
Ремонт коленчатого вала — шкиф, вкладыши
Коленчатый вал представляет собой одну из самых важных и дорогостоящих деталей силового агрегата внутреннего сгорания. Конструктивно он представляет собой деталь, состоящую из коренных и шатунных шеек, которые соединяются щеками. Выполнить ремонт коленвала своими руками практически невозможно. Исключением могут быть случаи, когда вы обладаете соответствующей квалификацией, и в вашем гараже имеется специальное профессиональное оборудование высокой точности. Основная часть операций предполагает использование специализированных станков. В данной статье мы рассмотрим список ремонтных работ коленчатого вала, опишем основные проблемы и методы их решения.
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
шлифовка,
рихтовка,
полировка,
ремонт шкива,
чистка каналов,
замена подшипников,
балансировка.

Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Ремонт шкива коленвала, как правило, предполагает тщательную очистку детали. При поломке или возникновении каких-либо дефектов, выполняется замена шкива.
Чистка каналов
Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка
Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка
Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вышеописанная информация представляет собой ряд советов и рекомендаций, после прочтения которой, вы будете иметь общее представление об этапах и объёмах ремонта коленчатого вала.
Шлифовка, полировка коленвала грузовых автомобилей, спецтехники в Тюмени
Записаться на сервис
Cогласие с политикой конфиденциальности
Блок цилиндров в процессе эксплуатации двигателя подвергается многократным температурным воздействиям и испытывает большие механические нагрузки.
Перераспределение внутренних напряжений в материале блока, которое происходит в результате, зачастую приводит к деформации блока цилиндров. В свою очередь деформация постели коленвала нарушает условия смазки и создаёт изгибающие нагрузки на коленчатом валу, что заканчивается ускоренным износом вала и коренных подшипников, а в итоге и двигателя в целом.
Постель коленчатого вала также получает термические и механические повреждения при разрушении или износе коренных подшипников, что приводит к увеличению диаметра постели и влияет на работу коленчатого вала двигателя. Критичными отклонениями отверстий постели от номинала считаются превышающие 0,02 мм.
Основная цель ремонта постели коленчатого вала — восстановление размера и формы отверстий в опорах, которые необходимы для работы подшипников.
|
Капитальный ремонт ДВС |
|||
|
№ п/п |
ДВС |
Работа |
С запчастями |
|
1 |
А-01 |
от 57 800 |
от 112 030 |
|
2 |
А-41 |
от 50 050 |
от 88 270 |
|
3 |
СМД-14, 16, 18,31 |
от 50 050 |
от 77 400 |
|
4 |
СМД-60, 62, 72 |
от 56 900 |
от 99 220 |
|
5 |
Д-240 |
от 54 790 |
от 90 410 |
|
6 |
Д-245 |
от 56 305 |
от 96 455 |
|
7 |
Д-260 |
от 59 300 |
от 125 760 |
|
8 |
ГАЗ-53 |
от 54 600 |
от 83 540 |
|
9 |
ЗИЛ-130 |
от 56 000 |
от 93 840 |
|
10 |
ЗМЗ-402 (УАЗ) |
от 35 305 |
от 53 131 |
|
11 |
Д-144 |
от 44 850 |
от 72 850 |
|
12 |
ЯМЗ-236 |
от 77 015 |
от 145 260 |
|
13 |
ЯМЗ-238 |
от 86 410 |
от 180 570 |
|
14 |
ЯМЗ-238 НБ |
от 86 850 |
от 181 550 |
|
15 |
КАМАЗ-740 |
от 71 135 |
от 140 530 |
| 16 |
КАМАЗ «ЕВРО» |
от 64 925 |
от 144 335 |
|
17 |
КАМАЗ «ЕВРО-1» |
от 81 580 |
от 157 860 |
|
18 |
КАМАЗ «ЕВРО-2» |
от 81 580 |
от 178 975 |
|
19 |
ЯМЗ-240 Б |
от 104 900 |
от 227 598 |
|
20 |
ЯМЗ-240 БМ |
от 109 340 |
от 238 085 |
|
21 |
Д-160 |
от 95 345 |
от 193 950 |
|
22 |
Д-180 |
от 95 345 |
от 223 351 |
|
23 |
ПД-23 |
от 16 490 |
от 30 375 |
|
24 |
Д-65 |
от 50 050 |
от 79 470 |
|
25 |
ЯМЗ-7511 |
от 93 280 |
от 193 680 |
|
26 |
ЯМЗ-7601 |
от 77 150 |
от 163 085 |
|
27 |
ТМЗ-840 |
от 89 700 |
|
Прайс-лист
Прайс-листПодробнее по телефону: +7 (495) 506-58-92
| Работы по блоку цилиндров | Цена | ||
|---|---|---|---|
| Расточка и хонингование | ВАЗ 2101 -2112 | 3500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 3500 | ||
| иномарка, в том числе через ремонт | (за цилиндр) | 1500 | |
| иномарка (алюсил) | (за цилиндр) | 6500 | |
| мото | (за цилиндр) | 2000 | |
| Дохонинговка (восстановление сетки хона) | 50% | ||
| Гильзовка и хонингование блока цилиндров (со стоимостью гильзы) | ВАЗ, Таврия, «Ока» | 2500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 2500 | ||
| УАЗ (в 100мм) | 4500 | ||
| иномарка (чугун) гильза чугун | (за цилиндр) | 6000 | |
| иномарка (алюминий} гильза чугун | (за цилиндр) | 6000 | |
| иномарка V-образный (чугун) гильза чугун | (за цилиндр) | 7000 | |
| иномарка V-образный (алюминий) гильза чугун | (за цилиндр) | 7000 | |
Гильзовка cummins Газель 4 цилиндра (под ключ) | за блок | 18000 | |
| Ра6ота по 1 цилиндру или съем более 1 мм | +20% | ||
| Дополнительные у слуги по блоку цилиндров | |||
| Замена вкладышей ВПМН | ВАЗ 2101 -2107/ ГАЗ 406 (без стоимости материала) | 1000/2000 | |
| Иномарка | (за опору) | 1500 | |
| Перепрессовка поршней | ВАЗ, ОКА | (за единицу) | 250 |
| Иномарка | (за единицу) | 600 | |
| Шлифовка ВПМН в ремонтный размер | ВАЗ 2101-2107 | 600 | |
| в ремонтный размер | ГАЗ-406 | 1200 | |
| Шлифовка коленвалов | |||
| Шлифовка коленвала | Отечественные | 4000 | |
| ГАЗ | 4000 | ||
| «Ока» | 2000 | ||
| иномарка (3 -4 цилиндра) | 6000 | ||
| иномарка (5-6 цилиндров) | 8000 | ||
| иномарка (8 цилиндров) | 9000 | ||
| Шлифовка только (шатунных или коренных) шеек | -40% | ||
| Шлифовка коленвала с сохранением галтелей | +50% | ||
| Шлифовка коленвала с узкими шейками (менее 20 мм) | +50% | ||
| Дополнительные у слуги по коленвалу | |||
| Полировка коленвала | отечественные | (за вал) | 1000 |
| иномарка | (за шейку) | 200 | |
| Рихтовка коленвала | отечественного | 600 | |
| прогиб до 0,4 мм | иномарка | 1300 | |
| прогиб более 0,4 мм (без гарантии) | иномарка | 1300 | |
| Обработка поверхности под упорные полукольца | 1200 | ||
| Снятие и установка заглушек, чистка каналов | ВАЗ, ГАЗ | 1000 | |
| Балансировка коленвалов в сборе | ВАЗ | 0 | |
| ГАЗ | 0 | ||
| Иномарка | 0 | ||
| Восстановление маслосгонной накатки | ГАЗ | 700 | |
| иномарка | 1000 | ||
| Работа по ГБЦ | |||
| Обработка плоскости головки блока цилиндров | ВАЗ, Москвич, ГАЗ, Таврия, Ока | (за деталь) | 1000 500 |
| ВАЗ, Москвич, ГАЗ, Таврия, Ока (шлифовка) | (за деталь) | 1000 | |
| иномарка (фрезеровка) | (за цилиндр) | 500 | |
| иномарка (шлифовка) | (за цилиндр) | 500 | |
| не параллельные плоскости | 650 | ||
| Обработка плоскости блока цилиндров | отечественные / Ока | (за деталь) | 1500/800 |
| иномарка | (за цилиндр) | 750 | |
ВАЗ 2101-21033. Таврия Таврия | (за деталь) | ||
| Ока | (за деталь) | ||
| ГА3-402, АЗЛК | (за деталь) | ||
| ГАЗ-406, ВАЗ 2112 | (за деталь) | ||
| Сборка ГБЦ, регулировка зазоров | ВАЗ 2108-21083 | (за деталь) | 2500 |
| Рассухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Засухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Замена маслосъемных колпачков | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка, Мото | (за единицу) | 100 | |
| Замена направляющих втулок клапанов | В АЗ 21 01-21083, Ока, Таврил | (за единицу) | 100 |
| ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК | (за единицу) | 100 | |
| Иномарка и Мото (в том числе разворачивание отверстий под ремонтные клапана) | (за единицу) | 250 | |
| Правка седел | ВАЗ. ГАЗ-406, Ока, Таврия ГАЗ-406, Ока, Таврия | (за единицу) | 100 |
| ГАЗ 402, АЗЛК | (за единицу) | 100 | |
| Иномарка, Мото | (за единицу) | 250 | |
| Работа по одному клапану | (за единицу) | + 50% | |
| Правка рабочей фаски старого клапана, чистка | ВАЗ. ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 200 |
| Иномарка. Мото | (за единицу) | 200 | |
| Притирка клапана | ВАЗ, ГАЗ-402, ГА3-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка и Мото. Правка старого клапана перед притиркой обязательна!!! | (за единицу) | 100 | |
| Замена седла с изготовлением седла | Отечественные автомобили | (за единицу) | 1500 |
| Иномарка, Мото | (за единицу) | 2000 | |
| Замер клапанного механизма (Отечественные автомобили) | (за единицу) | 50 | |
| Замер клапанного механизма (Иномарка) | 75 | ||
| Расточка постели коленвала | |||
| Отечественные автомобили | (за единицу) | 6000 | |
| Иномарки | (за единицу) | 3000 | |
| Ремонт постели распредвала | |||
| ГА3-402 мотор | (за цилиндр) | 7000 | |
| Иномарка | (за единицу) | 3000 | |
| Длина вала более 600 мм | +25% | ||
| Ремонт шатунов | |||
| Ремонт НГШ | Иномарка | (за шатун) | 2500 |
| Ремонт ВГШ (без стоимости материалов) | Иномарка | (за шатун) | 2500 |
| Работа по одному шатуну | +20% | ||
| Опрессовка | |||
| Блок цилиндров | Отечественные автомобили | (за блок) | 2000 |
| Иномарки, в том числе V-образные | (за цилиндр) | 900 | |
| Головка блока цилиндров | Отечественные автомобили | (за головку) | 1000 |
| Иномарки / не параллельные плоскости | (за цилиндр) | 500/650 | |
Нажимая кнопку «ОТПРАВИТЬ», я даю согласие на обработку своих персональных данных и принимаю условия пользовательского соглашения
* поля, обязательные для заполнения
Контрольное число*
Обновить код
Нажимая кнопку «ОТПРАВИТЬ», я даю согласие на обработку своих персональных данных и принимаю условия пользовательского соглашения
* поля, обязательные для заполнения
Шлифовка коленчатого вала в компании Механика, территория г.
 Дзержинский
Дзержинский
Коленчатый вал – деталь непростая
Коленчатые валы поражают обилием форм и размеров: плоские и пространственные, длинные и короткие, разные по размерам, весу, жесткости, и, конечно же, по числу коренных и шатунных шеек.
Коленчатый вал часто называют не просто деталью, а системой. И вполне оправданно – любое сколь-нибудь существенное воздействие (механическое или термическое) на шейку, щёку, галтель или любой другой участок вызывает реакцию всей детали, отклик. И выражается он в виде деформации тех или иных зон, грозящей вызывать биение и дисбаланс.
Поэтому ремонтировать коленчатый вал необходимо только профессионально, руководствуясь принципом «не навреди». Иначе – выбраковка дорогой детали.
Когда требуется шлифовка
Первый признак необходимости ремонта коленчатого вала замечает водитель – это падение давления масла. Значит, подшипники скольжения скорее всего изношены и масляный клин между шейкой и стенкой вкладыша недостаточно плотный и надежный.
Помогает и взятие пробы масла из картера. Существуют методики, основанные на спектральном анализе таких проб. Если прибор показывает в масле следы меди и некоторых других цветных металлов, можно говорить о вероятном износе вкладышей.
Но окончательный диагноз ставится лишь после разборки двигателя и замеров геометрии коленчатого вала. И тогда выносится вердикт: вал требует шлифовки в ремонтный размер. Именно шлифовки в отличие от расточки блока – ведь шейки имеют закаленный слой, а такая поверхность не для резца. Приносим извинения за столь банальное уточнение, но вдруг кто-то из читателей не знаком с технологией коленчатого вала и металловедением. Знаете, в интернете всякое встречается…
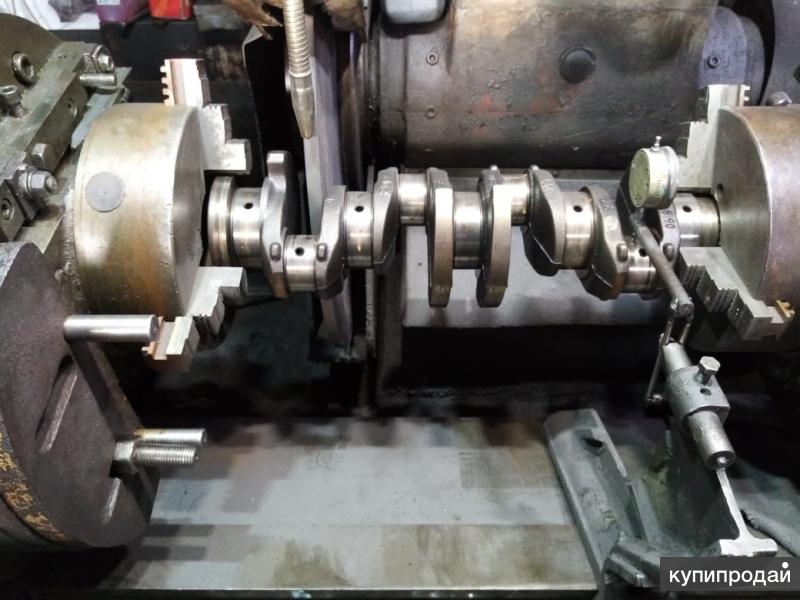
В цехах «Механики». Диагностика
(фото: диагностика состояния коленчатого вала)
Дальнейший разговор поведем, опираясь на опыт компании «Механика». Здесь принимают в ремонт любые коленчатые валы – от автомобильных (бензиновый ДВС, дизель) до громадных тепловозных.
