Съемник направляющих втулок клапанов своими руками: 👉 съемник направляющих втулок клапанов своими руками
Содержание
Как заменить направляющие втулки клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Содержание статьи
Как самому менять направляющие втулки клапанов
Выпрессовка и установка направляющих втулок клапанов съемником
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов своими руками
Главная » Двигатель » Вы читаете статью:
по Евгений
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов.
Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Содержание
1 Конструкция механизма
2 Необходимость замены втулок
3 Выпрессовка втулок
4 Запрессовка ремонтного комплекта
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
слышно характерное постукивание со стороны головки блока;
при полной замене комплекта клапанов;
капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный.
Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Шаг 1. Нагреть головку блока
Шаг 2. Выпрессовать втулки
Шаг 3. Провести сравнительный замер штоков и отверстий
Шаг 4. Обработать отверстия разверткой
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали.
Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Интересное по теме:
загрузка…
Сравнение методов замены направляющих клапанов | Goodson Tools & Supplies
Главная
→
Газета Гудсона
→
Сравнение методов замены направляющей клапана
от Goodson Tools & Supplies
В прошлом мы обсуждали измерение ваших направляющих клапанов, чтобы определить, находятся ли они в допустимых пределах. В этой статье мы рассмотрим различные методы ремонта и замены направляющих. Эти методы включают в себя:
Накатка
Установка тонкостенных бронзовых направляющих
Замена направляющих пластин
Модификация направляющей клапана для установки штоков клапанов увеличенного размера
Замена встроенных направляющих на ложные
Установка спиральных вкладышей BronzeWall 2
К концу этой статьи вы должны иметь представление о плюсах и минусах каждого метода. Но независимо от того, какой метод вы выберете, важно, чтобы направляющая клапана была отцентрована, чтобы обеспечить правильное выравнивание всех компонентов. Также важно тщательно очистить головку ПЕРЕД сборкой клапанов. Любой мусор или металлическая стружка, оставшиеся в головке, вызовут преждевременный выход из строя. При выборе метода ремонта направляющих клапанов необходимо учитывать два фактора: стоимость и производительность. В этом контексте производительность — это НЕ выходная мощность, а конечное использование (например, дизель, высокая производительность, чугун, алюминий и т. Д.). Еще один решающий фактор, который косвенно связан с двумя другими) — работаете ли вы со всеми клапанами или только с некоторыми из них. Необходимо учитывать множество переменных, которые мы объясним при обсуждении каждого метода.
Способ ремонта
Преимущества
Недостатки
Накатка направляющей клапана
Низкая стоимость. Требуются простые инструменты (электрическая дрель, редуктор, накатная оправка, развертка, хонинговальный инструмент и инструмент для удаления заусенцев). Созданная спиральная канавка помогает удерживать масло в направляющей. Операция выполняется на скамье, а не на сидении, а на направляющей машине.
Временное исправление. Канавка смята, а не срезана. Ограничивается ремонтом чугунных направляющих. Groove затрудняет измерение внутреннего диаметра направляющей. Ограничено износом направляющей менее 0,005 сверх указанного зазора.
Тонкостенные Бронзовые вкладыши
Более низкая стоимость по сравнению с фальшивыми направляющими. Улучшает работу чугунных направляющих. Сплав фосфористой бронзы превосходит чугун. Сменный. Операция обычно выполняется на скамье, а не на сиденье и направляющей машине. Сплав фосфористой бронзы обладает высокими прочностными характеристиками и хорошими теплообменными свойствами.
Требуется специальный инструмент. Для каждой направляющей клапана требуется несколько шагов. Особое внимание следует уделить тому, чтобы выравнивание направляющих не сместилось во время установки. При установке вкладыша в существующую неинтегрированную направляющую важно, чтобы направляющая была прочной (не ослаблена и не повреждена) в литой головке.
Сменные направляющие вставки
Предназначен для замены при износе. Удобство обслуживания — идеально подходит для автопарка или других транспортных средств с высокой нагрузкой.
Направляющие вставки
могут привариться к головке во время работы двигателя, что затруднит их удаление. В редких случаях направляющие вставки могут сжиматься во время использования, что может привести к повреждению головки, если они будут перемещаться вверх и вниз вместе со штоками клапана. Замена в этом случае требует специального инструмента для установки направляющих наружного диаметра увеличенного размера.
Модификация направляющих для штоков клапанов увеличенного размера
Рекомендуемый метод, если вы все равно будете заменять клапаны. Может выполняться с помощью развертки или хонинга направляющих клапанов. Хонингование дает точный контроль зазоров.
Для надежного уплотнения могут потребоваться другие уплотнения штока. Приводит к другим операциям, таким как замена сиденья. Не все магазины оборудованы для обслуживания этих модифицированных головок. Потребуется специальный инструмент.
Использует меньше инструментов, чем вкладыши. Операция выполняется на машине с сиденьем и направляющими, поэтому вы можете настроить один раз и выполнить все направляющие. Более быстрое снятие и установка по сравнению с тонкостенными вкладышами. Доступны варианты из сплава чугуна и бронзы. Самонесущий дымоход. Удобство обслуживания – в будущем его можно будет заменить с большей легкостью.
Большая масса направляющей более равномерно передает тепло на головку. Время настройки может быть непомерно высоким, если вы ремонтируете только одну или две направляющие в головке. В этих случаях методы на стенде обычно быстрее.
Установка вставок/втулок спирального типа Bronze-Wall 2®
Более низкая стоимость по сравнению с фальшивыми направляющими. Идеально подходит для ремонта некоторых, но не всех направляющих в головке. Направляющие с чрезмерным износом не будут поддерживать проводник. Износостойкий сплав фосфористой бронзы. Простота установки и удаления.
Требуется специальный инструмент из быстрорежущей стали, что делает срок службы инструмента непредсказуемым. Для установки требуется несколько шагов. Работает только в чугунных головках.
Выберите систему, которая наилучшим образом соответствует вашим потребностям. Методы на стенде обычно используются мастерами-сделай сам и небольшими магазинами. Цеха с большим объемом могут оправдать расходы на направляющий и посадочный станок для замены направляющих, а также другие операции по механической обработке ГБЦ. Конечно, из каждого правила есть исключения, поэтому используйте это как дорожную карту, а не свод правил.
Вы также можете прочитать пару книг с отличным объяснением методов и пошаговыми инструкциями по большинству этих процедур. Первым из них является «Полное руководство по головке цилиндров и двигателю» Sunnen, написанное Джоном Г. Эдвардсом. К сожалению, эта книга больше не издается, но вы можете приобрести подержанную копию на E-Bay или Amazon. Вторая книга, которую мы рекомендуем, — это Engine Service Automotive Machining & Engine Repair Гэри Льюиса, опубликованная AERA.
Если вы запутались или у вас есть дополнительные вопросы, обратитесь в технический отдел.
Поделиться этой публикацией…
Предыдущий пост
Следующий пост
Как установить клапаны на 4-тактный мотоцикл для бездорожья
Четырехтактные мотоциклы для бездорожья развивались годами и пользуются огромной популярностью как среди райдеров, так и среди гонщиков. Несмотря на то, что они обладают большой мощностью и на них приятно ездить, обслуживание клапанного механизма — это ответственность, которая ложится на них. Здесь мы рассмотрим правильную практику замены клапанов и клапанных пружин.
Четырехтактные двигатели десятилетиями служили сообществу Powersports в самых разных областях, от уличных мотоциклов, внедорожных мотоциклов, квадроциклов и UTV, и это лишь некоторые из них. Со временем технологии двигателей развивались по многим направлениям, что в конечном итоге привело к повышению производительности двигателя. Практика технического обслуживания также претерпела изменения, и в этой статье мы сосредоточимся на установке современной арматуры.
Роль, которую играют клапаны, очень важна, и, следовательно, по мере того, как технология клапанов продолжает развиваться, вероятность ошибки со стороны установщика продолжает уменьшаться. Существует ряд шагов, которые необходимо тщательно продумать и правильно выполнить при установке новых клапанов, чтобы обеспечить долгосрочный успех. Мы будем работать от этапа перед установкой до проверок после установки. Эта статья в конечном итоге даст вам контрольный список, чтобы в следующий раз, когда вам нужно будет установить клапаны в свой двигатель, вы были хорошо подготовлены.
Смотрите все наши руководства по восстановлению 4-тактных топовых двигателей здесь!
Создание 4-тактной головы может показаться сложной задачей, но понимание того, как делать каждый шаг, может значительно снизить страх.
Подготовка к установке
Работа, выполненная перед установкой новых клапанов, определяет, как долго прослужит отремонтированная верхняя часть. Два наиболее важных компонента, которые необходимо учитывать, — это направляющие и седла клапанов. Из-за того, как каждая из этих частей взаимодействует с клапаном, их состояние и решения, принятые вокруг них, будут определять, как долго будут жить новые клапаны.
Направляющие клапанов
Роль направляющих клапанов неудивительна, судя по их названию. Функция направляющей клапана заключается в обеспечении хорошего контроля положения клапана при его возвратно-поступательном движении вверх и вниз. Обеспечение многократного контакта поверхности клапана с седлом в одном и том же месте важно для производительности двигателя, а также для долговечности седла клапана и клапана.
Направляющие клапана — это каналы, через которые проходят клапаны, позволяющие штоку клапана проходить из камеры сгорания и через клапан без потери давления благодаря уплотнениям клапана.
Из-за сил, присутствующих в большинстве конструкций клапанных механизмов, по мере износа двигателя направляющие клапанов изнашиваются и приобретают определенную форму. Эту форму можно визуально представить, представив песочные часы. При измерении сверху вниз изношенные направляющие клапанов обычно имеют немного больший диаметр вверху и внизу, чем в середине. Как только направляющая клапана принимает форму песочных часов, вероятность того, что поверхность клапана соприкоснется с гораздо более широкой областью седла клапана, значительно возрастает, что увеличивает скорость износа седла и поверхности клапана.
В руководстве по обслуживанию OEM указаны пределы обслуживания отверстия направляющей втулки клапана. Измерения можно производить несколькими способами, обычно с помощью калибров с небольшими отверстиями и микрометров или индикаторов часового типа. Методы, специфичные для вашего двигателя, обычно описаны в руководстве по обслуживанию. Крайне важно, чтобы направляющие клапанов были измерены и проверены перед установкой новых клапанов.
Седла клапанов
Седла клапанов служат сопряжением соответствующих поверхностей клапанов. Этот интерфейс, наряду с поршневыми кольцами, в конечном итоге является тем, что герметизирует камеру сгорания во время такта сжатия. В результате целостность уплотнения между поверхностью клапана и седлом клапана является одним из основных факторов, влияющих на работу двигателя.
Седла клапанов представляют собой скошенные кольца вокруг отверстий в камере сгорания. Они должны быть однородными и гладкими, чтобы клапаны правильно герметизировались. Эта бывшая в употреблении головка получит седла клапанов в авторитетном магазине перед установкой новых клапанов.
Во время работы двигателя седло клапана и поверхность клапана изнашиваются вместе. Как правило, площадь контакта между клапаном и седлом увеличивается пропорционально времени работы двигателя, а седло клапана может принимать овальную форму. Обе характеристики износа отрицательно сказываются на производительности и долговечности двигателя.
Поскольку поверхность клапана и седло клапана изнашиваются одновременно, почти всегда лучше перед установкой новых клапанов обрезать седла клапана. Это гарантирует, что седло клапана и поверхность клапана будут правильно совмещены и будут правильно изнашиваться. Установка нового клапана на изношенное седло часто приводит к ускоренному износу новой поверхности клапана.
Перекройку седел клапанов и, при необходимости, направляющих клапанов следует доверить мастерской с хорошей репутацией, специализирующейся на головках цилиндров. Из-за высокой точности, необходимой для обеспечения концентричности седел и направляющих клапанов, следует использовать цех, оснащенный специализированными станками для резки седел, а не ручными станками для резки седел.
Клапаны и пружины
Тип устанавливаемого клапана будет иметь определенное значение для последующих работ и соображений. Сценарий, заслуживающий наибольшего внимания, — это сценарий замены титановых клапанов на стальные. Это обычная замена, которая обменивает небольшую производительность на дополнительный срок службы клапана. При этом следует учитывать пружины клапанов.
Некоторые OEM-производители поставляют велосипеды с титановыми клапанами с завода. Обычно эти клапаны заменяют стальными для увеличения срока службы, но не забывайте, что пружины также должны быть заменены соответствующим образом.
Щелкните здесь, чтобы ознакомиться с ассортиментом клапанов и пружин ProX.
Поскольку стальные сплавы весят больше, чем титановые сплавы, стальные клапаны будут тяжелее своих оригинальных аналогов. Клапанные механизмы представляют собой точно настроенные системы, и для компенсации добавленной массы стальных клапанов обычно требуются разные клапанные пружины.
К счастью для производителей двигателей, такие бренды, как ProX, предлагают множество компонентов клапанного механизма, которые соответствуют или превосходят качество OEM, включая клапаны, пружины, уплотнения штока клапана и прокладки, и это лишь некоторые из них. Предлагаются как клапаны для прямой замены OEM, так и переоборудованные клапаны, при которых титановые клапаны OEM заменяются стальными клапанами.
