачивать консервной банкой·
Рис. 2.-Обработка шатунной шейки.
боковой скос и предназначен для вырезания глубокой, но тонкой стружки, снимая почти весь угол при первом резе. Эта процедура избавит от сильного стука. Коленчатый вал следует сначала обработать в черновом режиме, оставив достаточно припуска для чистовой обработки. Для поворота шатунной шейки изготовьте фланец формы, обозначенной буквой В (рис. 2), с двумя ушками на внешнем конце, как показано на букве D. Механическая обработка этой отливки проста. Он заключается в подтачивании фланца и его растачивании для установки коленчатого вала. Фланец зажат +’ лицевая пластина и болт в точке C действуют как шарнир, так что регулировку вверх или вниз можно обеспечить, слегка постукивая по детали молотком. Затем ремни надежно закрепляются болтами. Боковая регулировка достигается с помощью двух установочных винтов, обозначенных буквой E. Еще два установочных винта будут надежно удерживать вал в шейке фланца. Противовес F может быть прикреплен ремнями или болтами к лицевой пластине.
2.-Обработка шатунной шейки.
боковой скос и предназначен для вырезания глубокой, но тонкой стружки, снимая почти весь угол при первом резе. Эта процедура избавит от сильного стука. Коленчатый вал следует сначала обработать в черновом режиме, оставив достаточно припуска для чистовой обработки. Для поворота шатунной шейки изготовьте фланец формы, обозначенной буквой В (рис. 2), с двумя ушками на внешнем конце, как показано на букве D. Механическая обработка этой отливки проста. Он заключается в подтачивании фланца и его растачивании для установки коленчатого вала. Фланец зажат +’ лицевая пластина и болт в точке C действуют как шарнир, так что регулировку вверх или вниз можно обеспечить, слегка постукивая по детали молотком. Затем ремни надежно закрепляются болтами. Боковая регулировка достигается с помощью двух установочных винтов, обозначенных буквой E. Еще два установочных винта будут надежно удерживать вал в шейке фланца. Противовес F может быть прикреплен ремнями или болтами к лицевой пластине.