Вал прибывает в ремонт в составе двигателя либо отдельно, если мотор уже разобран самим заказчиком. И сразу попадает на проверку. Первое, что с ним делают – замеряют износ шеек.
Вал устанавливается крайними коренными шейками на призмы. Далее мастер микрометром замеряет диаметры всех шеек в нескольких плоскостях, чтобы проверить – есть ли «эллипс»? До величины 0,01 мм его можно вытерпеть, больше – нет.
Про замеры шеек, как правило, клиенты знают. Это делают во всех мастерских. Но «Механика» выполняет еще один замер – прогиб (биение) вала. К центральной коренной шейке подводят часовой индикатор и вращают вал на призмах. Если стрелка отклоняется в пределах 0,01 мм – прекрасно. Эту «сотку» можно списать на погрешность измерений. Также необходимо проверить биение хвостовика и поверхностей сальников.
А если биение центральной коренной шейки больше «сотки»? По опыту компании, биение до 0,1 (а иногда до 0,2 мм) исправляется шлифовкой. Разумеется, с учетом особенностей данного вала.
В цехах «Механики». Шлифовка
(фото: шлифовка коленчатого вала)
Итак, вал замерен. Принято решение шлифовать шейки – в какой именно размер, зависит от их износа и наличия в каталогах производителя соответствующих вкладышей.
Правда, ухо здесь надо держать востро. В разных каталогах разных производителей вкладышей встречается различные ряды ремонтных размеров. Например, у официалов только 0,25 мм, у Кольбеншмидт (Kolbenschmidt) – 0,25 и 0,5, а у американского Глико (Glyco ) еще и 0,75 мм. Еще нюанс: присутствие вкладышей в каталоге еще не означает, что они есть в природе. Поэтому важно уточнить их фактическое наличие и лишь тогда приступать к работе.
Для шлифовки применяются специализированные шлифовальные станки. Главная их «изюминка» – приспособления, позволяющие смещать зажимные кулачки относительно оси станка. Это позволяет шлифовать шатунные шейки. Точность станков – 5 мкм.
Как закрепляется вал? В «Механике» рассказали, что при шлифовке коренных шеек валов легковых двигателей деталь закрепляется в центрах.,%20%D1%88%D0%BB%D0%B8%D1%84%D0%BE%D0%B2%D0%BA%D0%B0,%20%D1%84%D1%80%D0%B5%D0%B7%D0%B5%D1%80%D0%BE%D0%B2%D0%BA%D0%B0,%20%D0%BE%D0%BF%D1%80%D0%B5%D1%81%D1%81%D0%BE%D0%B2%D0%BA%D0%B0,%20%D0%B7%D0%B0%D0%BC%D0%B5%D0%BD%D0%B0%20%D1%81%D1%82%D0%B0%D0%BA%D0%B0%D0%BD%D1%87%D0%B8%D0%BA%D0%BE%D0%B2%20%D1%84%D0%BE%D1%80%D1%81%D1%83%D0%BD%D0%BA%D0%B8.jpg) При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
Когда подпираешь деталь центром, очень важно «не пережать», иначе вал в станке может деформироваться – вспомните, с чего мы начали эту статью.
Если вал «грузовой», тяжелый, его зажимают в патроне по поверхности заднего сальника, а передняя часть подпирается центром. Здесь тоже требуется подготовка фаски на токарном станке.
Что касается шатунных шеек, при их обработке вал фиксируется в патронах с обеих сторон. Разумеется, со смещением на радиус кривошипа и тщательным выставлением оси каждой шатунной шейки в ось вращения станка с помощью индикаторной стойки.
Шлифовка каждой шейки осуществляется, как правило, в два прохода. Например, если вал шлифуется в ремонтный размер 0,25 мм, то сначала снимается слой 0,15 – 0,2 мм. А потом, уже с меньшей подачей, шейка выводится в окончательный размер. Подача смазочно-охлаждающей жидкости (СОЖ) обязательна – иначе шейка перегреется.
Долго ли длится сам процесс, включая переналадку под коренные или шатунные шейки? По опыту компании, на шлифовку вала четырехцилиндрового двигателя легкового автомобиля уходит порядка 40 мин.
Но это время можно и сократить – например, если обрабатывать партию однотипных валов. В этом случае задействуются два станка – на одном шлифуют коренные шейки, на другом шатунные.
Нельзя не сказать и об инструменте – шлифовальных кругах. К ним тоже есть свои требования, и довольно жесткие. Например, биение круга должно быть менее 3-4 мкм, иначе шейка из круглой может превратиться в граненую. Этот дефект называется дроблением.
И еще. Если шейка имеет канавку для выхода круга, никакой особой подготовки инструмента не потребуется. А если ее нет? Тогда галтель будет подрезана, что недопустимо. Ведь в вале появится опасный концентратор напряжений, резко снижающий усталостную прочность детали.
В этом случае шлифовальный круг заправляется специальным алмазным инструментом таки образом, чтобы радиус закругления края был равен радиусу галтели. И тогда шлифовка станет для вала безопасной.
И тогда шлифовка станет для вала безопасной.
И завершает процесс ремонта полировка шеек. Она не только убирает микронеровности, повышая качество поверхности, но и уничтожает заусенцы в на масляных отверстиях на шейках.
После работ необходимо очистить все масляные каналы от технологической грязи после шлифовки и полировки.
В цехах «Механики». Несколько подробностей
Выходной контроль при передаче отремонтированного вала заказчику – процедура обязательная. Проверка размеров и формы шлифованных шеек – это само собой. А еще вал устанавливается на призмы и проверяется с помощью индикатора на биение. Если уложились в «сотку», прекрасно, деталь можно смело ставить в двигатель.
Правда, и здесь есть свои нюансы. Вал по разным плоскостям имеет не равную жесткость. Тяжелый вал может прогнуться и от собственного веса. Поэтому в ряде случаев допускается прогиб равный монтажному зазору.
Есть еще один подводный камень – состояние посадочного места для подшипника первичного вала коробки. Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Загадка в следующем. Гнездо для подшипника может иметь биение. Вина ли это завода или предыдущего некачественного ремонта, неважно. Важно этот дефект устранить. Мастер разворачивает индикаторную стойку, упирает щуп во внутреннюю стенку гнезда и вращает вал. Ага, биение есть.
Вал ставят в токарный станок, базируясь по коренной шейке, и протачивают бьющее отверстие на 2 мм «в плюс». Затем запрессовывают в него стальную втулку и протачивают посадочное место под подшипник первичного вала. Все – теперь подшипник сосен с шейкой, и приключений с коробкой не будет.
Подробности можно приводить еще и еще, но, как говорил Козьма Прутков, нельзя объять необъятное. Поэтому резюмируем: используя отличное знание коленчатых валов, применяя индивидуальный подход к каждому случаю, базируясь на современных технологиях и станочном парке, компания неизменно обеспечивает высокое качество ремонта.
И еще. Качество и опыт – вещи неразделимые. Об опыте «Механики» свидетельствует такая история. Однажды, еще в 90-х (так ли уж важна точная дата?) компанию посетили представители известной фирмы Кольбеншмидт. И среди прочего поинтересовались: а сколько валов вы делаете в своем цехе? Где-то штук пятнадцать, ответили в «Механике». В неделю, уточнили немцы? В день, пояснили в «Механике». Надо было видеть глаза гостей.
И в заключение рекомендуем к просмотру ролики. В них руководитель «Механики» Д.Н. Даньшов рассказывает о тонкостях шлифовальных технологий.
Автор: Юрий Буцкий, к.т.н.
Полировка коленвала для Infiniti Fx 50 – отполировать коленчатый вал для Infiniti Fx 50
Ремонт дизельного двигателя
Полировка коленвала для Infiniti Fx 50 выполняется во время обрабатывания поверхности коленчатого вала и следует за его шлифовкой.
Для того чтобы качественно отполировать коленвал авто класса внедорожник необходимо обработать его поверхность мелкой наждачкой и далее абразивной смесью. Во время выполнения таких процессов заусеницы и микрозадиры полностью удаляются.
Во время выполнения таких процессов заусеницы и микрозадиры полностью удаляются.
Выполнить мероприятия по полировке коленчатого вала внедорожника своими руками непросто автовладельцу, который не разбирается в нюансах ремонта внедорожников.
Обозначенные работы лучше доверить специалистам из профильных автосервисов, где полировкой коленвала для внедорожников занимаются регулярно и выполняют это качественно.
Автосервисы по полировке коленвала для внедорожника
Если вам необходимо выполнить полировку коленвала для внедорожника и вы не знаете, где можно это сделать – обратитесь к предложенному ниже каталогу, в котором представлены автосервисы работающие по данной специфике.
Качественно восстановят целостность картера ДВС вашего внедорожника в представленных в опубликованном ниже списке автотехцентрах.
Стоимость полировки коленвала для Infiniti Fx 50
Стоимость выполнения таких работ, как полировка коленвала для Infiniti Fx 50, вы сможете узнать по представленному на сайте телефону. Работают техцентры, которые сотрудничают с настоящим проектом, по среднерыночным ценам – это значит, что именно на базах данных предприятий вы сможете отполировать коленчатый вал своего внедорожника недорого.
Работают техцентры, которые сотрудничают с настоящим проектом, по среднерыночным ценам – это значит, что именно на базах данных предприятий вы сможете отполировать коленчатый вал своего внедорожника недорого.
Значение данной суммы складывалось из следующих параметров —
- стоимость расходников
- цена времени, которое требуется спецам на выполнение данных работ (единица – нормо-час)
Скидки
Регулярно наш проект предоставляет клиентам возможность получить приятные скидки на услуги автосервисов. Для того чтобы участвовать в бонусных программах необходимо узнать у менеджера-консультанта на телефоне актуальные акции и условия участия в них.
Предварительная запись
На выбранную услугу можно записаться заранее – такой подход позволит сэкономить ваше время, так как вы не только сможете с комфортом и без каких-либо очередей сдать машину в ремонт, но и решите все необходимые вопросы заранее, до приезда в автосервис.
Записаться можно по телефону и онлайн – для этого заполните анкету на сайте.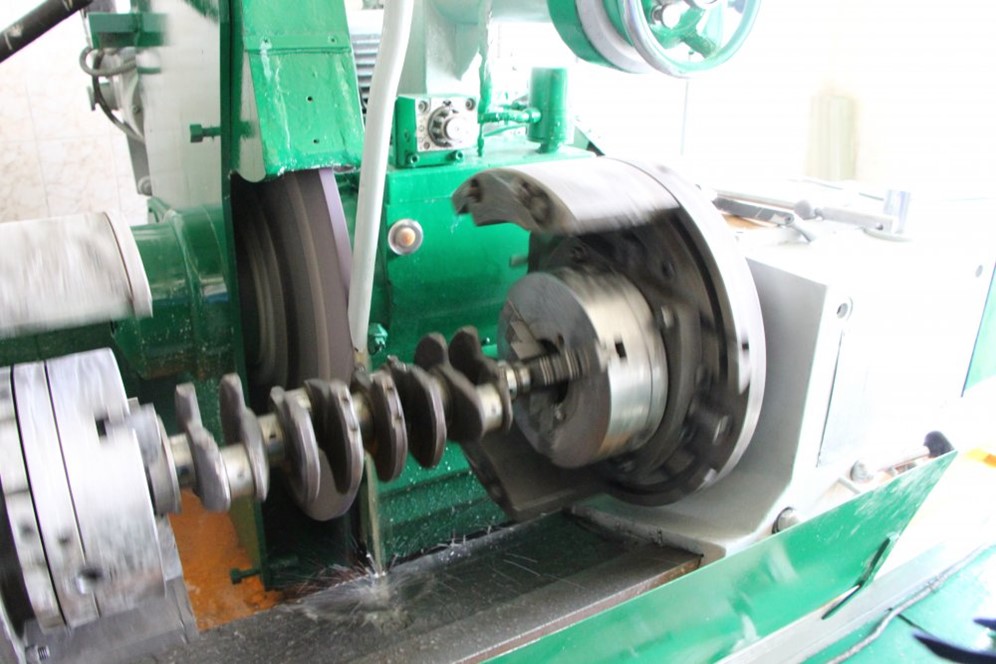
Для записи нужно будет указать подробную информацию о настоящем состоянии транспортного средства, назвать марку и модель, а также предоставить прочую информацию, такую как желаемое время визита и необходимые к осуществлению работы.
Центр внедорожников Infiniti Fx 50 м. Южная
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Северное Чертаново
Шоссе: Варшавское шоссе
Метро: Чертановская
Округ: Южный
Я являюсь директором данного автосервиса и забочусь о том, чтобы клиенты оставляли положительные отзывы, а ремонт внедорожников и автомобилей других классов выполнялся на должном профессиональном уровне в соответствии с современными требованиями и рекомендациями производителя.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Кунцевская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Крылатское
Шоссе: Аминьевское шоссе
Метро: Крылатское
Округ: Западный
Если вы решили «я хочу» или «мне необходимо» выполнить ремонт автомобиля или его плановое обслуживание, и вы понимаете, что такие работы должны выполнять только квалифицированные специалисты (дизелисты, мотористы, автомеханики), обращайтесь в наш автосервис.
Мы располагаем всем необходимым оборудованием, а в штате работают опытные и грамотные мастера, которые смогут точно определить, почему случилась поломка, какие именно агрегаты необходимо отремонтировать, и какой способ будет наиболее эффективен и рационален.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Волгоградский проспект
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Кузьминки
Шоссе: Волгоградский проспект
Метро: Кузьминки
Округ: Юго-Восточный
Мы являемся специализированным автосервисом, в котором работают мастера различного профиля и выполняющие ремонт внедорожников на должном профессиональном уровне, что подтверждают отзывы о нашей компании, а также то, что наши клиенты рекомендуют нас своим знакомым в качестве надежного сервисного центра.
Если вы решили «хочу найти хороший автосервис», который сможет удовлетворить ваши требования, но не знаете, кто мог бы подсказать и дать ответ на этот вопрос, обратитесь в наш техцентр, и вы поймете, что именно у нас можно рассчитывать на качественную и честную работу.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Ботанический сад
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Останкинский
Шоссе: Ярославское шоссе
Метро: ВДНХ
Округ: Северо-Восточный
Мы являемся профильным центром, который специализируется на ремонте рамных внедорожников, кроссоверов и других автомобилей данного класса, а также транспортных средств других категорий.
Мы располагаем технической и инструментальной базой, в штате имеет специалистов разного профиля, каждый из которых использует свой многолетний опыт для того, чтобы понимать, как именно выполнять ремонт автомобилей, в соответствии с какой технологией.