ProX предлагает комплекты клапанов и пружин OEM-качества из титана и стали по доступной цене. Стопоры, держатели, седла и уплотнения
Необходимо проверить состояние седел клапанных пружин и держателей. Повторное использование этих компонентов не редкость. Однако важно убедиться, что они не изношены. Проверьте седла и фиксаторы на предмет износа, который обычно возникает в результате контакта с пружиной клапана. При обнаружении сильного износа или вмятин эти детали следует заменить. Точно так же считается лучшей практикой замена держателей и маслосъемных колпачков в рамках капитального ремонта клапана.
Перед повторным использованием обязательно проверьте фиксаторы на наличие повреждений и износа. Обычной практикой является использование новых держателей и уплотнений клапанов. Уплотнения штока клапана OEM-качества также доступны в ProX.
После того, как все необходимое новое оборудование будет в наличии и все задачи по обслуживанию выполнены, можно будет выполнить окончательную проверку компонентов. Основное внимание здесь должно быть уделено подтверждению того, что длина новой пружины клапана в свободном состоянии находится в пределах спецификации, а контакт между поверхностью клапана и седлом клапана находится в пределах спецификации.
Длина пружины клапана в свободном состоянии — это просто измерение длины пружины клапана в несжатом состоянии. Для определения допустимых критериев свободной длины следует обратиться к руководству по обслуживанию или документации, прилагаемой к комплекту пружины клапана.
Перед установкой измерьте длину пружины клапана в свободном состоянии и сравните ее с рекомендуемой в руководстве по эксплуатации, чтобы убедиться, что ваши клапаны работают и герметизируются должным образом.
Поверхность контакта клапана с седлом и ширина контакта должны быть проверены, чтобы убедиться, что клапан и седло хорошо герметизируются. Для этого используется инструмент для притирки клапанов в сочетании с переносящей жидкостью, обычно маркером Sharpie или машинным красителем.
Для проверки контакта клапана с седлом можно использовать несмываемый маркер для окрашивания седла клапана.
Седло клапана покрывается маркером или машинным красителем, затем вставляется клапан. Инструмент для притирки клапанов используется для приложения легкого давления к поверхности и седлу клапана. Затем клапан осторожно вращают вперед-назад в течение нескольких секунд. После осторожного извлечения клапана маркер или краска, которыми покрыто седло клапана, должны были перенестись на поверхность клапана. Полученный рисунок контакта и ширину контакта можно использовать для оценки качества герметизирующего интерфейса. Поверхность клапана должна показывать, что она полностью соприкасается по всей окружности с седлом клапана. Ширина контакта должна быть тщательно измерена штангенциркулем, а полученная ширина должна быть проверена на соответствие спецификациям, указанным в руководстве по обслуживанию.
Если возникают проблемы с непрерывностью контакта или шириной контакта, весьма вероятно, что седла клапана не обрезаны должным образом или изготовитель пытается установить новые клапаны в изношенные седла. Поскольку почти все современные клапаны имеют то или иное тонкое покрытие или процесс закалки на их наружных поверхностях, никогда не следует рассматривать притирку клапанов с использованием притирочной пасты из-за риска износа покрытого или закаленного слоя.
При полной герметизации на клапане остается сплошная красная линия, в то время как при неполной герметизации красные участки остаются пятнистыми, или красная полоса отсутствует вовсе.
Установка
Как только будет установлено, что новые клапаны и компоненты обеспечат хорошую герметизацию камеры сгорания, процесс установки станет довольно простым. Рекомендуется подготовить все компоненты к установке путем сопряжения и разделения новых компонентов в зависимости от их расположения. Это невероятно важно, поскольку впускные и выпускные клапаны могут различаться по диаметру и массе, что приводит к использованию разных пружин, уплотнений, седел, фиксаторов и держателей.
Убедитесь, что компоненты клапана повторно собраны с использованием масла или монтажной смазки, где это необходимо.
Во-первых, седла клапанных пружин должны быть покрыты небольшим количеством моторного масла или монтажной смазки и установлены. Далее следует установить новые маслосъемные колпачки. Поскольку диаметры впускного и выпускного клапанов могут различаться, убедитесь, что правильные уплотнения установлены в правильном месте. Затем нанесите пару капель масла чуть ниже выемки на штоке клапана. Установите клапаны, осторожно поворачивая их за соответствующие уплотнения. Слегка смажьте пружины клапанов и фиксаторы моторным маслом или сборочной смазкой в местах их контакта. Старайтесь не допускать попадания масла в область фиксатора, где находятся фиксаторы. Поместите фиксаторы в фиксаторы, затем установите пружины и фиксаторы в соответствующие места на головке блока цилиндров.
Осторожно используйте компрессор для пружин клапанов, чтобы сжать пружины клапанов, чтобы фиксаторы могли встать на место. Чтобы облегчить позиционирование упрямых вратарей, можно использовать отмычку, которая поможет направить вратарей в нужное положение. После того, как фиксаторы заняли свои пазы на штоке клапана, устройство для сжатия пружины клапана можно снять, а оставшиеся узлы клапанов можно сжать и собрать. После того, как все пружины клапана будут сжаты, латунным пробойником и молотком следует несколько раз постучать по верхней части штока каждого клапана. Постукивание по верхней части клапана является важным шагом и поможет убедиться, что все держатели установлены правильно перед запуском.
При повторной установке фиксаторов используйте приспособление для сжатия пружин клапана, чтобы можно было вставить их на место, чтобы они заняли правильное положение в канавке штока клапана. Выбор часто используется, чтобы помочь в позиционировании хранителей.
Проверки после установки
На этом этапе остальную часть головки блока цилиндров и двигатель можно собрать. Крайне важно проверить зазоры клапанов и при необходимости заменить прокладки. Каждый раз, когда устанавливаются новые клапаны, вероятность того, что потребуются другие прокладки, очень высока.
Наконец, при повторной сборке очень важно убедиться, что синхронизация кулачка установлена в соответствии с процедурой, описанной в руководстве по обслуживанию. Несвоевременно работающие двигатели могут привести к катастрофическим отказам. Двойная или тройная проверка правильности установки времени – дешевая страховка. Кроме того, прокрутка двигателя на несколько оборотов вручную также является хорошей практикой и помогает убедиться в отсутствии ошибок при повторной сборке.
Съемник направляющих втулок клапанов своими руками: 👉 съемник направляющих втулок клапанов своими руками
Содержание
Как происходит правильная замена направляющих втулок клапанов на Ваз и прочих авто
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Содержание
1 Зачем нужны направляющие втулки?
2 Причины поломки деталей и их последствия
3 Когда нужно менять направляющие?
4 Порядок замены направляющих клапанов ВАЗ 2106
4.1 Подготовка необходимого инструмента
4.2 Демонтаж ГБЦ и старых втулок
4.3 Фотоинструкция по снятию головки цилиндров
4.4 Как демонтировать ГБЦ ВАЗ 2106 — видео
4.
5 Подбор новых деталей
4.6 Посадка втулок и обратная сборка
5 Видео по замене направляющих втулок
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
качество применяемого моторного масла и своевременность его замены;
температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла.
Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
машина практически не теряет в динамике, но дымит изрядно;
светлый «пушистый» нагар на электродах свечей зажигания;
на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
Подготовка инструментария.
Частичная разборка двигателя, а именно — снятие ГБЦ.
Выбор и покупка новых деталей.
Демонтаж изношенных элементов и запрессовка новых.
Обратная сборка и запуск мотора.
Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
стандартный набор рожковых и накидных ключей;
набор головок с мощным воротком и трещоткой;
динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
отвёртки, пассатижи;
ключ на 36 мм для ручного вращения коленчатого вала;
монтировка;
съёмник для разблокировки клапанов;
тяжёлый молоток;
оправка для выбивания и запрессовки втулок;
развёртка на 8. 025 мм с воротком;
ёмкость и шланг для опорожнения системы охлаждения;
ветошь.
Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.
Оправку для выбивания и посадки втулок можно выточить по чертежу
Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.
Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий.
В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.
Снятие корпуса фильтра
Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.
Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.
Карбюратор надо снять с коллектора, чтобы не мешал
Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.
Перед разборкой важно совместить метки
Фотоинструкция по снятию головки цилиндров
Чтобы добраться до распредвала, нужно демонтировать клапанную крышку
Снятие трамблера
Шестеренку распредвала надо открутить и снять, не сбивая положение меток
После разблокировки пружины легко снимаются
Головку цилиндров нужно аккуратно снимать двумя руками
Чтобы вытащить клапаны, нужно съемником разблокировать пружины
Направляющие втулки для двигателя «шестёрки» можно купить в двух исполнениях — из чугуна или бронзы. При выборе стоит придерживаться таких рекомендаций:
Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.
Новая втулка забивается до упора через проставку
Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.
Отверстия втулок следует прогнать разверткой
По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.
Схема затяжки болтов головки цилиндров
Совет от бывалых. Старые мастера после затяжки болтов ГБЦ нередко давали двигателю постоять в течение 12—24 часов, а потом ещё раз обтягивали головку. При наличии времени последуйте данной рекомендации, через сутки вы сами убедитесь, что узлы «уселись», а болты немного прослабились.
Порядок затягивание гаек крепления распределительного вала
По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.
Совмещение круглой метки на шестерне с приливом на корпусе
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Автор: Александр
Распечатать
Оцените статью:
(30 голосов, среднее: 4. 2 из 5)
Поделитесь с друзьями!
Как выпрессовать направляющую клапана
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
своевременность замены и качества моторного масла;
температурный режим работы ДВС;
качество горючей смеси;
исправность системы питания;
правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Почему происходит деформация, ее последствия
При работе двигателя направляющая втулка изнашивается, поэтому может нарушиться соосность со стержнем клапана. В итоге элемент разбивается сильнее, клапан «гуляет», к седлу прилегает не очень плотно. Это приводит к тому, что фаска седла разбивается. В итоге происходит прогар клапана. Для ремонта необходимо провести его замену, а также сменить седло. И конечно же, сделать замену направляющих втулок клапанов на ВАЗ-21083.
Кроме того, из-за непостоянства клапана приходят в негодность маслосъемные сальники. Они не удерживают масло при увеличении углового смещения стержня. В результате в камеры сгорания попадает масло, его расход увеличивается. Следовательно, появится на клапанах нагар, вредных выбросов из выхлопной трубы станет в разы больше. В результате вы можете попасть на замену лямбда-зонда или катализатора (на инжекторных моторах). Причем нужно отметить тот факт, что замена колпачков не поможет, так как даже новые вскоре придут в негодность.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
сизый дым из выхлопной трубы;
повышенная дымность работающего двигателя;
нагар на электроде свечи зажигания светлого пушистого вида;
наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре. Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
Постепенно и поочередно открутите постель распредвала и снимите ее.
Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок снятия ГБЦ и направляющих втулок
Проверка и корректировка тепловых зазоров в приводе клапанов Renault Logan
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
своевременная замена масла;
соблюдение теплового режима работы силового агрегата;
качество применяемого топлива.
Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной. Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы. Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть. Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки
Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
Снимаем клапанную крышку.
Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
Снимаем коромысла и пружины.
Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Технология замены направляющих ВАЗ 2109
Можно считать, что моральная и теоретическая подготовка прошла успешно, поэтому при помощи оправки или съемника удаляются старые втулки. Жалеть их не стоит, но и разбрасывать по всему гаражу тоже не нужно. Каждую втулку помечают и кладут к комплекту сухарей, тарельчатых шайб и пружин соответствующего клапана. Далее операция по запрессовке проходит поэтапно:
Головка блока разогревается до 100-170 градусов, но ни в коем случае нельзя применять горелки и прочие способы местного прогрева. Можно разогреть в электропечи, но идеальным вариантом будет масляная ванна. Прогрев головки должен быть максимально равномерным, чтобы ее не покоробило. Именно масляная ванна позволяет провести прогрев равномерно и нежно. Можно на свой страх и риск использовать электроплитку.
Если есть возможность, новые втулки охлаждаются либо жидким азотом, либо специальным спреем Freeze 75.
Горячая головка устанавливается на ровную устойчивую поверхность.
Новые втулки забиваются при помощи оправки за 2-3 удара молотком. Запрессовка должна проходить молниеносно, чтобы втулка не успела разогреться от головки. Направление удара — строго по оси втулки. (На всякий случай лучше купить пару запасных втулок).
После запрессовки головка должна полностью остыть. Только после этого можно разверткой доводить отверстия до нормативного диаметра 8,03 мм.
Удаление старых втулок осуществляется посредством оправки или съемника
Втулки запрессованы и развернуты, головка остыла, можно приступать к зенковке седел клапанов. Для этого применяется специальный набор зенкеров. После зенковки клапана притираются абразивной пастой или смесью чистого моторного масла с мелким абразивом, проверяется герметичность посадки клапана и головку блока можно собирать.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.
Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Ну и фотодоказательства работоспособности приспособления:
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
ГБЦ – узел — крышка, функция которого — сочленение с блоком двигателя, закрытие блока от разнообразных неблагоприятных факторов. Это деталь сложной конструкции, созданная из дералюминиевого сплава или легированного чугуна. Внутренняя поверхность головки блока цилиндров имеет ровную, гладкую структуру, что показывает значимость данного узла. Нижнюю часть головки БЦ производят чуть шире для более надежного соединения с блоком цилиндров.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
прослушивается посторонний стук в двигателе;
повышается расход масла;
наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и « запрессовка » деталей ассоциируют с термином « демонтаж » и « монтаж ». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Запрессовка и выпрессовка клапанных втулок
Геометрические параметры и материал втулок.
