
Микрометр для регулировки клапанов ваз 2107
Содержание
- Регулировка клапанов с помощью стрелочного микрометра — бортжурнал Лада 2103 из Нью-Йоркa 1982 года на DRIVE2
- Регулировка клапанов рейкой — бортжурнал Лада 2107 i 2006 года на DRIVE2
- Регулировка клапанов ВАЗ-2107 рейкой с индикатором и щупом
- #25 Регулировка клапанов ВАЗ (рейкой, планкой) ПРЗ.000РЭ — бортжурнал Лада 2103 Green 1979 года на DRIVE2
- Смотрите также
- Лада 2107
- 9 ответов
- Лучшие
- Все ответы
- Регулировка клапанов
- Инструменты для настройки клапанов
- Порядок регулировки клапанов ВАЗ 2101-2107
- Порядок регулировки клапанов:
- Видео
Регулировка клапанов с помощью стрелочного микрометра — бортжурнал Лада 2103 из Нью-Йоркa 1982 года на DRIVE2
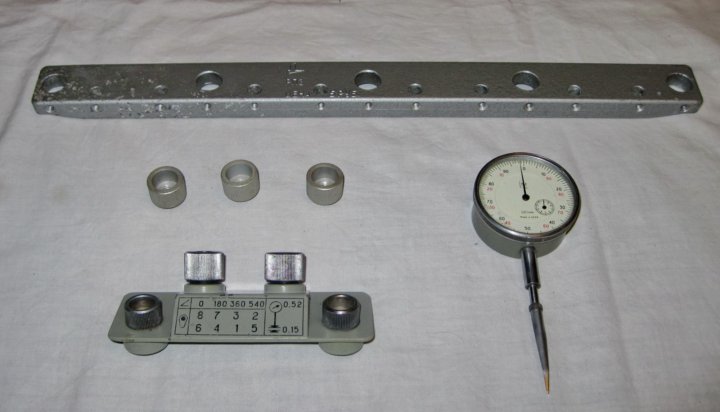
Всем привет! Клапана не сильно трещат, но так как сезон приходит к концу, я решил их отрегулировать. Регулировку многие производят с помощью щупа. Некоторые специалисты говорят что когда мотор уже немного изношен, поверхность рокиров и распредвала является не идеально ровной. Есть выемки над которыми щуп проходит и тем самым получается неправильный зазор. Идея вроде правильная, ну иди знай. Я регулирую микрометром. Кому как. Ну что ж, вот пару фотографий регулировки, и самого инструмента. Комплект регулировочной рейки и микрометра еще Советский. Реально повезло с покупкой, так как он ни разу не пользовался. Надеюсь что вам понравилось. Всем удачи!
Некоторые специалисты говорят что когда мотор уже немного изношен, поверхность рокиров и распредвала является не идеально ровной. Есть выемки над которыми щуп проходит и тем самым получается неправильный зазор. Идея вроде правильная, ну иди знай. Я регулирую микрометром. Кому как. Ну что ж, вот пару фотографий регулировки, и самого инструмента. Комплект регулировочной рейки и микрометра еще Советский. Реально повезло с покупкой, так как он ни разу не пользовался. Надеюсь что вам понравилось. Всем удачи!
Данная запись сделана автоматическим переводчиком.
Пробег: 139541 км
Регулировка клапанов рейкой — бортжурнал Лада 2107 i 2006 года на DRIVE2
После замены маслосъемных колпачков орегулировал клапана щупом (якобы 0,15 но новодел, хз сколько там на самом деле).
Так как все снималось, и сбилось с насиженных мест, через 100 км провел повторную регулировку и не зря (в некоторых клапанах щуп проскакивал как… короче легко, встречался зазор более 0,20).
Регулировал рейкой с индикатором.
Автомобиль ВАЗ классика — 1 шт.Рейка с индикатором — 1 шт.Ключи 17 и 13 — итого 2 шт.Ключ-трубка 10 для снятия клапанной крышки — 1 шт.
Отвертки шилицевая и крестовая — итого 2 шт.
Снимаем лишнее, чтоб снять крышку клапанов
Выставляем коленвал и распредвал по меткам
На индикаторе стрелка занимает произвольное положение, вращая шкалу выставляем 0 на стрелку и поднимаем рокер (есть специальная лопатка но я использую отвертку).
Смотрим показания, должно быть 52 деления (в зависимости от температуры, есть таблица значений).Если больше/меньше, то ставим 0 на то место, которое заняла стрелка при поднятии рокера, и после того как отпустили рокер, будет видно, на сколько регулировать.Отпускаем контргайку и регулируем, когда подвели к 52 (или как там у вас) контрим (потренеровавшись поймете как это делать, чтоб стрелка оставалась на нужном значении, ну это как с щупом но проще). Проверяем подняв рокер, стрелка должна выйти на 0, и так все 8 клапанов.
Проверяем подняв рокер, стрелка должна выйти на 0, и так все 8 клапанов.
Я проворачиваю кв на 4 передаче за колесо, так как ключа для этого дела нет, да и нифига не удобно им на инжекторе)
Ну и поменял прогоревшее металлографитовое кольцо (уже другой продавец крупного магазина з/ч для Ваз, не знает, что на евро 2 идет кольцо от 2110).Теперь слышно прогаревший глушитель)
Регулировка клапанов ВАЗ-2107 рейкой с индикатором и щупом
В данной статье я подробно и с фотографиями опишу процесс регулировки клапанов не простым щупом а специальной рейкой с индикатором, рейкой регулировка получается намного точнее т.к. она регулирует с учетом выроботки и всех неровностей на поверхности деталей. Но регулировать тоже надо приспособится. Итак. Снимаем с авто кастлюлю карбюратора, отцепляем привод педали газа, шланг отвода картерных газов и снимаем плапаную крышку. Для удобства хорошо бы еще снять крышку с распределителя зажигания.
Далее проворачиваем двигатель, можно крутить за лопасти механической крыльчатки или специальным ключом за маховик, но я поддомкрачиваю заднее колесо включаю 4 передачу и проворачиваю двигатель крутя колесо. Двигатель нужно проворачивать до совмещения меток на звездочке распредвала с меткой на корпусе подшипников
Двигатель нужно проворачивать до совмещения меток на звездочке распредвала с меткой на корпусе подшипников
Одновременно с этим должна совместится метка на шкиве коленвала с длиной меткой на двигателе. К сожалению из-за недостатка места и не очень хорошей освещености сделать фотку не удалось, поэтому привожу фотку найденую в нете
Далее для удобства берем яркий маркер и ставим метки на звездочке распредвала через каждые 90 градусов относительно заводской метки. Для удобства я делаю это с другой стороны звездочки.
Для регулировки нам потребуется щуп для регулировки клапанов или рейка. У меня есть оба инструмента поэтому я регулирую шупом а проверяю регулировку рейкой. Вы можете воспользоваться только одинм инструментом.
Итак берем рейку и прикручиваем ее на крепление блока подшипников
Тут кстати есть маленький ньюанс. Если до упора закрутить все 3 винта рейки то она будет болтаться. Поэтому сначала закручиваем винты до упора а потом начинаем откручивать средний болт до тех пор пока он не зафиксирует рейку в неподвижном состоянии. Далее надеваем на рейку индикатор
Далее надеваем на рейку индикатор
И ставим его лапкой на краешек кулачка регулируемого клапана. На фото получилось не очень хорошо видно но разобрать можно Далее хватаем специальным захватом кулачок и тянем его вверх, показания прибора должны измениться на 52 деления
Если показания меньше или больше то надо регулировать клапан. Для этого берем ключик на 17 и ослабляем кнтрагайку.
После чего Регулируем зазор ключиком на 13.
Проверяем регулировку и затягиваем обратно контрагайку Придерживая при этом болт ключом на 13, после затяжки повторно проверяем зазор, дело в том что из за затяжки стопорной гайки он слегка уменьшается, и надо приноровиться и брать зазор слегка с запасом.