Если вы решили «я хочу» или «мне надо» найти хороший сервисный центр, мастерам которого можно доверять, вы можете обратиться на наше предприятие, будучи уверенным в качестве предоставляемых услуг.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 г. Люберцы
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Выхино-Жулебино
Шоссе: Волгоградский проспект
Метро: Рязанский проспект
Округ: Юго-Восточный
Являясь директором данного технического центра, я гарантирую, что специалисты работают квалифицированно, грамотно и честно, что позволяет нам получать положительные отзывы от наших клиентов. Мы следим за тем, чтобы репутация говорила сама за себя, а потому гарантируем, что знаем, как правильно выполнить ремонт вашего внедорожника.
Для профессиональной работы у нас есть все необходимое – специальное оборудование, технические схемы работ, многолетний опыт. Поэтому если вы ищете того, кто мог бы отремонтировать ваш автомобиль, но никто из знакомых не может вам подсказать такое предприятие, обращайтесь к нам, и вы убедитесь, что отзывы о нас правдивы и обоснованы.
Скидки: постоянным клиентам | Вся информация
 vse-vnedorojniki.ru/tsentr-vnedorozhnikov-infiniti-fx-50-m-retchnoy-vokzal»>Центр внедорожников Infiniti Fx 50 м. Речной вокзал
vse-vnedorojniki.ru/tsentr-vnedorozhnikov-infiniti-fx-50-m-retchnoy-vokzal»>Центр внедорожников Infiniti Fx 50 м. Речной вокзал
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Западное Дегунино
Шоссе: Ленинградское шоссе
Метро: Сокол
Округ: Северный
Мы располагаем всей технической базой для выполнения ремонта любых автомобилей, в том числе 4х4 (автомобили с формулой колес 4 на 4), имеем оборудованные боксы и цехи. При этом, специалисты предприятия (дизелисты, мотористы, слесаря, мастера по моторам, ТНВД, подвеске или трансмиссии) квалифицированы и опытны, а потому понимают, как именно выполнять ремонт и по какой технологии.
Таким образом, вы можете быть уверены в том, что мы знаем, как отремонтировать ваш автомобиль, используем для этого профессиональное оборудование и навыки, учитываем рекомендации производителей, и при этом предлагаем доступный и средний по Москве прайс-лист.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Владыкино
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Савёловский
Шоссе: Алтуфьевское шоссе
Метро: Тимирязевская
Округ: Северо-Восточный
Если вы не знаете, куда обратиться для ремонта автомобилей 4х4 (4 на 4), но хотите понять, кто мог бы лучше других выполнить его ремонт в соответствии с требованиями и рекомендациями производителя, обращайтесь технический сервис. Мы являемся специализированным предприятием, где работают квалифицированные специалисты разного профиля.
Вместе с профессиональным уровнем работ мы гарантируем доступные цены на услуги. Поэтому, если для вас важно по приемлемым расценкам выполнить качественное техобслуживание, но не знаете, кто предоставляет наиболее выгодные предложения, позвоните оператору и узнайте ответ на этот вопрос.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Калужская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Академический
Шоссе: Профсоюзная улица
Метро: Академическая
Округ: Юго-Запаный
Решив, что «вам надо» или «я хочу» отремонтировать свой паркетник или кроссовер, вы наверняка захотите узнать, кто данные работы может выполнить на профессиональном уровне. Для этого обратитесь в наш техцентр, где работают грамотные и квалифицированные специалисты, которые понимают, как должен проходить процесс ремонта и какие должны быть учтены особенности.
Вместе с этим вы можете рассчитывать на доступный прайс-лист и средние цены по Москве. Мы работаем честно и профессионально, что подтверждают отзывы постоянных клиентов.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Каширская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Нагатино-Садовники
Шоссе: Каширское шоссе
Метро: Варшавская
Округ: Южный
Преимущество нашего автосервиса в ремонте внедорожников и кроссоверов заключает в следующем
- мы имеем техническую базу
- располагаем профессиональным оборудованием
- имеем оснащенные боксы и цехи
- мастера понимают, как работать с моделями таких автомобилей и как выполнять ремонт
Также мы предлагаем приемлемые цены на услуги ремонта и техобслуживания. Кроме этого, вы можете рассчитывать на скидки и дополнительные бонусы. Постоянным клиентам предлагается отсрочка платежа.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Коломенская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Москворечье-Сабурово
Шоссе: Автозаводская улица
Метро: Автозаводская
Округ: Южный
Наш техцентр – это специализированное предприятие, которое предоставляет услуги ремонта автомобилей различного класса и типа, в том числе и кроссоверов, паркетников и пикапов. В качестве базы мы используем профессиональное оборудование и технические схемы к каждой марки и модели, что позволяет проводить ремонт качественно, правильно и с учетом рекомендаций производителя.
Наши клиенты, решив «я хочу» или «мне необходимо найти автосервис», могут рассчитывать не только на профессиональный сервис, но и на доступные цены. Ознакомиться с прайсом-листом вы можете по телефону у оператора.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Рижская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Мещанский
Шоссе: Проспект Мира
Метро: Проспект Мира
Округ: Центральный
Многие автомобилисты, при выборе сервисного центра, руководствуются советами других автовладельцев, которые уже могут знать, на какой автосервис лучше обращаться и где работают грамотные и честные специалисты. Тем не менее, если у вас нет того, кто мог бы подсказать хороший автосервис, позвоните в наш техцентр.
Я являюсь директором данного сервисного центра и стремлюсь к тому, чтобы быть лучшим на рынке автоуслуг, поэтому мы тщательно заботимся о том, чтобы наша репутация оставалась на хорошем уровне и автомобилисты нам доверяли.
Для этого у нас есть все необходимое – профессиональное оборудование, техническая база, доступные технические схемы к каждым маркам и моделям, опыт и грамотные специалисты разного профиля.
Скидки: постоянным клиентам | ru/tsentr-vnedorozhnikov-infiniti-fx-50-m-rizhskaya»>Вся информация
Центр внедорожников Infiniti Fx 50 м. Сокольники
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Красносельский
Шоссе: Щёлковское шоссе
Метро: Красносельская
Округ: Восточный
Когда один из агрегатов автомобиля подводит и выходи из строя, важно вовремя отреагировать и устранить поломку. Мы предлагаем оперативный ремонт внедорожников и паркетников, а также других классов автомобилей.
Вы можете убедиться в нашем профессионализме по отзывам, которые оставляют клиенты, а также по результаты нашей работы. Мы понимаем, как именно можно отремонтировать ваш автомобиль, какая технология ремонта будет действительно действенной и какие при этом использовать расходные материалы.
Кроме этого, вы можете рассчитывать на доступные цены, средний прайс-лист по Москве. Постоянным клиентам мы предлагаем скидки и выгодные предложения оплаты.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Строгино
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Строгино
Шоссе: Волоколамское шоссе
Метро: Тушинская
Округ: Северо-Западный
Если вы понимаете или просто решили «я хочу» провести ремонт внедорожника или кроссовера, вы будете искать тот автосервис или техцентр, который может гарантировать качественное выполнение ремонта. Именно таким предприятием является наш сервисный центр.
Именно таким предприятием является наш сервисный центр.
Мы предлагаем ремонт автомобилей только в соответствии с требованиями производителя и в соответствии с определенной технологией. Кроме этого, наши разнопрофильные специалисты имеют необходимый опыт и знания в выполнении данных услуг.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Тульская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Южнопортовый
Шоссе: Варшавское шоссе
Метро: Добрынинская
Округ: Южный
Мы предлагаем услуги диагностики, ремонта, восстановления и замены агрегатов на любых автомобилях (внедорожниках, паркетниках, 4 на 4), используя при этом профессиональное оборудование, технические схемы работ и рекомендации производителей. Благодаря этому, а также опыту персонала, любые услуги выполняются качественно и грамотно.
Благодаря этому, а также опыту персонала, любые услуги выполняются качественно и грамотно.
Если вы не знаете, во сколько может обойтись ремонт кроссовера или внедорожника, но хотите узнать, у кого это можно сделать дешевле, позвоните по указанному телефону и получите бесплатно полную консультацию относительно того, какие цены предлагаются в нашем автосервисе. Вы можете рассчитывать на индивидуальный подход, профессиональную работу и приемлемую стоимость.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Братиславская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Люблино
Шоссе: Волгоградский проспект
Метро: Люблино
Округ: Юго-Восточный
Я являюсь директором данного автосервиса и забочусь о том, чтобы работа выполнялась в сроки, качественно и грамотно, так как я понимаю, что от этого зависит лояльность клиентов. Именно поэтому в нашем автотехцентре используется только качественное и современное оборудование.
Кроме этого, мы понимаем, какие использовать расходники (оригинальные, неоригинальные, какого производителя), по какой технологии проводить ремонт, в каких случаях рациональнее выполнить замену. При этом, вы можете рассчитывать на доступные цены и лояльные условия оплаты.
Скидки: постоянным клиентам | Вся информация
Центр внедорожников Infiniti Fx 50 м. Волоколамская
Волоколамская
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Митино
Шоссе: Волоколамское шоссе
Метро: Волоколамская
Округ: Северо-Западный
Наш технический центр отличается следующими характеристиками
- современная техническая база
- оборудованные цехи и боксы
- наличие надежных запчастей и других расходных материалов
- опыт мастеров разного профиля (дизелисты, мотористы, специалисты по АКПП, МКПП, сцеплению, электрики, диагносты и так далее)
При этом, вы можете рассчитывать на лояльные условия оплаты и приемлемые цены. Мы предлагаем доступный и средний по Москве прайс-лист, возможность отсрочки платежа постоянным клиентам, оплату различными способами (наличными, безналичным).
Скидки: постоянным клиентам |  vse-vnedorojniki.ru/tsentr-vnedorozhnikov-infiniti-fx-50-m-volokolamskaya»>Вся информация
vse-vnedorojniki.ru/tsentr-vnedorozhnikov-infiniti-fx-50-m-volokolamskaya»>Вся информация
Автосервис м. Жулебино Infiniti Fx 50
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Вешняки
Шоссе: Волгоградский проспект
Метро: Рязанский проспект
Округ: Юго-Восточный
Если вы ищете грамотных и опытных специалистов автосервиса, которые работают качественно и честно, вы оказались на нужной странице. Мы являемся специализированным центром, в штате которого – профессиональные мастера разного профиля и категории. При этом, каждый из сотрудников понимает, что «я должен» или «мне необходимо» честно и грамотно выполнять свою работу, чтобы получить лояльность клиента.
Благодаря такому объективному и индивидуальному подходу к каждому клиенту наш техцентр заработал многочисленные положительные отзывы со стороны клиентов. Кроме этого, они рекомендуют нас знакомым как недорогой, но хороший сервисный центр, мастерам которого можно довериться.
Скидки: постоянным клиентам | Вся информация
Автосервис м. Кожуховская Infiniti Fx 50
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Текстильщики
Шоссе: Андропова проспект
Метро: Волжская
Округ: Юго-Восточный
Мы относимся к категории специализированных автосервисов, где работают специалисты разного профиля. Это позволяет каждому из специалистов максимально разбираться в своей области и понимать, как именно выполнять ремонт определенных агрегатов.
Это позволяет каждому из специалистов максимально разбираться в своей области и понимать, как именно выполнять ремонт определенных агрегатов.
При этом мы предлагаем нашим клиентам доступный прайс-лист, скидки и акции, дополнительные услуги – отсрочка платежа, выезд эвакуатора (по льготной цене) и так далее.
Скидки: постоянным клиентам | Вся информация
Техцентр м. Бульвар Рокоссовского Infiniti Fx 50
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Богородское
Шоссе: Щёлковское шоссе
Метро: Улица Подбельского
Округ: Восточный
Автомобилисты выбирают наш автосервис потому что
- мы имеет многолетний опыт работы на рынке автоуслуг
- имеем оборудованные боксы и современное оборудование
- используем только качественные расходные материалы и можем предложить оригинальные запчасти
- предоставляем гарантию, тем самым отвечая за свою работу
- заботимся о лояльности клиентов
При этом, любой автовладелец может рассчитывать на среднюю по Москве стоимость услуг, определенные скидки и дополнительные условия сотрудничества, выгодные как для клиента, так и для предприятия.
Скидки: постоянным клиентам | Вся информация
Техцентр м. Аннино Infiniti Fx 50
Телефонный номер: 8 (985) 143-22-26
Дни работы: без выходных
Праздничные дни: без праздников
Часы работы: 9-21 час.
Район: Центральное Чертаново
Шоссе: Варшавское шоссе
Метро: Аннино
Округ: Южный
Мы являемся профильным предприятием, которое работает уже несколько лет в данной сфере. Благодаря этому в нашем штате появились опытные сотрудники и мастера, которые понимают, как именно можно выполнить ремонт, по какой технологии и что использовать для качественной работы.
Поэтому, если вы не знаете, кто может выполнить ремонт кроссовера или паркетника, но хотите узнать, к кому лучше обратиться, звоните по указанному телефону. Для уверенности вы можете ознакомиться с отзывами наших клиентов.
Для уверенности вы можете ознакомиться с отзывами наших клиентов.
Скидки: постоянным клиентам | Вся информация
Шлифовка коленвала в Минске | БелГБЦ-Уручье
Коленчатый вал – один из ключевых элементов двигательной системы автомобилей, преобразующий вырабатываемую двигателем энергию в крутящий момент. Деталь в ходе работы подвергается жесткой механической нагрузке, ее поверхность со временем повреждается.
Шлифовка коленвала – процесс восстановления нормального состояния детали. Несмотря на то, что эта процедура требует значительных усилий, применения специального оборудования и профессиональных навыков, такой ремонт обойдется дешевле, чем покупка нового компонента.
Причины поломки
При вращении металлическая поверхность подвергается жесткому трению, которое сглаживается при наличии смазки. Если водитель применил некачественное масло, либо не соблюдал рекомендованную периодичность его замены, металл истирается, из-за чего наблюдаются такие дефекты:
- Шейка коленчатого вала задирается. В результате зазор в подшипнике увеличивается, что ускоряет износ рабочей поверхности;
- Деформация. С нарушением эргономики деталь не будет нормально передавать крутящего момента, что отрицательно сказывается на рабочих характеристиках машины и может спровоцировать более серьезную поломку.
 В результате зазор в подшипнике увеличивается, что ускоряет износ рабочей поверхности;
В результате зазор в подшипнике увеличивается, что ускоряет износ рабочей поверхности;Коротко: Зачем нужна эта операция? Заказав шлифовку коленвала в Минске, владелец авто избежит ущерба, который его транспорт может получить, если деталь сломается непосредственно во время движения.
Что входит в процесс
При шлифовке мастер начинает с обработки шатунных шеек. Это наиболее слабое место, именно оно обрывается, если вал теряет запас прочности. После процедуры показатель внутреннего напряжения в элементе изменяется, из-за чего деталь может деформироваться. Если при ремонте сперва будут обработаны коренные шейки, их ось изменит форму.
