
|
Комплект Step III был разработан и выведен на рынок около 4 лет назад. За это время он многократно подтвердил свою эффективность и высокую продуктивность. Его появление напрямую связано с возникновением необходимости производить ремонт топливных инжекторов систем Сommon Rail по технологии завода-изготовителя. При этом ресурс отремонтированных изделий возобновляется, приближаясь к ресурсу новых инжекторов. Кроме того, полностью сохраняется экологический стандарт двигателя. Применение технологии 3-й ступени позволяет полностью соблюсти технологии завода-изготовителя по выдерживанию таких внутренних параметров инжектора, как ходы компонентов, натяги, зазоры, работа прецизионных пар. Предыдущие технологии ремонта (Step I и Step II) не обеспечивали подобного качества ремонта. Почему? Потому что 1-я ступень обеспечивала замену только распылителя, то есть нижней части, 2-я ступень — замену кольца высокого давления. Это неметаллический компонент, участвующий в удержании давления внутри инжектора. Еще одно значительное преимущество технологии 3-й ступени в том, что она позволяет максимально снизить время на выполнение диагностики. Буквально за несколько секунд можно определить важнейшую характеристику топливоподачи — ход анкера. Если величина хода анкера находится за пределами допуска, инжектор тотчас отправляется на ремонт, ставить его на стенд нет уже никакого смысла. Только на одном этом этапе мы сразу выигрываем 15–20 минут. Ведь что собой представляет постановка на стенд? Если это первичная входная диагностика — это долгая и трудозатратная процедура, сопряженная с очисткой инжектора (с внешней стороны и внутри). Для реализации данной технологии потребуется специальный комплект, который включает все необходимые инструменты для разборки, дефектации и сборки форсунки. Это различные ключи, переходники, измерительные штоки, измерительные адаптеры, калибровочные поверхности, держатели, регулировочные шайбы, съемники, инструменты для сборки, пневматический модуль CRR 120 (создание требуемых усилий преднатяга в процессе измерений, поджатие измерительного штока), электрический модуль CRR 220 (активация электромагнита), стабилизатор, цифровой индикатор часового типа CRR 420 (точное измерение геометрических размеров и ходов), электронный динамометрический ключ, набор регулировочных шайб (CRI/CRIN), цифровой индикатор с кабелем, кабели для проверки соленоидов. Отдельно обратим внимание на регулировочные шайбы — основной ремонтный компонент. Для настройки функциональных параметров предлагается около 380 регулировочных шайб для CRI и около 270 регулировочных шайб для CRIN. Шаг толщины — 2…10 мкм. Такая градация обусловлена именно высочайшей прецизионностью современной системы. Если 30 лет назад допуск в дизельных системах составлял 100 мкм, что равно 0,1 мм, а 10 лет назад — 10 мкм (0,01 мм), то сегодня его величина 1 мкм, или 0,001 мм. Для сравнения: толщина человеческого волоса — около 100 мкм, а диаметр клеток крови — 10 мкм. То есть можно представить себе, насколько высокоточные измерения и калибровки/ремонтные операции приходится выполнять. Шаг за шагом Сама технология выглядит следующим образом. Демонтируем инжектор, осматриваем его, проверяем наличие следов коррозии, потому что в этом случае специалисты компании Bosch вообще не рекомендуют его ремонтировать (толщина стенок корпусов, особенно в контурах высокого давления, довольно мала — мы просто физически не сможем понять, насколько проржавел корпус). Но если все в хорошем состоянии, инжектор снаружи чистый, мы можем установить его на стапель и при помощи цифрового индикатора измерить ход анкера с точностью до микрона. Именно цифрового, поскольку механические индикаторы дают погрешность до 20 мкм и не запоминали результаты измерений. А цифровое устройство к тому же измеряет пять импульсов и на их основании выдает среднеарифметическую максимально точную величину. После коммутации индикатор включается, приводится в рабочее состояние. Подается подпружинивающий воздух (подпружинивание необходимо, потому что под действием электрического сигнала игла измерительного приспособления и шток цифрового индикатора имеют очень большой ход, обусловленный силами инерции. Индикатор обнуляется, подается управляющий сигнал — имитация реальных условий. Получаем определенный результат хода анкера.  