У бензиновых автомобильных двигателей температура впускного клапана достигает 400 °С, а выпускного более 800 °С. Впускные клапаны омываются топливовоздушной смесью, а выпускные — отработавшими газами.
При этих условиях втулки клапанов должны прочно сидеть в головке блока цилиндров, осуществлять смазку и обеспечивать отвод тепла от стержня клапана. Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4).
На рис. 17 представлены направляющие втулки клапанов двигателей ВАЗ. Втулки впускного и выпускного клапанов легко отличить: у втулки впускного винтовая канавка для удержания масла нарезана на половину длины втулки, что уменьшает поступление масла в камеру сгорания, а втулка выпускного для лучшего отвода тепла сделана более длинной.
Для головок блоков цилиндров из алюминиевых сплавов втулки изготавливают из чугуна (двигатели ВАЗ, см. рис. 17), из латуни или бронзы (см. рис. 18).
Бронзовые и латунные втулки обеспечивают более интенсивный отвод тепла от стержня клапана и лучше работают в условиях недостаточной смазки. Их обычно устанавливают в более форсированных двигателях, в которых условия смазки стержней выпускных клапанов весьма неблагоприятны из-за высокой температуры последних, а стержней впускных клапанов — вследствие выдувания и смывания масла топливовоздушной смесью, постоянно находящейся во впускном трубопроводе под пульсирующим давлением. Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна
У латунных втулок есть смысл изменить посадочную поверхность под маслоотражательный колпачок, удалить канавку под стопорное кольцо и сделать ребро охлаждения, которое одновременно является и фиксатором положения втулки в головке блока цилиндров.
Латунные клапанные втулки применяются в двигателях автомобилей Audi, BMW, Volvo.
Вышеперечисленные свойства латуни позволяют отказаться от винтовых канавок в отверстиях клапанных втулок и сделать втулки впускных и выпускных клапанов одинаковой длины. Так сделано у упомянутых выше иномарок. У части иномарок одинаковыми (короткими) делают ремонтные латунные втулки
Латунные втулки позволяют уменьшить рабочий зазор в паре втулка — стержень клапана, что уменьшает расход масла. Большой коэффициент теплопроводности латуни способствует быстрой передаче тепла от стержня клапана к головке блока цилиндров и далее к охлаждающей жидкости. При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла.
К сожалению, у латунных втулок есть и минусы. При нормальном рабочем зазоре «разогретой» втулки зазор у «неразогретой» слишком велик. Так у Audi (латунные втулки) в соединении втулка — клапан зазор у впускных клапанов 0,1 мм, у выпускных 0,13 мм. Тогда как у автомобилей ВАЗ (чугун) соответственно 0,022…0,055 мм и 0,029…0,062 мм, т.е. примерно в два раза меньше. Попытка уменьшить этот зазор всегда приводит к заклиниванию (схватыванию) стержней клапанов латунными втулками.
При изготовлении втулок необходимо обеспечить максимальную соосность внутреннего отверстия (под стержень клапана) и наружных посадочных поверхностей (в головку и под колпачок). Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.
Если головка блока цилиндров чугунная, то установка специальных направляющих втулок клапанов не обязательна, отверстия под клапаны выполнены непосредственно в головке.
Размеры втулок даны на рис. 17 и 18, в табл. 4. Усилие запрессовки латунных втулок (см. рис. 18) в 2…3 раза меньше, чем чугунных (см. рис. 17). Процесс их запрессовки — легкое постукивание по оправке.
На втулку (см. рис. 18) колпачок напрессовывают нажатием руки на специальное приспособление. А вот спрессовывается колпачок в этом случае значительно труднее, чем со втулки (см. рис. 17).
Определение технического состояния втулок. Пригодность втулки рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми (см. табл. 4). Обычно у отечественных автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Удобно замерять зазор в сопряжении втулка—клапан следующим образом (рис. 19). Клапан приподнимается над седлом до положения, показанного на рис. 19,а. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону (рис. 19,6) и считываем показания индикатора. Величину зазора в сопряжении втулка—клапан по схеме на рис. 19,а можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7…0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5…0,7 мм, предельный 1,0 мм. Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок (см. рис. 17).
Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей (d, D) втулки видна невооруженным глазом по разностенности, по заход-ной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32…1,25 мкм). Развертывание не изменяет положение оси отверстия. Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок. Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей.
Выпрессовка втулки клапана «Жигулей» показана на рис. 20. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку 5 (размеры в скобках) и низкую гайку 7.
Запрессовка новой клапанной втулки (рис. 21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
Выпрессовка (рис. 22, 24) и запрессовка (рис. 23, 25) втулок автомобилей «Самара», «Ока» и «Москвич-21412» производится при помощи тех же самых приспособлений, что и для «Жигулей» (см. рис. 20, 21).
При ремонте головок блоков «Москвичей-21412» и «Волг» ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160…175 °С, а втулки охлаждают в двуокиси углерода («сухой лед») до -40…-45 °С. При таких условиях втулки практически вставляют в отверстия головок, а не запрессовывают (головки двигателей воздушного охлаждения рекомендуют нагревать до 190…210 °С — ЛуАЗ-969М, без охлаждения втулок).
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм.
При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессо-вать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
Если рекомендуемые натяги в соединении втулка — головка у автомобилей ВАЗ 0,063…0,108 мм, у «Москвичей» и «Волг» соответственно 0,025…0,064 мм и 0,027…0,087 мм, т.е. меньше; но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок (ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм).
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1мм.
Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рис. 26, 27. В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость; менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрес-совке втулок.
Вертикальное расположение втулок в головке цилиндров двигателя «Волги» позволяет довольно просто выпрессовать их на прессе (рис. 28). При этом может быть использована оправка, свинчиваемая из двух деталей 2 и 3 или специальная оправка 5 (одна деталь).
Способы выпрессовки и запрессовки втулок клапанов ГБЦ
Способ 1
. Самый распространенный, простой и неправильный метод — выбивание втулок с помощью молотка, зубила. Извлечение подобным способом втулок приводит к порче посадочного места в ГБЦ. Такой подход к ремонту чаще наблюдается у мастеров — самоучек.
Способ 2
. Использование специализированной латунной оправки вместо зубила почти полностью исключает риск повреждений газораспределительного механизма, но не даёт полной гарантии качества. Оправка должна быть расположена со стороны седла на направляющую втулку, которую в дальнейшем выбивают молотком.
Способ 3
Читайте также: Замена Форсунок, Как Демонтировать и Заменить, Как Снять, Вытащить и Установить, Как Прописать, Где Располагаются Трубка и Рампа, Затяжка Заменяемой Детали
. Применение специального съемника — это процесс, наиболее оптимальный при изъятии втулок. Правильный демонтаж и монтаж втулок. Основной проблемой при демонтажных работах втулок является снятие слоя металлической поверхности посадочного места. Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
Как самому заменить направляющие втулки с помощью оправки
Шаг 1. Выпрессовка втулок клапанов
Непосредственно перед разборкой втулок производится подготовка газораспределительного узла. Оправка для процесса выпрессовки имеет форму ступеней. Ступень крайне необходима, чтобы исключить процесс повреждения посадочного гнезда в ГБЦ. За счет небольшого диаметра оправка входит во втулку на 3-3,5 см. Расширение диаметра позволяет спокойно пройти сквозь гнездо в головку блока цилиндра.
Небольшой диаметр оправки позволяет ей войти во втулку на 3-3,5 см с зазором. Наибольший размер диаметра позволяет намного легче продвинуться через гнездо в ГБЦ. Стоит напомнить, что втулки из бронзы с легкостью демонтируются из головки по причине относительно слабого натяга при установочном процессе.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
специальные сплавы чугуна;
бронзУ;
латунь;
металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Установка направляющих втулок на ВАЗ 2109
Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150оС, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки.
Подводка седла клапанов ВАЗ 2109 при помощи шарошки
После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой. Процедура установки новых втулок завершается после окончательной притирки клапанов.
Итак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Установка новых направляющих
Сначала необходимо измерить диаметр втулки и посадочного гнезда в головке. Разница должна быть не более 0,05 мм. Минимальное значение 0,03 мм. Если гнездо будет больше, то необходимо искать соответствующие втулки. Если диаметр слишком мал, то придется высверливать отверстия. Перед запрессовкой новых элементов головку рекомендуется прогреть. А вот втулки лучше всего охладить при помощи жидкого азота. А если такового нет, то можно просто положить их в морозилку на сутки или более.
При работе лучше всего использовать приспособление для замены направляющих втулок клапанов. Оно намного удобнее, нежели молоток и простая оправка. Обязательно трущиеся поверхности нужно смазывать моторным маслом. Запрессовка происходит таким же образом, как и выпрессовка. Вся работа производится при помощи молотка и отправки.
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.
Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Как происходит правильная замена направляющих втулок клапанов на Ваз и прочих авто
Замена направляющих втулок клапанов
Приветствую вас дорогие читатели этого сайта. Продолжая рубрику о ремонте головки блока цилиндров, сегодня хочу показать и главное рассказать вам, как наиболее правильно произвести замену направляющих втулок клапанов. Многие механики, делают это грубым способом (с помощью молотка и зубила :)) и как правело это не обходиться без повреждений самой головки. Мы же будим использовать специальный инструмент для достижения максимального положительного результата.
И так, процесс замены направляющих практически одинаков для всех моделей марки ВАЗ. Мы же будем производить замену втулок на головке двигателя ВАЗ 21011.
Для замены направляющих втулок нужно снять пружины и клапана. Советую вам прочитать специальную статью (Замена клапанов ВАЗ.). В статье по замене клапанов Вы ознакомитесь с подробнейшей информацией как правильно проделать всю операцию.
Мы не будем выбивать направляющие специальной наставкой при помощи молотка, так как можно повредить посадочную плоскость в головке, куда запрессовывается направляющая. Могут остаться задиры или получится эллипс, что нам вообще не нужно. Для этого мы будем использовать специальный съёмник для снятия и установки направляющих втулок клапанов.
Как изготовить данный инструмент и как им работать я подробно описал в статье (Инструмент для ремонта Г.Б.Ц.).
Так как съёмник у нас универсальный, то нужно подложить под него втулку определённого размера. Втулка подбирается таким образом, что бы при установке съёмника резьбовая часть выходила из направляющей втулки клапана на два три сантиметра.
Устанавливаем съёмник и фиксируем его двумя обточенными гайками.
Можно конечно сделать и одну большую гайку, что бы уменьшить нагрузку на резьбу, но есть то, что есть.
Теперь придерживая верхним ключом центральную часть съёмника, нижним впрессовываем направляющую втулку. Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу. Продолжаем выкручивать винт до полного выхода направляющей втулки.
Взяв новую втулку, обязательно обрабатываем её маслёнкой из моторным маслом, для того что бы она легче заходила на своё место.
Для запрессовки нам понадобится специальная втулка, с конической фаской, которая упирается в седло клапана. Втулки нужны две одна большего диаметра для посадочного места впускного клапана и вторая меньшего для выпускного.
Замена направляющих втулок клапанов. Сделай Сам!
Показан простой способ замены направляющих втулок клапанов
в домашних условиях, без специального инструме…
Замена направляющей втулки клапана. Ремонт гбц. Ваз 2106. Часть 1.
Головка блока цилиндров была снята для замены направляющей втулки клапана
, замены сальников клапанов ,…
Устанавливаем их вот так.
И устанавливаем сам съёмник.
Подбираем распорные втулки съёмника так, что бы при установке новой направляющей втулки резьбовая часть выглядывала два три сантиметра.
Так, как верхняя часть направляющей втулки изготовлена со специальным буртиком, нам понадобится специальная гайка, которая будет упираться в направляющую, и не повредит буртик. Чем этот буртик важен? На этот буртик крепится резиновый колпачок (сальник), и повреждение его не даст сто процентной гарантии в герметичности.
Вот так выглядит специальная гайка, которой мы поджимаем новую направляющую.
После установки специальной гайки, осталось немного резьбы на шпильке и что бы уменьшить нагрузку на резьбу, накручиваем дополнительную резьбовую втулку.
Теперь нам осталось только запрессовать втулку на своё место. Когда втулка дойдёт до своего места (на ней установлено стопорное кольцо, которое предупреждает о правильной посадке втулки на нужную величину), прокручивание станет туже, в этот момент нужно остановиться, что бы ни сломать направляющую. Разбираем съёмник и видим вот такую картину.
Всё направляющая у нас запрессована, но это как говорится ещё не всё. Теперь нужно подогнать её к нужному посадочному размеру. После запрессовки, её немного сдавило и теперь её размер меньше чем 8 мм. Для этого нам понадобится развёртка диаметром 8.00.
Устанавливаем её в направляющую и не придавливая а свободно прокручивая развёртываем отверстие.
Так же ещё раз напомню, что как пользоваться инструментом и как его выбирать я написал в специальной статье, ссылка вверху текста.
После того как развернули отверстие, его нужно продуть сжатым воздухом, что бы удалить все опилки.