При работе с «нежесткими» валами, дополненными шатунными шейками небольшого диаметра и не включающие противовесы, сперва шлифуются коренные шейки. При шлифовке учитывается радиус галтелей – если элемент стал слишком тонким, это увеличивает вероятность поломки.
При шлифовке учитывается радиус галтелей – если элемент стал слишком тонким, это увеличивает вероятность поломки.
После удаления дефектов на шатунных шейках следуют такие этапы:
- Выверение положения вала на стойках-индикаторах;
- Шлифовка коренных шеек, начиная с наиболее изношенных;
- Устранение острых выступов, способных повредить вкладыши в первые дни эксплуатации машины после ремонта;
- Доводка до идеальных параметров путем полировки. Поверхность обрабатывается наждачкой, затем – абразивной смесью.
Цена шлифовки коленвала зависит от степени износа, модели и сложности задачи, поэтому процесс оговаривается между мастером и владельцем автомобиля заранее. Стоимость услуги указывается по завершению осмотра детали. После очистки металлическая поверхность изделия очищается от незаметных глазу неровностей и становится полностью пригодной к дальнейшей эксплуатации.
Стоимость услуги указывается по завершению осмотра детали. После очистки металлическая поверхность изделия очищается от незаметных глазу неровностей и становится полностью пригодной к дальнейшей эксплуатации.
Почему шлифовать коленвал у нас выгодно:
- Опытный персонал;
- Современное, немецкое оборудование;
- Подбор вкладышей;
- Доступная цена на шлифовку коленвала в Минске.
Стоимость работ
Best
- Дефектовка вала — БЕСПЛАТНО!
- Рихтовка вала 80 р.
- Шлиф. только коренных шеек 4 / 5 / 6 / 8 — 85р. / 90 р. / 95 р. / 110 р.
- Шлиф. только шатунных шеек 4 / 5 / 6 / 8 — 85 р. / 90 р. / 95 р. / 110 р.
- Шлифование коленвала 4 цил. — 140 р.
- Шлифование коленвала 5 цил. — 150 р.
- Шлифование коленвала 6 цил. — 160 р.
- Шлифование коленвала 8 цил. — 180 р.
- Полировка коленвала — 55 р. / 65 р. / 75 р.

Записаться
- Дефектовка вала — 10р.
- Рихтовка вала — 110 р.
- Шлиф. только коренных шеек 4 / 5 / 6 / 8 — 120р / 160р / 190р / 230р
- Шлиф. только шатунных шеек 4 / 5 / 6 / 8 — 120р / 160р / 190р / 230р
- Шлифование коленвала 4 цил. — 190 р.
- Шлифование коленвала 5 цил. — 240 р.
- Шлифование коленвала 6 цил. — 280 р.
- Шлифование коленвала 8 цил. — 360 р.
- Полировка коленвала 4 / 6 / 8 ц. — 85р. / 95р. / 105р.
 — 190 р.
— 190 р.Записаться
Полировка кривошипа и кулачка
Производители разрабатывают современные двигатели с более жесткими допусками и меньшим количеством ошибок. Они производят больше энергии, служат дольше, производят меньше шума, вибрации и трения, сжигают меньше топлива и производят меньше выбросов. Таким образом, в свете всего этого для производителей двигателей как никогда важно быть как можно более совершенными или почти идеальными, когда речь идет о требованиях к чистоте поверхности.
Нажмите здесь, чтобы узнать больше
Покрытие коленчатого и распределительного валов не является исключением. В современных двигателях вращающиеся узлы работают на тонком масляном клине толщиной всего 0,00005? в некоторых случаях толстый. И чтобы максимально уменьшить трение, само масло сегодня также намного тоньше, поэтому особенно важно добиться надлежащей обработки поверхности всех компонентов, чтобы избежать проблем в будущем.
В современных двигателях вращающиеся узлы работают на тонком масляном клине толщиной всего 0,00005? в некоторых случаях толстый. И чтобы максимально уменьшить трение, само масло сегодня также намного тоньше, поэтому особенно важно добиться надлежащей обработки поверхности всех компонентов, чтобы избежать проблем в будущем.
Большие и малые производители двигателей одинаково нуждаются в гладкой поверхности кривошипов и кулачков, но их соответствующие бюджеты и объемы бизнеса могут диктовать, какое оборудование используется для надлежащего выполнения работы. Крупные заводы по ремонту двигателей (PER) могут оправдать покупку микрополировщика и автоматического прибора для измерения чистоты поверхности, в то время как мелкие специалисты по ремонту двигателей (CER) в целом считают, что не могут позволить себе такую роскошь. Это не означает, что CER не может позволить себе микрополировочный станок или профилометр шероховатости поверхности; но обычно больший объем оправдывает такую покупку.
Полировка ремня
Полировка ремня — это традиционный метод, используемый производителями двигателей на протяжении многих лет для полировки коленчатых и распределительных валов. В прошлом полировка ленты хорошо работала, позволяя легко получить качество поверхности, максимально близкое к уровню OEM. Однако сегодня производители транспортных средств имеют автоматизированные промышленные полировальные машины, которые стоят многие тысячи долларов и дают очень гладкие и стабильные результаты, результаты, которые производителям двигателей все труднее воспроизвести с помощью ручного оборудования. Трудно, возможно, но не невозможно.
«Мы достигаем очень тонкой шлифовки перед полировкой». говорит Боб Хайдбредер, Northampton Crankshaft в Cuyahoga Falls, OH. «Наш метод заключается в том, чтобы сначала очень тонко зачистить шлифовальный круг, а затем использовать полировальные ленты для окончательной отделки. Таким образом мы делаем все коленчатые валы разных стилей, и у нас никогда не было неудач или возвращений из-за отделки».
Как правило, с коленчатыми валами последних моделей, говорит Хайдбредер, мастера по восстановлению шлифуют шейки и проходят двухэтапный процесс полировки. «Если коленчатый вал можно спасти и вам не нужно его шлифовать, вы полируете его полировальной лентой из оксида алюминия № 400. И затем, если вам нужно, у вас будет возможность микрополировать кривошип, чтобы добиться более тонкой обработки Ra. Конечно, это зависит от коленчатого вала, над которым вы работаете, но большинство хочет, чтобы он был максимально гладким».
Дистрибьюторы послепродажного обслуживания осознают спрос на качество отделки, близкое к оригинальному, и предлагают ремонтникам ряд продуктов. «У нас есть совершенно новый ремень, который мы представили около года назад, — говорит Крис Дженсен, Goodson Shop Supplies, Вайнона, Миннесота. «Это ремень для микрополировки GSW, и это лучшее, что мы нашли для окончательной полировки кривошипа. Вы наносите его с помощью небольшого количества полирующих румян и проворачиваете его примерно на 10 оборотов».
По словам Дженсена, эти ремни зарекомендовали себя достаточно хорошо, чтобы их опробовали несколько гоночных команд NASCAR. Эти команды теперь используют их для окончательной полировки кривошипов своих гоночных двигателей.
«Что особенного в этом ремне, так это то, что на нем есть насечка, позволяющая полировать большой радиус этих высокопроизводительных шатунов», — говорит Дженсен. «Высокопроизводительные кривошипы имеют большой радиус прочности, в то время как многие серийные двигатели практически не имеют радиуса».
Ряд других дистрибьюторов предлагает ленты для микрополировки, а также портативные полировальные машины для лент. Том ДеБласис, компания K-Line Industries, Голландия, штат Мичиган, говорит, что мобильность обеспечивает возможность полировки в ценовом диапазоне и пользовательских возможностях почти каждого восстановителя.
«Мы предлагаем несколько портативных полировальных станков для коленчатых валов: один электрический и один пневматический, которые можно использовать либо на кривошипно-шлифовальном станке после того, как вы отодвинете головку, либо на вращающейся полировальной стойке», — говорит ДеБлазис. «Большинство парней начинают с ленты с зернистостью № 320, затем переходят к зернистости № 400, а затем переходят к очень тонкой ленте для микрополировки за несколько оборотов, в зависимости от применения».
«Большинство парней начинают с ленты с зернистостью № 320, затем переходят к зернистости № 400, а затем переходят к очень тонкой ленте для микрополировки за несколько оборотов, в зависимости от применения».
Микрополировка
«Давным-давно камни использовались для полировки кривошипов и кулачков, но сейчас эта технология ушла на второй план», — говорит Кен Бартон, QPAC, Лансинг, Мичиган. «Сегодня микрополировка технически является наиболее передовым способом достижения чистоты поверхности кривошипов и кулачков на уровне OEM».
Бартон говорит, что многие производители двигателей верят в некоторые «мифы» о полировке, которые могут повлиять на прибыльность мастерской. «Некоторые ремонтники считают, что если вы используете ленты с очень мелким зерном, вы не удалите никакого материала. Это какое-то заблуждение. Когда полируешь, всегда снимаешь немного металла», — говорит Бартон.
«Когда вы закончите шлифовать деталь на шлифовальном станке, она станет похожа на горный хребет, — продолжает Бартон. «Если вы поместите микрометр на деталь, вы будете измерять расстояние от самого высокого пика до самого высокого пика. Поэтому, когда мы снимем эти пики и вы измерим их заново, вы получите другое измерение. Это может быть просто небольшое количество материала, но часть материала удаляется».
«Если вы поместите микрометр на деталь, вы будете измерять расстояние от самого высокого пика до самого высокого пика. Поэтому, когда мы снимем эти пики и вы измерим их заново, вы получите другое измерение. Это может быть просто небольшое количество материала, но часть материала удаляется».
Обычно эта сумма может составлять всего 0,0002? по Бартону. Одна из задач — убедить магазины в том, что такая небольшая сумма на самом деле имеет большое значение. «Конечно, для достижения нужной чистоты поверхности необходимо снимать материал. С помощью микрополировки вы снимаете пики и спускаетесь к впадинам, и чем больше пиков вы удаляете, тем больше площадь поверхности у вас есть», — говорит он.
Еще одно заблуждение некоторых пользователей состоит в том, что они думают, что можно надеть полировальную ленту и сходить с ума. «Некоторые люди думают, что достаточно сделать деталь блестящей, но, вероятно, у нее есть конусность, коронка и кто знает что еще», — говорит Бартон. «Если он находится в пределах пары десятых, ошибка все еще присутствует.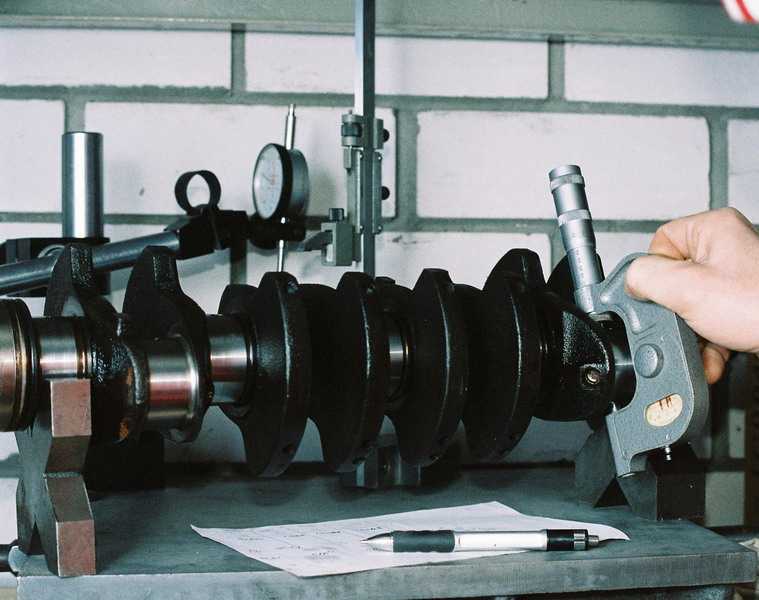 Вот почему мы подпираем наши машины жестким башмаком за лентой. Итак, теперь у вас есть жесткая установка, которая не будет сужаться или выходить за рамки. Таким образом, мы держим вещи круглыми и плоскими. Когда вы закончите, вы индексируете ленту примерно на один дюйм и переходите к следующему журналу».
Вот почему мы подпираем наши машины жестким башмаком за лентой. Итак, теперь у вас есть жесткая установка, которая не будет сужаться или выходить за рамки. Таким образом, мы держим вещи круглыми и плоскими. Когда вы закончите, вы индексируете ленту примерно на один дюйм и переходите к следующему журналу».
Машины для микрополировки используют полировальную ленту вместо ленты, как это делают ленточные полировальные машины. Лента идет примерно 150 футов. ролики, а при использовании на машине для микрополировки операторы индексируют каждый ролик после каждого использования. Когда кривошип или кулачок полируются на одном из этих станков, на каждую шейку уходит около одного дюйма ленты, поэтому для каждой операции полировки используется свежий абразив, но поскольку его количество настолько мало, многие пользователи говорят, что они сэкономили деньги. «Один PER сообщил о 50–75-процентной экономии стоимости ленты по сравнению с ремнями, — говорит Бартон.
По словам Бартона, тип абразивной ленты, которую следует использовать для шлифовки кривошипов и кулачков, различается. «С нашей позиции все зависит от того, что стоит на машине. Это деталь из стали, чугуна или чугуна с шаровидным графитом? Это закаленная сталь или кованая деталь? Затем, когда вы пройдете через материал, какую поверхность вы будете шлифовать? У нас были поверхности до 45 Ra и до 15 Ra. Все это определяет, какой абразив вы используете на полировочной ленте. Это может быть 9 микрон или 50 микрон (примечание: 20 микрон примерно соответствует зернистости #600). Все зависит от того, насколько агрессивным вам нужно быть».
«С нашей позиции все зависит от того, что стоит на машине. Это деталь из стали, чугуна или чугуна с шаровидным графитом? Это закаленная сталь или кованая деталь? Затем, когда вы пройдете через материал, какую поверхность вы будете шлифовать? У нас были поверхности до 45 Ra и до 15 Ra. Все это определяет, какой абразив вы используете на полировочной ленте. Это может быть 9 микрон или 50 микрон (примечание: 20 микрон примерно соответствует зернистости #600). Все зависит от того, насколько агрессивным вам нужно быть».
Бартон понимает, что не каждый магазин купит его оборудование. «Чтобы магазины действительно окупились, им необходимо восстанавливать около 15 кривошипов или двигателей в день. Некоторые специализированные и высокопроизводительные магазины, которые продают двигатели и кривошипы по гораздо более высоким ценам, чем в среднем, также могут окупить свои инвестиции».
Измерение шероховатости
По мнению некоторых наших экспертов, все еще есть производители двигателей, которые отказываются использовать какие-либо измерительные приборы, кроме ногтя, для измерения шероховатости поверхности. Тем не менее, как никогда важно точно знать, какое у вас покрытие поверхности. Однако без измерительной системы вы не можете точно знать, что у вас есть, когда вы закончите полировку.