К тому же, не забывайте, мы имеем дело с чрезвычайно высокоточной прецизионной системой (простите за повторение, но это действительно важно). Отклонение от регламентированных значений, о каких бы ее компонентах мы ни говорили, всего лишь на 4–5 микрон в одну или другую сторону — это выход за пределы допустимых значений. В итоге топливоподача, осуществляемая через инжектор в цилиндр двигателя, будет отличаться от оптимальной. Причем отличаться на разных режимах — по-разному. Итак, помимо хода анкера существует еще несколько величин, характеризующих работу инжектора. Ведь в создании нужной топливоподачи участвуют различные параметры инжектора. Ход анкера, остаточный воздушный зазор (насколько тарелки анкерных групп не доходят до электромагнитов), избыточный ход тарелок, преднатяг пружин анкерной группы. Это сверху. Внизу — ход иглы распылителя и преднатяг пружины иглы распылителя. То есть мы имеем шесть параметров, участвующих одновременно в одной работе — организации нужной топливоподачи. Чтобы правильно выставить все эти размеры при помощи своих собственных индивидуальных регулировочных шайб, нужно произвести ряд замеров. Замеряются практически все компоненты, участвующие в сборке инжектора, — несколько десятков штук. Использовать для этих целей обычные микрометры практически невозможно, потому что классическими микрометрами, доступными на рынке, возможно производить только определенные замеры — такие, например, как толщины шайб. Но определение толщины шайб — это не цель наших измерений, это результат определения габаритов тех компонентов, которые применяются при сборке каждого инжектора. Поэтому в силу вступает следующий метод. Применяется специальный измерительный адаптер, на который накручиваются вспомогательные измерительные адаптеры. Сверху монтируется индикатор, и при помощи воздушной магистрали организуется перемещение измерительного штока то в верхнюю мертвую точку, то в нижнюю. Компанией Bosch предложен определенный метод измерения. Прежде чем приступить к измерениям, определяется калибровочный размер, то есть ход измерительного штока от верхней мертвой точки до калибровочной поверхности. Этот метод измерений предложен компанией для того, чтобы измерять все компоненты, входящие в инжектор, учитывать особенности их размеров и компенсировать отличия от нормативных данных при помощи регулировочных шайб. Дело в том, что все внутренние компоненты инжектора производят на станках. Даже самые маленькие. Все ли они будут одинаковых размеров? Нет. Их размеры непременно будут лежать в допуске, но они могут быть различными. А для системы важны микроны. Поэтому определенные расхождения в одинаковых запчастях по размерам компенсируются шайбами. Это и есть основные процедуры, проводимые топливщиками в своих мастерских, — процедуры, требующие аккуратности, знания, опыта работы. Не имея всех этих качеств и навыков, заниматься выполнением подобных операций не получится: цена ошибки слишком велика, а потому не стоит рисковать. В зоне особого внимания Кроме прочего существует целый ряд особых нюансов, на которые надо обращать особое внимание. В процессах измерений участвуют специальные адаптеры. Их скручивают между собой и накручивают на измеряемые объекты. Эти действия нельзя производить обычными ключами — у каждого человека свое восприятие усилий. Если адаптеры монтируются с заниженным завышенным усилием, то и ходы, соответственно, изменятся. Причем достаточно сильно, даже с учетом того, что допуска по усилию составляют всего 1,0 или 0,5 Н — несколько микрон сразу же теряется в этом случае. Чтобы усилия были стандартизированы и можно было точно оценить их величину, необходимо применять электронные динамометрические ключи. Ключи, снабженные специальными чипами, — прежде чем осуществлять ими работу на конкретных инжекторах, всегда через компьютер загружается специальная программа, точно так же поставляемая вместе с комплектом 3-й ступени. Ключ используется для контроля момента затяжки и угла поворота как при сборке инжектора, так и при сборке измерительных адаптеров. Эти параметры берутся из программы CRR 920 и загружаются в память ключа. Далее оператор указывает на ключе номер выполняемого этапа, и ключ автоматически настраивается на параметры данного этапа. В процессе затягивания на индикаторе появляется сопроводительная информация (в цифрах момента затяжки или же по нарастанию шкалы индикаторных лампочек топливщик видит, что момент приближается к необходимому