
ИНСТРУКЦИЯ по установке гильз ММЗ и ЗИЛ
ИНСТРУКЦИЯ по установке гильз ММЗ и ЗИЛ
Данные рекомендации относительно установки гильз цилиндров помогут обеспечить правильную замену и последующую надежную работу цилиндропоршневой группы.
В течение нескольких лет проводился сбор информации о надежности работы деталей, ЦПГ и причинах отказов, связанных с монтажом гильз цилиндров в блоке двигателя. В результате анализа этой информации установлено, что наиболее часто в двигателях ММЗ всех модификаций встречаются случаи обрывов буртов гильз при сборке двигателей или в начальной стадии их эксплуатации.
Основными причинами данных отказов является несоблюдение требований технической документации на сборку двигателя, а также несоответствующее техническое состояние двигателя (а именно блока цилиндров), при котором гильзы надлежащего качества не могут гарантировать работоспособность!
1. Подготовка блока
1.1 Тщательно очистить посадочные места в блоке перед установкой гильзы (поверхности должны быть чистыми, абсолютно гладкими и без коррозии).
Из-за вероятности повреждения нельзя применять твёрдые инструменты (скребки, фрезы и т.п.) для очистки посадочных поверхностей.
1.2 Нутромером измерить диаметры верхнего и нижнего посадочных мест гильзы в блоке.
- ММЗ:
- верхний поясок — 126,0+0,086 мм
- нижний поясок — 125,0+0,043 мм
- ЗИЛ:
- верхний поясок — 125+0,063 мм
- нижний поясок — 122+0,063 мм
1.3 Индикатором измерить глубину проточки под гильзу.
- ММЗ: 9,06 мм
- ЗИЛ: 5,0+0,05 мм
1.4 Измерение плоскостности поверхностей блока цилиндров и головки блока цилиндров.
ММЗ: В соответствии с технической документацией, новые блок и головка цилиндров должны иметь неплоскостность не более 0,05 и 0,08 мм соответственно.
ЗИЛ: Головка не должна превышать 0,15 мм по всей длине и 0,03 мм по длине 50 мм.
2. Проверка с гильзой
2.1 Гильзу необходимо предварительно установить в блок без резиновых уплотнительных колец. Гильза должна вставляться легко без заклинивания. Вставленная гильза должна поворачиваться от руки.
Качание гильзы в посадочном месте недопустимо.
2.2 Измерить величину выступания гильзы над поверхностью блока цилиндров (ММЗ – 0,05-0,11 мм, ЗИЛ – 0,027-0,100 мм), сборка двигателя с несоответствующим выступанием гильз недопустима.
При ненадлежащей величине выступания не будет обеспече- но обжатие прокладки и фиксации гильзы в блоке. Следстви- ем этого будет нарушение герметичности прокладки головки блока или разрушение гильзы (отрыв бурта).
3. Установка гильзы
3.1 Установить блок на стенд для сборки двигателя.
3.2 Продуть все поверхности сжатым воздухом.
3.3 Заходная фаска на нижнем посадочном поясе в блоке должна быть чистой, гладкой, без забоин. Перед установкой гильз заходные фаски гильз и блока необходимо смазать.
Недопустимо смазывать герметиком или консистентной смазкой опорную поверхность для бурта гильзы в блоке.
3.4 Установить уплотнительные кольца на гильзу, либо в канавки блока и/или гильзы. Установку уплотнительных колец производить в соответствии с руководством по ремонту двигателя.
Недопустимо смазывать герметиком или консистентной смазкой канавки для уплотнительных колец в блоке и на гильзе.
3.5 Смазать уплотнительные кольца моторным маслом.
3.6 Ещё раз измерить выступание гильзы над поверхностью блока после установки гильзы прижав её соответствующим приспособлением.
- ММЗ:0,05-0,11 мм
- ЗИЛ:0,027-0,100 мм
4. Затяжка болтов
Затяжку болтов крепления головки производить предписанным моментом (см. руководство по ремонту двигателя). 4.1 ММЗ Затяжка болтов производится равномерно динамометрическим ключом в 3 этапа, чтобы исключить возможные перекосы головок.
- 1 этап: 40-50 Нм
- 2 этап: 120-150 Нм
- 3 этап: 190-210 Нм
При усилии затяжки более 210 Нм происходит деформация гильзы в районе бурта.
Последовательность затяжки болтов крепления головок блока цилиндров Д-260
Последовательность затяжки болтов крепления головок блока цилиндров Д-240, Д-245
Последовательность затяжки болтов крепления головок блока цилиндров Д-65
Изготовитель: АО «Костромской завод автокомпонентов», 156001, РОССИЯ, г. Кострома, ул. Московская, 105
Техническая поддержка:
+7 (4942) 628-477; tech@motordetal. ru
ru
Горячая линия:
Россия — 8-800-3333-700
Система менеджмента качества сертифицирована в DQS по ISO 9001
Монтаж гильз цилиндров · Technipedia · Motorservice
Установки
Назад к поиску
Информация о пользовании
Как правильно монтировать мокрые гильзы цилиндров? Что именно необходимо проверять перед монтажом гильз цилиндров? Как проконтролировать ровность опорной поверхности буртика гильзы? Можно ли устанавливать уплотнительные кольца непосредственно на гильзу цилиндра? Ответы даны в этой статье.
Предварительная проверка блока цилиндров двигателя
1:00 – 2:45
Визуальная проверка блока цилиндров двигателя: при наличии повреждений или пораженных коррозией поверхностей, требуется дополнительная обработка.
Проверка гильзы цилиндра
2:45 – 3:40
Гильза запрессовывается в блок цилиндров двигателя при помощи болтов и втулок. Затем, с помощью индикатора часового типа, определяют выступ гильзы в четырех точках (отстоящих друг от друга на 90 °) и сравнивают с данными изготовителя.
Не забывайте, что слишком малую величину выступа не разрешается компенсировать при помощи нескольких колец из томпака или подкладных шайб: в таких случаях следует использовать гильзы увеличенного ремонтного размера с более высоким буртом! Перед демонтажом гильзы, маркером отмечают точное положение гильзы на блоке цилиндров двигателя.
Установка уплотнительных колец
3:40 – 4:30
Установите уплотнительные кольца в последовательности, указанной на упаковке. Внимание! Ни в коем случае не применяйте жидкие герметики. Нанесите на уплотнительные кольца монтажную смазочную пасту. Равномерно распределите остатки пасты по контактным поверхностям гильзы цилиндра.
Внимание! Ни в коем случае не применяйте жидкие герметики. Нанесите на уплотнительные кольца монтажную смазочную пасту. Равномерно распределите остатки пасты по контактным поверхностям гильзы цилиндра.
Установка гильзы цилиндра
4:30 – 5:10
Равномерными движениями установите гильзу цилиндра в блок цилиндров двигателя. Убедитесь, что отметки на блоке цилиндров двигателя и гильзе цилиндра совпадают. С целью заключительного контроля качества, при помощи нутромера проверьте внутренний диаметр в зоне посадки уплотнительных колец.
Ключевые слова :
гильза цилиндра , внутренний диаметр цилиндра, диаметр цилиндра , цилиндрГруппы продуктов :
Поршни и компонентывидео
Монтаж гильз цилиндров
Группы продуктов на ms-motorservice.

Это вас тоже могло бы заинтересовать
Информация о продукте
Гильзы цилиндров c огневым кольцом
Устройство, функция и указания по монтажу
Гильзы цилиндров с нагаросъёмным кольцом имеют преимущества: нагаросъёмное кольцо предотвращает образование твердых отложений масляного нагара на жаровом поясе. О том, какими еще преимуществами оно…
Информация о пользовании
Обработка бывших в употреблении цилиндров
Можно ли заменить надлежащее хонингование обработкой при помощи хонинговальных щеток или подпружиненных хонинговальных брусков? Возможно ли улучшение рабочих поверхностей цилиндров за счет обработки…
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях. Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.

- сохранять настройки, выполненные Вами на данном сайте.

При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.

При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
Установка гильзы для прохода труб через перекрытия или стену осуществляется в определенных случаях
Содержание:
- Обязательна ли установка гильз
- Рассмотрим, какие бывают виды гильз
- Особенности использования
- Особенности проведения труб
- Задачи, которые должно решать приспособление
Установку гильзы для прохода трубы через перекрытия следует производить в определенных случаях, например, когда трубопровод подвержен тепловому расширению. И учесть необходимость установки гильзы нужно еще на этапе планирования магистрали. Все нюансы использования следует учитывать не только при прокладке нового трубопровода, но и при замене старых коммуникаций.
И учесть необходимость установки гильзы нужно еще на этапе планирования магистрали. Все нюансы использования следует учитывать не только при прокладке нового трубопровода, но и при замене старых коммуникаций.
Зона прокладки трубопровода сквозь стены и перекрытие становятся основной точкой деформационных напряжений. В таких местах труба подвергается влиянию химической среды и механических нагрузок. В связи с такими обстоятельствами, в строительных нормах СНИП трубопроводы снабжают дополнительными конструктивными деталями, которые носят название гильзы. Что они собою представляют, и для чего их нужно устанавливать, будет детально рассмотрено ниже.
Устройство для прохода трубы через стену является важным элементом, и он выполняет следующие функции:
- механические;
- защитные;
- гидроизоляционные;
- противопожарные;
- санитарные.
Помимо этого, посредством данного элемента можно повысить срок использования магистрали и облегчить действия по замене конструкций.