Тем не менее, как никогда важно точно знать, какое у вас покрытие поверхности. Однако без измерительной системы вы не можете точно знать, что у вас есть, когда вы закончите полировку.
Хотя вам не нужно измерять каждую деталь, измерение Ra во время выборочной проверки является хорошим шагом к защите от проблем, о существовании которых вы даже не подозреваете. Есть надежда, что эта тенденция изменится, поскольку отрасль все больше осознает необходимость измерения чистоты поверхности.
ДеБлазис из K-Line говорит, что многие производители двигателей, по крайней мере, начинают присматриваться к портативным профилометрам. «Профилометры стоят недешево, и я думаю, именно поэтому некоторые небольшие магазины прямо сейчас присматриваются к ним, но мы начинаем продавать их больше», — говорит ДеБласис. По словам ДеБлазиса, портативный профилометр может стоить до 2000 долларов.
О отделке поверхности нужно знать три характеристики: профиль, волнистость и шероховатость. По словам Джона Уилта, который работает с Советом по стандартам Американского общества инженеров-механиков над спецификациями отделки поверхности, песчаная дюна является хорошим примером всех трех. «Общая форма дюны будет эквивалентна профилю, и когда вы подойдете ближе, чтобы увидеть продуваемые ветром гребни, это будет волнистость, а песчинки будут представлять шероховатость», — говорит Уилт. «Каждый кривошип и распределительный вал также имеют эти три характеристики, и технически все они подпадают под рубрику «обработка поверхности»».0003
По словам Джона Уилта, который работает с Советом по стандартам Американского общества инженеров-механиков над спецификациями отделки поверхности, песчаная дюна является хорошим примером всех трех. «Общая форма дюны будет эквивалентна профилю, и когда вы подойдете ближе, чтобы увидеть продуваемые ветром гребни, это будет волнистость, а песчинки будут представлять шероховатость», — говорит Уилт. «Каждый кривошип и распределительный вал также имеют эти три характеристики, и технически все они подпадают под рубрику «обработка поверхности»».0003
Однако, поскольку все они представляют собой элемент отделки поверхности, важно подходить к каждому компоненту отдельно.
«Профиль — это размер чего-то», — говорит Уилт. «Это может быть диаметр. Это может быть форма, круглая, коническая или в форме песочных часов. Профиль также может быть мерой длины. Поэтому журналы и лепестки должны быть правильной формы и в правильном месте».
Второй этап обработки поверхности – волнистость или лепестковая поверхность. «Если вы пойдете вдоль оси шейки коленчатого или распределительного вала, это будет считаться волнистостью. Если вы обойдете часть, это теперь называется лобингом. И очень часто используемый для этого сленговый термин называется болтовней. Если волнистость не соответствует норме, в дело вступают проблемы с шумом и вибрацией.
«Если вы пойдете вдоль оси шейки коленчатого или распределительного вала, это будет считаться волнистостью. Если вы обойдете часть, это теперь называется лобингом. И очень часто используемый для этого сленговый термин называется болтовней. Если волнистость не соответствует норме, в дело вступают проблемы с шумом и вибрацией.
«В принципе, если вы вернетесь к аналогии с песчаной дюной, если вы подойдете немного ближе к дюне и увидите все продуваемые ветрами гребни, то это будет вызвано чем-то другим, а не самим профилем», — говорит Уилт.
Третий этап обработки поверхности – шероховатость. «Если вы подойдете и возьмете горсть песка с дюны, вы поймете, что песчинки символизируют неровности. Отделка поверхности похожа на крупинки наждачной бумаги, которые со временем изнашиваются. Впадины в песчинках на самом деле вносят основной вклад в удержание смазки», — говорит Уилт.
Компания Уилта, Adcole, производит оборудование для отделки поверхности, предназначенное для независимого измерения всех трех категорий. Он может измерять коленчатый или распределительный вал, давая производителю или ремонтнику возможность сначала посмотреть на форму, размер и расположение (профиль), чтобы убедиться, что он правильный. «Если профиль неправильный, остальное не имеет значения. Если он не собирается или не собирается вместе, он все равно не будет работать», — отмечает Уилт.
Он может измерять коленчатый или распределительный вал, давая производителю или ремонтнику возможность сначала посмотреть на форму, размер и расположение (профиль), чтобы убедиться, что он правильный. «Если профиль неправильный, остальное не имеет значения. Если он не собирается или не собирается вместе, он все равно не будет работать», — отмечает Уилт.
Шероховатость Средняя?
Когда вы читаете слово «Ра», оно что-нибудь значит для вас? «Если вы спросите кого-нибудь в отрасли, мы все видели символ шероховатости поверхности: галочку с числом или символ шероховатости», — говорит Уилт. «Проблема в том, что большинство людей предполагают, что они знают, что это значит».
Несмотря на то, что магазины часто могут легко получить показания Ra с помощью портативного устройства, они могут не понимать, что это значит. Одно чтение может отличаться от другого. Согласно Уилту, большинство людей думают, что Ра — это вершины и долины, но это всего лишь измерение площади.
Уилт продолжает. «Если вы говорите, что у вас есть Ra в один микродюйм, людям трудно понять, что это значит. Это как если бы я сказал, что у меня есть один акр земли на продажу за 5000 долларов: вы бы захотели его купить? Что ты знаешь о моем акре земли? Вы знаете только одно — это акр и столько квадратных футов. Если вы знаете, что область имеет прямоугольную форму, вы можете описать ее по расстоянию и вершинам, но на самом деле вы ничего не знаете об этой области. Сказать, что поверхность имеет такое Ра, — это то же самое».
«Когда у тебя есть Ра, ты даже не представляешь, как он выглядит, — объясняет Уилт. «Он может выглядеть как зуб пилы или как прямоугольная волна, где он поднимается и немного пересекается, а затем опускается вниз, или он может быть намного более остроконечным или волнистым. В результате у вас есть разные возможности для несущей нагрузки. Во многих случаях просто смотреть на среднее значение шероховатости не обязательно лучший способ посмотреть на эту поверхность. Вы хотите убедиться, что имеется достаточно опорной поверхности, а также убедиться, что вы не выдолбили опорную поверхность. Таким образом, в конечном итоге часть, которая контактирует, например, с подшипником шатуна, должна иметь достаточную поверхность, чтобы выдерживать нагрузку. Это не просто две точки контакта, которые будут раздавлены, как только двигатель начнет вращаться».
Вы хотите убедиться, что имеется достаточно опорной поверхности, а также убедиться, что вы не выдолбили опорную поверхность. Таким образом, в конечном итоге часть, которая контактирует, например, с подшипником шатуна, должна иметь достаточную поверхность, чтобы выдерживать нагрузку. Это не просто две точки контакта, которые будут раздавлены, как только двигатель начнет вращаться».
Благоприятное и неблагоприятное направление
Один из способов добиться надлежащего качества поверхности шатунов и шейки кулачка — это шлифовать их в противоположном направлении, в котором они обычно вращаются в двигателе. Большинство автомобильных кривошипов обычно вращаются по часовой стрелке, но некоторые промышленные и морские двигатели вращаются против часовой стрелки. Таким образом, вы должны знать, в какую сторону вращается двигатель, прежде чем устанавливать его на полировальный стенд.
Полировка кривошипа или кулачка в направлении, противоположном тому, в котором они были отшлифованы, также сломает больше этих ферритовых заусенцев, оставив более чистую и гладкую поверхность. Ферритовые заусенцы, если их не удалить, впоследствии могут вызвать проблемы, поскольку они могут стереть масляную пленку и привести к выходу из строя подшипника.
Ферритовые заусенцы, если их не удалить, впоследствии могут вызвать проблемы, поскольку они могут стереть масляную пленку и привести к выходу из строя подшипника.
Не все производители двигателей согласны с тем, что это необходимо, но это должно удалить острые края ферритовых заусенцев, оставшихся после процесса шлифовки, и оставить так называемую «благоприятную» отделку.
Один реставратор, с которым мы говорили, говорит, что он шлифует одно направление и полирует другое, чтобы получить как можно более гладкую поверхность. Однако другие производители двигателей, с которыми мы беседовали, говорят, что не заметили никакой разницы, независимо от того, как они полировали деталь.
Основной целью полировки любого коленчатого или распределительного вала является получение как можно более гладкой и ровной поверхности. Когда кривошипы и кулачки правильно смазаны, они вращаются очень плавно, что делает две вещи: сводит к минимуму износ и, что более важно, сводит к минимуму нагрев и усталость. Вам нужны впадины для смазки, а также пики плато, а не острые пики, чтобы выдерживать нагрузку.
Вам нужны впадины для смазки, а также пики плато, а не острые пики, чтобы выдерживать нагрузку.
Поэтому при полировке важно помнить, что, хотя это и выглядит искусством, когда вы закончите, на самом деле все сводится к науке.
Другие наиболее читаемые статьи…
Полировка коленчатого вала: убедитесь, что шейки на коленчатом валу правильно отполированы
Нажмите здесь, чтобы прочитать больше ,
прочных деталей и точная обработка. Один из лучших способов убедиться
долгий срок службы подшипников в современных двигателях заключается в правильной полировке шейки
на коленчатом валу.
Масляная пленка между шейками коленчатого вала
и нагруженной частью коренных и шатунных подшипников имеет толщину всего около
,00005 дюймов при работающем двигателе. Если шейки
слишком шероховатые или имеют заусенцы, частицы или другие мусор, который прилипает к поверхности
, может привести к истиранию подшипников, увеличению износа подшипников
и риску их заедания. 0003
0003
Чугунные кривошипы обычно содержат около 4% углерода
. Углерод образует небольшие узелки графита, окруженные относительно мягкой формой железа, называемой «ферритом».
Когда шейки коленчатого вала отшлифованы и отполированы, феррит
вокруг графитовых узелков образует небольшие заусенцы или неровные выступы
, выступающие над поверхностью. Высота этих заусенцев может достигать
0,00035 дюйма, что более чем достаточно, чтобы прорезать
масляную пленку и врезаться в подшипники.0003
Ферритовые борфрезы создают пилообразную поверхность
на направленной поверхности, обычно обращенной в сторону, противоположную
направлению, в котором шейка шлифовалась или полировалась. Если острые кромки
обращены в сторону от направления, в котором обычно вращается коленчатый вал,
говорят, что это «благоприятная» ориентация, потому что заусенцы
с меньшей вероятностью впиваются в подшипники. С другой стороны,
, если острые кромки направлены в одном направлении вращения,
— это «неблагоприятная» ориентация и намного больше
может вызвать проблемы.
Хитрость, конечно, заключается в том, чтобы выяснить, какой
способ какой, то есть, каким способом шлифовать кривошип и каким
способом его полировать, чтобы добиться правильной ориентации ферритовых
заусенцев.
Конечной целью при полировке
шеек коленчатого вала является получение относительно плоской и гладкой поверхности
(средняя шероховатость 10 микродюймов или менее) с большим количеством опорной поверхности
для поддержки масляной пленки. Но это также важно
, чтобы сориентировать оставшиеся ферритовые заусенцы в благоприятном направлении
, чтобы они меньше абразивно воздействовали на подшипники.
При использовании кривошипов из кованой стали не нужно беспокоиться о графитовых
узелках или ферритах, поэтому нет необходимости шлифовать
кривошип в одном направлении, а затем полировать его в противоположном направлении.
Тем не менее, для достижения наилучших результатов рекомендуется полировать стальной кривошип
в том же направлении, в котором он вращается.
Методы полировки
Один из способов достижения оптимальной чистоты поверхности
шеек чугунного кривошипа состоит в том, чтобы отшлифовать шейки коленчатого вала
в направлении, противоположном его обычному вращению в двигателе
, а затем отполировать его в том же направлении, в котором он вращается в двигателе
. Двигатель
. Это оставит благоприятную поверхность с острыми краями
ферритовых заусенцев, обращенными назад. Полировка кривошипа в направлении, противоположном
, в котором он был отшлифован, также сломает больше ферритовых заусенцев
, оставив более чистую и гладкую поверхность.
По словам Стива Блегги, менеджера по продажам компании
Abrasive Accessories, Inc., Фриско, штат Техас, обычно используется полировальная лента с абразивом
#320 или #400 в зависимости от требований к чистоте поверхности
. Наиболее популярными размерами
являются размеры ремня 1 x 64 дюйма и 1 x 72 дюйма.
Ян Багнолл, менеджер по продажам RMC Rogers Machine
Co. , Бэй-Сити, Мичиган, говорит, что большинство автомобильных коленчатых валов обычно вращаются в двигателе на
, Бэй-Сити, Мичиган, говорит, что большинство автомобильных коленчатых валов обычно вращаются в двигателе на
по часовой стрелке. Некоторые морские и промышленные двигатели вращаются на
против часовой стрелки, поэтому первое, что вам нужно определить, это
, в какую сторону обычно вращается кривошип, прежде чем зажать его в
шлифовальном станке или полировальном стенде.
«Большинство станков для шлифовки коленчатых валов и стендов для полировки
вращают коленчатый вал по направлению к оператору (по часовой стрелке, если
смотреть с левого конца станка, против часовой стрелки, если смотреть на
с правого конца)», — говорит Бэгналл.
«Если кривошип установлен носом
вправо, кривошип будет вращаться против часовой стрелки
в машине – направление вращения, противоположное нормальному
в двигателе. Если коленчатый вал установлен в шлифовальном станке или полировальном станке
носиком влево, то, с другой стороны,
он будет вращаться в том же направлении, что и в двигателе».
неблагоприятная ориентация при шлифовании и благоприятная ориентация
при полировке?Бэгнолл говорит, что шлифовальный круг на большинстве кривошипных шлифовальных машин
также вращается против часовой стрелки, поэтому искры и мусор
выбрасываются, пока журналы переделываются.
Это оставит ферритовые заусенцы, ориентированные
в неблагоприятном направлении на шейках, если кривошип, который обычно
вращается по часовой стрелке в двигателе, установлен носовой частью
вправо. Если кривошип установлен носом влево, операция шлифования
оставит ферритовые заусенцы с благоприятной ориентацией
и снизит эффективность этапа полировки.
Для лучшей отделки коленчатый вал
должен быть перевернут после того, как он был отшлифован, чтобы передняя часть
осталась для полировки. Это необходимо, потому что абразивная
поверхность полировальной ленты, которая перемещается по шейке
кривошипа, отходит от оператора и отбрасывает пыль и мусор назад
и в сторону.
Однако, если коленчатый вал установлен носовой частью
вправо и вращается в оборудовании против часовой стрелки,
ремень будет полироваться в том же направлении, что и кривошип
земля. Это снизит эффективность этапа полировки
и оставит неблагоприятную ориентацию оставшихся ферритовых заусенцев
. Поворот кривошипа так, чтобы передняя часть была влево для полировки
, удалит больше заусенцев и оставит благоприятную ориентацию
, которая является лучшей обработкой поверхности для подшипников.