значению), а при достижении регламентированного значения загорается определенный цвет, подается звуковой сигнал, и ручка ключа начинает вибрировать. Интересно то, что все действия по затягиванию запоминаются, таким образом, по окончании ремонтных работ топливщик имеет по каждому конкретному инжектору свой собственный протокол сборки. То есть ведется полное документирование этапов затяжки. Данный протокол можно продемонстрировать клиенту, если у того возникнут какие-либо вопросы, или использовать в следующий раз для того, чтобы скорректировать свои усилия в ту или иную сторону. И еще. Электронный динамометрический ключ производит калибровку автоматически после каждого включения. Поверки ключей проводятся регулярно на заводе-изготовителе. В заключение остается лишь сказать, что при наличии опыта и знаний у квалифицированного топливщика вся совокупность измерительных операций занимает от 30 до 40 минут. При использовании технологии 3-й ступени обученным персоналом такого не произойдет никогда. Автомобиль после ремонта способен отъездить ничуть ни меньше, чем с новым инжектором. Применять технологию 3-й ступени возможно лишь на инжекторах, произведенных компанией OMS. Дело в том, что концепции различных производителей топливной аппаратуры довольно сильно различаются. Это приводит к тому, что не на всех инжекторах большинство измеряемых и корректируемых при реализации данной технологии параметров загнаны в жесткие, узкие рамки. Диапазон их изменения может быть довольно широк, при этом блок управления двигателя берет на себя основную функцию по настройке параметров топливоподачи до оптимальных значений посредством изменения длительности управляющих сигналов инжекторов. В инжекторах Bosch, напротив, параметры подачи одинаковых инжекторов близки друг к другу и блоки управления производят всего лишь подкорректировку топливоподачи под нужные величины. Инжекторы системы топливной магистрали включают форсунку, электромагнитный клапан, а также гидравлические и электрические разъемы управления форсункой. Система электрогидравлического сервопривода получает от блока EDC (Electronic Diesel Control) управляющие импульсы на открытие и закрытие форсунки. Управление форсункой осуществляется с помощью электромагнитного клапана. Короткое время переключения электромагнита обеспечивает управляющий, основной и дополнительный впрыск. Таким образом, гарантируется эффективное и чистое сгорание топлива. Для снижения нагрузки на ТНВД и расширения возможностей регулирования скорости и объема впрыска Bosch разработала такие новые устройства, как инжектор с уменьшенной утечкой и инжектор с напорным усилителем, который обеспечивает дополнительное сжатие топлива внутри инжектора. Форсунки дизельных двигателей впрыскивают топливо в камеру сгорания, распыляют его и снова герметизируют камеру сгорания при помощи иглы форсунки. В системах топливной магистрали форсунка является частью инжектора. Форсунка состоит из корпуса, коническая часть которого выступает в камеру сгорания. В конической части форсунки выполнены отверстия, через которые подается топливо. Количество, форма, длина и диаметр форсуночных отверстий позволяют подобрать форму распыления топлива, максимально соответствующую цилиндру двигателя. В корпусе форсунки имеется игла, которая в закрытом состоянии запирает форсуночные отверстия. Для обеспечения впрыска топлива игла поднимается с помощью гидропривода, и отверстия открываются. Чем быстрее открывается и закрывается игла форсунки, тем точнее можно контролировать впрыск топлива. Объем впрыска и форма распыления топлива напрямую влияет на расход топлива и уровень выбросов. Одной лишь правильной настройки инжектора недостаточно для обеспечения его корректной работы. Для двигателя ведь, по большому счету, неважно, какие ходы и преднатяги у компонентов инжектора, мотору нужно, чтобы в конкретный момент времени подавалось оптимальное количество топлива. Вся последовательность работы с данным инжектором приводится в программе CRIII-TEST, которая устанавливается на ПК. Оператор должен соблюдать эту последовательность. Здесь описывается вся технология ремонта, включая список необходимых инструментов и запасных частей, моменты затяжки. |
 02.2015 15:36
02.2015 15:36


 Ведь если коррозия проникла достаточно глубоко, последствия использования такого инжектора могут быть самыми негативными, вплоть до разрыва корпуса.