Устроена гильза следующим образом:
- чехол, для которого используют конструкцию из стали;
- набивки, изготавливаемые из мягкого, устойчивого к возгоранию материала.
Гильза для прохода трубы выполняется в форме трубных изделий. А свободное место между конструкциями заполняют огнеустойчивым материалом. Он обязательно не должен быть жестким по структуре. Это нужно для того, что в момент нагрева трубы она начнет изменять свои размеры, а при наличие жесткого материала, она может получить повреждения.
На предоставленных выше схемах видно, что магистраль может проходить через любое здание в двух плоскостях. Так перекрытия между этажами пересекают вертикальные сети (стояки), а стенки – разводка, проходящая горизонтально. Предоставленный рисунок демонстрирует пример устройства детали сначала в перекрытии, а далее в стенке.
И в первом, и во втором случае чехол детали нужно жестко закрепить. Трубное изделие через него должно продвигаться свободно. Диаметр чехла в одном и во втором случае обязан быть на 10 мм больше диаметра трубопровода. А сам чехол надежно крепиться в проходном отверстии.
Диаметр чехла в одном и во втором случае обязан быть на 10 мм больше диаметра трубопровода. А сам чехол надежно крепиться в проходном отверстии.
Монтаж и зачеканку патрона магистрали выполняют с расчетом высоты, которую имеет стяжка. Протяженность гильзы должна быть на 20 мм больше от толщины перекрытия. Если не соблюдать этот момент, то возникает риск попадания воды на этажи, расположенные снизу.
Обязательна ли установка гильз
Необходимость монтажа гильзы для прохода труб, проходящих через стены, диктуется требованиями СНИП. Они обусловленными следующими причинами.
- Полимерный трубопровод меняет свои размеры из-за влияния температуры. Кроме расширения, он может перемещаться. Чтобы предупредить деформацию и создать нужное свободное пространство, СНИП рекомендуют применять гильзы. Данные приспособления для прохода труб через стены и перекрытия дают возможность сохранить целостное состояние конструкции при установочных мероприятиях и при существенных изменениях температуры.
- Также СНИП гласит, что устройство для прохода труб сквозь стены и перекрытия позволяют выполнить демонтаж без разрушения строения.
- Установка защиты для прохода труб через стены, перекрытие или фундамент становиться барьером для проникновения запаха и насекомых из рядом расположенных помещений.

В соответствии со СНИПом гильзы рекомендуют устанавливать только в определенных случаях. Не всегда их установку называют целесообразной. Так же водонепроницаемый материал для прокладки между трубными изделиями рекомендуют в тех ситуациях, когда патрон проложен через проходной узел сквозь перекрытие.
Рассмотрим, какие бывают виды гильз
Гильзы для прохода труб в соответствии с требованиями СНИП отличаются по материалу изготовления. Помимо этого отличается и размер устройства для прохода трубопровода сквозь стену или перегородку.
Все указанные показатели зависимы от параметров возводимого строения. Так, например, размер внутреннего диаметра гильзы обязан быть больше от размера толщины магистрали на 20 мм.

Размер гильзы для прохода трубы через перекрытие также зависим от варианта установки строения. Выступ, который обязательно должен проходить в комнатах, где показатель уровня воды может оказаться над горизонтальной поверхностью, при скрытой технологии монтажа, выполнять не обязательно. Но, в соответствии к требованиям СНИП, если монтаж производится отрытым методом, то размеры приспособления обязаны отвечать особенностям помещений.
Те же правила СНИПа гласят, что размер межтрубного пространства обязан устанавливаться подходящим для монтажа огнеупорного или водоустойчивого материала. Помимо этого, важно отметить, что правила СНИП подчеркивают, что размеры приспособлений для обустройства прохода сквозь стены или пол не должны создавать препятствий для свободного прохода основного сооружения. Это обязательное условие для проведения ремонтных мероприятий.
Внутренний диаметр гильзы для проведения труб в перекрытиях не должен быть больше внешнего диаметра отопительного трубопровода на пять или десять миллиметров.
Особенности использования
Для гильз применяют отрезки трубных изделий. Лучшим вариантом для этого специалисты называют сталь или полимер. На выбор материала влияет конструкция строения. Так, например, для железобетонных зданий есть смысл ставить элементы из стали, которые не трудно забетонировать и в заводских условиях при производстве стеновых панелей, и на строительных объектах при монтаже магистралей обогрева.
Установка гильзы из стали в отверстие без обработки торцевых частей не допускается. Таким образом, при монтаже можно нанести вред трубному изделию из полимера. Если выполняется установка патрона в стенке из других материалов, то следует учесть их низкую адгезию с раствором из цемента.
Брать для патрона строительный рубероид не рекомендуют. В этом случае отмечают плохую реакцию полимера на нефтесодержащие материалы.
С целью предотвратить распространения огня, рекомендуется установка специальных отсекателей огня на пересечении трубопровода обогрева и стенок и перекрытий.
Особенности проведения труб
Способ монтажа узла прохода трубы через стену или перекрытие в гильзе зависим от типа прокладываемой коммуникации. И каждый вид имеет свои особенности. Чтобы обеспечить своему строению надежную защиту, в этих отличиях стоит разобраться более детально.
Водопровод
Смотреть видео
[sociallocker]
Простой совет КАК за 1 минуту установить в опалубку гильзу для проведения коммуникаций.
Смотрите это видео на YouTube
[/sociallocker]
Если прокладка этой системы выполнена из стальных изделий, то их обязательно в зоне соединения стенки или перекрытия защищают покрытием, устойчивым к влиянию влаги. Если магистраль предназначается для холодной воды, то понадобиться монтаж специального термического чехла. Это даст возможность избежать появления конденсата на поверхности, и таким образом система будет служить дольше.
Если в работу взяты полимерные или комбинированные трубные изделия, то при обустройстве узла прохода в стене необходимо ознакомиться с рекомендациями изготовителя, которые прилагаются к выпускаемым изделиям.
Если в зоне ввода магистрали в жилье есть риск давления грунтовых вод, то мастера рекомендуют ставить в отверстие гидроизолирующие патроны, которые предотвращают попадание воды в подвальные помещения.
Сливные сети
Узел вывода для чугунных изделий отличается от аналогичного устройства из других материалов. Все дело в том, что чугун не нуждается в обустройстве шумоизоляции и армировании.
Сливной сети из пластика в стене потребуется патрон из стали. Длину приспособления на 15 – 20 мм должна превышать такая же характеристика трубы, а протяженность обязана быть больше ширины стенки на 2 – 3 см. Узел в месте прохода сквозь перекрытие или стенку обворачивают гидроизоляцией. А участок прохождения заделывают раствором из цемента.
Паровое отопление
Гильза для прохода труб отопления является обязательным элементом. Это связано с деформацией от температурного влияния на металлические постройки и напряжением на прямых отрезках магистрали при существенном перепаде температуры. Эти факторы становятся причиной появления трещин в строении, а также могут вывести ее из строя.
Особенности монтажа и расположения гильзового устройства в трубах отопления аналогичные такому, которое используется для систем горячего водопровода. Если они проходят через межкомнатную стенку, то можно ставить магистраль не из стали. В таких случаях подходят пластиковые или варианты комбинированного типа от разных изготовителей.
Специфика таких систем заключается в наличии индивидуальных крепежных деталей, в которые включена и гильза для труб отопления. У большинства изготовителей эти элементы отличаются высокой технологичностью и создают все условия для нужного показателя скольжения трубопровода, что обуславливают разнообразные показатели увеличения и деформации пластика от различных изготовителей.
Системы дымоходов
Установка гильз при проведении труб для дымохода должна проходить в строгом соответствии ко всем строительным требованиям.
Если дымоход выполнен из стали, то в вывод сквозь отверстие в перекрытии потребуется установка полой гильзы, для производства которой использовано железо с оцинковкой. Помимо этого верхнюю и нижнюю часть изолируют пластиной, которая будет защищать от огня.
Если при монтаже строительных конструкций для дымохода использован горючий материал, то с внешней стороны полую деталь дополнительно нужно изолировать устойчивым к возгоранию утеплителем.
Для такой установки отлично подходит базальтовое волокно или асбест. С точки зрения пожарной безопасности особого внимания потребует установка отверстия для дымохода в крыше. И очень важно при установке строения с гильзой для дымохода выполнить должный уровень нормативных требований.
Смотреть видео
Гильза дымохода.
Смотрите это видео на YouTube
Задачи, которые должно решать приспособление
При установке любой элемент этой линейки должен эффективно справляться с следующими задачами:
- обеспечение надежной защиты от размывов при разрыве, или в тех случаях, когда соединения магистрали начинают протекать, следовательно, любая аварийная поломка не нанесет большого вреда зданию;
- в той зоне, где будет проходить магистраль, патрон должен прочно защищать поверхность сети от механического влияния, от воздействия окружающей среды и деформационных изменений;
- патрон в отверстии для проведения системы должен надежно предохранять от резкого изменения показателя температуры, что само по себе на сооруженную магистраль действует разрушающе.
- патрон в отверстии для прокладки системы должен стать надежной защитой конструкции в случае необходимости быстро выполнить демонтажные мероприятия.

Приобретая данные устройства, нужно помнить, что обращаться следует к проверенному изготовителю. Только в таком случае можно получить гарантию надлежащего качества приобретенного товара.