Не все согласны с этой рекомендацией.
Некоторые говорят, что они достигли хороших результатов независимо от того, каким образом
кривошип был установлен, отшлифован и отполирован. Некоторые ремонтники говорят
они шлифовали и полировали коленчатые валы в обоих направлениях с
без плохих результатов. Если поверхность вала достаточно гладкая, вращение
, при котором он шлифуется, не должно иметь значения. Тем не менее, микроскопическое
исследование отделки поверхности обычно показывает, что наилучшая отделка
чугунного коленчатого вала достигается при неблагоприятной шлифовке
и благоприятной полировке.
Почему бы просто не установить рукоятку в шлифовальный станок
носиком влево для шлифовки и полировки? это 9Подход 0019 экономит время, поскольку вам не нужно перемещать кривошип
после шлифовки, но при этом сохраняется благоприятная ориентация ферритовых заусенцев
, что снижает эффективность операции полировки
.
Альтернативным методом является использование двухэтапной процедуры полировки
. Хотя все производители подшипников не согласны с процедурами полировки, Рон Томпсон, инженер по подшипникам
в Federal-Mogul Corp., Детройт, штат Мичиган, говорит, что коленчатый вал не соответствует требованиям
.отделка может быть особенно трудной для подшипников. При использовании оборудования для ленточной полировки
он рекомендует полировать шейки в неблагоприятном направлении
(противоположном направлению вращения) лентой #280 с зернистостью
, а затем обрабатывать шейки в благоприятном направлении (то же направление
, что и при вращении) с помощью Ремень с зернистостью 320.
Полировка лентой
Еще один способ полировки шатунных шеек после шлифовки
— использование оборудования, использующего ленту для микрофинишной обработки
, чем абразивная лента. Этот тип оборудования работает иначе
, чем ленточный полировальный станок. Вместо трения вращающейся абразивной ленты
о вращающуюся шейку, абразивная лента остается неподвижной
и прижимается к шейке при вращении кривошипа.
Лента соприкасается в четырех точках, что, по словам поставщиков этого типа оборудования, обеспечивает более
равномерную и равномерную полировку поверхности, хотя внешний вид может быть несколько
более тусклым, чем то, что многие люди привыкли видеть. Лента тогда
продвинулся примерно на дюйм для следующего журнала, и так далее, пока все
журналы не будут отшлифованы. С лентой
также используется смазка, помогающая смыть мусор.
По сравнению с полировкой лентой, которая может удалить от
от 0,0002 дюйма до 0,0005 дюйма или более дюймов металла с цапфы
в зависимости от зернистости ленты, длины полировки и давления,
оказываемого оператором, полировка лентой почти не удаляет металл . Абразив
Абразив
на ленте очень мелкий. Абразивная лента толщиной 15 микрон аналогична 9.0019 до зернистости ленты #600. Полировка чугунного кривошипа со шлифованным покрытием
12 RA в течение 15 секунд 15-микронной лентой, например,
, может улучшить покрытие до 7 RA или выше.
Одно из заявленных преимуществ полировочной ленты
заключается в том, что она снижает риск ошибки оператора. Давление, оказываемое
лентой на кривошип, фиксировано и не зависит от того, насколько сильно
оператор нажимает на рукоятку.
Другим предполагаемым преимуществом является более постоянство
результатов. Режущее действие полировальной ленты меняется по мере ее износа
. Новый ремень режет агрессивнее, чем бывший в употреблении. Лента
каждый раз полируется одинаково. Лента
также стоит меньше при длительных перевозках, чем ремни
. Рулон ленты стоит около 33 долларов и обычно делает около
200 оборотов, если лента продвигается примерно на полдюйма на шейку.
Но первоначальные инвестиции в оборудование для полировки лент намного
выше, чем в традиционное оборудование для полировки лент.
Полировальные машины с ручным ремнем обычно стоят от 500 до
700 долларов США в зависимости от того, работает ли полировальная машина с пневматическим или электрическим приводом. Полировальные стенды Belt
обычно продаются по цене от 2000 до 2600 долларов США в зависимости от размера кривошипов, которые может вместить стенд.
Оборудование для полировки ленты, для сравнения,
может стоить от 13 000 долларов США для полировального станка вторичного рынка до 50 000 долларов США или
больше для устройства типа OEM. Таким образом, обычно требуется большое количество кривошипов
, чтобы оправдать вложения в полировальную машину для ленты.
Кен Бартон из QPAC Corp., Лансинг, штат Мичиган, сообщает
, что его компания поставляет производителям оригинального оборудования
ленточные полировальные машины для кривошипов. «Сегодня OEM-производители используют ленту для полировки практически
«Сегодня OEM-производители используют ленту для полировки практически
всех коленчатых валов, — сказал Бартон. «Обычно они
шлифуют новый кривошип до 25–30 RA, а затем полируют его, чтобы закончить спецификации
, которые могут составлять от 8 до 12 RA для автомобильного коленчатого вала или от 5 до 7
RA для дизельного коленчатого вала».
Бартон утверждает, что наилучшие результаты дает полировка лентой
достигаются, когда кривошип шлифуется так же, как он вращается в
двигателе, а затем полируется таким же образом. Он говорит, что это продлевает срок службы ленты
, а также улучшает внешний вид.
Марк Джелтема, специалист по продуктам и поставщик
технической поддержки в K-Line Industries, Голландия, Мичиган (K-line имеет
эксклюзивное соглашение с QPAC на поставку технологии полировки ленты
на рынок послепродажного обслуживания), также говорит лучшее результаты
достигаются при вращении кривошипа в том же направлении, что и обычно
вращается в двигателе, когда его полируют скотчем.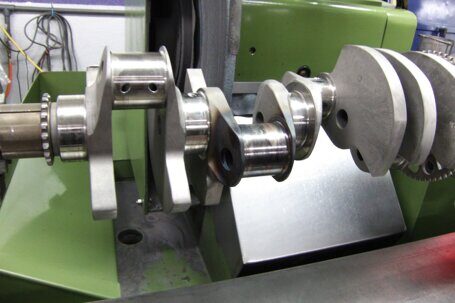
«Наша машина реверсивная, и носовая часть
обычно устанавливается слева», — объяснила Джелтема. «Этот
оставит благоприятную поверхность с полировкой шейки в диапазоне от 3 до
6 микрон с 30-секундной полировкой с использованием 15-микронной ленты».
Опыт полировки
Том Бэгли из Grooms Engines, Parts, Machining,
Inc., Нэшвилл, Теннесси, говорит, что его компания недавно приобрела бывшую в употреблении машину для полировки лент
OEM. «Это осциллирующий тип
, в котором используется 30-микронная лента, — объяснил он. — Мы
запускаем ленту в течение 10 секунд на каждую шейку, при этом кривошип поворачивает
сначала в одну сторону, затем в другую, последняя — в благоприятном для
направлении. Это дает нам очень стабильные результаты в диапазоне от 6 до 9
RA».
Бэгли говорит, что использует оборудование для полировки ленты
как на чугунных, так и на стальных кривошипах. заклеить журналы лентой
Бэгли сказал, что ранее он использовал двухэтапную процедуру полировки
с помощью ленточной полировальной машины. поместите различную отделку поверхности на журналы
поместите различную отделку поверхности на журналы
, которые идут против масляных уплотнений,» сказал он. «Мы используем ленту
40 микронов, которая оставляет отделку RA от 14 до 18. Мы считаем, что это помогает лучше удерживать
масло для хорошего уплотнения, чем хорошо отполированная поверхность».
Стив Шмидт из Jasper Engine and Transmission
Exchange, Джаспер, Индиана, говорит, что его отдел коленчатых валов недавно
перешел с полировки ремня на полировку ленты. «Лента не может
обработать 80 коленчатых валов в день и медленнее, чем ремни, но мы стабильно достигаем
обработки шейки в диапазоне от 7 до 8 RA с лентой 3M 30
микрон», — сказал Шмидт. Подводные камни при полировке
Одной из ошибок, которую иногда допускают при полировке ремня
коленчатого вала, является чрезмерная полировка шеек.оператор пытается добиться яркого хромового вида
или пытается убрать чрезмерную шероховатость, оставшуюся после операции
шлифовки, чрезмерная полировка может создать «эффект ореола»
вокруг смазочных отверстий. Образовавшиеся впадины уменьшат площадь подшипника
Образовавшиеся впадины уменьшат площадь подшипника
и прочность масляной пленки, что может привести к преждевременному выходу из строя подшипника
.
Величина давления, оказываемого полировальной лентой на
шейку, также влияет на режущее действие
ремня и количество материала, снятого с шейки.
Достаточно легкого нажатия и не более
нескольких секунд. Чрезмерное давление может изменить геометрию шейки
, что приведет к проблемам с зазором и увеличению утечки масла.
Если азотированный коленчатый вал был отшлифован до размера
меньшего, чем на 0,010″, кривошип должен быть повторно азотирован после шлифовки
, а затем выпрямлен перед полировкой.
Не забудьте отполировать радиусы галтелей и
поверхности уплотнения, а также поверхности подшипников скольжения. Желательна некоторая штриховка
на штоке и коренных шейках, но уплотнения и упорные поверхности
должны иметь прямолинейную полировку.
Полировка коленчатого вала с помощью вибрационной обработки в ванне
Полировка коленчатого вала – Полное руководство
Коленчатые валы являются основными компонентами двигателей внутреннего сгорания. Они должны быть в наилучших условиях, чтобы ваш двигатель работал правильно.
Они должны быть в наилучших условиях, чтобы ваш двигатель работал правильно.
Одним из способов обеспечения наилучшего рабочего состояния ваших коленчатых валов является их полировка. Вот что вы найдете интересного в этой статье:
- Как легко и эффективно отполировать коленчатые валы для достижения максимальной выходной мощности.
- Основные преимущества полировки коленчатых валов
Продолжайте читать эту статью, чтобы узнать больше.
- 1. Как лучше всего полировать коленчатые валы?
- 2. Какой полировальный материал идеально подходит для полировки коленчатых валов?
- 3. Как лучше полировать гоночные коленчатые валы?
- 4. Сколько времени занимает полировка коленчатых валов?
- 5. Как работает центробежная полировальная машина для бочек?
- 6. Каковы преимущества полировки коленчатых валов?
- 7. Каковы преимущества полировки с использованием машин для массовой отделки?
1.
 Как лучше полировать коленчатые валы?
Как лучше полировать коленчатые валы?Наиболее подходящим способом полировки коленчатых валов является использование оборудования для массовой полировки.
Оборудование для массовой отделки предполагает использование крупногабаритных отделочных машин, галтовочных материалов, а также полировальных составов. Inovatec Machinery может предоставить вам все это оборудование по вашему желанию.
Есть три станка для массовой полировки, которые можно использовать для полировки коленчатых валов.
Первая машина – это лотковая вибрационная полировальная машина. Эффективно и быстро полирует. Это также идеально, особенно если у вас ограниченный бюджет, и вы хотите, чтобы все было сделано правильно.
Энергично встряхивая прямоугольный желоб для полировки, создается эффект кувыркания.
Вторая машина — центробежная машина для полировки бочек. Он невероятно прочен и завершает процесс полировки быстрее, чем лотковая вибрационная полировальная машина.
Относится к категории высокоэнергетических полировальных машин. Однако это довольно дорого по сравнению с лотковой вибрационной полировальной машиной. Его окончательная отделка безупречна. Он имеет лучшую отделку, чем вибрационная полировальная машина.
Последним станком является станок для горизонтальной полировки коленчатого вала. Он в основном используется для очистки поверхностей коленчатых валов в промышленных масштабах. Он также эффективен и эффективен в процессе полировки.
Итог:
Эффективную полировку коленчатых валов лучше всего выполнять с помощью рекомендованных машин для массовой полировки.
2. Какой полировальный материал идеально подходит для полировки коленчатых валов?
Коленчатые валы изготавливаются из различных материалов. Вы можете найти алюминиевые коленчатые валы, а также титановые.
В зависимости от материала, из которого изготовлен ваш коленчатый вал, вы можете выбрать правильный полировальный материал.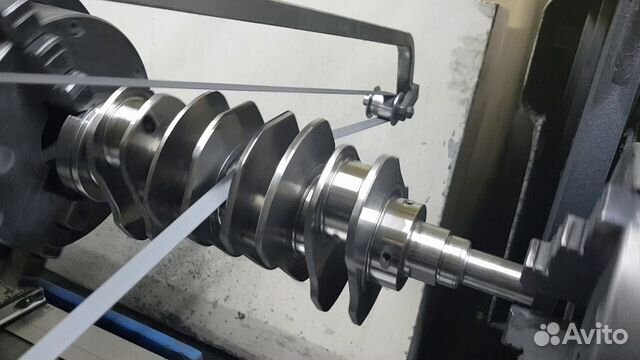
Для полировки коленчатых валов широко используются два полировальных средства – пластиковые и фарфоровые.
В редких случаях можно использовать керамические полировальные средства – когда на поверхности ваших коленчатых валов имеются заусенцы.
Когда вы тщательно полируете коленчатые валы с помощью правильных полировальных материалов, вы делаете их прочнее. Полировка избавляет от коррозии, загрязнений и дефектов поверхности.
3. Как лучше полировать гоночные коленчатые валы?
Известно, что большинство гоночных коленчатых валов прочны. Обычно они изготавливаются из алюминия или титана.
Так как они хрупкие, лучший способ полировать их — использовать вибрационную полировальную машину. Эта машина не изменяет форму или размеры ваших деталей.
Не забудьте выбрать правильный полировальный материал для достижения наилучших результатов.
4. Сколько времени занимает полировка коленчатых валов?
Продолжительность полировки не имеет стандартной продолжительности. Он может варьироваться от нескольких минут до нескольких часов. Вот некоторые из факторов, определяющих продолжительность процесса:
Он может варьироваться от нескольких минут до нескольких часов. Вот некоторые из факторов, определяющих продолжительность процесса:
Первый фактор — полировальная машина, которую вы решили использовать. Центробежная машина для полировки бочек работает намного быстрее, чем лотковые вибрационные машины.
Тем не менее, центробежная полировальная машина для бочек обходится довольно дорого в эксплуатации и приобретении по сравнению с вибрационной полировальной машиной.
Второй фактор — исходное состояние коленчатого вала? Требуется тяжелая полировка или легкая полировка? Для тяжелой полировки процесс, несомненно, займет больше времени.
Третий фактор — полировальные материалы, которые вы выбираете. Керамический наполнитель можно использовать только при наличии видимых заусенцев на поверхности коленчатого вала.
Использование фарфоровых наполнителей, несомненно, будет быстрее, чем использование пластиковых полировальных наполнителей. Фарфоровый носитель более жесткий, чем пластиковый полировальный носитель.