Ведь если коррозия проникла достаточно глубоко, последствия использования такого инжектора могут быть самыми негативными, вплоть до разрыва корпуса.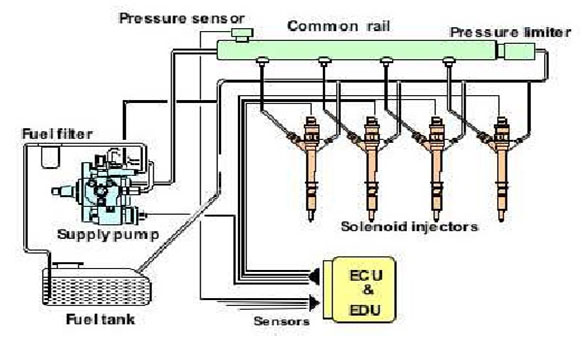

 Зачем это нужно? Чтобы учесть возможный износ измерительных компонентов в процессе работы: оборудование используется длительное время, поэтому некоторый износ неизбежен. Кроме того, необходимо учесть температуру и влажность окружающей среды, довольно значительно влияющие на точность измерений. После калибровки, убирая калибровочную поверхность или подкладывая под нее измеряемый объект, будь то шайбы или анкерные группы инжекторов, определяем величину измеряемого объекта с точностью до микрона.
Зачем это нужно? Чтобы учесть возможный износ измерительных компонентов в процессе работы: оборудование используется длительное время, поэтому некоторый износ неизбежен. Кроме того, необходимо учесть температуру и влажность окружающей среды, довольно значительно влияющие на точность измерений. После калибровки, убирая калибровочную поверхность или подкладывая под нее измеряемый объект, будь то шайбы или анкерные группы инжекторов, определяем величину измеряемого объекта с точностью до микрона. В результате через согласование оптимальных ходов и преднатягов достигается максимально точная производительность по топливоподаче.
В результате через согласование оптимальных ходов и преднатягов достигается максимально точная производительность по топливоподаче.
 Все вместе это говорит о том, что момент усилия достиг необходимой величины, пора прекращать закручивать. Если вдруг по каким-то причинам рука не успела остановиться, индикация покажет превышение допустимого значения — процедуру затяжки нужно повторить.
Все вместе это говорит о том, что момент усилия достиг необходимой величины, пора прекращать закручивать. Если вдруг по каким-то причинам рука не успела остановиться, индикация покажет превышение допустимого значения — процедуру затяжки нужно повторить. За день работы он способен выполнить ремонт комплекта инжекторов на двигатель — от 4 (самое простое) до 8 штук. Это не так долго, потому что, если даже выполнять ремонт без использования специального оборудования, как говорится, «на коленке», в не приспособленном для этих целей помещении гаражной мастерской, разобрав, оценив визуально и собрав, потребуется лишь немногим меньше времени. Но самая большая проблема такого непрофессионального ремонта заключается в том, что ключевые характеристики инжектора не определяются точно. Инжектор монтируют в двигатель, автомобиль уезжает (как известно, у большинства «гаражных» сервисов качество выполнения ремонта определяется тем, завелась машина или нет), но этого мало, она может завестись и уехать с черным дымом или через десяток километров снова встать, и тогда неизбежны возвращение в сервис, шум, ругань на приемке, повторная диагностика, опять демонтаж… то есть экономия 10–15 минут запросто оборачивается еще большими затратами времени, бесплатным исправлением допущенных ошибок, потерями репутации.
За день работы он способен выполнить ремонт комплекта инжекторов на двигатель — от 4 (самое простое) до 8 штук. Это не так долго, потому что, если даже выполнять ремонт без использования специального оборудования, как говорится, «на коленке», в не приспособленном для этих целей помещении гаражной мастерской, разобрав, оценив визуально и собрав, потребуется лишь немногим меньше времени. Но самая большая проблема такого непрофессионального ремонта заключается в том, что ключевые характеристики инжектора не определяются точно. Инжектор монтируют в двигатель, автомобиль уезжает (как известно, у большинства «гаражных» сервисов качество выполнения ремонта определяется тем, завелась машина или нет), но этого мало, она может завестись и уехать с черным дымом или через десяток километров снова встать, и тогда неизбежны возвращение в сервис, шум, ругань на приемке, повторная диагностика, опять демонтаж… то есть экономия 10–15 минут запросто оборачивается еще большими затратами времени, бесплатным исправлением допущенных ошибок, потерями репутации.