При регулироке щупом все несколько проще просовываем щуп в зазор( сам щуп видно на втором фото он вставлен в зазор первого клапана. Щуп должен ходить с легким защемлением.
Порядок регулировки. В положении когда у нас совмещены метки на распредвале и шкиве коленвала регулируем 6 и 8 клапаны. После регулировки проворачиваем двигатель при этом Коленвал провернется на 180 градусов а распредвал и бегунок распределителя зажигания на 90, для контроля мы и наносили метки маркером. Провернув распредвал на 90(коленвал на 180) регулируем 4 и 7 клапаны Проворачиваем еще на 90 (получается распредвал на 180 коленвал на 360) регулируем 1 и 3 Еще поворот на 90 ( распредвал в общем провернулся на 270 коленвал на 540) и регулируем 2 и 5 клапана.
После регулировки проворачиваем двигатель при этом Коленвал провернется на 180 градусов а распредвал и бегунок распределителя зажигания на 90, для контроля мы и наносили метки маркером. Провернув распредвал на 90(коленвал на 180) регулируем 4 и 7 клапаны Проворачиваем еще на 90 (получается распредвал на 180 коленвал на 360) регулируем 1 и 3 Еще поворот на 90 ( распредвал в общем провернулся на 270 коленвал на 540) и регулируем 2 и 5 клапана.
(кстати у владельцев рейки на ней будут метки о последовательности регулировки)
Вот и все. Можно еще раз прокрутить все по кргу проверить правильность регулировки. Соберам все в обратной последовательности. Крышку ГБЦ не притягиваяте сразу намертво снаяала просто притяните совсем слегка всеми чайками и потом уже дотягивайте, прокладку если она уже старая лучше заменить.
#25 Регулировка клапанов ВАЗ (рейкой, планкой) ПРЗ.000РЭ — бортжурнал Лада 2103 Green 1979 года на DRIVE2
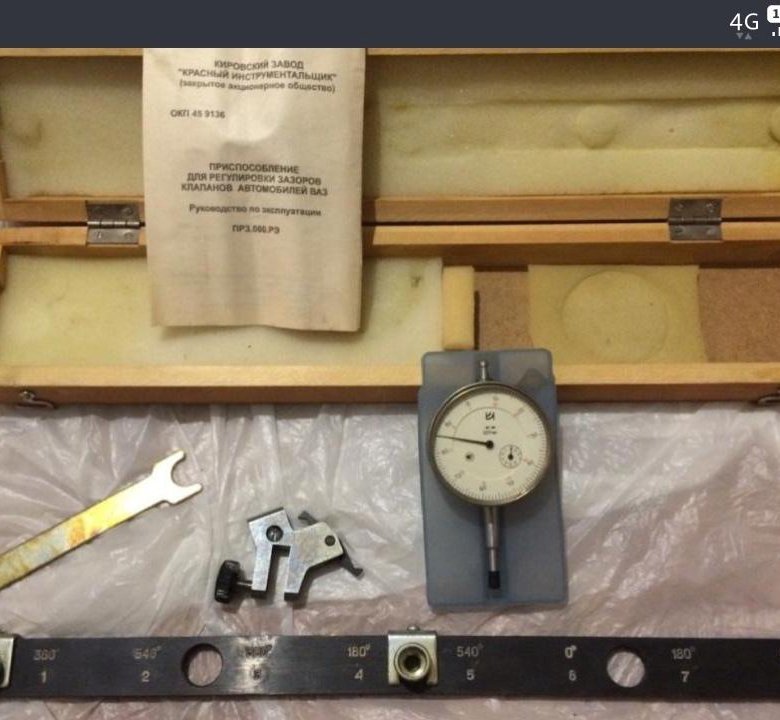
Взял попользоваться инструмент для регулировки клапанов при помощи индикатора часового типа. Так как классическим щупом с толщиной 0,15 выставить зазор точно большая сложность при любом раскладе у одного клапана будет чуть больше зазор у другого чуть меньше. А при помощи индикатора часового типа можно выставить точный зазор во всех клапанах.
Так как классическим щупом с толщиной 0,15 выставить зазор точно большая сложность при любом раскладе у одного клапана будет чуть больше зазор у другого чуть меньше. А при помощи индикатора часового типа можно выставить точный зазор во всех клапанах.
Советская упаковка инструмента из дерева
Зависимость температуры двс на зазор для регулировки
И видео от Наиля Порошина как пользоваться данным приспособлением. Пока его не посмотрел, слегка не догонял как регулировать хоть и читал инструкцию. А после просмотра оказалось все легко и просто.
Ну и немного фотографий о состоянии кастрюли и что творится под клапанной крышкой
Как видно под клапанной крышкой нет такого гуталина как бывает если льют плохое масло. В данный момент еще залито с декабря 2014 года Хадо 5w40 полусинтетика, с пробегом машины на этом масле около 7к км.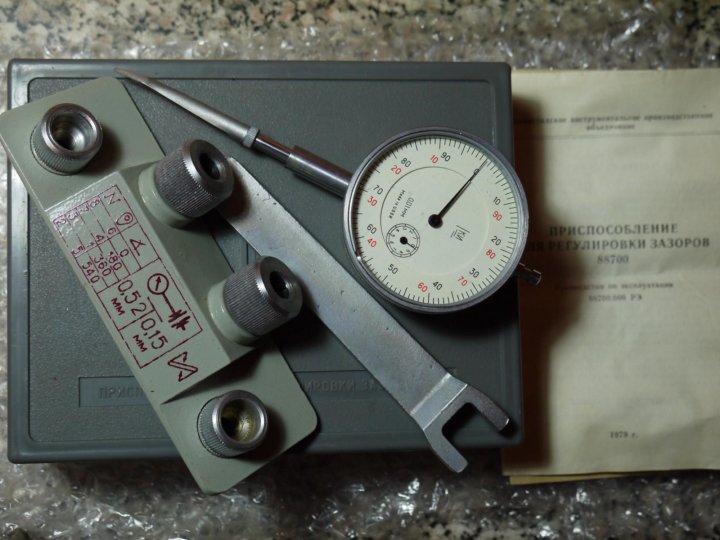
После того как все собрал и завел оказалось все таки один клапан немного зажал и слышно цоканье. И зажатие клапанов сказывалось на холостом ходу при перегреве 90 градусов холосты начинали падать/10.05.2015
Пробег: 182877 км
Смотрите также
«Питер – АТ»
ИНН 780703320484
ОГРНИП 313784720500453
Лада 2107
9 ответов
Лучшие
Разметь шестерню на четверти,то есть от лунки отсчитывай 9,5 зубьев и в каждом положении рвала регулируй
Когда регулируешь по рейке-призатяжке контргайки индикатор не снимай-сразу видно,насколько зазор уходит и можно корректировать в процессе затяжки
Все ответы
Разметь шестерню на четверти,то есть от лунки отсчитывай 9,5 зубьев и в каждом положении рвала регулируй
Когда регулируешь по рейке-призатяжке контргайки индикатор не снимай-сразу видно,насколько зазор уходит и можно корректировать в процессе затяжки
Так оно,но сейчас и рукояток нет да и дырку в бампере не делают,приходится за храповик ключом проворачивать в два приёма,а это уже неточность
Конечно особая точность установки не нужна-лишь бы кулачок вверх смотрел,но есть скрупулёзные люди-любят всё тщательно по букварю делать
Хай пипл. В этой статье рассмотрим как делать регулировку клапанов на классике. Владельцам отечественных автомашин семейства ВАЗ 2101, 2102, 2103, 2104, 2105, 2106, 2107 приходится сталкиваться с такой работой двигателя, когда слышно, как стучат клапана. В этом случае надо найти причину, почему стучат и отрегулировать. Также надо их настраивать, были различные работы по ремонту ДВС, например, замена клапана, поршня, прокладки и т.д.
В этой статье рассмотрим как делать регулировку клапанов на классике. Владельцам отечественных автомашин семейства ВАЗ 2101, 2102, 2103, 2104, 2105, 2106, 2107 приходится сталкиваться с такой работой двигателя, когда слышно, как стучат клапана. В этом случае надо найти причину, почему стучат и отрегулировать. Также надо их настраивать, были различные работы по ремонту ДВС, например, замена клапана, поршня, прокладки и т.д.