Теперь приступим к замерам. Нам нужно узнать, какой диаметр отверстия в направляющей. Потому как на развёртке написан диаметр 8 мм. А ним нужно знать, сколько получилось на самом деле. Что бы это проверить, нам понадобится индикатор внутромер.
Как показывает прибор, у нас размер получился в плюсе две сотки. Далее замеряем толщину ножки клапана. Её замеряем микрометром.
Диаметр ножки клапана оказался 7.99 мм. В принципе три сотки это нормальный зазор между ножкой клапана и направляющей втулкой.
Далее устанавливаем на место клапан и подсветив его лампой сверху тарелки мы видим совсем неприятную картину.
Мы видим, что клапан не полностью прилегает к седлу. Это означает что при каждой замене направляющей втулки клапана, теряется соосность между центром втулки и центром седла клапана. Что бы решить эту проблемку нужно подвести шарошками седло. Как правильно прошарошить седло клапана я полностью описывал в статье ( Притирка клапанов ВАЗ ).
Ну, вот и всё, теперь осталось только притереть клапана и собрать всё обратно. О притирке советую прочитать статью, на которую ссылка чуть выше.
До новых публикаций.
Как снять двигатель ВАЗ
Разборка двигателя ВАЗ. Часть 1
Разборка двигателя ВАЗ. Часть 2
Разборка двигателя ВАЗ. Часть 3
Замена прокладки головки блока цилиндров ВАЗ 2109
Замена воздушного фильтра на автомобилях ВАЗ
Замена прокладки гбц ВАЗ 2106-07
Замена помпы ВАЗ 2109
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
специальные сплавы чугуна;
бронзУ;
латунь;
металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Рекомендуем: Почему не включаются передачи при работающем двигателе?
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
качество применяемого моторного масла и своевременность его замены;
температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Общие сведения
На стабильность работы любого двигателя внутреннего сгорания оказывает влияние техническое состояние клапанов. От него зависит качество и оперативность заполнения цилиндров горючей смесью. Для придания клапану движения по необходимой оси он помещается в особую втулку.
Чтобы увеличить срок использования, она изготавливается из бронзы. В результате значительных нагрузок необходима периодическая замена направляющих, что способствует улучшению работы двигателя. При желании, имея необходимые навыки, такую операцию можно с успехом провести самому.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
молоток;
развёртки на 8.022 и 8.028;
оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Среди причин, которые ведут к замене направляющего элемента клапана двигателя ВАЗ-2109, специалисты называют износ данной детали. Его можно определить по следующим признакам:
Попадание моторного масла непосредственно в камеру сгорания (об этом стоит судить по возросшему маслопотреблению и дыму серого цвета из выхлопной трубы).
Постукивание со стороны головки блока двигателя (это стучат друг о друга втулка и клапан).
Снижение мощности автомобильного двигателя.
Также неисправность направляющего элемента можно заметить визуально при замене комплекта клапанов и при проведении капитального ремонта головки блока двигателя.
Как только владелец автомобиля заметит признаки, свидетельствующие о выходе из строя направляющих элементов, не теряя времени, следует произвести их замену на новые. Это можно сделать как самостоятельно в гаражных условиях, так и с помощью квалифицированных специалистов автосервиса.
Рекомендуем: Когда менять фильтр топлива на Renault Logan?
При поступлении такой головки блока цилиндров в ремонт, первым делом проводится дефектовка:
1) Измеряется толщина стержня клапана. Если износ составляет более 0.01 мм, клапан подлежит замене.
2) Измеряется внутренний диаметр канала направляющей клапана. Если износ составляет более 0.05 мм, направляющая подлежит ремонту.
На практике встречаются случаи, когда стержень клапана имеет износ, достаточный для замены клапана, а износ направляющей незначителен, и тогда ремонт заканчивается заменой клапана, но чаще всего износ направляющей оказывается слишком большим.
Замена направляющих втулок клапанов
Извлечение
Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
Бывает, что деталь не хочет выходить. В таких случаях её высверливают. И воспользоваться лучше станком для сверления. Взяв для работы обычную дрель, есть риск повредить посадочное гнездо и создать перекос. Полностью высверливать её, возможно, и не придётся. При тонких стенках её уже будет намного легче выбить.
Внутренняя поверхность посадочного гнёзда после извлечения должна быть максимально гладкой и идеально чистой. Не должно быть никаких царапин, шероховатостей и прочих, даже малейших, дефектов. Для получения подобного результата его нужно дополнительно обработать после выпрессовки.
Установка новых
Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи. Набор из Нутромера и микрометра для определения износа втулок
С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену. Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Рекомендуем: Самостоятельная замена вакуумного усилителя на ВАЗ 2114
Втулки выполняют следующие функции:
как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
машина практически не теряет в динамике, но дымит изрядно;
светлый «пушистый» нагар на электродах свечей зажигания;
на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Установка направляющих втулок на ВАЗ 2109
Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150оС, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки. Подводка седла клапанов ВАЗ 2109 при помощи шарошки
После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой. Процедура установки новых втулок завершается после окончательной притирки клапанов.
Седла и направляющие клапанов
Оборудование, необходимое для достижения успеха
Выполнение работ с клапанами — одна из важнейших областей двигателестроения. Согласно нашему последнему обзору рынка машиностроительных заводов, на головки цилиндров для газовых двигателей приходится почти 16 процентов производственного времени производителя двигателей, и легко понять, почему. Теплопроводность клапана имеет решающее значение для отвода тепла внутри камеры сгорания, особенно в отношении выпускного клапана. Седла клапанов передают тепло от клапана к головке блока цилиндров, и без правильного материала или подгонки весь процесс нарушается, оставляя вас и вашего клиента в затруднительном положении.
Нажмите здесь, чтобы узнать больше
Значительный процент отказов седла клапана происходит из-за неправильной комбинации клапана и седла, неправильной геометрии клапанного механизма или отсутствия концентричности седла/направляющей. Еще одна ведущая причина отказа — проблемы с преждевременным зажиганием.
Вы можете предотвратить хрупкость и растрескивание седел клапанов, выбрав материал, подходящий для конкретного применения. Большинство серийных двигателей последних моделей рассчитаны на использование седла из порошкового металла на заводе, и они доступны в виде вставок от нескольких производителей для самых разных применений. Седла PM хорошо работают в уличных двигателях и двигателях с умеренными характеристиками, но они не подходят для двигателей с высокими характеристиками, когда температура сгорания выше.
Многие эксперты говорят, что для установки новых негабаритных сидений необходимо пересверлить отверстия. Но некоторые моторостроители предпочитают устанавливать новые вкладыши стандартного размера в существующие цековки. Он работает с некоторыми большими головками цилиндров дизельных двигателей с толстыми стенками, но его сложно опробовать на автомобильных головках.
Некоторые другие аспекты, которые следует учитывать при рассмотрении станков с седлом клапана и направляющей, включают: Точность режущей головки, может ли она наклоняться на +/- 15 градусов при работе с наклонной направляющей клапана? Есть ли встроенный вакуумный тестер для проверки вашей работы перед тем, как снять ее со станка? Подходит ли двигатель и диапазон оборотов для нужд вашего цеха?
Обработка отверстий для вставок увеличенного размера позволяет контролировать посадку с натягом, чтобы седла не расшатывались. Повторная нарезка цековки также позволяет лучше контролировать биение и концентричность направляющей клапана. Зенковки должны быть гладкими, круглыми, плоскими в нижней части, и они должны быть отцентрованы относительно направляющих для правильного совмещения и хорошей теплопередачи между седлом и головкой.
Вставки седла
Когда OEM-производители начали индукционную закалку области седла клапана при переходе на неэтилированный бензин в 19В 70-х годах этот процесс должен был обеспечить глубину твердости около 0,070 дюйма. Однако было обнаружено, что повторная обработка седел во время процесса восстановления головки устранила твердость, и седла пришлось заменить. Это привело к росту рынка седел клапанов, который продолжается и сегодня благодаря перестроенным головкам цилиндров и широкому использованию алюминия.
Один производитель заявил, что значительный процент отказов седла клапана связан либо с неправильной комбинацией клапана и седла, либо с неправильной геометрией клапанного механизма, либо с отсутствием соосности седла и направляющей. Еще одна ведущая причина отказа — проблемы с преждевременным зажиганием.
Проблемы возникают, когда седла сильно нагреваются, что приводит к микросварке между клапанами и седлами. Клапаны тверже, чем седла, поэтому микроскопические частицы металла могут прилипать к клапанам. Когда двигатель остывает, эти частицы вымываются в выхлоп. Это вызывает опускание седел в некоторых случаях, особенно в двигателях, работающих на сухом газе, таких как пропан.
Для удаления вставок седла из алюминиевых головок можно использовать различные методы, но необходимо соблюдать большую осторожность, чтобы не повредить расточенное отверстие. Использование чистящей духовки может помочь достаточно ослабить сиденья, чтобы они могли выпасть. В других случаях вы можете попробовать использовать фрезу, немного меньшую, чем внешний диаметр существующей вставки седла клапана, чтобы отрезать старую вставку. Некоторые восстановители говорят, что использование шлифовальной машины для разрезания и ослабления седла работает (но будьте осторожны, чтобы не прорезать седло и не попасть в расточенное отверстие). Поддевание сиденья также может сработать, если под внутренним краем сиденья достаточно выступа (опять же, не повредите расточенное отверстие).
Что касается высокой производительности, строители должны бороться с повышением температуры сгорания и могут предпочесть использовать седло из высококачественного сплава. Если вы планируете использовать закись азота или добавочную мощность, вам нужен материал сиденья, выдерживающий температуру. Применения, в которых используются титановые клапаны, могут выиграть от использования материала из медного сплава для седла из-за повышенной проводимости. Обратите внимание, что титан не так хорошо проводит тепло, как сталь, поэтому медь будет способствовать теплопередаче.
Хотя многие машины выглядят одинаково, наиболее существенные различия заключаются в типе используемой направляющей системы, системах крепления, зажима и выравнивания, головке машины, размере рабочего стола, месте для хранения инструментов и самих инструментах.
Направляющие
В стандартных двигателях направляющие из порошкового металла используются во все большем количестве приложений. В некоторых дизельных двигателях используются покрытия, такие как фосфатирование или другая термическая обработка, для уменьшения износа при использовании топлива с низким содержанием серы. Бронзовые направляющие клапанов преимущественно используются в серийных двигателях европейских производителей оригинального оборудования и во многих гоночных автомобилях.
Изношенные направляющие клапанов могут стоить вам лошадиных сил. Почти 40 процентов тепла отводится через направляющую клапана. По мере увеличения зазора проводимость от штока к направляющей падает, передавая всю ее на направляющую. Во многих случаях лучше использовать бронзовые направляющие, потому что они более эффективно отводят тепло от водяной рубашки, даже если она сначала проходит через чугун. Площадь поверхности направляющей примерно в четыре раза больше площади штока клапана, проводя тепло в четыре раза больше площади чугуна, что значительно снижает температуру.
Оборудование
По мере развития технологий и уменьшения допусков на механическую обработку инструменты, используемые производителями двигателей для обработки седла клапана и направляющих, перешли на новый уровень.
Из трех доступных типов посадочных и направляющих станков тип «сверлильный станок» начинает постепенно исчезать в большем количестве магазинов. Этот тип машины с сиденьем и направляющей использует сплошную колонну и плавающий стол для перемещения от направляющей к направляющей. Это базовые машины с сиденьями и направляющими, и они имеют некоторые ограничения по сравнению с некоторыми из более продвинутых, однако некоторые небольшие магазины все еще используют их. Их использование может быть лучше для работы с небольшим двигателем на газонокосилках и садовом оборудовании. Автомобильные двигатели последних моделей требуют более жестких допусков, чем эти машины могут надежно выдержать.
Изношенные направляющие клапанов могут стоить вам лошадиных сил. Почти 40 процентов тепла отводится через направляющую клапана.
Если вы ищете новую машину, вам следует задать себе несколько уточняющих вопросов, прежде чем вы начнете делать покупки. Во-первых, зачем вам это нужно? Вы модернизируете старое или изношенное оборудование? Сможете ли вы выполнять больше заданий и развивать свой бизнес с помощью новой машины? С головками какого размера вы работаете в основном? Вам нужно что-то, что может выполнять несколько задач? Вам нужно автоматизировать больше процессов, чтобы лучше использовать свои человеческие ресурсы?
Размышление над этими вопросами должно помочь вам решить, какая машина подойдет для ваших нужд. Например, если у вас небольшая мастерская и вы обнаружите, что вам не хватает места, многоцелевой обрабатывающий центр может освободить место, сочетая головную работу с наплавкой и расточкой. Вы также должны определить, сколько стоит новая машина по сравнению с потенциальной прибылью от нее. По большей части цена — это последнее, на что следует обращать внимание, но мы знаем, что у каждого есть бюджет, в рамках которого он должен оставаться.
Было обнаружено, что повторная обработка седел в процессе восстановления головки снижает твердость, и седла необходимо заменить. Это привело к росту рынка седел клапанов.