Нужно понимать, что потраченные средства на гильзу не большие, а польза от нее огромная. Она не только облегчает проведение ремонтных работ, но и помогает продлить срок службы трубопровода, а значит и сэкономить большие затраты на проведение ремонтных работ.
Чтобы устанавливаемая деталь надежно фиксировалась, и трубное изделие не ходило в ней ходуном, лучше покупать товар стандартного размера ГОСТ для магистралей. Объем патрона по ГОСТ должен в обязательном порядке соответствовать объему трубы.
Смотреть видео
Смотрите это видео на YouTube
Если нет уверенности в правильности своего выбора, то лучше попросить помощи в установке у специалистов. Они помогут сконструировать строение высокого качества, которое будет служить не один десяток лет.
Они помогут сконструировать строение высокого качества, которое будет служить не один десяток лет.
Гильзовка двигателя. Установка «сухих» и «мокрых» гильз
Установка гильз – это операция по восстановлению изношенных стенок блока цилиндров.
Гильзы – это металлические втулки, относительно внутренней поверхности которых в загильзованном блоке цилиндров движутся поршни.
По мере работы мотора стенки цилиндров подвергаются изнашиванию, на них образуются задиры и другие повреждения. На начальном этапе изнашивания внутренняя поверхность цилиндров ремонтируется методом расточки. Слой металла снимается, а на поршни устанавливаются уплотнительные кольца большего размера или используются поршни большего размера.
После расточки цилиндров до максимального ремонтного размера устанавливают гильзы.
К гильзовке прибегают и в случае возникновения на поверхности цилиндров серьезных дефектов, которые не могут быть устранены методом расточки до последнего ремонтного размера и менее.
Также некоторые производители автокомпонентов не выпускают поршни разных ремонтных размеров на конкретные блоки цилиндров. При появлении дефектов и изнашивании они сразу подвергаются гильзовке.
Гильзы устанавливают в любые блоки цилиндров – чугунные и алюминиевые, загильзованные и цельные с завода.
Для осуществления капитального ремонта блока цилиндров может быть использовано два вида вставок: «мокрые» и «сухие» гильзы.
Первые имеют контакт с охлаждающей жидкостью и для предотвращения ее попадания в цилиндры оснащаются уплотнительными элементами. Вторые представляют собой металлические вставки без уплотнительных деталей.
Двигатели могут оснащаться гильзами с завода. В таких агрегатах выполнить гильзовку легче всего.
Как правило, в таких моторах устанавливаются «мокрые» гильзы. Они легко заменяются самостоятельно. Главное, правильно подобрать размер ремонтной детали и убедиться в отсутствии дефектов геометрии посадочного гнезда.
При выборе гильзы необходимо обратить внимание на то, потребуется ли ее дополнительная расточка.
Не обязательно менять все вставки в блоке цилиндров за один раз. Можно заменить и одну втулку, если остальные еще пригодны к эксплуатации.
Чаще всего алюминиевые БЦ выпускаются сразу с запрессованными сухими гильзами.
Алюминиевые БЦ, которые не были загильзованы с завода, считают неремонтопригодными. Однако с целью экономии средств на замену блока цилиндров, которая может составлять более 20 процентов от стоимости всего автомобиля, применяется установка сухих гильз.
Причем данная технология оказывается достаточно успешной. Загильзованные моторы после восстановления бесперебойно работают на протяжении десятков и сотен километров пробега.
Подбор вставки осуществляется исходя из типа материала, из которого изготовлен блок цилиндров. Втулки из легированного чугуна применяются для чугунных БЦ, алюминиевые – для БЦ из алюминиевых сплавов.
В алюминиевые блоки можно установить чугунную вставку. Однако из-за разных характеристик материалов этот процесс осуществляется довольно затруднительно.
Существует два основных способа установки «сухих» гильз. Первый предполагает нагрев блока цилиндров и охлаждение гильзы с последующей установкой вставки в гнездо. Второй, более простой, заключается в запрессовке гильзы с применением сухого смазочного материала.
Перед установкой сухой гильзы необходимо придать оптимальную геометрию посадочному гнезду. Наличие, например, эллипса цилиндра приведет к последующей деформации вставки.
Метод «холодного» гильзования (запрессовки) с использованием смазочного материала позволяет без дополнительного оборудования установить «сухую» гильзу в гнездо.
Для этого на вставку наносят сухой смазочный материал, такой как MODENGY A-MOLY.
Он облегчает процесс монтажа гильзы, предотвращает образование задиров при запрессовке, снижает трение между поверхностями.
Данный метод применяют все чаще ввиду его простоты и надежности. Запрессовка без нанесения сухого смазочного материала может привести к образованию задиров в процессе установки гильзы.
Метод «горячего» гильзования требует применения большого количества оборудования.
Одновременно необходимо нагреть блок цилиндров до +150 °С и охладить гильзу в жидком азоте. В результате этого размер гнезда увеличивается, а гильзы – уменьшается.
Данная манипуляция позволяет обеспечить легкое вхождение втулки в блок цилиндров под собственным весом.
Из-за разницы температур между деталями появляется конденсат, поэтому гильзу необходимо обработать средством, которое предотвратит образование жидкости.
После того, как температура деталей придет в норму, будет обеспечена плотная посадка гильзы в гнезде.
Гильзовка двигателя позволяет за относительно небольшую стоимость провести капитальный ремонт блока цилиндров. Данный процесс обеспечивает дальнейшую эксплуатацию мотора на протяжении 100 и более тысяч километров пробега.
Данный процесс обеспечивает дальнейшую эксплуатацию мотора на протяжении 100 и более тысяч километров пробега.
Была ли полезна статья?
(1 оценка)
описание процесса ремонта блока цилиндров
Зачем проводится гильзовка цилиндров?
Одной из основных операций, включенной в капитальный ремонт ДВС, является гильзовка блока цилиндров.
Она проводится с целью восстановления работоспособности цилиндро-поршневой группы мотора после большого пробега автомобиля.
В процессе возвратно-поступательных движений поршня между его юбками и поверхностью цилиндра возникает трение, приводящее к истиранию контактирующих элементов.
Спустя определенный период работы на внутренней поверхности цилиндров появляются повреждения, мешающие нормальной работе системы. Также стенки цилиндра расширяются вследствие истирания.
Также стенки цилиндра расширяются вследствие истирания.
Гильзовка цилиндров проводится после расточки с целью уменьшения рабочего объема цилиндра и обеспечения нормального движения поршней.
Расточка и гильзовка блока
В процессе капитального ремонта стенки цилиндров растачивают для удаления повреждений. Расточка — метод механической обработки деталей, который заключается в удалении слоя металла.
Несколько расточек можно проводить без последующей гильзовки. Если расширение отверстия не оказало значительного влияния на объем цилиндра, то увеличивают размер поршневых колец и блок цилиндров в таком виде функционирует до следующей расточки.
После того, как гнезда были расточены до максимального размера или в случае снятия большого слоя металла для удаления повреждений стенок цилиндров, осуществляют гильзовку цилиндров.
Гильзовка – это установка в блок цилиндров металлических втулок, которые выступают в роли стенок цилиндров.
 Относительно их внутренней поверхности движется поршень.
Относительно их внутренней поверхности движется поршень.
Гильзы могут устанавливаться как в ремонтируемый двигатель, так и в новый. Чаще всего на заводах в транспортные средства ставят «мокрые» гильзы.
При ремонте меняют только изношенные гильзы. Необходимости в единовременной установке всех новых втулок нет.
Гильзовка является универсальным методом восстановления работоспособности блока цилиндров любого вида.
Для осуществления гильзовки необходимо подобрать втулку подходящего размера, расточить цилиндр для придания его стенкам необходимых характеристик и установить гильзу тем способом, который соответствует виду гильзы.
Важно правильно расточить поверхность цилиндра, чтобы посадочные гнезда под гильзы имели необходимую геометрию. В противном случае все дефекты, имеющиеся на стенках цилиндра, появятся на вставке и поршень не сможет оптимально двигаться в загильзованном цилиндре.
Многие автовладельцы не обращаются в автомастерские для установки гильз в блок цилиндров. Они осуществляют этот процесс самостоятельно.
Установка гильз
После расточки и подбора вставки оптимального размера приступают к процессу гильзовки.
Все гильзы делятся на два основных вида: «сухие» и «мокрые».
«Сухие» вставки получили свое название в связи с отсутствием контакта с охлаждающей жидкостью. Они не имеют уплотнительных элементов.
«Мокрые» же вставки одной своей стороной контактируют с системой охлаждения, поэтому они обжимаются уплотнительными прокладками для предотвращения попадания среды в рабочее пространство цилиндра и газов их рабочего блока в систему охлаждения.
Данные детали различаются по способу установки.
Установка сухих гильз
Сухие гильзы монтируются в блок цилиндров методом запрессовки. Этот процесс относится к наиболее сложным из всех видов гильзования.
Этот процесс относится к наиболее сложным из всех видов гильзования.
Процесс «сухой» гильзовки в своем привычном варианте требует изменения температуры ремонтных деталей.
Гнездо для гильзы нагревается до высокой температуры (около +150 °С), в то время как сама втулка охлаждается с помощью жидкого азота.
После охлаждения гильзы ее поверхность обрабатывается средством для предотвращения образования конденсата.
Установка гильз производится методом их помещения в гнездо. Они принимают необходимое положение под собственным весом или в результате непродолжительного постукивания молотком.
Благодаря такому методу гильзования достигается высокая плотность посадки и оптимальный натяг в месте соприкосновения деталей.
Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
На поверхности гильзы создается смазочный слой, содержащий частицы дисульфида молибдена. Он снижает коэффициент трения в процессе установки гильзы и предотвращает образование задиров при запрессовке.
Материал наносится распылением из аэрозольного баллона. После запрессовки остатки состава необходимо удалить методом продувки.
Такой способ запрессовки исключает необходимость нагрева блока цилиндров и охлаждения втулки в жидком азоте, благодаря чему значительно упрощается процесс гильзовки.
Установка мокрых гильз
Мокрые гильзы монтируются значительно проще, чем сухие. Их установка не предусматривает повышения или понижения температуры деталей.
Мокрые гильзы легко достаются из гнезда вручную, после чего так же просто устанавливаются в блок цилиндров.
Сначала гильзу вставляют без уплотнительного эластомерного элемента для проверки правильности подобранного размера втулки и отсутствия защемления при монтаже.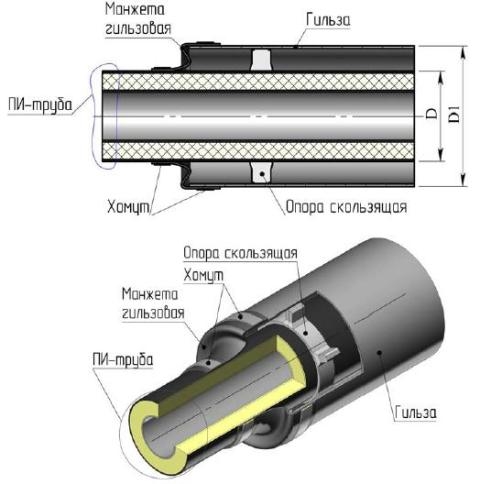 При возникновении неточностей корректируют размер деталей.
При возникновении неточностей корректируют размер деталей.
Окончательный монтаж осуществляют при наличии уплотнений на гильзе. Втулку устанавливают медленно, нельзя допускать резких движений и сильных ударов молотком.
Установка алюминиевых гильз и гильз из серого чугуна в блок цилиндров
Данный раздел описывает, каким образом сухие гильзы из серого чугуна могут быть встроены в блоки цилиндров из серого чугуна, соотв., каким образом они могут быть заменены. Здесь имеются некоторые различия с последующими главами, в которых идёт речь об установке алюминиевых гильз или гильз из серого чугуна в алюминиевые блоки цилиндров.
У блоков цилиндров из серого чугуна применяются, в основном, два вида сухих гильз. При первом исполнении речь идёт о так называемых Slip-fitгильзах, при втором — о Press-fit-гильзах. Иначе, чем у алюминиевых блоков цилиндров, изготовитель двигателей предусмотрел с самого начала возможность ремонта путём замены гильзы.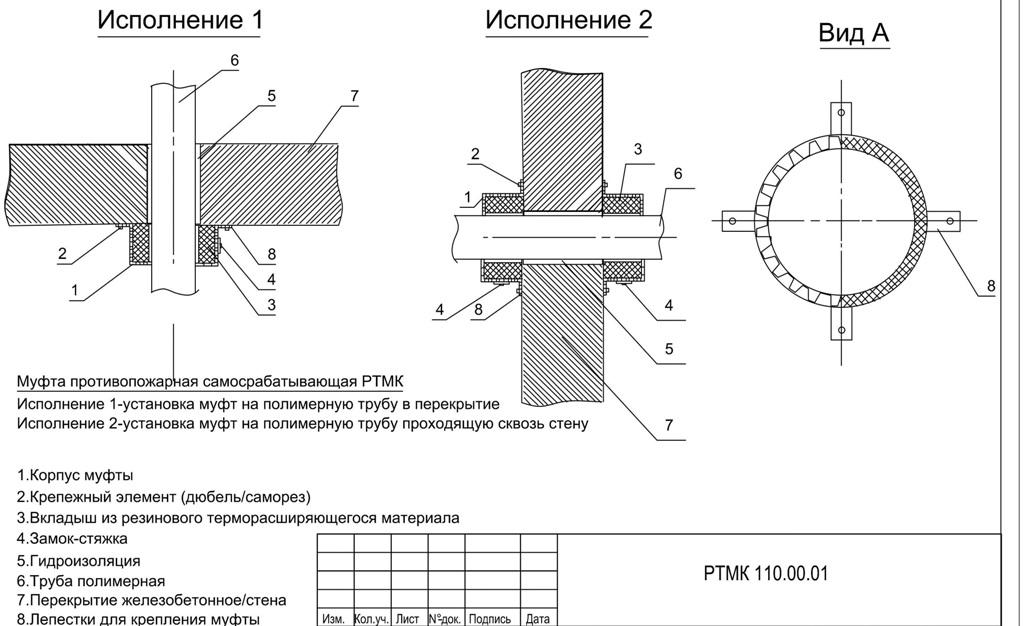 Оба вида гильз имеются как запасные части у изготовителя двигателей, а также на свободном рынке запасных частей.
Оба вида гильз имеются как запасные части у изготовителя двигателей, а также на свободном рынке запасных частей.
Уже само название даёт понятие о виде и способе монтажа данных гильз. Конструкция одинакова у обоих видов гильз. Оба исполнения имеют наружный диаметр гильзы, изготовленный в размер, а также часто буртик в зоне плоскости разъёма блока цилиндров. Единственное отличие — кроме размеров — состоит в том, что у Press-fit-гильз рабочие поверхности цилиндров должны после запрессовки окончательно обрабатываться (хонинговаться), в то время как Slip-fit-гильзы уже окончательно обработаны и хонингованы.
Преимущества обоих типов конструкций состоят в том, что блок цилиндров можно путём установки новых гильз ремонтировать вновь и вновь. При Slipfit-гильзах это может быть произведено даже любым механиком в мастерской, без привлечения станков.
Изображение 1 |
Slip-fit-гильзы
Данные гильзы имеют по сравнению с основным отверстием незначительно меньший диаметр. Благодаря имеющемуся монтажному зазору величиной от =0,01 до 0,03 мм данные гильзы можно монтировать и демонтировать от руки без большого усилия. При данной конструкции буртик гильзы абсолютно необходим, для того чтобы в ходе работы двигателя удерживать гильзу в предусмотренном положении внутри блока цилиндров. При монтаже и затяжке болтов головки блока цилиндров буртик гильзы при прижиме уплотнения головки блока цилиндров зажимается в блоке цилиндров и фиксируется в осевом направлении. Недостатком Slipfit-гильз является малый зазор между гильзой цилиндра и основным отверстием гильзы и, тем самым, несколько худшая теплопроводность между гильзой и блоком цилиндров.
Благодаря имеющемуся монтажному зазору величиной от =0,01 до 0,03 мм данные гильзы можно монтировать и демонтировать от руки без большого усилия. При данной конструкции буртик гильзы абсолютно необходим, для того чтобы в ходе работы двигателя удерживать гильзу в предусмотренном положении внутри блока цилиндров. При монтаже и затяжке болтов головки блока цилиндров буртик гильзы при прижиме уплотнения головки блока цилиндров зажимается в блоке цилиндров и фиксируется в осевом направлении. Недостатком Slipfit-гильз является малый зазор между гильзой цилиндра и основным отверстием гильзы и, тем самым, несколько худшая теплопроводность между гильзой и блоком цилиндров.
Press-fit-гильзы
Press-fit-гильзы имеют по сравнению с основным отверстием под гильзу несколько больший наружный диаметр. Из-за перекрытия размеров в = 0,03 — 0,08 мм (в зависимости от диаметра гильзы) они должны с помощью пресса запрессовываться в блок цилиндров. Из-за прикладываемого усилия запрессовки и напряжения запрессовки в блоке цилиндров гильзы при монтаже могут слегка деформироваться, соотв. , стать некруглыми. Для учёта этого гильзы в состоянии поставки вначале имеют ещё на 1 мм меньший внутренний диаметр (Semi-finished) и должны быть после запрессовки обработаны заключительным растачиванием ихонингованием в окончательный размер. Поскольку данный тип гильз получает в блоке цилиндров прессовую посадку, то буртик гильзы для её фиксации в блоке цилиндров у некоторых конструкций блоков не является необходимым, соотв., не предусмотрен.
, стать некруглыми. Для учёта этого гильзы в состоянии поставки вначале имеют ещё на 1 мм меньший внутренний диаметр (Semi-finished) и должны быть после запрессовки обработаны заключительным растачиванием ихонингованием в окончательный размер. Поскольку данный тип гильз получает в блоке цилиндров прессовую посадку, то буртик гильзы для её фиксации в блоке цилиндров у некоторых конструкций блоков не является необходимым, соотв., не предусмотрен.
Для Press-fit-гильз с буртиком, однако, рекомендуется этот буртик оставлять. Особенно в критических эксплуатационных ситуациях, если дело доходит до заклинивания поршня в цилиндре, поверхностного запрессовывания по наружному диаметру гильзы часто недостаёт для поддержания её в определённой позиции. С помощью фрикционного замыкания поршня при заклинивании гильза затягивается вниз и буквально перемалывается щёками кривошипа коленчатого вала.