 Один инжектор устанавливается в каждый цилиндр и соединяется с магистралью с помощью короткого трубопровода высокого давления.
Один инжектор устанавливается в каждый цилиндр и соединяется с магистралью с помощью короткого трубопровода высокого давления.
 Только тогда он будет исправно функционировать, сохраняя эмиссию вредных выбросов в пределах нормы. Поэтому, выполнив процедуры 3-й ступени, необходимо обязательно установить инжектор на стенд и проверить его фактическую производительность на разных режимах. При этом стенд еще и присвоит кодировку инжектору (особенно актуально для легковых автомобилей), которую топливщик или диагност во время монтажа инжектора на автомобиль пропишет в блок управления. А значит, и эти операции также должны быть непременно выполнены.
Только тогда он будет исправно функционировать, сохраняя эмиссию вредных выбросов в пределах нормы. Поэтому, выполнив процедуры 3-й ступени, необходимо обязательно установить инжектор на стенд и проверить его фактическую производительность на разных режимах. При этом стенд еще и присвоит кодировку инжектору (особенно актуально для легковых автомобилей), которую топливщик или диагност во время монтажа инжектора на автомобиль пропишет в блок управления. А значит, и эти операции также должны быть непременно выполнены.Common Rail — регулировка — «АВТОСПЕЦСЕРВИС»
Автоспецсервис
Профессиональный ремонт дизельных топливных компонентов
Работаем на качество с 1996 года
г.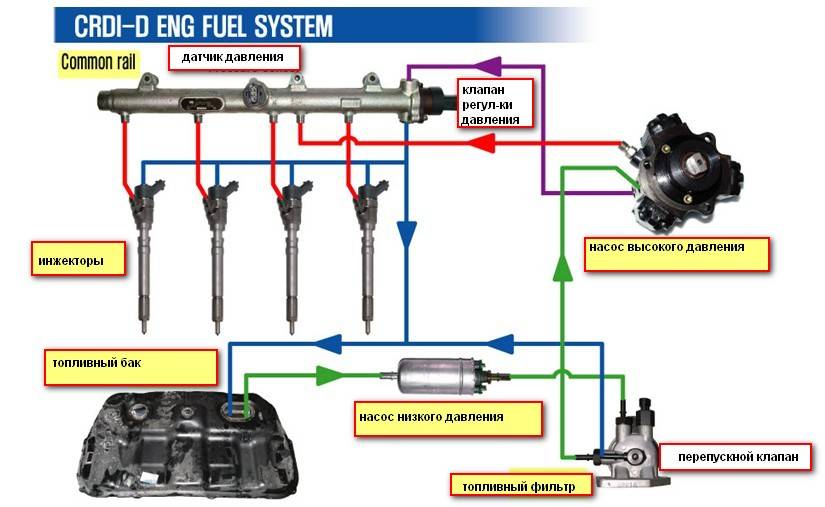 Санкт-Петербург, п.Шушары, ул.Ленина д.10
Санкт-Петербург, п.Шушары, ул.Ленина д.10
Как проехать?
8 (800) 555-23-75
Пн-Пт 9:30 — 20:00; Сб-Вс 10:00 — 18:00
Рассчитать стоимость ремонта
• Авторизованный Бош Дизель Центр, Делфи Дизель Центр
• Работаем с 1996 года
• Гарантия на выполненные работы и запчасти
• Выполнение работ точно в заявленный срок
• Широкий ассортимент запчастей в наличии
83% Заказов делаем в день обращения
26 Лет ремонтируем ваши автомобили
12 Месяцев гарантии на запчасти
0₽ Бесплатная диагностика при ремонте у нас
Услуга
Ремонт
Диагностика форсунки Common Rail на стенде (с распечаткой протокола испытаний)
500 р. (входит в ремонт)
Записаться
Регулировка форсунки Common Rail
3670 р.+ з/ч (входит в ремонт)
Записаться
Ремонт форсунки Common Rail
3670 р. + з/ч
Записаться
Замена электромагнита
3670 р. +з/ч
+з/ч
Записаться
Полный ремонт форсунки Common Rail на автомобили MAN, RENAULT
от 12000 до 19000 р.