Фарфоровый носитель более жесткий, чем пластиковый полировальный носитель.
Последним фактором является то, как вы будете обращаться со своей полировальной машиной. Если вы неправильно обращаетесь с ним, например, не используете правильную скорость финишной обработки, процесс займет больше времени.
Это тоже будет неэффективно.
5. Как работает центробежная полировальная машина?
Во-первых, вы должны понимать, что центробежный полировальный станок относится к категории высокоэнергетических полировальных станков.
Он использует центробежные силы для улучшения поверхности деталей. Работает захватывающе. Проверьте это:
Машина имеет четыре полировальных барабана. Эти бочки прикреплены к одному маховику. Обе стороны (стволы и колесо) вращаются, создавая оптимальные центробежные силы для завершения процесса.
Однако барабаны вращаются в направлении, противоположном направлению вращения маховика. Это конструкция, предназначенная для обеспечения максимального образования центробежных сил.
Стволы вращаются с большой скоростью. Эта машина идеальна для быстрой отделки.
6. Каковы преимущества полировки коленчатых валов?
6.1 Повышение производительности
Полировка коленчатых валов повышает производительность двигателя. Полированный коленчатый вал эффективно и эффективно передает мощность двигателя.
6.2 Более прочные коленчатые валы и более длительный срок службы
Полировка коленчатых валов необходима, поскольку она удаляет загрязняющие вещества и коррозионные вещества, которые со временем могут сделать ваши коленчатые валы более слабыми.
Полировка устраняет эти коррозионно-активные вещества, чтобы ваш коленчатый вал был долговечным и пригодным для задач передачи мощности.
Когда ваш коленчатый вал становится более прочным, он также имеет более длительный срок службы.
6.3 Улучшенный внешний вид и более безопасная установка
Полировка улучшает внешний вид коленчатого вала. Он также избавляет от вредных элементов, таких как заусенцы и накипь.
Он также избавляет от вредных элементов, таких как заусенцы и накипь.
Заусенцы и чешуйки могут порезаться, а также привести к ошибкам в расчетах размеров. Это также может привести к преждевременному износу деталей.
Итог:
Полировать коленчатые валы полезно перед их установкой, а также регулярно для оптимальной работы двигателя.
7. Каковы преимущества полировки с использованием машин для массовой отделки?
7.1 Быстрая отделка
При использовании станков для массовой отделки вы можете быстро полировать детали. Процесс, на выполнение которого ушло бы несколько дней, теперь может занять всего несколько часов или даже несколько минут.
7.2 Массовая полировка
Вы можете очищать поверхности нескольких деталей за один цикл.
7.3 Равномерная отделка
Машина обеспечивает равномерную отделку даже в самых сложных углах, которые невозможно было бы сделать с помощью ручной полировки. Устройства также не изменяют размеры или форму ваших коленчатых валов.
Устройства также не изменяют размеры или форму ваших коленчатых валов.
7.4 Простота установки и эксплуатации
Машины Inovatec Machinery просты в установке и эксплуатации. Они поставляются с руководством пользователя, которое поможет вам обращаться с устройством.
У них также есть красивые пульты управления с красивыми интерфейсами.
Заключение
Полировка коленчатых валов перед их установкой обязательна. Также необходима регулярная полировка, даже после первоначальной установки.
Облегчает работу с коленчатыми валами, а также продлевает срок их службы. Это также улучшает их характеристики при передаче мощности.
Использование рекомендованных полировальных машин Inovatec делает процесс еще проще.
Вы можете связаться с нами сегодня для получения дополнительной информации о наших машинах и оборудовании для массовой отделки, ценах и доставке.
Вы также можете связаться с нами для консультации по процессам массовой отделки.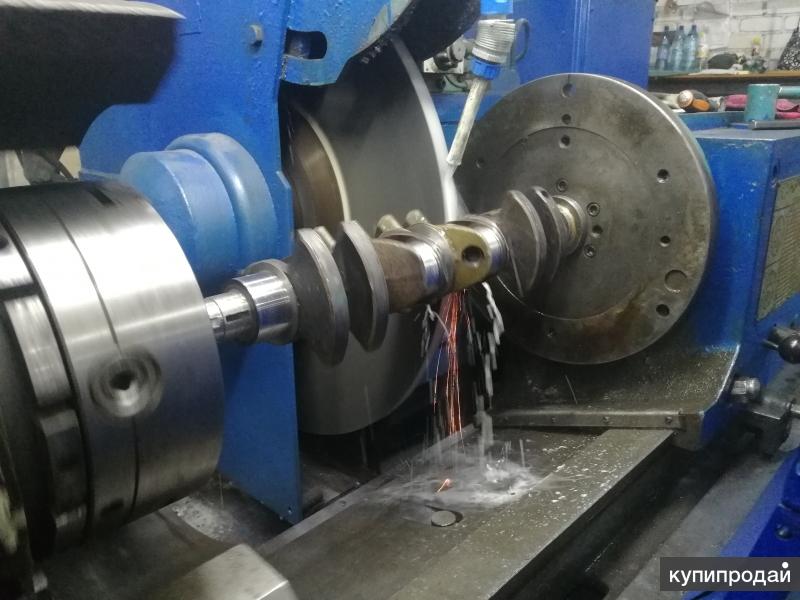 Мы будем рады услышать от вас.
Мы будем рады услышать от вас.
Вы можете быть уверены, что мы свяжемся с вами в течение 24 часов.
Общий | полировка коленчатого вала шлифовальной лентой | Практик-механик
Гарвуд
Алмаз
- #1
У меня есть пара полировальных машинок для коленчатых валов. Большой старый электрический и дешевый маленький воздушный. Я забыл записать, какой зернистости ремни, которые я люблю использовать, и не могу вспомнить. Наконец-то пошел последний ремень.
Я работаю только с коваными дизельными шатунами, которые довольно прочны.
Кен Хосфорд
Чугун

- #2
Я был в TK Atlas. Они производят шатуны JD и Cat. Там была окончательная полировка с помощью того, что они называли микронными ремнями, я думаю, зернистость 1500
.
машина лунного света
Алмаз
- #3
Гарвуд сказал:
У меня есть пара полировальных машинок. Большой старый электрический и дешевый маленький воздушный. Я забыл записать, какой зернистости ремни, которые я люблю использовать, и не могу вспомнить.
Я работаю только с коваными дизельными шатунами, которые довольно прочны.
Нажмите, чтобы развернуть…
У Goodson есть все, что вам может понадобиться, например, полировка ремней или что-то еще для обработки двигателей.
Лими Сами
Алмаз
- #4
Могу спросить у соседей во вторник — не поможет ли это.
Лими Сами
Алмаз
- #5
Лими Сами сказал:
Могу спросить у соседей во вторник — не поможет ли это.
Нажмите, чтобы развернуть…
On Edit
Я разговаривал со своими соседями (небольшой «деревенский» магазин двигателей), и их чудак (тоже начальник — с более чем 40-летним опытом) использует 400 грит на своей доморощенной копии двигателя. 1-дюймовый полировальный станок Goodson (например, этот 72-дюймовый портативный полировальный станок для коленчатых валов | инструменты и расходные материалы Goodson)
Они шлифуют все, от небольших газонокосилок до больших дизелей, на кривошипных шлифовальных машинах Prinz (как если бы это было в машине, они бы ее шлифовали) ………..и полировка после шлифовки, или только полировка, используются только эти ленты
диан
Титан
- #6
я думаю, что вы не можете слишком хорошо на заводе. микрополировка.
Гарвуд
Алмаз
- #7
Спасибо, Сами, очень признателен.
В большинстве случаев шатуны, с которыми я имею дело, не имеют заметного износа. Они очень твердые, и я, вероятно, мог бы просто вставить их обратно и уйти, но я чувствую, что прогон через бак с едким наполнителем, взрыв всех масляных каналов и быстрая полировка гарантируют, что я ничего не пропущу.
Если в журнале есть хоть малейшее несовершенство, вы увидите его как искру при полировке.
Лими Сами
Алмаз
- #8
Гарвуд сказал:
Спасибо, Сами, очень признателен.
В большинстве случаев шатуны, с которыми я имею дело, не имеют заметного износа. Они очень твердые, и я, вероятно, мог бы просто вставить их обратно и уйти, но я чувствую, что прогон через бак с едким наполнителем, взрыв всех масляных каналов и быстрая полировка гарантируют, что я ничего не пропущу.
Если в журнале есть хоть малейшее несовершенство, вы увидите его как искру при полировке.
Нажмите, чтобы развернуть…
Вот как соседи относятся к ним, ………… он держит старые изношенные (и пропитанные маслом) ремни для «чистки и полировки»
Крец
Алмаз; Команда модов
- #9
Да, я тоже хотел добавить это. Вся полировка коленчатого вала, которую я когда-либо делал, касалась изношенных старых ремней. Полируют до блеска и полируют намного лучше, чем можно было бы предположить по их твердости. Я думаю, что это также связано с нагружением ремня сталью. Типа дает полирующий эффект. Один случай, когда вы не хотите чистить ремень. Плохая сторона лент со сверхвысокой зернистостью заключается в том, что они загружаются мгновенно, а затем практически не режут. У зернистости 400 все еще есть место, чтобы немного подрезать, если выпирает выступ.
Гарвуд
Алмаз
- #10
Я не менял ремень целую вечность. Я припоминаю, что лучше всего немного намотать ремень, прежде чем он ударит по журналу. На кривошипе, который мне нужно отполировать, установлены закаленные износостойкие втулки (которые будут заменены) для переднего и заднего уплотнений. Я думаю, что я немного проведу ремнем по этим рукавам, чтобы немного сбить его, а затем ударить по журналам.
жесткий рабочий
Запрещено
- #11
400 грит просто отлично.
Лими Сами
Алмаз
- #12
рабочий жесткий сказал:
Так выглядят мои соседи, когда он с ними покончил
Турбоверки
Чугун
- №13
Это, конечно, влияет на твердость шейки. Но ты знал это. У меня есть сравнение со сверхтонкими ремнями типа скотчбрайт от Goodson. У меня были хорошие результаты, заканчивая с ними. Изношенный тоже хорош!
В последнее время я использовал некоторые из высокотехнологичных 3-метровых структурированных абразивов, некоторые хорошие результаты, и не то, что мне нравится. На дизелях они мне нравятся. На более мягких шатунах я заметил следы на радиусе. Не нарушает условия сделки, но виден. Не могу их чувствовать. Для полировки радиуса я использую хорошо изношенную насадку шириной 3/8 и использую ее только на радиусе. Используйте немного румян, чтобы они выглядели как хром. Эксперт по полировке в моем воображении был владельцем продукции ABS, не могу сейчас вспомнить его имя, но он производил и продавал полировальные машины и расходные материалы, и мог сделать какашку красивой. Лол, он скончался пару лет назад, отличный парень.
Они все еще в деле, найдите их.
Отправлено с моего iPhone с помощью Tapatalk
10 пальцев
Горячекатаный
- №14
Компания Clevite (теперь Mahle) опубликовала руководство по проектированию и подготовке шеек подшипников скольжения. Был стандартным справочником для OEM-разработчиков двигателей и трансмиссий. ПОЖАЛУЙСТА, сделайте себе одолжение и найдите копию. Большая часть предлагаемой здесь информации абсолютно неверна.
машина лунного света
Алмаз
- №15
10 пальцев сказали:
Компания Clevite (теперь Mahle) опубликовала руководство по проектированию и подготовке шеек подшипников скольжения. Был стандартным справочником для OEM-разработчиков двигателей и трансмиссий. ПОЖАЛУЙСТА, сделайте себе одолжение и найдите копию. Большая часть предлагаемой здесь информации абсолютно неверна.
Нажмите, чтобы развернуть…
Например?????
Дж.Карахер
Алюминий
- №16
Mhale уже много лет является OEM-поставщиком BMW, 24 поршня лежат у меня на столе, пока я печатаю. На работе мы специализируемся на старинных двигателях BMW и скажем, что Мхале в точку.
Тем не менее, после нескольких лет восстановления этих маленьких заводов I6 зернистость 400 идеальна. Обычно мы участвуем в гонках продолжительностью от 10 до 24 часов и отслеживаем характер износа подшипников, кривошипов и стенок цилиндров.
ОП не указал приложение, но, как уже упоминалось, Гудсон — отличный источник. Ремни с волнистыми краями удобны для больших филе, и в конечном итоге качество готовой работы зависит от оператора. Я лично пилотирую седла клапана вручную с помощью шлифовального станка для седла Black & Decker и станка для облицовки Sioux. Мой местный «магазин головок цилиндров» имеет отклонение от концентричности на 5-8 десятых по сравнению с моей ручной работой, а у чувака есть Serdi. СМХ. Клапана должны подпрыгивать, как прыгающие бобы.
Лими Сами
Алмаз
- # 17
Плюс еще одно — хотя это не моя линия, я за эти годы восстановил несколько двигателей, поэтому я искренне заинтересован.
На редактировании Пожалуйста, пожалуйста, не позволяйте этой теме превратиться в драку по поводу сборки двигателя, как в дерьме «мой Харлей бьет ваш Наскар».
Гарвуд
Алмаз
- # 18
10 пальцев сказали:
Компания Clevite (теперь Mahle) опубликовала руководство по проектированию и подготовке шеек подшипников скольжения.
Нажмите, чтобы развернуть…
?????
Пожалуйста, объясните.
Дж.Карахер
Алюминий
- # 19
Лими Сами сказал:
Плюс еще один момент — хотя это не моя линия, я за эти годы восстановил несколько двигателей, так что мне это искренне интересно.
При редактировании Пожалуйста, пожалуйста, не позволяйте этой теме превратиться в драку по поводу сборки двигателя, как в дерьмо «мой Харлей бьет твой Наскар».
Нажмите, чтобы развернуть…
Что, если я поставлю двигатель NASCAR на свой Harley? 😛 …или посоревноваться в гонке Sebring 12hr на v-twin VW Beetle?
Итог: послушайте парней, которые постоянно делают 100+ л.с./литр Н/Д, и живите, чтобы рассказать об этом.
Мое рождение машиностроения произошло в производстве, и у меня появилась возможность использовать эти станки для изготовления деталей в свободное время, пока я не перемещал рабочие тиски и т. Д. Когда я работал самостоятельно, первыми двумя предметами были автоматический напольный подъемник. и скамья потока, 16 лет спустя, и клиенты находятся на национальных подиумах в различных гоночных трассах.
BMW был, безусловно, самым строгим OEM-двигателем, с которым мы работали. Они видят от четверти до миллиона миль, и даже когда им полностью пренебрегают и / или с дополнительными усилителями, они показывают нелепые перспективы. Если вы можете держать голову на турбированном двигателе, m20b25 способен, если 500 л.с. / TQ от одного распредвала и 2,5 л. В 1986 году зазор между поршнем и стенкой составлял 0,02 мм на 84 мм, и многие годы спустя многие из них вполне соответствовали стандартным характеристикам.