Регулировка клапанов
При появлении стуков и нестабильной работы, повышенной вибрации следует обратить внимание на клапана.
Если фазы газораспределения газораспределительного механизма нарушены, срабатывают не точно, то есть не поступает полного объема газа в рабочую область цилиндров, не происходит полного сгорания топливно-воздушной смеси в рабочей камере, и не продуваются цилиндры. Это все сопровождается появлением ударной нагрузки кулачков распределительного вала на приводной рычаг и стержень вала. Также увеличивается расход топлива и моторного масла. Что будет, если ездить с не отрегулированными клапанами? Ответ: быстрый износ деталей двигателя, увеличение стоимости и времени ремонта.
Что будет, если ездить с не отрегулированными клапанами? Ответ: быстрый износ деталей двигателя, увеличение стоимости и времени ремонта.
Наибольшую опасность для мотора автомобиля является зазор меньше допустимого. Слишком маленький зазор между рычагом привода и кулачком распредвала препятствует шляпке клапана плотно сесть в свое посадочное место на головки блока цилиндров. Через не севший клапан из камеры сгорания выбиваются газы сгоревшей топливно-воздушной смеси. Из-за этого шляпка выпускного клапана по периметру начинает сгорать.
Резиновые маслоотражатели, они же маслаки, из-за сгоревшей шляпки клапана также сгорают, что ведет к увеличению расхода моторного масла. Если износ деталей мотора большой, то, возможно, лучше и легче будет сделать свап двигателя своими руками или же в СТО.
Даже, если в вашем двигателе не ременная передача, а цепная, то в случае, если не поменять цепь до истечения ее ресурса, то клапана погнутся о поршне, как, например, в двигателе sr20det производства Nissan.
Инструменты для настройки клапанов
Для качественного проведения ремонтных работ должны быть соответствующие инструменты. Чтобы отрегулировать клапанные механизмы, понадобятся следующие инструменты:
- Набор ключей (торцевые и рожковые). Ключи на 13 мм и 17 мм обязательно.
- Щуп для определения зазора.
- Отвертки.
- Фломастер.
- Тряпки.
Щуп для определения зазора для классических автомобилей ВАЗ должен быть толщиной 0,15 мм.
Порядок регулировки клапанов ВАЗ 2101-2107
Сначала подготавливаем автомобиль:
- подождать пока двигатель остынет, если он работал;
- поставить машину на ровное место;
Порядок регулировки клапанов:
- Снять крышку воздушного фильтра и сам фильтр.
- Отсоединить трубки крепления фильтра и демонтировать крепление.
- Снимаем тросик управления воздушной заслонки (подсос).
- Снять тягу дроссельной заслонки.
- Выкручиваем гайки крепления клапанной крышки и снимаем ее.

- Перед регулировкой клапанов, сразу проверяем как натянута цепь. Если натяжка не нормальная, придется проводить работы заново.
- Снимаем крышку трамблера (распределителя).
- Устанавливаем в 4-м цилиндре поршень в верхнюю мертвую точку (ВМТ). ВМТ устанавливаются с помощью меток на шкиве коленвала ДВС и крышке привода распределительного вала, также метки нанесены на шестерни распредвала и крышки распредвала.Метку выставляют специальным ключом для болта шкива коленвала ДВС. Если нет ключа, можно выставить 4-й поршень в ВМТ вращая одно из задних колес. Поднять одну сторону домкратом, рычаг переключения скоростей поставить на 4-ю передачу, чтобы было легче крутить и медленно крутить колесо. При выставлении меток без ключа, потребуется помощник, который будет смотреть на метки.
- Когда метки на распредвале и на крышке распредвала совместились, проверяем, чтобы метки на коленвале также совпали. Также можно проверить, совпали ли метки на бегунке трамблера. Контактный вывод должен быть направлен на вывод провода высокого напряжения четвертого цилиндра. Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.
- После совпадения меток приступаем к настройке зазоров клапанов.
Правильный порядок регулировки клапанного механизма ВАЗ «Классика» 2101-2107. Угол проворота коленчатого вала Регулируемые клапана 8 и 6 180 4 и 7 360 1 и 3 540 5 и 2

 Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.
Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.Из таблицы мы видим, что, если 4-й поршень выставить в верхнюю мертвую точку, то измеряем и регулируем 6-й и 8-й клапана.
 Этим болтом выставляется зазор, а гайка защищает от самовыкручивания. Чтобы увеличивать или уменьшать зазор, ослабляем гайку под ключ на 17, одновременно удерживая болт. Когда болт ослаблен, вращаем его и изменяем зазор.Когда выставили нужный зазор, приступаем к затяжке. После затяжки надо проверить заново, возможно болт чуток крутнулся и изменил зазор.
Этим болтом выставляется зазор, а гайка защищает от самовыкручивания. Чтобы увеличивать или уменьшать зазор, ослабляем гайку под ключ на 17, одновременно удерживая болт. Когда болт ослаблен, вращаем его и изменяем зазор.Когда выставили нужный зазор, приступаем к затяжке. После затяжки надо проверить заново, возможно болт чуток крутнулся и изменил зазор.
Видео
ВАЗ 2170 | Проверка и регулировка зазоров клапанов
Проверка и регулировка зазоров клапанов
|
Регулировка клапанных зазоров производится на холодном двигателе! |
Бензиновый двигатель
|
Для выполнения данной
процедуры потребуются специальные инструменты, которые могут быть приобретены
в сервис-центрах компании Toyota, фирменных магазинах автомобильных аксессуаров
и на оптовых рынках. |

Если зазоры в клапанном приводе велики, клапаны не будут достаточно открываться. Привод будет шумным и двигатель будет плохо тянуть, поскольку будет происходить неполное наполнение цилиндров рабочей смесью. Выпускные клапаны будут недостаточно открываться для вентиляции цилиндров, оставшееся давление газов будет препятствовать поступлению нового заряда смеси в цилиндр. Если зазоры слишком малы, впускные и выпускные клапаны не будут садиться в седла плотно при закрытии. Это ухудшит теплоотвод от нагретых клапанов к головке. Благодаря этому двигатель также потеряет тягу (будет происходить утечка газов), клапаны будут перегреваться и прогорать.
Регулировка зазоров в клапанном приводе производится путем подбора регулировочных
шайб определенной толщины, которые установлены в толкателях клапанов. При изготовлении
привод клапанов имеет некоторый разброс в пределах допусков, поэтому при регулировке
зазоров требуется устанавливать шайбы, немного отличающиеся толщиной друг от друга.
Для проведения данной процедуры требуются специализированные инструменты Toyota. Для отжимания толкателя, чтобы получить достаточный зазор для замены шайбы (при этом сжимается клапанная пружина) применяется инструмент, похожий на большие клеши. Для фиксации толкателя в этом положении применяется рычажок, устанавливаемый враспор между толкателем и распределительным валом. Для снятия шайбы применяют магнитный инструмент, для точного измерения ее толщины – микрометр. Не рекомендуется проводить регулировку зазора, если нет таких инструментов.
Регулировка клапанов, безусловно, должно быть проведена как можно точнее, однако,
если нет другой возможности, лучше оставить зазор в приводе слегка увеличенным,
чем «пережатым», поскольку в последнем случае клапаны могут прогореть.
Проверка
|

 Проверните коленчатый вал
на один полный оборот в нормальном направлении и произведите
измерение зазоров оставшихся клапанов (обратитесь к сопроводительной
иллюстрации).
Проверните коленчатый вал
на один полный оборот в нормальном направлении и произведите
измерение зазоров оставшихся клапанов (обратитесь к сопроводительной
иллюстрации).
Регулировка
|
 Спецификации).
Спецификации).