Хорошая машина должна делать все, что вы хотите, и окупать себя в долгосрочной перспективе, а не выбирать недорогой вариант, который вы можете себе позволить прямо сейчас. Цена полностью оборудованного сиденья и машины с гидом может достигать 100 000 долларов и более, в зависимости от того, сколько наворотов вы хотите. Многоцелевые обрабатывающие центры могут стоить до 35 000 долларов США и более, в зависимости от инструментов и функций. Ищите машину, которая будет приносить вам деньги и давать солидную отдачу от ваших инвестиций. Вы всегда должны стремиться к повышению качества и производительности, что, в свою очередь, повысит прибыльность вашего бизнеса.
За последние несколько лет было сделано много улучшений в инструментах и приспособлениях. Несмотря на то, что многие машины выглядят одинаково, наиболее существенные различия заключаются в типе используемой направляющей системы («живая» направляющая по сравнению с «фиксированной» направляющей), системах крепления, зажима и выравнивания, рабочих особенностях головки машины, размере обрабатываемой детали. стол, хранилище для оснастки и различия в самой оснастке. Большинство станков с седлами и направляющими клапанов поставляются с пневматической поплавковой головкой, позволяющей быстро менять положение. Наклонная головка выравнивает шпиндель с направляющей в головке блока цилиндров. Предварительно сформированные твердосплавные фрезы, которые режут все три угла клапана за один проход, устраняют необходимость установки отдельных лезвий и обеспечивают лучшую согласованность ширины, размера и расположения резов.
Некоторые другие моменты, которые следует учитывать при рассмотрении станков с седлом клапана и направляющей, включают: Точность режущей головки, может ли она наклоняться на +/- 15 градусов для работы с наклонной направляющей клапана? Есть ли встроенный вакуумный тестер для проверки вашей работы перед тем, как снять ее со станка? Подходит ли двигатель и диапазон оборотов для нужд вашего цеха?
Большинство станков с седлами и направляющими клапанов поставляются с пневматической поплавковой головкой для быстрого изменения положения. Наклонная головка выравнивает шпиндель с направляющей в головке блока цилиндров.
Чего в списке нет, так это цены. Несмотря на то, что существует много технической информации, которую необходимо понять и принять во внимание, стоимость должна быть последним, на что вы обращаете внимание при выборе нового оборудования. Высокая цена оборудования может быть сдерживающим фактором для некоторых магазинов, но постарайтесь в первую очередь подумать о своих потребностях как о бизнесе. Помните, что ни один станок не стоит того, если он не может себя окупить. Качественное выполнение работы является одним из важнейших показателей вашего успеха и, в конечном итоге, принесет вам больше прибыли. Независимо от того, покупаете ли вы новое или бывшее в употреблении сиденье и направляющее устройство, оно должно помочь вам расширить свои возможности и выполнять работу, на которую не способны ваши нынешние сиденье и направляющее устройство.
Сочетание вашего чутья машиниста с деловым подходом поможет вам повысить производительность и рентабельность.
Фиксация заедающего клапана
Использование трюка с веревкой для предотвращения попадания клапана в цилиндр во время сжатия.
В субботу в начале августа 2015 года я был на своем первом уроке оценки инструментов, который я откладывал в течение некоторого времени. Урок был довольно простым — подняться на высоту 6500 футов с курсом 360, а затем выполнить серию подъемов и спусков, находясь под капотом. Следующим был подход к аэропорту Столичного города (KCXY) недалеко от Гаррисберга, штат Пенсильвания. Выяснив, как заставить Grand Rapids EFIS правильно отображать CDI / HSI от Garmin 430W, мы приступили к делу. Затем была тренировочная заминка, за которой последовал заход на посадку по GPS в Йорк, штат Пенсильвания (KTHV).
По мере того, как мы приближались к контрольной точке ожидания, самолет сильно трясло. Явно что-то не так с двигателем. Автоматически, даже не задумываясь, я увеличил смесь до полного обогащения и включил топливный насос. Мой CFII выглянул в окно, указывая мне на аэропорт Йорка. У меня его не было в поле зрения, так как мой разум двигался со скоростью миллион миль в час. Мне повезло, что он был в самолете, чтобы указать мне, где мне нужно быть. Между нами встало управление ресурсами из кабины, и мы мгновенно заработали как одна команда. Двигатель все еще развивал мощность, и мы были в пределах легкой досягаемости от аэропорта, на случай, если у двигателя возникнут другие идеи. Взгляд на монитор двигателя показал, в чем была основная причина проблемы: EGT для цилиндра № 2 отсутствовал. ХТ быстро снижалась. Было ясно, что цилиндр № 2 не производит мощность.
На высоте 2000 футов над KTHV двигатель внезапно снова заработал нормально. EGT сразу пришел в норму, а CHT медленно увеличивался (по памяти упал с 350 до 190). Я взглянул на своего летного инструктора, и мы оба подумали, что было бы лучше посадить самолет дома в региональном аэропорту округа Кэрролл (KDMW), всего в 10 минутах езды, если мы сможем безопасно добраться туда. Мы кружили над KTHV, набирая высоту и наблюдая за двигателем. Казалось, все в порядке, так как все параметры двигателя снова вернулись в норму. Мы направились в KDMW. Примерно на полпути к KDMW двигатель очень быстро заглох. Недостаточно, чтобы монитор двигателя что-то заметил, но мы оба определенно что-то слышали. Мы держались высоко и пошли по кругу, пока не произошло посадки.
Спонсор освещения авиашоу:
Вернувшись в KDMW, мы с моим другом Джоном Санниццаро начали искать виновника того, что только что произошло. Мы сняли кожух и начали копаться вокруг цилиндра №2. Наличие полного монитора двигателя с датчиками на каждом цилиндре было жизненно важно для выяснения, с чего начать поиск. Обе свечи зажигания выглядели в отличном состоянии (E-MAG на верхней свече с автоматической свечой, Slick mag на нижней с массивной электродной свечой). Далее была проверка компрессии — 78/80, с небольшой течью через кольца (слышен шум через маслозаливную трубку).
Естественно, мне бы не повезло, если бы у меня периодически возникала проблема. Но как я мог это исправить?
Причина
Для работы двигателя необходимы три основных критерия: искра, сжатие и подача топлива. Если бы искра была потеряна, и E-MAG, и магазин Slick перестали бы стрелять в цилиндре №2. Если E-MAG выйдет из строя, другие цилиндры будут иметь симптомы повышенного уровня выхлопных газов. Это было не так.
Более вероятной причиной была нехватка топлива, особенно если была забита форсунка. Однако по прошлому опыту я пришел к выводу, что маловероятно, чтобы инжектор был засорен, а затем сразу же прочистился. Обычно, когда инжектор засоряется, EGT поднимаются, выхлоп издает хлопающий звук, и проблема не решается сама собой.
Последней возможностью было отсутствие сжатия. Это может быть вызвано заеданием выпускного или впускного клапана. Открытый клапан во время такта сжатия двигателя определенно вызвал бы симптомы, которые я видел.
Так как клапан застревает? Клапаны в типичном двигателе Lycoming 320/360/540 проходят через направляющие. Поверх направляющих расположены пружины, соединенные со штоком клапанов, которые удерживают их закрытыми до тех пор, пока распределительный вал не решит, что они должны открыться. Залипание клапана происходит, когда шток клапана больше не может свободно перемещаться по направляющей и прилипает к направляющей. Возможны два варианта заклинивания клапана. Когда клапан застревает в закрытом положении, наиболее вероятным повреждением является погнутый толкатель, так как что-то должно сломаться. Другой способ, который произошел со мной, заключался в том, что клапан был заклинен в открытом положении.
Сервисное письмо Lycoming L197A, «Рекомендации по предотвращению заедания клапанов», приписывает заедание клапанов масляным загрязнениям и остаткам продуктов сгорания. Оба они могут скапливаться на штоке клапана и направлять его и мешать движению штока. Клапан, который не может полностью открыться или закрыться, вызывает неполное сгорание, что, в свою очередь, приводит к образованию отложений и усугубляет проблему. Рекомендации Lycoming по минимизации/предотвращению этого накопления включают:
1. Обеспечение чистоты воздушного фильтра.
2. Регулярная замена масла.
3. Использование качественного топлива.
4. Регулярно летаю.
Lycoming также рекомендует избегать:
5. Нечастых поездок по земле, когда двигатель не прогрет до рабочей температуры.
6. Длинные пробеги по земле, которые могут привести к перегреву.
7. Работа слишком богатая.
8. Быстрое охлаждение двигателя.
9. Слишком ранняя остановка двигателя до того, как он остынет.
Осмотр
В сервисном бюллетене Lycoming 388C указывается, что каждые 400 часов (300 часов для вертолетов) двигатель следует проверять на предмет заедания клапанов или раньше, если есть подозрение на заедание клапана. При чтении этого сервисного бюллетеня подробно рассматриваются специализированные инструменты для измерения люфта штока клапана в его направляющей, также известного как тест на «колебание». Что касается моей конкретной проблемы, было совершенно ясно, что я провалил тест. Я едва мог двигать шток клапана внутрь и наружу направляющей. Несколько A&P, с которыми я разговаривал, сказали, что должно быть легко перемещать клапан в направляющую и извлекать из нее, а также вращать ее.
Предупреждающие знаки
Итак, на какие предупреждающие знаки следует обратить внимание, прежде чем вы столкнетесь с полностью заклинившим клапаном в неподходящее время? Одна вещь, которую нужно искать, это то, что известно как «утренняя тошнота» двигателя. Утреннее недомогание возникает, когда двигатель запускается впервые, а скорость вращения двигателя незначительна или периодически колеблется. Обычно это происходит при первом запуске двигателя, потому что зазор между стержнями клапанов и направляющими клапанов минимален, когда двигатель холодный. Другие признаки утреннего недомогания включают более холодные, чем обычно, EGT и CHT для определенного цилиндра. В моем случае я не могу вспомнить ни одного случая, когда мой двигатель работал с перебоями при первом запуске. Тем не менее, за последние несколько месяцев я заметил, что двигатель отсутствует в круизной конфигурации, работающей на обедненной смеси. Хотя у меня нет косвенных данных о том, что этот промах был признаком заедания клапана, я могу с уверенностью сказать, что с тех пор у меня не было промахов в круизе.
Профилактика
Почти сразу, как я обнаружил, что причиной моей проблемы с двигателем был заклинивший клапан, местные жители аэропорта сразу же дали мне свои рекомендации, почему это произошло и как это исправить. Одна из теорий заключалась в том, что масло, которое я использую (Phillips X/C 20W50 для последних двух замен масла, до этого Aeroshell 15W-50 на 150+ часов), вызывало заедание клапанов в Lycomings, и я должен отдать дополнительные кварты, которые я использовал. иметь его и перейти на Aeroshell W100. Другая теория заключалась в том, что я должен использовать добавку в своем топливе, чтобы убрать потенциальное накопление свинца. TCP Fuel Treatment и Marvel Mystery Oil были двумя продуктами, которые мне порекомендовали добавить в топливо. И, наконец, мне рекомендовали не использовать обедненный пик, так как «устранение проблем с запуском LOP обходится дороже, чем экономия топлива при LOP». Хотя я любезно принял и оценил совет, последние две рекомендации также были перечислены в служебном письме Lycoming L19.7А. Я считаю, что причиной моих проблем было сочетание слишком быстрого набора высоты, а также несколько наземных пробегов, когда мой самолет был новым, и я работал над некоторыми проблемами. Тем не менее, я собираюсь начать добавлять немного масла Marvel Mystery Oil в свое топливо и отслеживать любые материальные доказательства того, что оно помогает двигателю лучше очищать свинец.
Инструменты
Вот инструменты, которые я использовал для починки застрявшего клапана:
1. Компрессор пружин
a. Aircraft Spruce — артикул 12-21520 за 60 долларов США
б. ACS, артикул 12-00202 за 77 долларов.
в. SkyGeek продает этот сорт за 150 долларов, артикул ATS3602
d. Valve Wizard за 150$
e. Соберите свой собственный из монтировок за 18 долларов и один час работы!
2. Деревянные дюбеля
а. дюйм для сжатия гидрокомпенсаторов
b. 3/8 дюйма для врезки клапана в цилиндр
3. Развертки
Уточните у производителя двигателя, какую развертку использовать. Техническая поддержка в Superior рекомендовала 0,4995-дюймовый расширитель для выпускного клапана. Спецификации Lycoming для диаметра направляющей выпускного клапана: минимальный внутренний диаметр 0,4985 дюйма и максимальный внутренний диаметр 0,4995 дюйма. Направляющие впускного клапана немного меньше с минимальным внутренним диаметром 0,4040 дюйма и максимальным 0,4050 дюйма.
4. Механический инструмент для захвата
Я предлагаю освещенный General #70396. Светодиодная лампа очень удобна, а инструмент можно приобрести менее чем за 10 долларов.
5. Набор крючков и отмычек
Я использовал Harbour Freight #93514 — чем меньше, тем лучше!
Исправление
Ознакомившись со всеми причинами возникновения этой проблемы и рекомендуемыми интервалами проверки, давайте перейдем к процессу устранения заедания клапана. Мой процесс примерно соответствует Инструкции по обслуживанию Lycoming 1425A («Предлагаемые процедуры технического обслуживания для снижения вероятности заедания клапана»). Это то, что я использовал на своем двигателе Superior IO-360-B1A2, чтобы починить выпускной клапан. Я настоятельно рекомендую вам проконсультироваться с производителем вашего двигателя, чтобы узнать о рекомендуемой им процедуре устранения заедания клапана.