Установка гильз в алюминиевых блоках цилиндров
Гильзы из серого чугуна имеют по сравнению с алюминием блока цилиндров меньшее удельное температурное расширение. При эксплуатации гильзы из серого чугуна растянутся примерно только вполовину меньше, чем окружающий алюминиевый блок цилиндров. По этой причине натяг (прессовая посадка) в алюминиевом блоке цилиндров должен быть больше, чем в блоке цилиндров из серого чугуна. Из-за большего натяга и меньшей прочности алюминиевого блока цилиндров гильзы
При эксплуатации гильзы из серого чугуна растянутся примерно только вполовину меньше, чем окружающий алюминиевый блок цилиндров. По этой причине натяг (прессовая посадка) в алюминиевом блоке цилиндров должен быть больше, чем в блоке цилиндров из серого чугуна. Из-за большего натяга и меньшей прочности алюминиевого блока цилиндров гильзы
из серого чугуна нельзя запрессовывать. Требуемое давление запрессовки при определённых условиях разрушило бы блок цилиндров.
Алюминиевые гильзы, хотя и имеют одинаковый коэффициент температурного расширения с алюминиевым блоком цилиндров, однако из-за их меньшей прочности могут быть при запрессовке деформированы или разрушены. Алюминиевые гильзы, к тому же, из-за необходимой поверхностной запрессовки сразу же заклинило бы в основном отверстии. Необходимое давление запрессовки резко увеличилось бы, и гильза, а также блок цилиндров, были бы разрушены.
Изображение 1 |
Внимание!
Если в алюминиевом блоке цилиндров устанавливаются ремонтные гильзы из алюминия или серого чугуна, то они должны быть принципиально установлены горячей посадкой.
Исполнения Slip-fit-гильз, как они часто применяются в блоках цилиндров из серого чугуна, по соображениям прочности вообще невозможно реализовать в алюминиевых блоках цилиндров Запрессовка гильз из серого чугуна и алюминия в алюминиевые блоки цилиндров невозможна в принципе.
Формообразование посадки гильзы в алюминиевых блоках цилиндров.
При осуществлении посадки гильзы в алюминиевом блоке цилиндров имеются две различные возможности формообразования. Они представлены на нижеследующих изображениях. Буртик гильзы, удерживающий гильзу механически, в алюминиевых цилиндрах не обязателен, соотв., возможен не при любой конструкции. Благодаря большому перекрытию размеров между гильзой и основным отверстием гильзы сидят прочно в основном отверстии и без буртика. Основное преимущество буртика гильзы — точно определяемый упор гильзы при процессе горячей запрессовки. Поскольку данный процесс должен происходить быстро, не остаётся времени на выверку гильзы в основном отверстии. Гильза должна быть введена одним приёмом. Точно определяемый упор в форме буртика или глухого отверстия здесь необходим. Основное отверстие для гильзы цилиндра с буртиком представлено на изображении 2.
Гильза должна быть введена одним приёмом. Точно определяемый упор в форме буртика или глухого отверстия здесь необходим. Основное отверстие для гильзы цилиндра с буртиком представлено на изображении 2.
Из-за становящихся всё меньше и меньше расстояний между цилиндрами и очень узких перемычек между двумя соседними цилиндрами конструктивно остаётся мало места для введения гильзы. Буртик гильзы в зоне уплотняемой поверхности обостряет дополнительно проблематику установки. Исполнение с буртиком рекомендуется поэтому, в основном, для блоков цилиндров с неотливаемыми совместно трубами цилиндров, соотв., для блоков перемычки которых достаточно широки для реализации буртика.
То, что можно обойтись и без буртика, показано на изображении 3. Для того, чтобы придать гильзе точно определённое положение в блоке цилиндров при горячей посадке, а также при эксплуатации, основное отверстие не достигает конца рабочей поверхности. Образующийся уступ (кромка на рабочей поверхности ) служит здесь упором, который берёт на себя функцию отсутствующего буртика гильзы. Побочный эффект данного исполнения — экономия времени, поскольку отпадает изготовление буртика, соотв., посадки буртика. По причине возникающих проблем из-за того, что расстояния между цилиндрами становятся меньше, здесь может идти речь об исполнении, которое будет всё шире применяться в будущем.
Побочный эффект данного исполнения — экономия времени, поскольку отпадает изготовление буртика, соотв., посадки буртика. По причине возникающих проблем из-за того, что расстояния между цилиндрами становятся меньше, здесь может идти речь об исполнении, которое будет всё шире применяться в будущем.
Изображение 2
Изображение 3
Процедуры установки гильзы цилиндра – UnderhoodService
t не только увеличивает рабочий объем, но и повышает прочность и надежность. Комплекты для переоборудования с мокрыми гильзами доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8, таких как двигатели Chevy LS.
Советы по установке сухих втулок
Одно из наиболее важных решений, которое вам придется принять при установке сухих втулок, — это насколько посадка с натягом подходит для конкретного применения. Алюминиевые блоки имеют большее тепловое расширение, чем чугунные блоки, поэтому они обычно (но не всегда) требуют большей посадки с натягом, чтобы втулки не двигались. Но сколько помех?
Но сколько помех?
Ответы будут различаться в зависимости от того, кого вы спросите. Различные поставщики рукавов давали нам разные рекомендации. Один сказал, что большинству алюминиевых блоков обычно требуется посадка с натягом от 0,003 дюйма до 0,004 дюйма между бесфланцевыми втулками и блоком, чтобы удерживать втулки на месте. Если блок может принимать фланцевую втулку, то вмешательство может вообще не понадобиться.
Другой сказал, что от 0,0015″ до 0,003″ посадки с натягом — это все, что вам нужно для большинства алюминиевых блоков, и если вы превысите 0,004″, вы, вероятно, деформируете блок. Деформация отверстия — это плохо, потому что оно не позволяет отверстию быть круглым, когда вы его затачиваете. Это, в свою очередь, будет препятствовать хорошему уплотнению колец и допускать потери при сжатии и прорыв газов ни то, ни другое не хорошо для выбросов или производительности.
Один из поставщиков сказал, что они полностью изменили свое отношение к посадке с натягом для некоторых алюминиевых двигателей. Муфты могут быть установлены с минимальным вмешательством (от 0,0005 дюйма до 0,001 дюйма) и зафиксированы на месте с помощью анаэробного герметика. Герметик, такой как Loctite 518, наносится на нижнюю треть цилиндра, чтобы удерживать его на месте и предотвращать миграцию масла между нижним концом втулки и блоком. Все, что попадает между втулкой и блоком (будь то масло, нагар или даже воздух) может помешать хорошей теплоотдаче.
Муфты могут быть установлены с минимальным вмешательством (от 0,0005 дюйма до 0,001 дюйма) и зафиксированы на месте с помощью анаэробного герметика. Герметик, такой как Loctite 518, наносится на нижнюю треть цилиндра, чтобы удерживать его на месте и предотвращать миграцию масла между нижним концом втулки и блоком. Все, что попадает между втулкой и блоком (будь то масло, нагар или даже воздух) может помешать хорошей теплоотдаче.
Общая рекомендация по установке сухих бесфланцевых втулок для чугунных блоков с водяным охлаждением заключается в использовании посадки с натягом от 0,0015 до 0,002 дюйма. Одним из советов, позволяющих упростить установку втулки и улучшить теплопередачу, является слегка отшлифовать цилиндр с помощью зернистости № 280 после того, как он был расточен для установки втулки. Более гладкая поверхность внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
Для некоторых двигателей малого рабочего объема с воздушным охлаждением (например, для мотоциклов и малых двигателей) может потребоваться посадка с большим натягом, поскольку цилиндры работают при более высоких температурах. Мы слышали о производителях двигателей, использующих посадки с натягом от 0,006 дюйма до 0,008 дюйма, чтобы втулки оставались на месте.
Мы слышали о производителях двигателей, использующих посадки с натягом от 0,006 дюйма до 0,008 дюйма, чтобы втулки оставались на месте.
Еще кое-что, о чем следует помнить, это то, что если вы вставляете втулку только в один поврежденный цилиндр в блоке для его ремонта, втулка может несколько деформировать соседние цилиндры, особенно если вы используете большую посадку с натягом. Результатом могут быть проблемы с уплотнением колец, потери компрессии и прорыв газов в соседних цилиндрах.
Один из способов свести к минимуму или скорректировать искривление отверстия цилиндра — использовать пластины крутящего момента при растачивании и хонинговании блока. На самом деле, торсионные пластины могут потребоваться на многих тонкостенных блоках (с гильзами или без них) для достижения действительно хорошей круглой и прямой поверхности отверстия. Установите стопорную пластину и прокладку головки на блок, затем затяните болты головки в соответствии со спецификацией перед хонингованием.
Измерение интерференции
Для точного определения интерференции необходимы два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке. Для измерения этих размеров вам понадобится точный микрометр наружного диаметра и микрометр внутреннего диаметра или нутромер.
Измерьте рукав сверху, посередине и снизу. Запишите числа. Затем поверните рукав на 90 градусов и снова измерьте. Усредните вместе все эти числа, чтобы рассчитать средний внешний диаметр втулки. Чем круглее рукав, тем лучше.
Затем проделайте то же самое с каналом ствола. Измерьте верх, середину и низ, затем поверните нутромер или идентификационный микрофон на 90 градусов и повторите. Опять же, усредните числа вместе. Как и раньше, чем круглее и прямее отверстие, тем лучше. Размеры внутреннего диаметра отверстия должны быть меньше, чем размеры наружного диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из наружного диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки, а затем вбить его в брусок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не были такими важными, как сегодня, но такой процедуре установки не место в современных механических мастерских.