Дизельный двигатель
Проверка
|
 При этом кулачки привода клапанов первого цилиндра
должны быть обращены вверх, в противном случае поверните коленчатый
вал еще на один оборот. Удостоверьтесь в том, что коромысла
клапанов первого цилиндра свободны, а коромысла клапанов цилиндра
№6 затянуты.
При этом кулачки привода клапанов первого цилиндра
должны быть обращены вверх, в противном случае поверните коленчатый
вал еще на один оборот. Удостоверьтесь в том, что коромысла
клапанов первого цилиндра свободны, а коромысла клапанов цилиндра
№6 затянуты.
Регулировка
|
 Ослабьте контргайку регулировочный винт на коромысле.
Ослабьте контргайку регулировочный винт на коромысле.

Регулировка зазоров в приводе клапанов — Двигатель и его системы
Вы здесь
Руководства и инструкции » ВАЗ » ВАЗ 1111 1988-2003 » Двигатель и его системы
- Следующая >
Двигатель и его системы ВАЗ 1111
10.
 2 Регулировка зазоров в приводе клапанов / ВАЗ 1111
2 Регулировка зазоров в приводе клапанов / ВАЗ 1111Расположение клапанов (считая от ремня привода распределительного вала): 1 и 4 — выпускные клапаны |
| Вам потребуются | |
| |
Перед началом работы
Снимите воздушный фильтр (см. подраздел 10.10.1.).
Для компенсации теплового расширения клапана конструктивно задан зазор между торцом стержня клапана и кулачком распределительного вала. При увеличенном зазоре клапан не будет полностью открываться, а при уменьшенном – полностью закрываться. Зазор измеряют щупом на холодном двигателе (при температуре +20 °С) между кулачком распределительного вала (кулачок должен быть направлен вверх от толкателя) и регулировочной шайбой толкателя клапана. Номинальный зазор для впускного клапана составляет (0,2±0,05) мм, а для выпускного – (0,35±0,05) мм. Зазоры регулируют подбором толщины регулировочных шайб. В запасные части поставляются шайбы толщиной от 3 до 4,5 мм (через 0,05 мм).
При увеличенном зазоре клапан не будет полностью открываться, а при уменьшенном – полностью закрываться. Зазор измеряют щупом на холодном двигателе (при температуре +20 °С) между кулачком распределительного вала (кулачок должен быть направлен вверх от толкателя) и регулировочной шайбой толкателя клапана. Номинальный зазор для впускного клапана составляет (0,2±0,05) мм, а для выпускного – (0,35±0,05) мм. Зазоры регулируют подбором толщины регулировочных шайб. В запасные части поставляются шайбы толщиной от 3 до 4,5 мм (через 0,05 мм).
Приспособление для регулировки зазоров в приводе клапанов: 1 — приспособление для сжатия пружин клапанов |
При отсутствии специального приспособления для “Оки” можно воспользоваться приспособлением для переднеприводных моделей ВАЗ. В этом случае вместо прилагаемой к приспособлению трубки подберите трубку такого же диаметра и длиной не менее 21 мм. Просверлите в ней два отверстия диаметром около 10 мм на расстоянии 17,8 мм или просверлите дополнительное отверстие в трубке 2, прилагаемой к приспособлению, по указанным размерам (в этом случае приспособлением можно будет пользоваться только для регулировки зазоров “Оки”).
В этом случае вместо прилагаемой к приспособлению трубки подберите трубку такого же диаметра и длиной не менее 21 мм. Просверлите в ней два отверстия диаметром около 10 мм на расстоянии 17,8 мм или просверлите дополнительное отверстие в трубке 2, прилагаемой к приспособлению, по указанным размерам (в этом случае приспособлением можно будет пользоваться только для регулировки зазоров “Оки”).
Порядок выполнения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Ослабив затяжку хомутов, снимите шланг малой ветви вентиляции картера со штуцера крышки головки блока…
Ослабив затяжку хомутов, снимите шланг малой ветви вентиляции картера со штуцера крышки головки блока…
 Замените регулировочные шайбы тех клапанов, зазоры в которых отличаются от номинального. Запишите значения измеренных зазоров.
Замените регулировочные шайбы тех клапанов, зазоры в которых отличаются от номинального. Запишите значения измеренных зазоров.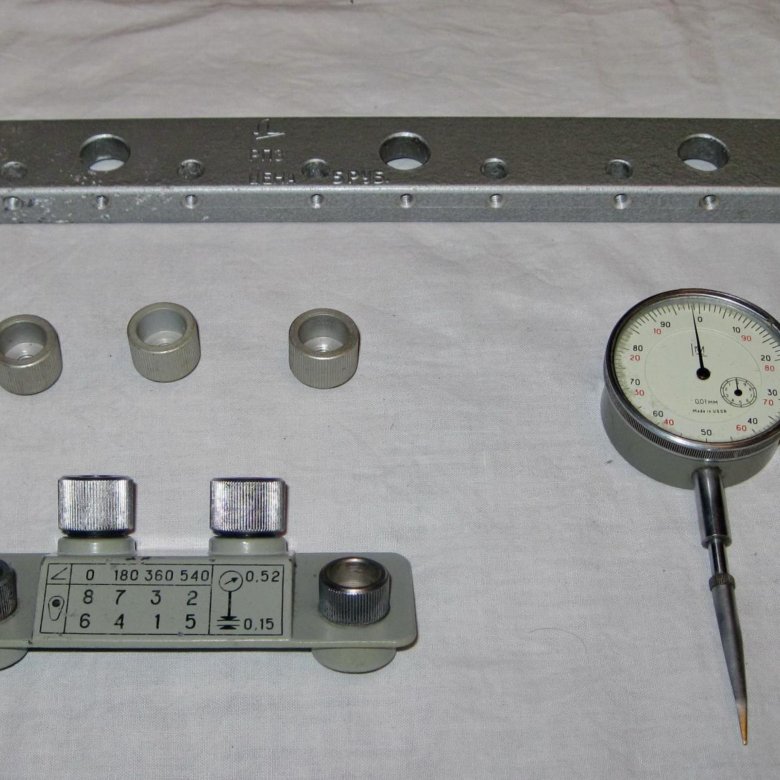 Рассчитайте толщину новой регулировочной шайбы по формуле:
Рассчитайте толщину новой регулировочной шайбы по формуле:
Другие материалы раздела
Двигатель и его системы
Установка поршня первого цилиндра в положение ВМТ такта сжатия
Регулировка зазоров в приводе клапанов
Снятие и установка силового агрегата
Видео к статье
 com/embed/N3HRmRIvhOw» frameborder=»0″ allowfullscreen=»»>
com/embed/N3HRmRIvhOw» frameborder=»0″ allowfullscreen=»»> Трудоемкий процесс самостоятельной регулировки клапанов в двигателе с регулировочными прокладками, часть 2
На прошлой неделе мы говорили об основных шагах по регулировке клапанов в двигателе, в котором используются прокладки под тарельчатыми толкателями. Подводя итог, эти шаги таковы:
- При холодном двигателе тщательно измерьте зазоры клапанов с помощью щупов и запишите их в таблицу.
- Проверните двигатель в верхнюю мертвую точку (ВМТ) и снимите распределительные валы.
- Снимите тарельчатые толкатели и прокладки клапанов, поместив их в маркированный организационный контейнер, чтобы вы были абсолютно уверены, что куда идет.
- Измерьте толщину прокладок клапанов и запишите их размеры в таблицу.
- Рассчитайте размер прокладок клапанов, необходимых для получения желаемых зазоров, и закажите их.
- Установите на место тарельчатые толкатели и распределительные валы.
- Измерьте получившиеся зазоры, чтобы убедиться, что вы все сделали правильно.

Это немного сложнее, чем замена свечей зажигания, верно?