Должен добавить, эта работа не для слабонервных. Хотя здесь нет ничего слишком сложного, и я нашел эту работу довольно легкой, я также почти всю жизнь работаю с двигателями, начиная от садового оборудования и автомобильных двигателей и заканчивая подвесными и стационарными лодочными двигателями. Кроме того, я должен четко указать, что я не являюсь A&P и не имею формального обучения ремонту авиационных двигателей. Вся эта информация была собрана путем разговоров с друзьями, несколькими A&P и исследованиями в Интернете. Действовать с осторожностью!
Рисунок 1: Снятие вала коромысел.
Снятие пружины клапана
1. Снимите клапанную крышку цилиндра, подозреваемого в заклинивании клапана. Будьте готовы к тому, что немного масла вытечет из верхней части цилиндра. Поместите соответствующие тряпки вокруг двигателя и поддон под двигатель.
2. Снимите верхние свечи зажигания со всех цилиндров и обе свечи зажигания с цилиндров-нарушителей. Это необходимо как для безопасности, так и для облегчения вращения винта.
3. Поверните гребной винт так, чтобы оба клапана были полностью закрыты. Вы узнаете это, потому что верхняя часть обоих коромыслов будет ближе всего к трубкам кожуха толкателя.
4. Снимите вал коромысел. Вы должны быть в состоянии легко вытолкнуть его одним лишь усилием рук. Если это невозможно, дважды проверьте, чтобы впускной и выпускной клапаны были полностью закрыты. Обратите внимание, в каком направлении отошел вал коромысел (Рисунок 1).
Рис. 2: Сняты коромысла.
5. После снятия вала коромысла убедитесь, что два коромысла не выпадают. Снимите каждое коромысло по отдельности и поместите его в контейнер. Для моего двигателя оба коромысла были идентичны, но это не всегда так (рис. 2).
6. Снимите толкатели с кожухов толкателей. Они могут быть заполнены маслом, а также масло может капать на кожухи толкателей. Обратите внимание, с какой стороны и в каком направлении установлен каждый толкатель.
7. Снимите крышку с выпускного клапана. Используйте кирку, чтобы удалить его, если вы не можете удалить его вручную. Старайтесь свести к минимуму использование магнита, когда это возможно. Магнит может привести к тому, что части двигателя станут намагниченными и притянут ферромагнитные материалы, что приведет к преждевременному износу (рис. 3).
Рисунок 3: Крышка выпускного клапана.
8. Следующим шагом является предотвращение попадания клапана в цилиндр во время сжатия. Есть два способа сделать это. Один метод, указанный Lycoming SI 1425A, заключается в том, чтобы вставить восемь футов нейлоновой веревки диаметром 3/8 дюйма через верхнее отверстие для свечи зажигания. Другой метод заключается в использовании сжатого воздуха для создания давления в цилиндре. Метод со сжатым воздухом включает в себя использование адаптера, который вставляется в верхнее отверстие свечи зажигания и оснащен быстроразъемным фитингом для воздушного шланга с наружной резьбой (один входит в комплект моего тестера перепада давления ATS). Кроме того, для герметизации цилиндра необходимо установить нижнюю свечу зажигания.
Рис. 4: Удлинение гнезда через ось коромысла.
Я выбрал метод веревки. Я читал историю о том, как веревка решила завязать себя внутри цилиндра, заставив механика вытащить весь кувшин, чтобы освободить веревку. Если вы решите использовать веревочный метод, вставьте примерно восемь футов веревки в цилиндр, а затем вращайте гребной винт, пока веревка не будет зажата между клапанами и верхней частью поршня. Вам может понадобиться помощник, чтобы удерживать винт, пока вы переходите к следующему шагу. (Этот шаг может быть необязательным в зависимости от того, насколько застрял ваш выпускной клапан.)
Рис. 5: Сжимающая пружина.
9. Сожмите пружину выпускного клапана с помощью приспособления для сжатия пружины. Способ сделать это отличается для каждого инструмента. Обратитесь к литературе по инструменту, чтобы узнать, как правильно его использовать. Для моего самодельного инструмента (см. врезку ниже) я вставил 3/8-дюймовый удлинитель, обмотанный изолентой, через отверстия, где находился вал коромысла (рис. 4). Этот стержень используется для вращения компрессора клапана при сжатии пружины. Сожмите пружину настолько, чтобы получить доступ к клавишам (рис. 5 и 6).
Рисунок 6: Доступ к ключам с помощью инструмента сжатия.
10. Используя набор отмычек, переместите и поверните ключи, пока они не перекроются. Аккуратно переместите пружину относительно штока клапана так, чтобы шпонки можно было снять. Используйте отмычку, чтобы вытащить ключи (рис. 7).
Рис. 7: Выпускные ключи.
11. При вынутых ключах пружина свободно выйдет.
12. Настал долгожданный момент. Проверьте люфт клапана в направляющей клапана. Проверьте, насколько легко вставлять и выдвигать его из направляющей, а также вращать клапан внутри направляющей. Если замечено какое-либо заедание, у вас застрял клапан (Рисунок 8). Если вы сомневаетесь, проведите тест на колебания. Если проверка на биение прошла успешно, пропустите следующий раздел и перейдите к разделу «Сборка выпускного клапана».
Рис. 8: Пружина клапана снята.
Развертывание направляющей выпускного клапана
1. После того, как вы определили, что необходимо развернуть направляющую, первым шагом будет частичное вдавливание выпускного клапана в цилиндр. Вы не хотите полностью вставлять клапан в цилиндр, так как вернуть его на место сложно. Самый простой способ сделать это — опустить клапан в цилиндр настолько, чтобы вы могли поймать конец штока клапана через выпускное отверстие с помощью механического захвата. Кроме того, вы должны убедиться, что поршень находится в нижней мертвой точке, чтобы предотвратить повреждение между клапаном и поршнем.
2. Поверните гребной винт так, чтобы поршень цилиндра, с которым вы работаете, находился в нижней мертвой точке.
3. Снимите выпускной патрубок, чтобы получить доступ к месту выхода клапана из штока (Рисунок 9).
Рис. 9: Клапан и направляющая через выпускное отверстие.
4. Мой шток выпускного клапана был очень туго затянут в направляющей. Я мог толкнуть шток клапана к верхней части направляющей. После этого я использовал 3/8-дюймовый короткий деревянный штифт, упирающийся в верхнюю часть выпускного клапана. Я слегка постучал по штифту молотком, чтобы облегчить снятие клапана. Когда я понял, что приближаюсь к месту выхода штока клапана из направляющей, я использовал механический захват, чтобы захватить шток клапана через выпускное отверстие как можно ближе к направляющей. После каждых нескольких ударов по штоку выпускного клапана я перемещал захваты захвата ближе к направляющей. Вы можете сказать, когда шток клапана вот-вот выйдет из направляющей, потому что будут видны канавки на штоке от того места, где шпонки удерживают шток до пружин. Один последний кран, и выпускной клапан должен быть свободен от направляющей. Я предлагаю использовать механический инструмент для захвата со светом на конце. Это было невероятно полезно.
Рис. 10: Развертка со смазкой.
Рисунок 11: Развёртывание.
5. Когда клапан снят с направляющей, следующим шагом будет развертывание направляющей клапана. Цель здесь состоит в том, чтобы двигаться красиво и медленно, а также предотвратить повторное попадание любых загрязнений, которые накопились на направляющей, в двигатель. Для этого на расширитель наносится смазка для осей (Aeroshell #5) (рис. 10). Вставьте развертку в рукоятку — вы должны работать очень медленно, чтобы не повредить направитель (рис. 11). Медленно разверните направитель, поворачивая развертку по часовой стрелке, пока кончик развертки не будет виден через выпускное отверстие (Рисунок 12). Чтобы снять развертку, продолжайте вращать ее по часовой стрелке и снимите с направляющей. Обязательно оцените всю грязь, которая выходит после удаления развертки (Рисунок 13)!
Рисунок 12: Наконечник расширителя в выпускном отверстии.
Рисунок 13: Нарост на конце расширителя.
6. Следующим шагом является удаление любых загрязнений, которые могли остаться в направляющей клапана. Мой метод для этого заключался в том, чтобы протолкнуть небольшую тряпку, слегка смоченную очистителем карбюратора (ацетон или любой другой растворитель, также подойдет) вниз по направляющей с помощью дюбеля и удалить ее через выпускное отверстие.
7. С помощью ватной палочки я слегка смазал направляющую выпускного клапана небольшим количеством моторного масла.
8. Теперь начинается самое интересное — установка клапана в направляющую! Концепция этого проста на бумаге: вставьте магнитный телескопический стержень вниз по направляющей клапана, возьмитесь за конец штока и дерните клапан обратно в направляющую. Простой не так ли? Ну, это так просто. Тем не менее, клапан входит в направляющую очень плотно, и выравнивание штока клапана должно быть идеальным для правильной установки. Я обнаружил, что механический захват недостаточно силен, чтобы поднять клапан, чтобы правильно его выровнять. Уловка, которая сработала для меня, заключалась в том, чтобы взять широкую палочку от эскимо и надпилить букву «U» на одном ее конце (рис. 14). Затем можно использовать палочку от эскимо, чтобы поднять часть штока, ближайшую к поршню. Путем проб и ошибок мне потребовалось около 5 минут, чтобы вернуть клапан в направляющую. После установки наконечника штока в направляющую можно снять механический захват и полностью втянуть клапан в направляющую.
Рисунок 14: Палочка от эскимо.
Я читал несколько историй о людях, использующих поршень, чтобы протолкнуть клапан в направляющую. Хотя это сработало, Lycoming не рекомендует это, поскольку это может привести к повреждению клапана и/или направляющей. Просто не делай этого. Не торопитесь и не позволяйте себе тянуть кувшин!
Повторная сборка выпускного клапана
1. Первым этапом повторной сборки является повторное соединение штоков клапанов с пружинами клапанов. Для этого вам нужно убедиться, что клапаны плотно прилегают к верхней части цилиндра в ВМТ, используя либо трюк с веревкой, либо сжатый воздух. Когда клапаны полностью установлены, установите фиксаторы пружины, а также колпачок выпускного клапана.
2. Используйте приспособление для сжатия пружин, чтобы сжать пружины клапанов.
3. Установите ключи. Для моих выпускных клапанов ключи не были поляризованы. Тем не менее, перед установкой дважды проверьте, поляризованы ли ваши ключи и правильно ли они ориентированы. Я обнаружил, что это утомительный процесс, чтобы получить ключи в самый раз.
4. Установите колпачок на шток выпускного клапана.
5. Почти в каждом проекте двигателя, над которым я когда-либо работал, процесс повторной сборки проще, чем разборка. До этого момента моя старая философия оставалась верной. К сожалению, с этой работой это не так. Причина в том, что гидрокомпенсаторы расширяются и заполняются маслом. Это делает установку коромысла невозможной без предварительного сжатия гидрокомпенсаторов. Есть два основных способа уменьшить размер лифтеров:
а. Снимите подъемники. Это включает в себя снятие кожухов толкателей, а затем использование контровочной проволоки для извлечения толкателей. Используя зубочистку, вы можете нажать на центр подъемника, чтобы снять давление в подъемнике. Переустановка подъемника, кожуха толкателя и толкателей теперь дает вам возможность переустановить коромысла и вал коромысел.
б. Сжать лифтеры. Я полагал, что должен быть более простой способ, сжав подъемники. Я пытался и потерпел неудачу в ряде экспериментов, которые варьировались от использования мягких пластиковых зажимов Irwin до использования силы моей руки. Метод, который я придумал, работал очень хорошо, заключался в том, чтобы использовать двигатель для сжатия толкателей! В то время как с толкателями, полными масла, я не мог установить вал коромысла, я мог установить деревянный штифт немного меньшего размера вместо вала коромысла. Затем я провернул двигатель так, чтобы клапан, для которого мне нужно было сжимать подъемник, был открыт. В этом процессе пружины клапана прикладывали силу к подъемнику для его сжатия (на каждый подъемник уходило от 1 до 10 минут). Как только подъемник сжат, вам нужно работать быстро. Эти парни быстро увеличиваются в размерах! Было бы идеально, если бы в этой части работы участвовали два человека: один человек оказывает давление рукой на верхнюю часть коромысла, чтобы удерживать подъемник в сжатом состоянии, а другой человек вращает гребной винт, чтобы оба клапана были закрыты. Хотя это можно сделать, выполнить это соло может быть довольно неудобно. Со сжатым подъемником и закрытыми клапанами быстро вставьте ось коромысла. Будьте готовы повторить этот процесс и не расстраивайтесь, если он не получится в первый, второй или пятый раз (рис. 15)!
Рисунок 15: Когда цилиндр приближается к ВМТ, распределительный вал оказывает максимальное усилие на пружину клапана. Оставьте его здесь на несколько минут, пока гидравлические подъемники сжимаются (A). Обратите внимание на деревянный штифт вместо оси коромысла (B).
Конечно, вы всегда можете сжать подъемники так, как задумал Лайкоминг, сняв трубку толкателя, сняв подъемник, разобрав его и очистив от скопившегося масла. Это требует некоторого обучения и времени, но позволяет избежать грубой силы.