Рекомендуемый способ установки втулок – охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002 дюйма. Упаковка их сухим льдом или опрыскивание жидким азотом уменьшит их еще больше, обычно на 0,003 дюйма или около того. Это часто позволяет гильзам опускаться без особых усилий или без них, что снижает риск повреждения или деформации гильз. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, облегчив установку. Если вам нужно приложить усилие, чтобы вставить втулку на место, используйте оправку, чтобы запрессовать ее. Не бейте по ней молотком!
Не бейте по ней молотком!
Вот еще один совет производителям высокопроизводительных двигателей: снимите напряжение с блока после установки гильз. Это можно сделать, установив блок на вибростол и позволив ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в течение длительного медленного цикла замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить их деформацию.
Финишная обработка цилиндров
После установки втулок внутреннюю часть цилиндра можно обработать в соответствии со спецификациями. Для правильной посадки и герметизации колец требуется безопасная для колец отделка. Под дружественным к кольцам мы подразумеваем покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода обкатки. Для большинства последних моделей и двигателей с высокими эксплуатационными характеристиками это означает финишное плато.
Плоскостная отделка отверстия — это то, что все типы колец в конечном итоге производят, когда они полностью установлены, поэтому чем ближе отверстие может быть предварительно обработано до состояния, подобного плато, тем меньше будут изнашиваться кольца и цилиндры при обкатке двигателя, тем лучше кольца будут герметизироваться с самого начала, и тем дольше они прослужат.
Для молибденовых колец можно использовать двухэтапный процесс хонингования для получения гладкой поверхности. Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры отшлифованы алмазными камнями, вы можете доработать отверстия более мелким алмазом, мелкозернистым керамическим абразивом или щеткой.
Если вы не наносите гладкую поверхность на цилиндры, хонингование камнями из карбида кремния № 220 хорошо работает с простыми чугунными или хромированными кольцами. Используйте камни с зернистостью № 280 для колец с молибденовым покрытием или камни с зернистостью № 320–400 для молибденовых колец, если двигатель предназначен для гонок или производительности.
Используйте камни с зернистостью № 280 для колец с молибденовым покрытием или камни с зернистостью № 320–400 для молибденовых колец, если двигатель предназначен для гонок или производительности.
После хонингования цилиндров не забудьте промыть их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может быстро испортить новый набор колец.
Мокрые гильзы дизельного двигателя
Если вы восстанавливаете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не имеет значения. Большинство таких вкладышей представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны обратить пристальное внимание на состояние расточенных отверстий в блоке, чтобы вкладыши правильно поддерживались, особенно если двигатель уже был перестроен ранее. Если расточенное отверстие, поддерживающее фланец гильзы, повреждено или подверглось коррозии, его необходимо будет заново обработать, чтобы надлежащим образом поддерживать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может привести к набуханию уплотнения, что помешает правильной посадке вкладыша.
Если старые гильзы имеют сильный налет извести или накипи снаружи, следует очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне вкладышей, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров, изготовленные из высокопрочного чугуна с индукционной закалкой или из какого-либо другого высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя. Вкладыш хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным, чтобы прокладка головки блока цилиндров обеспечивала надлежащее уплотнение. Если одна гильза цилиндра расположена выше, чем в соседних цилиндрах, это может повлиять на герметичность.
Если одна гильза цилиндра расположена выше, чем в соседних цилиндрах, это может повлиять на герметичность.
Ремонт или замена болтов увеличенного размера
- Фильтр по подкатегории:
Пандор ®
БОЛТМОД ®
Фильтр по категории продуктов
- Ореховые пластины
- Шпильки и стойки
- Маунты
- 9 АКРОВ0077 ® Рукава
- Втулки
- Щелкните Патч ® .
- Винты LoMas®
- Клеи
- Крепления для изоляционного одеяла

Комплект триммера для рукавов
CB5906Натяжная головка с заподлицо 100°
CB5907Втулка с выступающей головкой
CB5908Гильза с заподлицо 130°
CB5946Натяжная головка с углом 100°, вторая втулка увеличенного размера
CB5947Выступающая головка, второй рукав увеличенного размера
CB5948Промывочная головка 130°, вторая втулка увеличенного размера
JK5501BOLTMOD® Выступающая втулка со срезной головкой
JK5502BOLTMOD® 100° заподлицо со срезной головкой
JK5506BOLTMOD® 100° заподлицо с натяжной втулкой
JK5507BOLTMOD® Выступающая втулка с натяжной головкой
JK5541Выступающая втулка со срезной головкой BOLTMOD®, второй увеличенный размер
JK5542BOLTMOD® 100° заподлицо со срезной головкой, второй увеличенный размер
JK5546BOLTMOD® 100° заподлицо с натяжной головкой, второй увеличенный размер
JK5547BOLTMOD® Выступающая втулка с натяжной головкой, второй увеличенный размер
JK5701Втулка BOLTMOD® с выступающей головкой, метрическая
JK5702Втулка со срезной головкой BOLTMOD® 100°, метрическая резьба
JK5706BOLTMOD® 100° заподлицо с натяжной головкой, метрическая
JK5721Втулка с выступающей головкой BOLTMOD®, второй увеличенный размер, метрическая система
JK5722BOLTMOD® 100° заподлицо со срезной головкой, второй увеличенный размер, метрическая система
<< Предыдущая1 2 Следующая >>
наземная установка рукава из ПВХ для выдвижения флагштока
УСТАНОВКА ЗАЗЕМЛЯЮЩЕЙ ВТУЛКИ |
| уроки праздничные узоры ремесленные узоры |
-> декор -> улучшение дома
Поднимите флаг безопасноПроект Кевина Шеррода Безопасно поднимайте свой флаг, правильно установив флагшток в землю. Мы приобрели наш флаг и установочный комплект у: uncommonflagpoles.com ПРИМЕЧАНИЕ. Мы не связаны с этой компанией; мы также не получили компенсацию за эту статью. Мы довольны их продукцией и хотим помочь другим в обеспечении надежной основы для их флага. См. также: проекты по благоустройству дома См. также: Проекты 4 июля |
 В Аризоне дуют сильные муссонные ветры, и наш флагшток за эти годы выдержал множество штормов.
В Аризоне дуют сильные муссонные ветры, и наш флагшток за эти годы выдержал множество штормов.Расходные материалы Телескопический флагшток из ПВХ (в комплекте с нашим флагштоком) |
Установка будет выполняться в соответствии со следующим рисунком. ПРИМЕЧАНИЕ: изображение предоставлено для рисования: uncommonflagpoles.com |

Инструкции1. Выкопайте яму глубиной 28 дюймов и диаметром 12 дюймов. Поместите 6 дюймов мелкого гравия на дно отверстия для дренажа. Смешайте бетон в соответствии с указаниями на упаковке. |
2. Вставьте болт во втулку и поместите втулку в землю. Верхний край рукава должен быть чуть выше уровня земли. Оставьте синюю заглушку на месте до тех пор, пока грязь и бетон не будут помещены внутрь отверстия. |
3. Воспользуйтесь строительным уровнем, чтобы убедиться, что рукав расположен вертикально прямо. |
Бетон теперь залит и сглажен. |
4. Чтобы убедиться, что рукав будет удерживать флагшток на одном уровне, снимите колпачок и вставьте флагшток в рукав. Как только вы убедитесь, что втулка выровнена, дайте бетону застыть и застыть в течение ночи. |
 Используйте уровень, чтобы проверить втулку.
Используйте уровень, чтобы проверить втулку.Развейте свои флаги гордо и уверенно! |
Родственный проектОсветите свой внутренний дворик, натянув светильники между декоративными горшками/столбами и вашим домом. Идеально подходит для участков, не покрытых крышей. Освещение патио |
Краткий справочник |
БЕСПЛАТНЫЕ ВЫКРОЙКИ | БЕСПЛАТНЫЕ ВЫКРОЙКИ | БЕСПЛАТНЫЕ УРОКИ БЛАГОУСТРОЙСТВО ДОМА |
Научись рисовать!бесплатные видеоурокиЮтуб канал Посетите мой канал на YouTube. Нарисуй красивые картины для дома. |
 Бесплатные видео с пошаговыми инструкциями.
Бесплатные видео с пошаговыми инструкциями.Пожалуйста, поделитесьЯ полагаюсь на рекламу, чтобы мой сайт оставался бесплатным. Пожалуйста, поделитесь с друзьями. |
Политика конфиденциальности и условия использованияИспользуя наш веб-сайт, вы прямо соглашаетесь с нашей Политикой конфиденциальности и Условиями использования. Все выкройки, изображения и инструкции защищены авторским правом. |
Eze-Sleeve® Информация и инструкции по установке – Shaver-Kudell Manufacturing Inc.
Общая информация:
Чугун Eze-Sleeve® изготовлены из высококачественного серого чугуна класса 40 .
Eze-Sleeves® стали основным продуктом в отрасли ремонта электродвигателей после того, как были представлены в 1986 году.
Quick и EZE. Экономия затрат, экономия времени, Eze-Sleeve®
Экономия затрат, экономия времени, Eze-Sleeve®
Сокращенная процедура установки EZE-Sleeves®:
- Патрон и укажите корпус в токарном станке.
- Обработайте опорную поверхность до диаметра,002 меньше, чем внешний диаметр. рукава.
- Запрессуйте втулку с помощью задней бабки, заморозьте втулку, нагрейте корпус или забейте ее молотком.
- Обработайте расширенную часть втулки до диаметра подшипника.