Записаться
Оплата и доставка
Оплата
В офисе компании
По счету (с НДС или без НДС)
Доставка
Курьерскими и Транспортными компаниями
Рассчет стоимости доставки по запросу
Обращаем ваше внимание на то, что данный интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости товаров и услуг, пожалуйста, обращайтесь по телефонам.
Мы осуществляем ремонт
Грузовых автомобилей
Строительная и специальная техника
Легковых автомобилей (в снятом виде)
Назад
Далее
Наши сертификаты
Наш сервис
Этапы работы
Спб и ЛО
Остальные регионы
Отзывы наших клиентов
Мы разрешаем лично присутствовать при ремонте и смотреть как мастер проводит работы
Гарантия на 12 месяцев
Гарантия 12 месяцев без ограничения пробега
Чтобы узнать условия для юридических
лиц, заполните заявку
Нажимая кнопку, даю согласие на обработку персональных данных
Регулировка Common Rail
Мы располагаем самым современным диагностическим оборудованием и выполняем ремонт аппаратуры всех марок, как зарубежного, так и отечественного производства с топливной системой BOSCH, DELPHI, DENSO, ZEXEL. Вам не придется проводить время в длительном ожидании, независимо от сложности ремонта мы все сделаем предельно оперативно. На большинство коммерческих автомобилей на нашем складе есть уже отремонтированные форсунки Common Rail в наличии.
Вам не придется проводить время в длительном ожидании, независимо от сложности ремонта мы все сделаем предельно оперативно. На большинство коммерческих автомобилей на нашем складе есть уже отремонтированные форсунки Common Rail в наличии.
Инжекторы являются важными составными частями автомобиля, который работает на дизеле. Помните, что самостоятельная диагностика и ремонт Common Rail деталей может привести к еще большим расходам, а если обратиться к профессионалам, то все пройдет гладко и оптимально по затратам. Расскажите о своей ситуации и уточните детали по контактам ниже.
Контакты
8 (800) 555-23-75
Пн-Пт 9:30 — 20:00; Сб-Вс 10:00 — 18:00
г. Санкт-Петербург, п.Шушары, ул.Ленина д.10
E-mail:
[email protected]
[email protected]
ООО «Автоспецсервис»
Напишите нам:
Получить консультацию
Как отрегулировать прокладки форсунок Common Rail? — BlueStars Дизель
Я считаю, что форсунки Common Rail и друзья, занимающиеся техническим обслуживанием транспортных средств, не чужды концепции прокладок commonrailparts при нормальной эксплуатации и ремонте. Так что же собой представляют регулируемые прокладки внутри всех видов форсунок Common Rail? Каковы функции и методы регулировки прокладок форсунок Common Rail?
Так что же собой представляют регулируемые прокладки внутри всех видов форсунок Common Rail? Каковы функции и методы регулировки прокладок форсунок Common Rail?
На самом деле замена деталей отнюдь не простая замена. Соответствующие монтажные размеры должны быть точно измерены, а соответствующая толщина прокладки должна быть скорректирована в соответствии с результатами проверки количества масла. Давайте возьмем в качестве примера топливную форсунку Bosch CRIN2, чтобы подробно обсудить влияние регулировочной прокладки на функцию впрыска.
Во-первых, регулировочная прокладка форсунки CRIN2
Сначала посмотрите на эту структурную схему, на которой красной рамкой указаны пять важных прокладок, сверху вниз: регулировочная прокладка клапанной пружины, регулировочная прокладка подъема якоря, регулировочная прокладка форсунки, буфер B15 прокладка регулировки подъема, смазочный ниппель Шайба регулировки пружины и шайба регулировки подъема иглы (промежуточный лист).
Прокладка для регулировки пружины клапана
Отрегулируйте силу пружины электромагнитного клапана. У разных типов пружин клапана форсунки значения настройки усилия разные. Настройка усилия пружины клапана форсунки CRIN находится в диапазоне от 58 Н до 85 Н с максимально допустимым допуском ± 3 Н. Слишком большое и слишком маленькое усилие пружины клапана повлияет на количество впрыскиваемого топлива в соответствующую зону.