Моя таблица, показывающая зазоры, измеренные с помощью щупов, и существующие толщины прокладок клапанов, измеренные с помощью микрометра. Роб Сигел Поскольку процедура болезненная, вы хотите сделать ее как можно точнее, чтобы максимизировать свои шансы на правильное ее выполнение. Точность установки прокладок представляет собой сочетание точности измерения зазора, измерения прокладки и точности изготовления новых прокладок. При измерении зазора вы используете щупы, и, таким образом, вы получите его с точностью до разницы в толщине между различными лезвиями, которая составляет одну тысячную дюйма. У вас нет контроля над производством новых прокладок, но у вас есть некоторый контроль над точностью их измерения. Измерить их можно штангенциркулем, что хорошо примерно до тысячной. Однако, если вы используете хороший микрометр, вы можете получить точность ближе к нескольким десятитысячным.
Однако, если вы используете хороший микрометр, вы можете получить точность ближе к нескольким десятитысячным.
Теперь может показаться высокомерием думать, что вы действительно можете подогнать клапаны к десятитысячному , когда щупы «годен/не годен» показывают только одну тысячную. Вы не можете. Но есть две причины, по которым вам следует использовать высококачественный микрометр для измерения как оригинальных, так и новых прокладок.
Во-первых, шкала нониуса хорошего микрометра просто более точна, чем циферблатный индикатор на наборе штангенциркулей, и должна быть в состоянии получить если не десятитысячную, то по крайней мере менее десятитысячной доли. Недостатком является то, что к аналоговому микрометру нужно немного привыкнуть. Обычно он имеет шкалу рукава , и шкалу нониуса .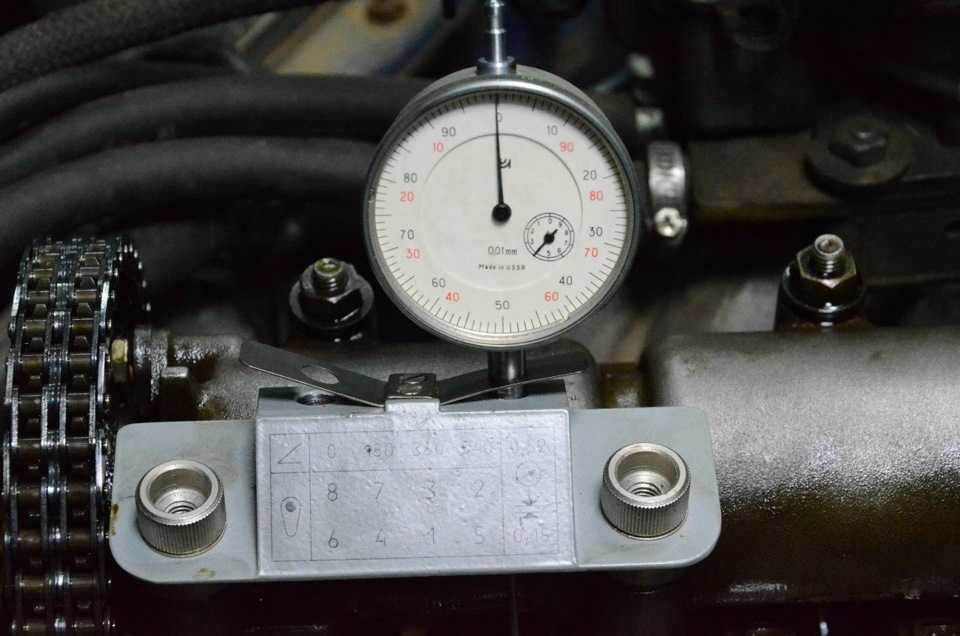 Шкала рукава (белая стрелка вверху) представляет собой набор меток, открывающихся при открытии микрометра. На моей шкале рукава четыре метки через каждые десятые дюйма, что делает каждую из них 25-тысячными. Затем на поворотной шкале на ручке есть 25 отметок, что дает вам количество тысяч с момента последней отметки на шкале рукава.
Шкала рукава (белая стрелка вверху) представляет собой набор меток, открывающихся при открытии микрометра. На моей шкале рукава четыре метки через каждые десятые дюйма, что делает каждую из них 25-тысячными. Затем на поворотной шкале на ручке есть 25 отметок, что дает вам количество тысяч с момента последней отметки на шкале рукава.
Таким образом, если микрофон был открыт сразу за первой отметкой на рукаве (0,025), а поворотная шкала показывает 10, размер будет 0,025 + 0,010 = 0,035 дюйма. Большинство прокладок, которые я измеряю, имеют размер чуть меньше или чуть больше десятой доли дюйма. На фото выше это чуть больше десятой, поэтому толщина равна 0,1 плюс показание на поворотной шкале, которое составляет чуть меньше восьми тысячных, так что вы должны назвать его семью, плюс количество десятитысячных, которое вы считываете с Вернье шкала. Если показание меньше десятой доли дюйма, следует помнить, что тысячные доли на вращающейся рукоятке следует отсчитывать от ближайшей отметки на шкале рукава, равной 0,075, а затем прибавлять показание на поворотной шкале. Это требует некоторой практики, но это — это , значительно более точный, чем штангенциркуль, где на циферблате может быть трудно различить тысячные доли.
Это требует некоторой практики, но это — это , значительно более точный, чем штангенциркуль, где на циферблате может быть трудно различить тысячные доли.
Но вторая причина, по которой микрометр лучше, чем штангенциркуль, заключается в том, что штангенциркуль измеряет толщину только в верхних точках на поверхностях прокладки, тогда как микрофон позволит вам непосредственно измерить точку в центре, где находится шток клапана. фунтов на нижней стороне прокладки и часто создает там небольшую выемку, а это площадь, влияющая на фактические зазоры клапанов.
Штангенциркули измеряют толщину по всей прокладке, и шкала действительно может быть прочитана только до тысячных долей дюйма. Роб Сигел Напротив, микрометр может непосредственно измерять часть прокладки, с которой соприкасалась ступенька клапана. Роб Сигел Но реальная проблема заключается в том, что вы хотите получить все измерения как можно более точными, потому что вы хотите настроить новые прокладки так, чтобы зазоры находились в середине и верхней части диапазона, а не в нижней части диапазона. . Это связано с тем, что клапаны со временем закрываются. Вы могли бы подумать, что они ослабнут, когда прокладки врезаются в них небольшими впадинами, но другой динамикой является рецессия седла клапана, когда удары клапанов о седла в головке втягивают их глубже, поднимая кончики штоков клапанов. и уменьшение клиренса. Точно измеряя, вы можете гарантировать, что сумма всех этих ошибок измерения не приведет к тому, что клапаны будут слишком тугими. Например, если спецификация зазора выпускного клапана составляет 0,009до 0,011 дюйма, вам обычно нужно стремиться к 0,10–0,011, а не 0,009.
. Это связано с тем, что клапаны со временем закрываются. Вы могли бы подумать, что они ослабнут, когда прокладки врезаются в них небольшими впадинами, но другой динамикой является рецессия седла клапана, когда удары клапанов о седла в головке втягивают их глубже, поднимая кончики штоков клапанов. и уменьшение клиренса. Точно измеряя, вы можете гарантировать, что сумма всех этих ошибок измерения не приведет к тому, что клапаны будут слишком тугими. Например, если спецификация зазора выпускного клапана составляет 0,009до 0,011 дюйма, вам обычно нужно стремиться к 0,10–0,011, а не 0,009.
Если вы почитаете о регулировке клапана с регулировочными прокладками, то увидите, что для расчета толщины необходимой вам прокладки используется следующая формула:
Новая прокладка = измеренный зазор – целевой зазор + существующая прокладка
Таким образом, если измеренный зазор клапана составляет 0,007 дюйма, целевой зазор равен 0,010, а существующая прокладка равна 0,110, вам нужна прокладка размером 0,107.