- После получения надлежащего диаметра в расширенной части втулки: закончите обработку втулки с точной подачей.
- При необходимости можно использовать легкую шлифовку для получения точного размера.
- Обработайте удлиненную часть рукава.
- При необходимости обработайте небольшую фаску, чтобы подшипник мог войти в корпус.
- Теперь корпус готов к сборке.
Подробная процедура установки EZE-Sleeves®:
Большинство трехкулачковых патронов не очень точны. Даже если они были изначально, то со временем и изнашиванием теряют точность. Кроме того, большинство торцевых щитов представляют собой лишь черновые отливки, которые обычно используются для надевания рукавов. Принимая во внимание эти факты, все торцевые щиты, которые должны быть снабжены втулками, должны быть установлены в четырехкулачковом патроне. Чтобы правильно установить концевую раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечных салазках. Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Кроме того, большинство торцевых щитов представляют собой лишь черновые отливки, которые обычно используются для надевания рукавов. Принимая во внимание эти факты, все торцевые щиты, которые должны быть снабжены втулками, должны быть установлены в четырехкулачковом патроне. Чтобы правильно установить концевую раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечных салазках. Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Первое, о чем следует побеспокоиться, это убедиться, что передняя поверхность концевого конуса (сторона отверстия подшипника) находится в одной плоскости с поверхностью патрона. Это достигается вращением его мимо инструмента в стойке инструмента рядом с внешним краем концевого раструба. Постукивайте по концевому раструбу у внешнего края мягким материалом (свинцом, алюминием, латунью, деревом и т. д.), пока он не будет располагаться параллельно поверхности патрона. Эта первая процедура выполняется на глаз за считанные секунды. Теперь используйте индикатор и повторите, чтобы довести концевой звонок с точностью до одной или двух тысячных.
Установив концевой конус в патрон, расположив его примерно концентрично отверстию шпинделя и настроив его параллельно торцу патрона, пришло время установить его концентрично с точностью до одной-двух тысячных.
Следующая процедура может быть очень простой и методичной или очень запутанной, случайной и трудоемкой, в зависимости от вашего подхода. Если вы посмотрите на четырехкулачковый патрон спереди, вы увидите четыре кулачка по двум осям. Назовем две челюсти точно напротив друг друга осью x. Назовем две другие челюсти осью Y.
Регулируйте губки только по одной оси за раз! Повторяю, регулируйте челюсти только по одной оси за раз. Если вы всегда будете помнить об этом, у вас будет очень мало проблем с четырехкулачковым патроном.
Процедура следующая:
- Установите циферблатный индикатор так, чтобы он касался внешней обработанной кромки концевого конуса (проверка радиального биения).
- Поверните концевой колокол в положение захвата «А» и запишите свои показания.
- Поверните концевой конус на 180° в положение губок «C» и запишите свои показания.
- Установите нулевое положение на лицевой панели индикатора и точную среднюю точку между вашими верхними и нижними показаниями.
- Отрегулируйте губки «A» и «C», поочередно затягивая и ослабляя их, чтобы переместить концевой конус в нужное положение.
- Завершив настройку оси X, повторите ту же процедуру для оси Y.
- Теоретически концевой конус должен быть полностью концентричен со шпинделем токарного станка. Для проверки поверните концевой раструб мимо индикатора. Если вы обнаружите небольшое биение, отрегулируйте его соответствующим образом, помня о ранее показанной теории осей x-y.
- Дважды проверьте, чтобы передняя поверхность концевого конуса была параллельна поверхности патрона. Если это так, приступайте к операциям оплетки. Если это не так, снова коснитесь его true и еще раз проверьте оси x и y на биение.
- Описанная выше процедура кажется несколько трудоемкой, но на практике становится относительно быстрой и легкой, если все операции выполняются в правильной последовательности и хорошо понимается метод атаки.
Следующий этап — буровая операция:
- Измерьте внешний диаметр втулки. в двух-трех местах вокруг рукава и взять среднее.
- Вы должны расточить концевой колокол для прессовой посадки. Теория прессовой посадки составляет 0,0005″ для 1,000″ диаметра втулки. Поэтому втулка с Н.Д. 3,504″ должна иметь прессовую посадку приблизительно 0,002″. Рукав с Н.Д. 6,929″ должна иметь прессовую посадку 0,004″. Большинство механиков используют запрессовку 0,002 дюйма для всех втулок диаметром менее 4000 дюймов.
- Рассчитав диаметр, до которого вы хотите расточить концевой конус, установите борштангу в резцедержатель и сделайте пробный пропил. Измерьте отверстие и отрегулируйте крестовину, чтобы отрезать нужный диаметр. Это делается с помощью градуированного кольца на маховике поперечной направляющей. ПРЕДОСТЕРЕЖЕНИЕ : Диаметры для прессовой посадки втулки и, что более важно, диаметры для посадки подшипника являются чрезвычайно важными. У всех токарных станков возникают износ и люфты винтов и гаек с поперечными суппортами. При выполнении операций растачивания с допуском ± 0,0002″ установите циферблатный индикатор на седло так, чтобы плунжер был направлен к инструментальному блоку в соответствии с направлением движения поперечного суппорта. При таком расположении даже старый токарный станок (1920-х годов) можно использовать для точной работы. Ваш токарный станок становится таким же точным, как циферблатный индикатор.
- Завершив отверстие, запрессовать втулку одним из следующих способов :
а) Это самый безопасный и простой метод. Держите в своем магазине баллон с CO2 (сифонного типа). Этот тип цилиндра всасывает жидкий CO2 со дна цилиндра. Жидкий CO2 имеет температуру -190ºF. Установите рукав на изолирующий материал, например на пенопласт. Распылите CO2 на рукав в течение нескольких секунд. Рукав станет очень холодным и, следовательно, уменьшится в диаметре на несколько тысячных. Теперь, используя утепленные рукавицы для предотвращения обморожения, подберите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
При таком способе установка конечного звонка не нарушается, что исключает вторую процедуру «дозвона». Кроме того, термоусадочная посадка имеет в три раза большую удерживающую способность, чем прессовая посадка. Чтобы понять это, представьте себе болт, продавливаемый через гайку. Резьба болта и гайки будет срезана, оставив очень мало удерживающей силы. Однако, если бы болт был сжат настолько, чтобы его можно было вставить в гайку, а затем расширился, чтобы зацепиться с резьбой гайки, удерживающая поверхность была бы намного больше. Это происходит с гильзой на микроскопическом уровне, потому что даже шлифованная поверхность имеет мелкие неровности, которые внедряются в отверстие корпуса.
b) Запрессуйте втулку с помощью шпинделя задней бабки токарного станка.
c) Забейте втулку мягким материалом, например алюминием.
d) Снимите концевой конус и с помощью гидравлического пресса вставьте втулку.
e) Нагрейте концевой раструб горелкой.
Буквы b, c и d имеют очевидный недостаток, заключающийся в необходимости переустановки концевого колокола, а также в плохом захвате втулки в отверстии.
Буква e имеет несколько проблем: требуется время и газ для нагрева концевого раструба; нагрев концевого конуса заставляет его расширяться относительно кулачков патрона; искажая их. После того, как концевой раструб остынет, он может разболтаться в патроне. Вы должны подождать, пока конечный раструб остынет до комнатной температуры, прежде чем закончить отверстие. Иногда концевые раструбы нагрева могут оставить их безвозвратно деформированными.
Чистовая обработка втулки:
После того, как втулка установлена в концевой раструб, начинается операция чистового растачивания. Используйте ту же процедуру растачивания, которая использовалась для обработки концевого колокола для установки втулки.
Обычно небольшая часть втулки выступает из корпуса. Сделайте пробный разрез только на этой части рукава. Измерьте диаметр и соответствующим образом отрегулируйте и сделайте еще один пробный пропил. Как только вы достигли желаемого конечного диаметра в расширенной части втулки, вы можете безопасно приступить к чистовой обработке отверстия с помощью тонкой подачи. Иногда для улучшения качества поверхности требуется легкая шлифовка.
Теперь отшлифуйте расширенную кромку и добавьте небольшую фаску, чтобы конечный утолщенный элемент мог начинаться над подшипником. Ваша работа по ремонту завершена.
Общие вопросы и ответы по EZE-Sleeves®:
1. Какое отверстие втулки?
40 тыс. руб. осталось выключить машину. 2. Какова минимальная или максимальная прессовая посадка?
2 тыс. руб. —–формула: 1/2 тыс. на дюйм по диаметру. 3. Какая термоусадка между втулкой и валом?
2 тыс. руб. 4. Какая толщина рукавов?
1/8″-1/4″ для больших размеров.
5. Какова твердость чугуна по Роквеллу?
25-30 Роквелл.
6. Почему I.D. рукав не закончен?
Если есть проблемы с запрессовкой втулки,
Например:
а) корпус не расточен для точной запрессовки 0,002″
б) мельчайшие частицы грязи попадают между втулкой и корпусом
c) гильза криво запрессована и т. д.
Внутренний диаметр рукава изменится или деформируется. В этом случае выход подшипника из строя неизбежен.
Процедуры установки гильзы цилиндра для двигателей GM Ecotec 2002-2006 гг.
Нажмите здесь, чтобы узнать больше
Для этой процедуры требуется инструмент для снятия/установки гильзы цилиндра (кат. номер EN45680-850). Инструменты можно приобрести у Kent Moore.