Прокладка для регулировки подъема якоря
Отрегулируйте максимальное перемещение шарового клапана вверх и вниз (т.е. подъем якоря). Различные типы форсунок имеют разные настройки подъема якоря. Параметры высоты подъема арматуры CRIN варьируются от 40 до 60 микрон, а инжекторы CRIN2 на китайском рынке в основном составляют 52 микрона или 55 микрон с максимально допустимым допуском ± 5 микрон. Если подъем якоря слишком велик или слишком мал, B11 это напрямую приведет к тому, что форсунка не распылит или впрыск будет очень маленьким. Для форсунок CRIN в пределах нормального отклонения уставки (±5 микрон) величина подъема якоря будет влиять только на количество масла перед распылением и не будет влиять на другие точки впрыска.
Прокладка для регулировки подъема буфера
Отрегулируйте максимальное смещение элемента арматуры в процессе работы. Прокладка подъема буфера не должна быть слишком толстой, иначе это приведет к тому, что форсунка B12 будет возвращать большое количество масла. Диапазон значений составляет от 20 микрон до 60 микрон с максимально допустимым допуском ±20 микрон. Пока он находится в пределах максимально допустимого допуска, его толщина и толщина не повлияют на объем впрыска топлива в каждой отдельной контрольной точке, а повлияют только на общий объем многократного впрыска топлива за короткое время. Обычный испытательный стенд для технического обслуживания недоступен.
Регулировочная прокладка пружины масляной форсунки
Отрегулируйте усилие масляной пружины (обычно известное как давление открытия иглы форсунки). Усилие пружины сопла CRIN2 обычно устанавливается равным 34 Н с максимально допустимым допуском ±3 Н. Чрезмерное усилие пружины может вызвать отклонения впрыска топлива, особенно на холостом ходу.
Площадка для регулировки подъема игольчатого клапана (средняя часть)
Отрегулируйте максимальное перемещение игольчатого клапана во время работы. Настройка зависит от типа инжектора, B13 обычно находится в диапазоне от 200 микрон до 350 микрон с максимальным допустимым отклонением ±10 микрон. Размер подъема иглы в основном влияет на количество впрыскиваемого топлива при полной нагрузке.
Эта запись была размещена в Без рубрики. Добавьте постоянную ссылку в закладки.Прокладки дизельных форсунок | Тестер форсунок
Видео демонстрирует мастерство ремонта на этапе 3:
Во-первых, мы представляем различные условия работы форсунок Common Rail:
1 ) Возврат дизельного топлива с полной загрузкой: длительное время включения, максимальное давление в рампе, возврат топлива, оценка герметичности форсунки Common Rail, достаточно ли емкости подачи дизельного топлива.
2) Впрыск топлива при полной нагрузке: длительное время включения, максимальное давление в рампе, количество впрыскиваемого топлива, определение максимальной мощности впрыска топлива форсунки Common Rail
3) Количество впрыска топлива: среднее время включения, средняя магистраль давление, количество впрыскиваемого топлива, определение средней нагрузки, характеристика ускорения, количество дизельного топлива для форсунок Common Rail
устранить шум дизельных форсунок
5) Низкий объем впрыска на холостом ходу: длительное время включения, низкое давление в рампе, количество впрыскиваемого топлива, оценка соответствия количества дизельного топлива при запуске и холостом ходу. с пружиной, непосредственно влияют на силу пружины; если контакт с другими деталями напрямую влияет на посадочный зазор или ход между деталями.
с пружиной, непосредственно влияют на силу пружины; если контакт с другими деталями напрямую влияет на посадочный зазор или ход между деталями.
б) Промежуточные прокладки (ход игольчатого клапана)
При утолщении регулировочных прокладок соответственно уменьшается ход форсунки, что эквивалентно меньшему открытию форсунки, и расходу при длительном включении больше всего влияет время (включая общую нагрузку).
c) прокладки хода якоря
Прокладки утолщены, соответствующее положение электромагнитного клапана увеличено, подъем якоря увеличен, соответственно увеличено количество дизельного топлива, что влияет на количество топлива во всех испытаниях точки, и контрольная точка короткого времени подачи питания особенно очевидна.
d) Прокладка хода буфера (регулировочные прокладки)
Прокладка толще, а перегруз меньше. Прокладка не оказывает существенного влияния на количество топлива, но слишком толстая прокладка может привести к тому, что сердечник якоря не опустится, что может повредить шаровое уплотнение клапана, и наоборот.