400 грит и 25 об/мин не подвели меня за последние 18 лет соревнований, просто отрегулируйте зазоры в соответствии с размером подшипника. Не бойтесь использовать на каждой шейке вкладыш подшипника со стороны крышки большего или меньшего размера, даже при выпрямлении основной крышки.
Честно говоря, многие были бы очень расстроены бойней после разборки наших двигателей после сезона.
Гарвуд
Алмаз
- #20
Я думаю, что прочность и минимизация концентраторов напряжения важнее для коленчатого вала, чем отделка шеек.
На собранном мной двигателе (насколько мне известно) ни разу не было поломки коленчатого вала или шатуна.
Единственные двигатели, над которыми я больше работаю, это Cummins 3.9/5.9/6.7. Я делаю детали для других двигателей, которые некоторые из вас, вероятно, используют.
Полировка коленчатого вала, виброобработка, Inovatec Machinery
Полировка коленчатого вала – Полное руководство
Коленчатые валы являются основными деталями, необходимыми для оптимальной работы вашего двигателя.
Перед установкой любого коленчатого вала в двигатель он должен пройти полировку для обеспечения максимальной производительности.
Полировка коленчатого вала — не самая простая задача. Это требует опыта, навыков и терпения.
Это может быть пугающим, особенно если вы новичок в области полировки коленчатого вала.
Однако в этой статье вы узнаете:
- Как эффективно и легко отполировать коленчатый вал
- Преимущества полировки коленчатого вала
- Преимущества полировки коленчатых валов на станках для массовой обработки.
Продолжайте читать эту статью, чтобы узнать больше.
- 1. Как отполировать коленчатый вал?
- 2. Какие полировочные материалы можно использовать для полировки коленчатого вала?
- 3. Как отполировать коленчатый вал гоночного велосипеда?
- 4. Сколько времени занимает полировка коленчатого вала?
- 5. Как центробежный шлифовальный станок полирует коленчатые валы?
- 6. В чем польза полировки коленчатых валов?
- 7. В чем преимущество использования станков для массовой полировки коленчатых валов?
1. Как отполировать коленчатый вал?
Эффективная и простая полировка коленчатого вала требует использования машин для массовой отделки, полировальных материалов и полировальных составов.
Три станка для первичной обработки идеально подходят для полировки коленчатых валов.
Первый вибромассажёр для ванны. У него мощный двигатель, который он использует для энергичного встряхивания полировальной ванны.
Рисунок 1. Вибромассажер с баком
Когда он встряхивает бак, полировальные материалы и ваш коленчатый вал будут тереть поверхности друг друга.
Это трение поверхностей создает трение, необходимое для успешного процесса полировки.
После полировки вам не нужно вручную отделять полировальные материалы и полированные коленчатые валы.
Эта машина имеет разделительное сито, которое можно отрегулировать в соответствии с размерами полировальных сред.
Второй основной станок, который вы можете использовать, — это центробежный отделочный станок.
Рис. 2. Центробежный барабанный финишер
Центробежный барабанный финишер — еще одна надежная машина для массовой финишной обработки, использующая центробежные силы для завершения процесса полировки.
Продолжайте читать эту статью, чтобы узнать, почему центробежный станок для полировки цилиндров идеально подходит для полировки коленчатого вала.
Третий станок для массовой доводки – это станок для горизонтальной полировки коленчатого вала.
Рис. 3. Горизонтальный отделочный станок с коленчатым валом
Эти станки просто исключительны.
Проверьте это:
Неполированные коленчатые валы подаются в эту машину горизонтально. Они выходят с другого конца, полностью отполированные.
Все действия по полировке происходят внутри машины.
Станок для горизонтальной полировки коленчатого вала в настоящее время популярен благодаря своей эффективности и результативности.
Итог:
Станки для массовой полировки — идеальный способ полировки коленчатых валов.
2. Какие полировочные материалы можно использовать для полировки коленчатого вала?
Теперь при полировке коленчатых валов на станках для массовой доводки вам понадобятся абразивы.
Существует несколько полировальных материалов, которые можно использовать для завершения процесса полировки.
Первый — полировальный материал для пластика.
Рисунок 4 – Пластиковые полировальные материалы
Пластик не самый жесткий полировальный материал.
Вы можете использовать его для легкой полировки поверхности коленчатого вала.
Пластиковый носитель не трескается и не откалывается под давлением. Именно эти особенности делают его популярным в наши дни.
Пластиковые полировальные материалы также легче других полировальных материалов.
Его легкость связана с меньшим потреблением рабочей мощности станком для массовой отделки.
Однако пластмасса не полирует поверхность коленчатого вала до зеркального блеска.
Полировка не блестит.
Вторым полировальным средством, которое вы можете использовать, является полирующее средство для фарфора.
Рисунок 5 – Полировальные материалы для фарфора
Фарфор более жесткий по сравнению с пластиковыми средствами для полировки. Содержит элементы керамических частиц.
Однако он не слишком агрессивен по сравнению с полировальными средствами для керамики или нержавеющей стали.
Эти свойства делают его идеальным кандидатом для полировки поверхностей коленчатых валов.
Последним полировальным материалом, который можно использовать, является керамический. Теперь керамика используется только при определенных условиях.
Рис. 6. Керамический полировальный материал
Проверьте это:
Вы можете использовать керамические материалы для полировки коленчатого вала, когда требуется небольшое удаление заусенцев.
Керамический материал очень агрессивен и может поцарапать поверхность ваших деталей, если вы не будете осторожны.
Все эти полировальные материалы бывают разных форм и размеров.
Эти динамики необходимы для чистой и равномерной полировки, в том числе самых сложных углов.
Выбор правильной формы и размера для процесса полировки имеет решающее значение.
Вы бы не хотели, чтобы среда застревала в полостях или карманах коленчатого вала.
Эти полировальные материалы также должны соприкасаться с этими карманами.
Они должны чистить каждый сантиметр вашего коленчатого вала.
Все эти полировальные средства исключительно хорошо полируются при использовании полировальных составов.
Итог:
Полировка коленчатых валов с помощью абразивов — наиболее эффективный способ избавиться от дефектов на поверхности коленчатых валов.
3. Как отполировать коленчатый вал гоночного велосипеда?
Большинство гоночных коленчатых валов изготавливаются из алюминия или титана. Эти типы металлов легкие и прочные.
Проверьте это:
При полировке гоночных коленчатых валов лучше всего очищать их с помощью вибромассажёров в ванне.
Вы можете использовать полировальные материалы из фарфора или пластмассы.
Помните, что если ваш коленчатый вал требует легкого удаления заусенцев, вы можете использовать керамические полировальные материалы.
При полировке этих гоночных коленчатых валов нужно быть предельно осторожным.
Одна-единственная ошибка может привести к небольшому повреждению, что делает коленчатый вал бесполезным.
Виброполировальная машина с ванной не меняет форму и размеры ваших гоночных коленчатых валов.
Итог:
Вы не можете позволить себе повредить гоночный коленчатый вал.
Таким образом, лучший способ полировать гоночные коленчатые валы — это использовать вибромассажёр с ванной.
4. Сколько времени занимает полировка коленчатого вала?
Продолжительность процесса полировки коленчатого вала зависит от трех основных факторов.
Проверьте это:
Первый фактор — полировальный материал, который вы решили использовать.
Керамический наполнитель полирует быстрее, чем любой другой полировальный наполнитель.
Очень агрессивен.
Кроме того, использование фарфоровых наполнителей вместо пластиковых полировальных наполнителей ускорит процесс.
Однако при использовании керамических и фарфоровых полировальных материалов ваша машина будет потреблять больше энергии при полировке коленчатых валов.
Пластиковые полировальные материалы легче других полировальных материалов. Синтетические носители на 40% легче керамических.
Второй фактор — это то, как вы решите обращаться со своей машиной.
Проведение процесса с использованием оптимальных условий полировки, таких как скорость полировки и использование полировальных составов, имеет большое значение.
Если вы решите использовать невероятно высокую скорость полировки, то конечный результат не будет хорошим.
Кроме того, процесс займет слишком много времени, если вы решите использовать невероятно низкую скорость.
Следовательно, это станет нерентабельным.
Третий фактор — это степень повреждения поверхности коленчатого вала.
Рис. 7. Грязный коленчатый вал
Если требуется тщательная полировка, то этот процесс, несомненно, займет больше времени.
Итог:
Ваши решения существенно влияют на качество и эффективность полировки коленчатого вала.
5. Как центробежный шлифовальный станок полирует коленчатые валы?
При полировке коленчатых валов с помощью центробежного шлифовального станка используется следующий метод очистки.
Сначала вы должны понять, что эта машина использует для полировки центробежные силы.
Во-первых, машина имеет четыре барабана, прикрепленных к одному вращающемуся маховику.
Маховик и полировальные барабаны вращаются в противоположных направлениях, соответственно, для повышения эффективности и производительности.
Рис. 8. Центробежный финишер
Машина вращает полировальные барабаны с невероятно высокой скоростью. Таким образом, он генерирует мощные центробежные силы.
Затем эти силы вызывают огромную нагрузку на полировальные средства и целевой коленчатый вал.
Эта нагрузка заставляет среду эффективно полировать коленчатый вал, стирая его (коленчатого вала) поверхность.
С этой машиной также можно использовать полировальные составы.
Вы можете использовать этот станок для полировки до высочайшей степени, а также для легкого удаления заусенцев.
6. В чем польза полировки коленчатых валов?
Полировка коленчатых валов, несомненно, имеет множество преимуществ.
Первое преимущество заключается в повышении производительности двигателя.
Полировка устраняет мельчайшие дефекты на поверхности коленчатого вала, которые, несомненно, ухудшают работу вашего двигателя.
Второе преимущество заключается в том, что полировка улучшает внешний вид вашего коленчатого вала, делая его новым и гладким.
Третье преимущество заключается в том, что удаление этих незначительных дефектов увеличивает срок службы вашего коленчатого вала.
Полировка делает ваш коленчатый вал прочнее, а также снижает его быстрый износ, вызванный небольшими заусенцами и другими дефектами.
Итог:
Полировка коленчатых валов положительно влияет на производительность вашего двигателя.
Это также необходимо для увеличения срока службы коленчатого вала.
7. В чем преимущество использования станков для массовой полировки коленчатых валов?
Использование станков для массовой полировки коленчатых валов очень выгодно.
Первое преимущество заключается в том, что вы можете быстро отполировать коленчатый вал.
Станки для шлифовки коленчатых валов быстро и эффективно завершают процесс полировки.
Второе преимущество, которое вы получаете, заключается в том, что вы можете полировать несколько коленчатых валов одновременно.
Они полируют в массе, что экономит много времени и энергии.
Третье преимущество заключается в том, что вы получите чистую и равномерную полировку.
С помощью полировальных средств можно очистить даже самые сложные углы коленчатых валов.
Четвертое преимущество, которое вы получаете, заключается в том, что они не изменяют размеры или форму вашего коленчатого вала.
Такое сохранение дизайна и формы стало возможным благодаря ограничению контактов между частями.
Пятое преимущество заключается в том, что пользоваться этими машинами относительно просто.
Вы можете отдавать команды с помощью консолей управления этими машинами. Они достаточно просты в использовании.
Они также безупречно точны.
Если вы планируете начать бизнес, связанный с услугами по полировке коленчатого вала, вы можете инвестировать в одну из этих машин от Inovatec.
Компания Inovatec выставила на продажу различные типы полировальных машин для коленчатых валов. Таким образом, вы можете выбрать любой в зависимости от ваших требований к полировке.
Вы также можете использовать этот станок для ремонта коленчатого вала.
Итог:
Конечно, использование станков для массовой полировки коленчатых валов дает много преимуществ.
Здесь выделены основные.
Полировка коленчатого вала и полировка на месте Преимущества станка
Производители мощных дизельных двигателей соблюдают жесткие допуски в отношении конусности и овальности шейки коленчатого вала, а также диаметра коренной шейки коленчатого вала. Соблюдение жестких допусков и высокое качество поверхности приводят к увеличению мощности, увеличению срока службы коленчатого вала и подшипников, снижению уровня шума, снижению вибрации, трения и повышению эффективности использования топлива. RA Power Solutions работает над коленчатыми валами судовых двигателей и двигателей различного назначения диаметром от 30 мм до 700 мм.
I) Конусность и овальность шатунной шейки и коренной шейки поддерживаются в пределах от 0,02 мм до 0,05 мм в зависимости от диаметра шатунной шейки и коренной шейки.
II) Сохраняется шероховатость поверхности менее 0,25 RA.
RA Power Solutions заметили, что иногда из-за аварийной ситуации, чтобы снова запустить двигатель, шатунную шейку и коренную шейку полируют вручную наждачной бумагой, нейлоновой веревкой и другими средствами. Это имеет серьезные последствия для штифта CR и главной шейки. Вот некоторые из них:
I) На шатунной шейке наблюдаются следы от подшипников и точечная коррозия, коренная шейка коленчатого вала не может быть удалена ручной полировкой.
II) Наш опыт показывает, что в случае развития конусности и овальности их никогда нельзя уменьшить и контролировать ручной полировкой. Наоборот, овальность и конусность увеличиваются.
III) Большое значение имеет чистота поверхности шатунной и коренной шейки.
IV) Замечено, что при ручной полировке следы никогда не удаляются полностью. Таким образом, желаемая чистота поверхности в соответствии с руководством не может быть сохранена.
RA Power Solutions, работая над двигателями большой мощности, установленными у клиентов по всему миру, заметила, что в большинстве случаев ручная полировка скорее ухудшает состояние шатунной и коренной шейки, а в некоторых случаях приводит к отказу от коленчатый вал.
Недавно у одного из наших клиентов на 3-х генераторах MAN B&W 8L 23/30 возникла проблема во всех шатунных шейках стандартного диаметра 185мм. Наблюдались следы пеленга и шероховатая поверхность. Все шатуны были отполированы вручную нейлоновой проволокой, и были использованы новые подшипники. Коленчатый вал вышел из строя через 20 минут работы двигателей. Несколько фотографий приведены ниже:
. представили портативный, легкий станок для шлифовки и полировки коленчатых валов, который способен шлифовать и полировать диаметр от 30 мм до 700 мм. Станок для шлифовки коленчатого вала на месте эксплуатации — это революционное портативное оборудование, которое можно вставить через смотровое окно блока цилиндров. Снятие коленчатого вала с блока цилиндров не требуется.
Машина для шлифовки и полировки коленчатого вала на месте проста в эксплуатации, и мы также проводим обучение технических специалистов покупателя. Приглашение компаний для полировки коленчатого вала больше не требуется, так как это может быть выполнено вашими техниками с помощью переносного станка для шлифовки коленчатого вала на месте.