Не охлаждайте и не нагревайте гильзу цилиндра или блок цилиндров при снятии или установке новой гильзы цилиндра. Охлаждение или нагрев гильзы цилиндра или блока цилиндров приведет к повреждению и не поможет снять или установить новую гильзу цилиндра.
Не используйте вспомогательные средства для сборки или смазочные материалы на гильзе цилиндра или блоке цилиндров при установке новой гильзы цилиндра, так как это может привести к повреждению двигателя. Эти элементы не помогут при установке новой гильзы цилиндра.
Также не нагревайте втулку или блок цилиндра при установке новой втулки. Охлаждение или нагрев могут привести к повреждению двигателя и не помогут в процессе установки или снятия.
Установите новую гильзу цилиндра в блок.
Установите приспособление EN 45680-851 и приспособление для установки гильзы цилиндра EN 45680-853 в сборе поверх гильзы цилиндра и на блок цилиндров. Не прикладывайте давление вниз к гильзе отверстия цилиндра.
Используйте правильный крепеж в правильном месте. Запасной крепеж должен иметь правильный номер детали для приложения. Крепеж, требующий замены, или крепеж, требующий использования резьбового герметика или герметика, указывается в сервисной процедуре. Не используйте краски, смазочные материалы или ингибиторы коррозии на крепежных элементах или поверхностях соединений крепежных элементов, если не указано иное.
Эти покрытия влияют на крутящий момент крепежа и усилие зажима соединения и могут повредить крепеж. Используйте правильную последовательность затяжки и спецификации при установке крепежа, чтобы избежать повреждения деталей и систем.
В качестве крепежных болтов используйте четыре старых болта головки блока цилиндров.
3) Вставьте 4 крепежных болта в ножки приспособления EN 45680-851 (1). Не давите вниз на гильзу цилиндра (2). См. Рисунок 1 .
Затяните
Затяните 4 болта крепления до 11 футо-фунтов. (15 Нм).
4) Совместите нижнюю часть втулки отверстия цилиндра (1) с отверстием цилиндра блока (2). См. Рисунок 2 .
5) Совместите установочную оправку (1) с верхней частью гильзы цилиндра (2). См. Рисунок 3 .
6) Совместите блок толкателя (2) приспособления для установки гильзы цилиндра EN 45680-853 с канавкой приспособления EN 45680-851 (1). См. Рисунок 4 .
Не используйте пневматические или электрические инструменты для вращения резьбового вала приспособления EN 45680-851/установщика гильзы цилиндра EN 45680-853 в сборе, так как это может привести к повреждению гильзы цилиндра.
7) С помощью храповика поверните резьбовой вал приспособления EN 45680-851 и приспособление для установки втулки цилиндра EN 45680-853 в сборе, чтобы установить втулку в блок (см. Рисунок 5 ).
8) Не вставляйте втулку в блок полностью. Оставить примерно 1/16? втулки над поверхностью блока.
9) С помощью динамометрического ключа затяните резьбовой вал приспособления EN 45680-851 и узла установки втулки EN 45680-853 до 75 футо-фунтов. (102 Нм), чтобы полностью установить втулку в блок цилиндров (см. Рисунок 6 ). При правильной установке гильзы цилиндра минимальная часть фланца гильзы будет выступать над поверхностью блока цилиндров.
10) Снимите приспособление EN 45680-851 и узел установки втулки EN 45680-853 (1) с блока (2). См. Рис. 7 .
Обрезка гильзы цилиндра
• Сборщик мусора EN 45680-865 (3). См. Рисунок 8 .
• EN 45680-861 Инструмент для обрезки в сборе (2).
• Воздушный регулирующий клапан (1).
• Двигатель дрели с 1/2? патрон, 1-1/8 л.с., 7 ампер, тройной редуктор и скорость вращения 450-600 об/мин по часовой стрелке.
• Устройство предварительной загрузки инструмента для обрезки (1). См. Рисунок 9 .
• EN 45680-862 Набор измерительных колец (2)
• EN 45680-863 Заглушка для захвата металлической стружки (3)
• EN 45680-866 Переходник привода (4)
• EN 45680-864 Болты (5)
Не сверлите и не хонингуйте втулку отверстия цилиндра. Внутренний диаметр гильзы цилиндра (внутренний диаметр) полностью обработан и отточен до нужного размера и имеет оптимальную обработку при поставке. Любая попытка изменить размер и отделку заводского изготовления путем дополнительного растачивания и хонингования приведет к повреждению двигателя, чрезмерному шуму или аномальному расходу масла.
1) После установки новой(ых) гильзы цилиндра(ов) в блок цилиндров обрежьте лишний материал с фланца гильзы цилиндра (см. Рисунок 10 ). Убедитесь, что все металлические частицы собраны, чтобы предотвратить внутреннее повреждение подшипников.
2) Вставьте заглушку EN 45680-863 для захвата металлической стружки в обрезаемую гильзу цилиндра (для ремонта автомобиля). Расположите верхнюю часть EN 45680-863 примерно на 3,0 мм (0,120?) ниже верхней поверхности гильзы цилиндра.
3) Установите дополнительные заглушки EN 45680-863 для захвата металлической стружки во все оставшиеся гильзы цилиндров. Установка заглушки для захвата металлической стружки EN 45680-863 глубже рекомендуемой глубины приведет к снижению производительности вакуумной системы.
Уменьшение вакуума приведет к попаданию металлической стружки в двигатель и его отказу. Установка заглушки для металлической стружки выше рекомендованной глубины может привести к повреждению заглушки. См. Рисунок 11 .
4) Убедитесь, что заглушка EN 45680-863 имеет диаметр 3 мм или 0,120? ниже верхней поверхности гильзы цилиндра.
Перед использованием инструмента для обрезки EN 45680-861 в сборе высота режущих лезвий должна быть установлена в соответствии с техническими характеристиками.
Правильная спецификация заключается в том, что фланец гильзы цилиндра должен быть заподлицо до 0,02 мм или 0,0008? над поверхностью палубы (см. Рисунок 12 ).
5) Сторона с канавкой комплектного калибрующего кольца EN 45680-862 (1) должна располагаться вверх на плоской поверхности (см. Рисунок 13 ). Убедитесь, что поверхности калибровочного кольца EN 45680-862 чистые.
6) Осторожно поместите сборку инструмента для обрезки EN 45680-861 на калибровочное кольцо EN 45680-862 (2).
7) Ослабьте винт буртика вала (2).
8) Сдвиньте буртик вала (2) вниз с помощью предварительного натяжителя инструмента для обрезки (1) до тех пор, пока буртик вала не упрется в верхнюю часть фланцевого подшипника (3). После выполнения этой процедуры нет необходимости переустанавливать высоту инструмента для обрезки EN 45680-861 до тех пор, пока лезвия не будут изношены или повреждены.
9) Надавите вниз на манжету и внутренний приводной вал с помощью предварительного натяжителя инструмента для обрезки (1), затем затяните винт манжеты вала.
Затяните
Затяните винт с буртиком вала до 14 футо-фунтов. (19Нм).
10) Поместите инструмент для обрезки EN 45680-861 в сборе на цилиндр, подлежащий обрезке, так, чтобы стрелка направления указывала на одной линии с осевой линией коленчатого вала и передней частью блока цилиндров. См. Рисунок 14 .
11) Установите четыре болта EN 45680-864 в отверстия для болтов головки цилиндров в блоке.
Затяните
Затяните болты до 15 футофунтов. (20 Нм). Для правильной работы инструмента двигатель дрели с 1/2? патрон, 1-1/8 л.с., 7 ампер, тройной редуктор и скорость вращения 450-600 об/мин по часовой стрелке. Если используется неподходящий двигатель для дрели, может произойти повреждение гильзы цилиндра.
12) Закрепите переходник привода EN 45680-866 в патроне дрели (см. Рисунок 15 ).
13) Подсоедините подачу сжатого воздуха (75-125 psi) к быстроразъемному соединению с наружной резьбой, расположенному на приспособлении для обрезки EN 45680-861. Поверните клапан сжатого воздуха в открытое положение. Это запускает вакуумную систему Вентури, которая улавливает металлическую стружку. Убедитесь, что на подающем шланге или вакуумном шланге нет перегибов. Изгибы могут привести к выходу металлической стружки из режущего инструмента в любом направлении.
14) Поместите приводной адаптер EN 45680-866 и узел сверла вертикально на конец EN 45680-861 инструмента для обрезки. Не применяйте силу, направленную вниз, к сверлу, пока не будет достигнута полная скорость вращения.
После достижения полной скорости вращения постепенно прилагайте усилие вниз, пока режущее действие не завершится примерно через 5 секунд.
15) Снимите приводной адаптер EN 45680-866 (1) и узел сверла с узла инструмента для обрезки EN 45680-861.
16) Закройте клапан сжатого воздуха.
17) Снимите сборку инструмента для обрезки EN 45680-861 с блока цилиндров.
18) Протрите втулку отверстия цилиндра и прилегающие участки от остатков порошка. Снимите заглушку для захвата металлической стружки EN 45680-863.
19) Установите линейку на блок цилиндров перпендикулярно осевой линии коленчатого вала (см. Рисунок 16 ).
20) С помощью фонарика осветите обратную сторону линейки.
21) Глядя на переднюю часть линейки, убедитесь, что свет не проходит через нижнюю часть линейки и верхнюю часть фланца гильзы цилиндра. Если свет присутствует с любой стороны гильзы, гильза обрезана неправильно и необходимо установить новую гильзу (см.