6. Если вы уронили выхлопную трубу, самое время установить ее на место. Не забудьте заменить прокладки выхлопной трубы (при необходимости), нанести противозадирную смазку на резьбу шпилек (не слишком много, а чуть-чуть!) И затянуть гайки новыми стопорными шайбами. Для моего IO-360 правильное значение крутящего момента составляет 180 дюйм-фунтов. [Исправлено.]
7. Установите на место свечи зажигания с новыми шайбами (или отожженными старыми шайбами).
8. Установите на место крышки клапанов. В этом проекте я на собственном горьком опыте научился не перетягивать винты с силиконовыми прокладками. С первой попытки я испортил все четыре прокладки, используя свой немецкий динамометрический ключ, гутентит (хорошо и крепко!). Изучив это еще немного, единственная спецификация, которую я смог найти по затяжке крышек клапанов с силиконовыми прокладками, была от ECI (Инструкция по обслуживанию ECI 03-3), в которой указано следующее:
а. Очистите поверхности, соприкасающиеся с прокладкой. Обе поверхности должны быть чистыми от масла и мусора.
б. Установите силиконовые прокладки насухо. Не используйте герметик, масло или клеящие вещества.
в. Затяните винты с усилием 25 дюйм-фунтов (холодный двигатель) или 20 дюймов-фунтов (прогретый двигатель — 100+ F).
д. Повторно затяните винты после того, как двигатель нагреется выше 100F до 20 дюйм-фунтов.
Я по-прежнему считаю, что 25 дюймов-фунтов слишком тугие. В итоге я использовал гораздо меньше — 8 дюймов на фунт с отличными результатами.
Когда двигатель собран, пришло время совершить пробный полет. Прежде чем сделать это, вытащите винт и проверьте компрессию в каждом цилиндре и убедитесь, что ни в одном из цилиндров не осталось посторонних предметов. Вы не хотите узнать это со стартером!
Последнее обновление вторник, 05 января 2021 |
Porsche 993 Repair
Работая со стороны распределительного вала, обработайте выступающие секции направляющих клапанов с помощью точечной фрезы до тех пор, пока направляющие клапанов не будут заподлицо с головкой блока цилиндров. Резким ударом молотка ослабьте направляющую и выдавите остаток в сторону камеры сгорания с помощью пресса.
1761-15
3. Обработанные направляющие клапанов смазать жиром и установить в головку блока цилиндров с помощью заводской оправки со стороны распредвала.
4. Отверстие внутренней направляющей клапана диам. до размера «g» = от 8,00 до 8,015 мм с помощью протяжки или прецизионного сверлильного оборудования. В экстренных случаях направляющие клапанов также можно обработать специальной разверткой.
Важно: Поместите и закрепите цилиндр в правильном угловом положении для запрессовки и растачивания направляющих клапанов. После замены направляющих клапанов проверьте плотность прилегания седел клапанов и при необходимости подрежьте седла клапанов.
1761-15
Установка
Отверстия для крепления направляющих клапанов в головке блока цилиндров слегка расширены при снятии старых направляющих.
При установке новых направляющих используйте направляющие клапанов увеличенного размера и соответствующим образом отрегулируйте их (см. таблицу размеров).
2. Обработайте наружный диаметр увеличенных направляющих клапанов на токарном станке в соответствии с отверстиями в головке блока цилиндров. Ориентир для обработки: 14.08 — 13.09. Запрессовка направляющих впускных и выпускных клапанов должна составлять от 0,06 до 0,08 мм.
Руководство по клапану
Вне 0d* Руководства клапана
Руководство клапана
Вне 0d* Руководства клапана
Стандарт (производство) 13.060 1 -й негабаритный 0 d в соответствующее отверстие 0 D — соблюдать правильную посадку с натягом.
Как отличить направляющие клапанов
1745- 15
Размеры клапана
911 Carrera RS (значения в скобках) Впускной клапан
Размер
Впускной клапан (заполненный натрием)
и
49 ±0,1 мм
(51,5 ±0,1 мм)
б
7,970 — 0,012 мм
с
110,1 ±0,1 мм
и
45°
1770 — 15
Впускные клапаны 911 Carrera (993) и 911 Carrera RS заполнены натрием!
Выпускной клапан
Размер
Выпускной клапан
(b1 — b2 = конические)
и
42,5 ±0,1 мм
(43,5 ±0,1 мм)
б1
7,950 — 0,012 мм
((7,940 — 0,012 мм)
б2
7,970-0,012 мм
(7,960-0,012 мм
с
109 ±0,1 мм
и
45°
1771 — 15
Выпускные клапаны 911 Carrera RS заполнены натрием!
15 65 06 Проверка и регулировка установленной длины клапанных пружин
Установленная длина, размер «A»
1. Соберите прокладки, опору клапанной пружины, клапан, вспомогательную пружину, например, для масляного термостата (двигатель 928), артикул 928.107.171.01, колпачок пружины клапана и держатели клапанов.
Примечание
При необходимости пружину можно немного укоротить для облегчения сборки.
2. С помощью глубиномера измерьте расстояние по вертикали от верхней поверхности крышки пружины клапана до поверхности седла пружины клапана. Запись измерения.

 Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.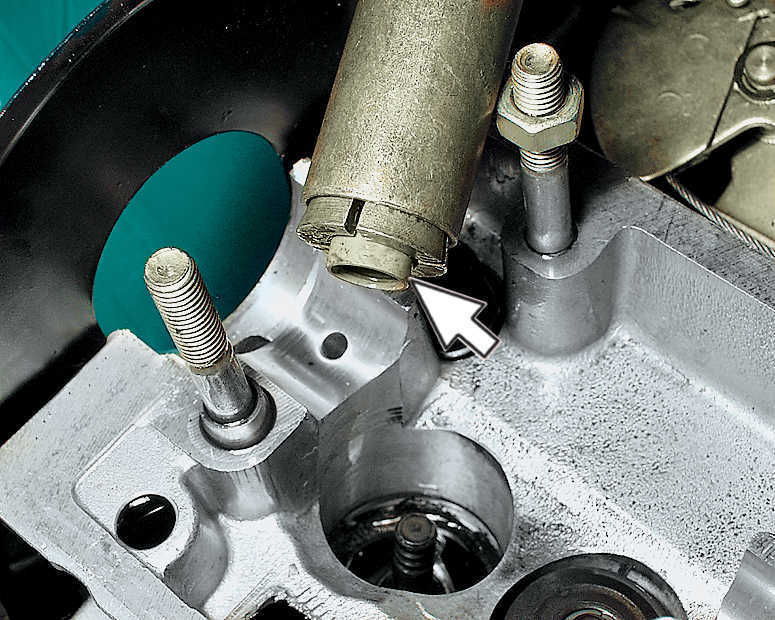 После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.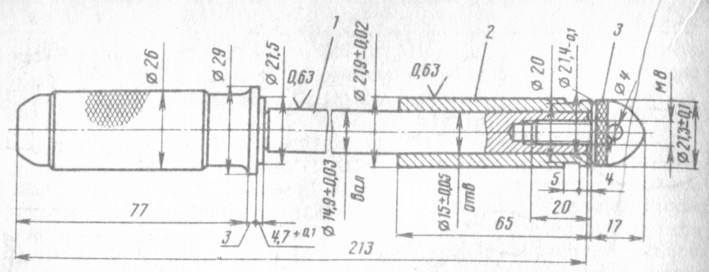 Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.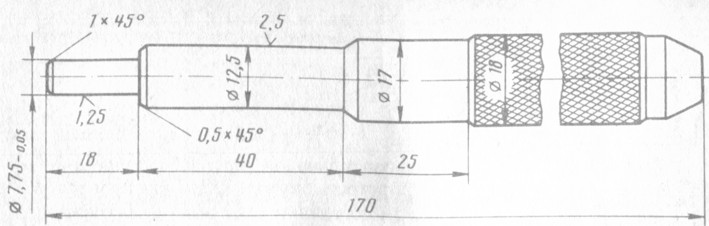 После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.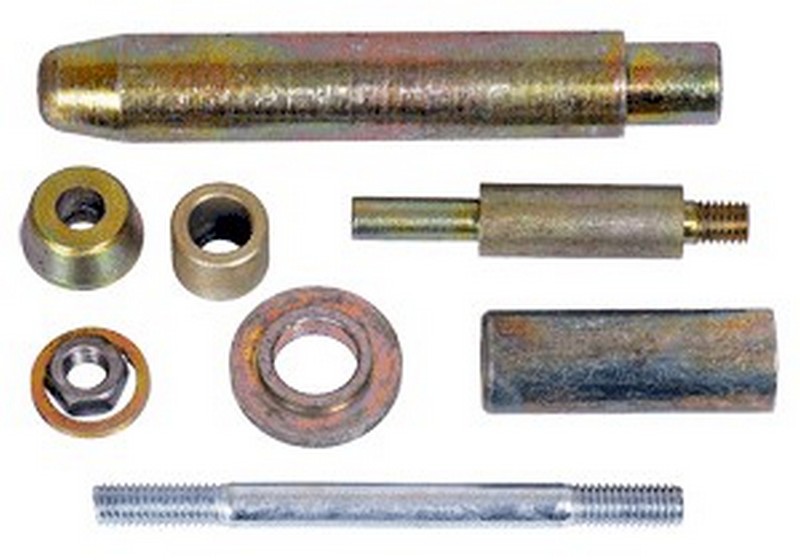
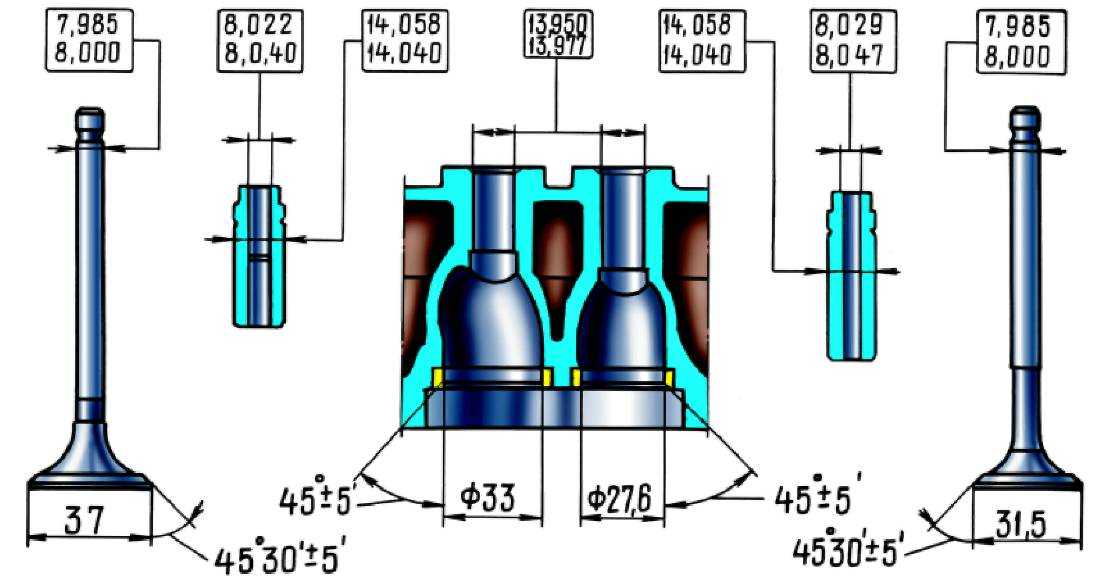

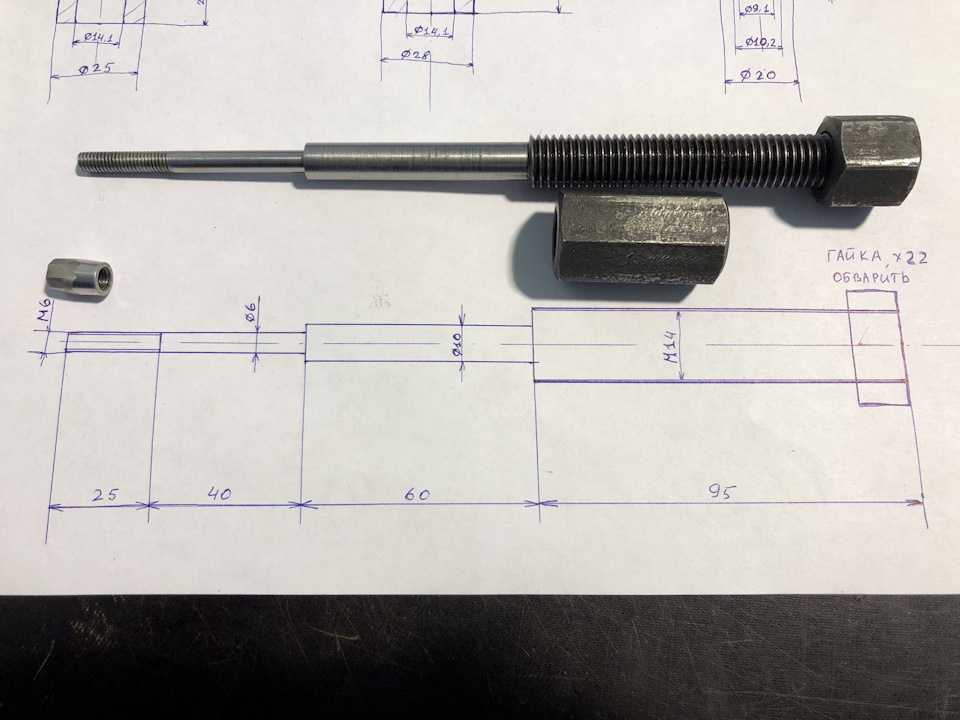
 Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить. В этой статье мы рассмотрим различные методы ремонта и замены направляющих. Эти методы включают в себя:
В этой статье мы рассмотрим различные методы ремонта и замены направляющих. Эти методы включают в себя: В этом контексте производительность — это НЕ выходная мощность, а конечное использование (например, дизель, высокая производительность, чугун, алюминий и т. Д.). Еще один решающий фактор, который косвенно связан с двумя другими) — работаете ли вы со всеми клапанами или только с некоторыми из них. Необходимо учитывать множество переменных, которые мы объясним при обсуждении каждого метода.