Мне не нравится эта формула, потому что она на самом деле не говорит вам, что происходит. Мне нравится использовать дополнительный шаг, который вычисляет дельту (разницу между измеренным и целевым зазорами), и делать все это в Excel, и строить таблицу, которая делает расчет для меня. Таблица выглядит так:
|
| мишень выхлопа | 0,01 |
| |
клапан | зазор | средний | дельта | старая прокладка | новая прокладка |
#1 | от 0,006 до 0,008 | 0,007 | -0,003 | 0,110 | 0,107 |
#2 | от 0,009 до 0,011 | 0,010 | 0 | 0,105 | 0,105 |
#3 | от 0,009 до 0,011 | 0,010 | 0 | 0,100 | 0,100 |
#4 | от 0,007 до 0,009 | 0,008 | -0,002 | 0,09 | 0,088 |
В верхней строке указано, что эта таблица предназначена для выпускных клапанов и что целевой зазор составляет 0,010 дюйма, как раз в середине желаемого диапазона. Столбец «зазор» представляет собой измеренные зазоры, полученные с помощью ступенчатых щупов типа «проход/непроход». «Средний» столбец — это, очевидно, число в середине этого диапазона. Если вы используете ступенчатый калибр, вы знаете, что зазор не является максимальным значением, потому что вы проверили, что лезвие щупа не войдет дальше ступени. То есть, если вы использовали лезвие 0,006–0,008, и оно останавливается на ступеньке, зазор составляет либо 0,006, либо 0,007. После того, как вы какое-то время отрегулировали клапана, вы научитесь определять разницу между ними на ощупь, но в остальном вы просто предполагаете, что это среднее значение.
Столбец «зазор» представляет собой измеренные зазоры, полученные с помощью ступенчатых щупов типа «проход/непроход». «Средний» столбец — это, очевидно, число в середине этого диапазона. Если вы используете ступенчатый калибр, вы знаете, что зазор не является максимальным значением, потому что вы проверили, что лезвие щупа не войдет дальше ступени. То есть, если вы использовали лезвие 0,006–0,008, и оно останавливается на ступеньке, зазор составляет либо 0,006, либо 0,007. После того, как вы какое-то время отрегулировали клапана, вы научитесь определять разницу между ними на ощупь, но в остальном вы просто предполагаете, что это среднее значение.
Столбец «дельта» представляет собой разницу между средним измеренным зазором и заданным зазором. Это число, которое говорит вам, как далеко вы находитесь. Отрицательный означает, что клапан слишком тугой; положительный означает слишком свободный. Итак, здесь № 1 затянут на три тысячных, № 2 и № 3 в порядке и не требуют замены прокладок, а № 4 затянут на две тысячных. Если бы это было 0,002 вместо -0,002, это означало бы, что клапан затянут на две тысячных.
Если бы это было 0,002 вместо -0,002, это означало бы, что клапан затянут на две тысячных.
Причина, по которой мне нравится делать это таким образом, заключается в том, что когда вы видите дельта-число, вы можете знать, в какую сторону должна двигаться прокладка. Например, для #1 дельта равна 9.0025 минус на три тысячных. Это означает, что клапан слишком тугой , поэтому ему нужна более тонкая прокладка, чтобы обеспечить больший зазор, поэтому сменная прокладка должна иметь толщину, меньшую, чем у существующей, меньшую на величину, равную дельта трехтысячных. Старая прокладка была 0,110, поэтому новая прокладка должна быть на три тысячных меньше, или 0,107. Когда вы делаете это таким образом, у вас меньше шансов сделать ошибки, поскольку расчет выполняется автоматически Excel, а также потому, что вы можете явно видеть, как недостаточный или избыточный зазор приводит к необходимости более тонких и более толстых прокладок соответственно. Есть смысл?
Есть смысл?
После этого я тщательно переписал зазоры клапанов и толщину прокладок в Excel и построил свои таблицы. Так как у меня было два выпускных клапана, которые точно измерялись ступенчатыми щупами в соответствии со спецификацией от 0,009 до 0,011, и поскольку эта спецификация уже довольно щедра, я оставил целевой зазор на центральном значении спецификации (0,010) и рассчитал, и толщины прокладок, необходимых для доведения двух других клапанов до 0,010. Однако для впускных клапанов, поскольку спецификации от 0,005 до 0,007 намного жестче, я нацелился на верхнюю часть спецификации (0,007) и рассчитал толщину для трех необходимых прокладок. Заказал пять шайб.
Через несколько дней прибыли прокладки. Те, что я купил, были помечены одним из трех способов. У некоторых толщина была выгравирована на поверхности, у некоторых она была напечатана, а некоторые просто были написаны маркером. Продавец был тактичен и заклеил их скотчем, указав толщину под каждой прокладкой.
Недавно заказанные прокладки клапанов.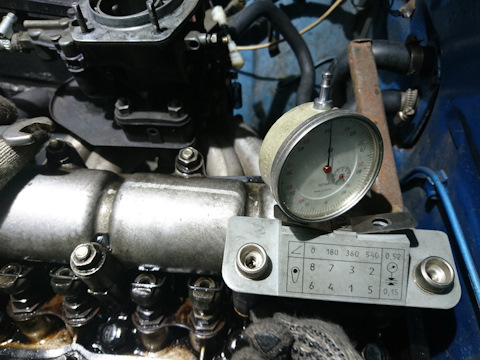 Rob Siegel
Rob SiegelНезависимо от этикеток, как я уже объяснял, важно проверять их толщину с помощью микрометра, и при этом я обнаружил проблему. Прокладка .107, которую я заказал для одного из выпускных клапанов, была .1077, достаточно, чтобы она могла наклонить зазор от середины или конца .009.до .011 скобка к началу. Несмотря на то, что это означало ожидание в течение нескольких дней, я заказал еще одну прокладку .107 и .106, а также попросил продавца прозвонить их, чтобы быть уверенным.
Обратите внимание, что, получив точные измерения для старой и новой прокладок, вы можете рассчитать, каким должен быть окончательный предполагаемый зазор. Это похоже на приведенную выше формулу, но здесь мы рассчитывали толщину новой прокладки, а здесь мы используем эту толщину и вычисляем ожидаемый зазор. Формула:
Новый зазор = старая прокладка – новая прокладка + измеренный зазор
Таким образом, если старая прокладка была 0,104 дюйма, новая прокладка равна 0,101 дюйма, а измеренный зазор был 0,007, расчетный новый зазор должно быть 0,104 – 0,101 + 0,007 или 0,010. Опять же, хорошо подумать об этом пространственно, чтобы проверить его работоспособность: новая прокладка на 0,003 тоньше , чем старая, поэтому новый зазор должен быть на 0,003 больше , чем старый.
Опять же, хорошо подумать об этом пространственно, чтобы проверить его работоспособность: новая прокладка на 0,003 тоньше , чем старая, поэтому новый зазор должен быть на 0,003 больше , чем старый.
Наконец, с новыми прокладками, а также с организованной коробкой старых прокладок и других компонентов клапанного механизма, которые я удалил, я очень тщательно выбрал и поместил правильную прокладку поверх каждого штока клапана, дважды сверив с моей оригинальной рукой. письменная таблица того, что я удалил, проверяя прокладку микрофоном перед ее установкой, была ли она оригинальной прокладкой или нет, и проверяя весь здравый смысл: «клапан был затянут на три тысячи, новая прокладка на три тысячи тоньше, чем исходная прокладка». , так что у нас все хорошо». Затем я очистил каждый из тарельчатых толкателей тряпкой, смазал их маслом снаружи и поместил их на исходные штоки клапанов. Обратите внимание, что очень важно, чтобы тарельчатые толкатели вернулись в исходное положение, поскольку на зазоры клапанов влияют не только различные прокладки, но и различия в толщине верхних частей тарельчатых толкателей.
Одним из сюрпризов было то, что диаметр регулировочных прокладок клапанов сильно различался. Большинство оригинальных прокладок были размером около 0,62 дюйма и имели небольшое пространство для маневра внутри удерживающих чашек, но, как я сказал на прошлой неделе, одна была настолько плотной, что ее было трудно вытащить. Все новые прокладки, которые я заказал, были ближе к 0,625. Один из них был калибра .628, поэтому он подходил к чашке только в том случае, если я нажимал на него и он защелкивался. Я методично вращал его край на тонком напильнике, пока его можно было легко вставлять и извлекать из чашки.
Я надеялся сказать: «А потом я установил кулачки, измерил зазоры, и все заработало идеально», но, к сожалению, забыл, что нейлоковые гайки, крепящие крышки кулачковых подшипников, действительно должны быть одноразовыми, и я не позаботился привести их в порядок. Итак, до следующей недели…
***
Роб Сигел уже 34 года ведет колонку The Hack Mechanic ™ для журнала BMW CCA Roundel и является автором пяти автомобильных книг.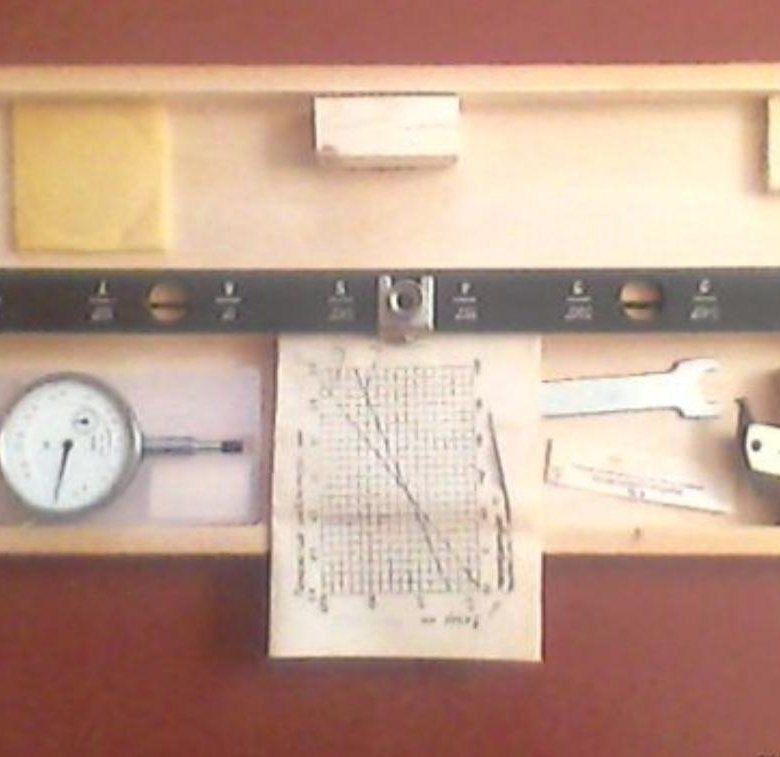 Его новая книга, Воскрешение Берты: выкупаем нашу свадебную машину после 26 лет хранения , доступно на Amazon, как и другие его книги, такие как Ran When Parked . Вы можете заказать собственноручно подписанные копии здесь.
Его новая книга, Воскрешение Берты: выкупаем нашу свадебную машину после 26 лет хранения , доступно на Amazon, как и другие его книги, такие как Ran When Parked . Вы можете заказать собственноручно подписанные копии здесь.
Микроточечный дозатор | Нагнетательный дозатор из шприцев
Микродозирующий клапан 7052250 с микрометрической регулировкой — это дозирующий клапан прямого вытеснения, способный дозировать небольшие объемы материала для приложений, требующих высокой степени точности и повторяемости. Объемы дозирования определяются настройкой микрометра клапана, который регулирует ход поршневого стержня. Преимущество использования технологии прямого вытеснения заключается в том, что объемы дозирования не могут быть изменены за счет изменений вязкости или давления материала, что устраняет переменные, которые могут повлиять на процесс. А благодаря легкой и тонкой конструкции клапан можно интегрировать в системы ручного дозирования или полностью автоматизированные платформы. |

Особенности:
|
Технические характеристики:
Спецификации клапана:
Контактная информация IDS для дозирующего клапана Комплект запасных частей: |
 Рисунок выше)
Рисунок выше) Контроллер 51VC подходит для клапанов IntelliSpense™, включая микро-мини-клапан, передний запорный клапан, мембранный клапан AMD и клапаны с пережимной трубкой.
7052250PKG = Блок дозирующих клапанов прямого вытеснения (0,0001–0,012 см3)
$
4 840,00
Полная станция с резервуаром для шприцев 30/55 см3
7052250 Раздаточный клапан прямого вытеснения (0,0001–0,012 см3) предназначен для использования с материалами низкой и средней вязкости. Полный системный пакет 7052250PKG включает в себя: контроллер клапана 51VC с ножной педалью и портом DB9, клапан 7052250 и подставку для клапана 7080006, а также резервуар адаптера шприца 7011010-S. Эти клапаны изготовлены из стали и не рекомендуются для использования с СА ( Цианоакрилат). Обращайтесь в IDS с вопросами и всегда дважды проверяйте совместимость.
Полный системный пакет 7052250PKG включает в себя: контроллер клапана 51VC с ножной педалью и портом DB9, клапан 7052250 и подставку для клапана 7080006, а также резервуар адаптера шприца 7011010-S. Эти клапаны изготовлены из стали и не рекомендуются для использования с СА ( Цианоакрилат). Обращайтесь в IDS с вопросами и всегда дважды проверяйте совместимость.
Предназначен для высокоточного микроточечного нанесения. Не предназначен для рисования линий.
Клапан включает многоразовый прецизионный наконечник. Клиент должен указать требуемый размер иглы при заказе (см. таблицу на фотографиях). Клиент может запросить адаптер Luer Lock, если он предпочитает. Укажите свой выбор в поле «Примечание для продавца» при оформлении заказа или свяжитесь с IDS напрямую.
.Доступность: Срок изготовления может варьироваться от 2 до 4 недель. Нужно несколько единиц? Свяжитесь с IDS напрямую, чтобы узнать цену. Если вы никогда не использовали эту систему с вашим материалом, обязательно подтвердите совместимость. Диапазон вязкости: 1 сП – 50 000 сП
Диапазон вязкости: 1 сП – 50 000 сП
7052250 = ТОЛЬКО поршневой дозирующий клапан (0,0001–0,012 см3)
$
3 245,00
ТОЛЬКО КЛАПАН
7052250 Раздаточный клапан прямого вытеснения (0,0001–0,012 см3) предназначен для использования с материалами низкой и средней вязкости. Вам также потребуется контроллер клапана и резервуар. Эти клапаны изготовлены из стали и не предназначены для использования с материалом CA (цианоакрилат). Обращайтесь в IDS с вопросами.
Предназначен для высокоточного нанесения микроточек. Клиент должен указать размер иглы при заказе (см. Таблицу калибров на рисунках). Вместо этого клиент может запросить адаптер Luer Lock. Пожалуйста, обратите внимание на выбор в поле «Примечание для продавца» при оформлении заказа.
Доступность : Срок изготовления может варьироваться от 2 до 4 недель. Нужно несколько единиц? Свяжитесь с IDS напрямую, чтобы узнать цену. Если вы никогда не использовали эту систему с вашим материалом, обязательно подтвердите совместимость. Диапазон вязкости: 1 сП – 50 000 сП
Если вы никогда не использовали эту систему с вашим материалом, обязательно подтвердите совместимость. Диапазон вязкости: 1 сП – 50 000 сП
51VC = Контроллер пневматического клапана
$
1 090,00
Контроллер пневматического клапана 51VC предназначен для использования с большинством клапанов IDS. Выходные порты «A» и «B» используются для подачи давления воздуха на клапан, циклически открывая и закрывая его. Наряду с клапаном вам также потребуется резервуар.
Доступность : Время сборки может варьироваться от 2 до 4 недель. Нужно несколько устройств? Свяжитесь с IDS напрямую, чтобы узнать цену. Если вы никогда не использовали эту систему, обязательно подтвердите совместимость.
7011010-S = Резервуар прямого монтажа на шприц для клапанов
$
360,00
ТОЛЬКО ДЛЯ РЕЗЕРВУАРОВ
7011010-S = Резервуар для прямого монтажа на шприц для клапанов Включает в себя: переходник для жидкости, переходник для шприцевого воздуха, регулятор подачи воздуха и манометр на 0–60 фунтов на кв. дюйм, подставку для регулятора подачи воздуха и утяжеленное основание. Не включает клапан или подставку для клапана.
дюйм, подставку для регулятора подачи воздуха и утяжеленное основание. Не включает клапан или подставку для клапана.
Доступность : Время сборки от 2 до 4 недель. Нужно несколько устройств? Свяжитесь с IDS напрямую, чтобы узнать цену. Примечание: Знай свой материал! Всегда подтверждайте совместимость.
7080006 = Регулируемая стойка клапана
$
155,00
ТОЛЬКО ПОДСТАВКА ДЛЯ КЛАПАНОВ
7080006 = Регулируемая подставка для клапанов предназначена для использования с большинством клапанов IDS
Доступность : Срок сборки от 2 до 4 недель. Нужно несколько единиц? Свяжитесь с IDS напрямую, чтобы узнать цену. Примечание: Знай свой материал! Всегда подтверждайте совместимость.
Клапан микрометрического типа с устройством индикации степени открытия из нержавеющей стали, 3,92 МПа, винтового типа от FUJIKIN
- MISUMI Top Page>
- Продукты>
- Компоненты автоматизации>
- Трубы, трубы, шланги и фитинги>
- Клапаны >
- Игольчатые клапаны>
- Клапан микрометрического типа с устройством индикации степени открытия из нержавеющей стали, 3,92 МПа, винтового типа
FUJIKIN
FUJIKIN
Небольшой, легкий, обработанный без кислорода и масла компонент.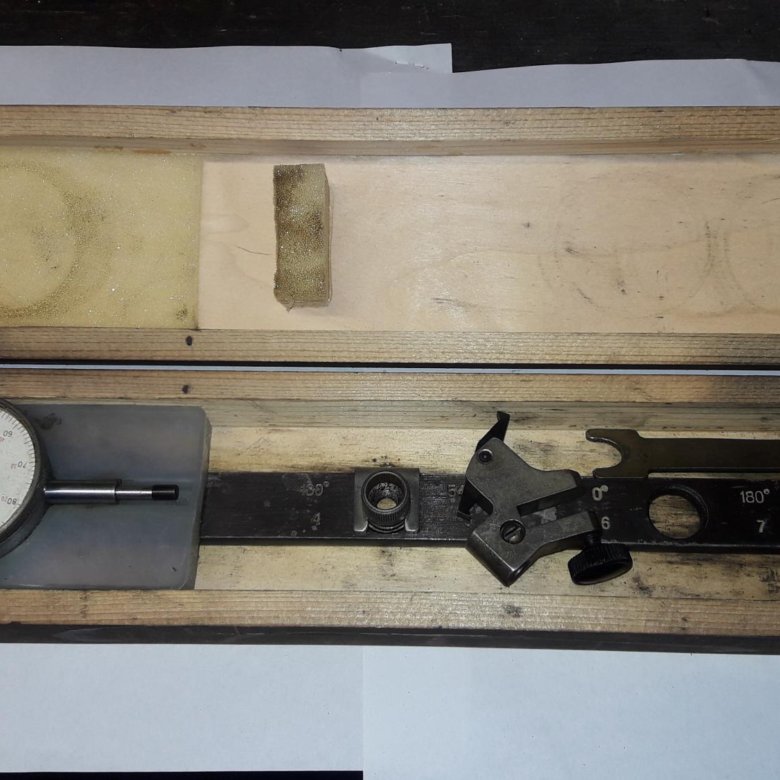
[Характеристики]
· Обработаны кислородом для обезжиривания.
· Компактный и легкий.
· Может быть модифицирован для продуктов, одобренных правительством.
· Форма диска для сверхтонкой регулировки.
· Тип опоры соответствует монтажу на панели.
· Включает индикатор степени открытия с точностью до микрометра.
| ЧАСТЬ НОМЕР |
|---|
| UN-14MA-L-R |
| UN-14MA-S-R |
| UN-14005 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008 9008. 9008 9008 |
| . -34MA-L-R |
| UN-34MA-S-R |
| UN-34MB-L-R |
| UN-34MB-S-R |
| Part Number | Стандартная цена за единицу | Минимальный объем заказа | Скидка за объем | Дни доставки? | Форма основного корпуса | Сторона подачи, сантехническая резьба, номинальная | Сторона управления, сантехническая резьба, номинальная | Длина L (мм) | МАКС. значение Cv значение Cv |
|---|---|---|---|---|---|---|---|---|---|
292,85 € | 1 | 47 дней | [Прямой] Шаровой | 1/8B | 1/8B | 46 | 0,03 | ||
9 308,72 € | 1 | 47 дней | [Прямой] Сферический | 1/8B | 1/8B | 46 | 0,015 | ||
| 1 | 9Дни | [Прямой] Шаровой | 1/4B | 1/4B | 46 | 0,03 | |||
9 330,33 € | 1 | 47 дней | [Прямой] шаровой | 1/4B | 1/4B | 46 | 0,015 | ||
292,85 € | 1 | 47 дней | Угловой | 1/8B | 1/8B | 23,0 | 0,03 | ||
308,72 € | 1 | 47 дней | Угловой | 1/8B | 1/8B | 23,0 | 0,015 | ||
267,96 € | 1 | 47 дней | Угловой | 1/4B | 1/4B | 23,0 | 0,03 | ||
287,80 € | 1 | 47 дней | Угловой | 1/4B | 1/4B | 23,0 | 0,015 |
Загрузка.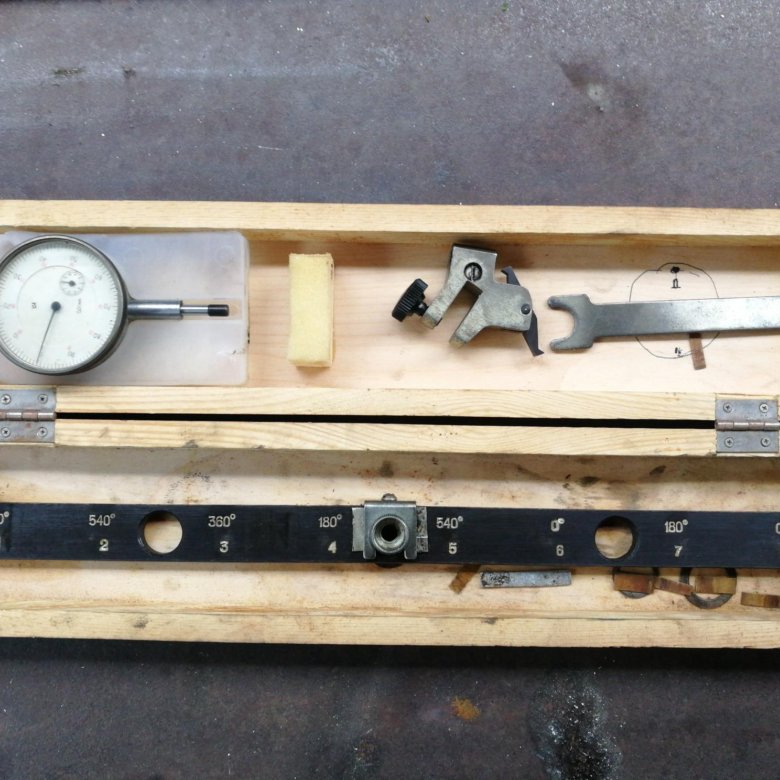 ..
..
Основная информация
| Материал корпуса | Нержавеющая сталь(эквивалент EN 1.4401) | Применимая жидкость | Вода/воздух/нефть/газ | Сторона подачи, тип соединения | RC |
|---|---|---|---|---|---|
| Сторона управления, тип соединения | Рк | Форма ручки | Ручка с накаткой | Облицовка кузова | нет данных |
| Диапазон рабочих температур (°C) | 0::80 | Диапазон рабочего давления (МПа) | 0::3.92 | Высота В (мм) | 71,0 |
| Диаметр ручки Д(Ø) | 10,8 | Метод работы | Ручное управление Тип | Технические характеристики основного корпуса | С индикатором открытия микрометрического типа |
Настройка
Очистить все
8 Предложение применимого номера детали.