В этом контексте производительность — это НЕ выходная мощность, а конечное использование (например, дизель, высокая производительность, чугун, алюминий и т. Д.). Еще один решающий фактор, который косвенно связан с двумя другими) — работаете ли вы со всеми клапанами или только с некоторыми из них. Необходимо учитывать множество переменных, которые мы объясним при обсуждении каждого метода.



 025 мм с воротком;
025 мм с воротком;

 Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.
Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые. youtube.com/embed/APYqSZZpXks?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/APYqSZZpXks?feature=oembed» frameborder=»0″ allowfullscreen=»»>  Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.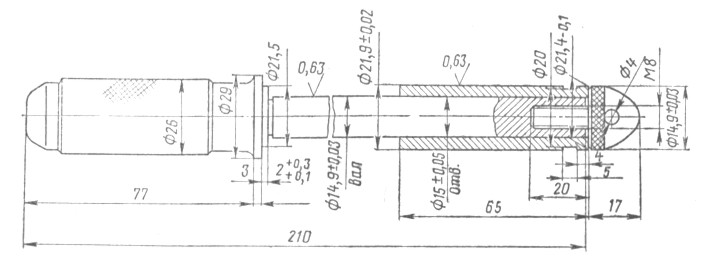 Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.
Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
 2 из 5)
2 из 5) Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Вызвано это тем, что ресурс втулок составляет от 200000 км пробега. Это приводит к тому, что фаска седла разбивается. В итоге происходит прогар клапана. Для ремонта необходимо провести его замену, а также сменить седло. И конечно же, сделать замену направляющих втулок клапанов на ВАЗ-21083.
Это приводит к тому, что фаска седла разбивается. В итоге происходит прогар клапана. Для ремонта необходимо провести его замену, а также сменить седло. И конечно же, сделать замену направляющих втулок клапанов на ВАЗ-21083.

 Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют: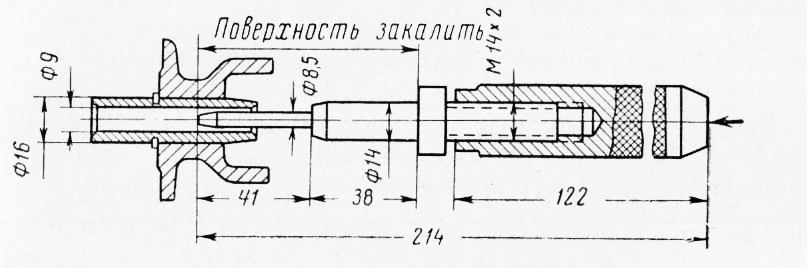 Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя). Жалеть их не стоит, но и разбрасывать по всему гаражу тоже не нужно. Каждую втулку помечают и кладут к комплекту сухарей, тарельчатых шайб и пружин соответствующего клапана. Далее операция по запрессовке проходит поэтапно:
Жалеть их не стоит, но и разбрасывать по всему гаражу тоже не нужно. Каждую втулку помечают и кладут к комплекту сухарей, тарельчатых шайб и пружин соответствующего клапана. Далее операция по запрессовке проходит поэтапно: (На всякий случай лучше купить пару запасных втулок).
(На всякий случай лучше купить пару запасных втулок). Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
 Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
 Это более трудоемкий процесс.
Это более трудоемкий процесс. Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4).
Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4). Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна
Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла.
При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла. Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.
Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.

 Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл. 21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
 В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
 Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
 Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки.
Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода: Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.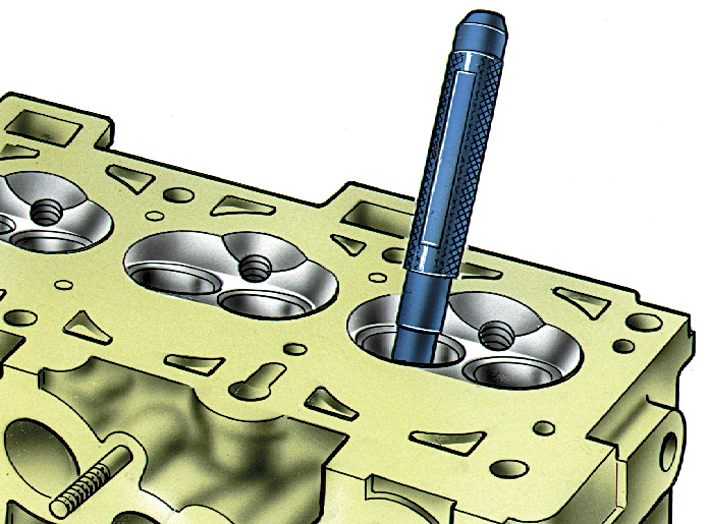

 Запрессовка происходит таким же образом, как и выпрессовка. Вся работа производится при помощи молотка и отправки.
Запрессовка происходит таким же образом, как и выпрессовка. Вся работа производится при помощи молотка и отправки.
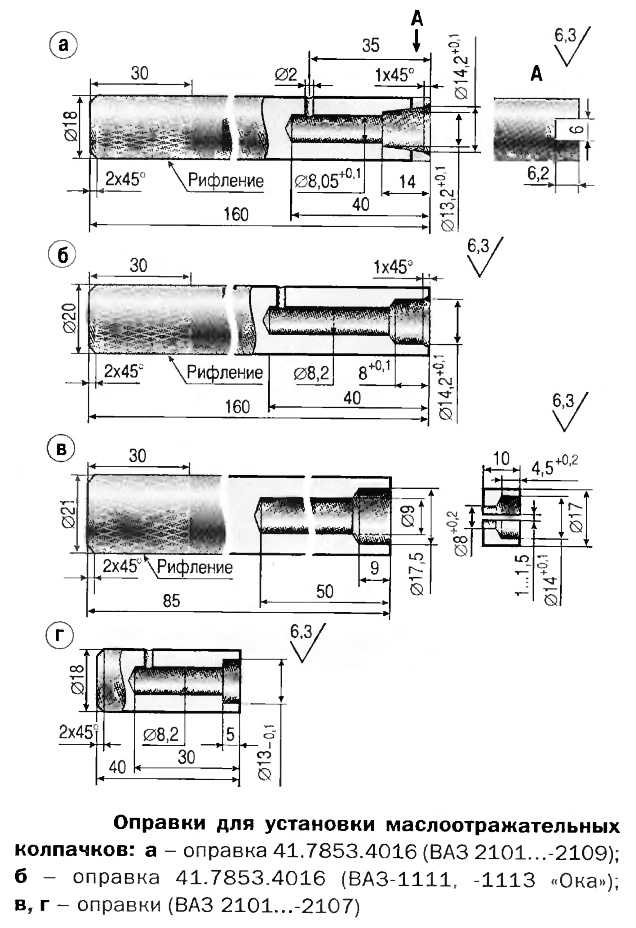
 Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу. Продолжаем выкручивать винт до полного выхода направляющей втулки.
Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу. Продолжаем выкручивать винт до полного выхода направляющей втулки.
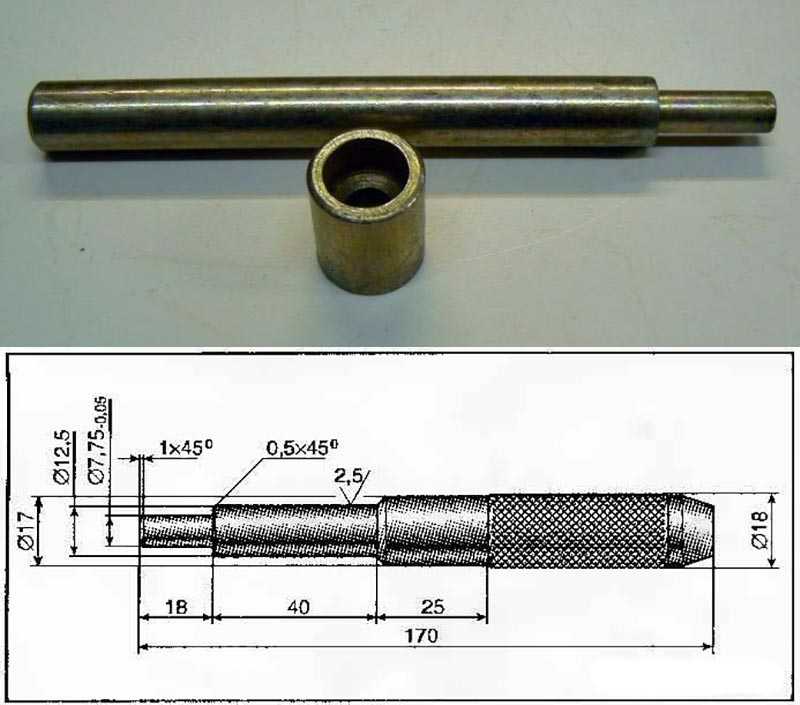 Разбираем съёмник и видим вот такую картину.
Разбираем съёмник и видим вот такую картину. Её замеряем микрометром.
Её замеряем микрометром. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

 Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
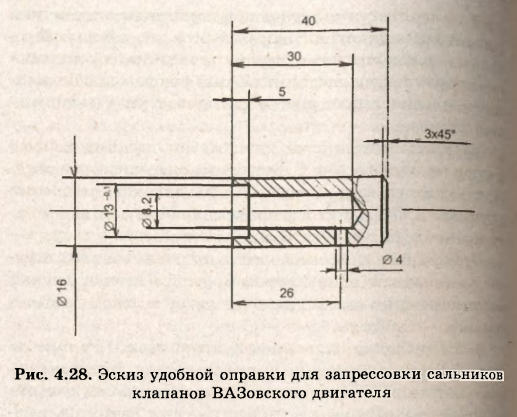 Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
 Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.

 Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:



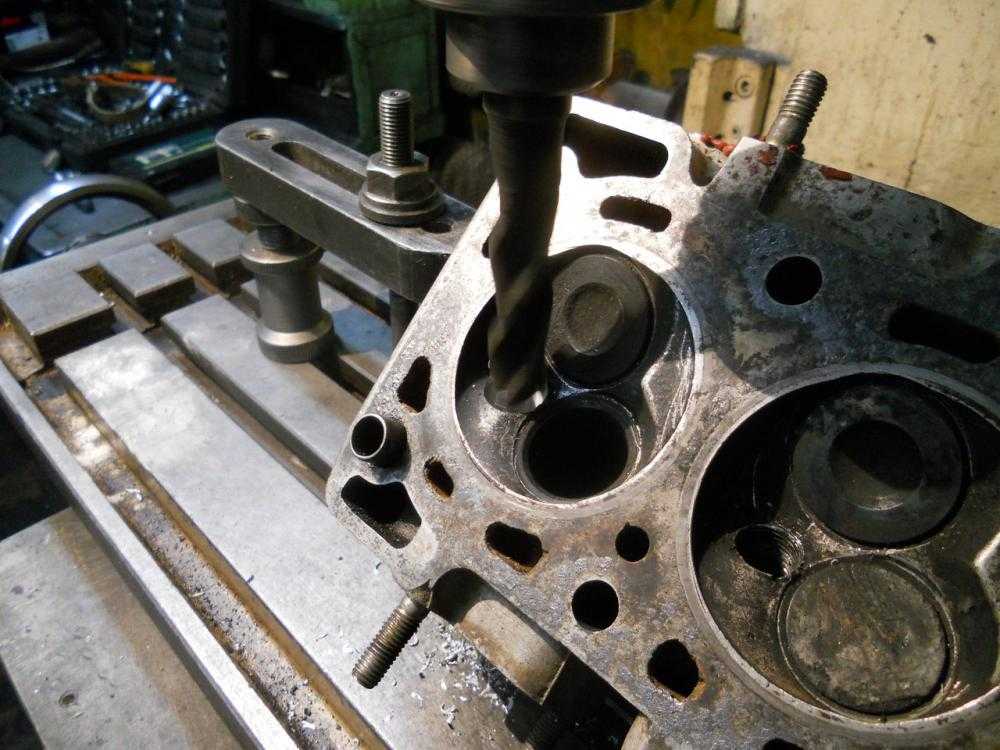
 Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки.
Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки. Седла клапанов передают тепло от клапана к головке блока цилиндров, и без правильного материала или подгонки весь процесс нарушается, оставляя вас и вашего клиента в затруднительном положении.
Седла клапанов передают тепло от клапана к головке блока цилиндров, и без правильного материала или подгонки весь процесс нарушается, оставляя вас и вашего клиента в затруднительном положении.
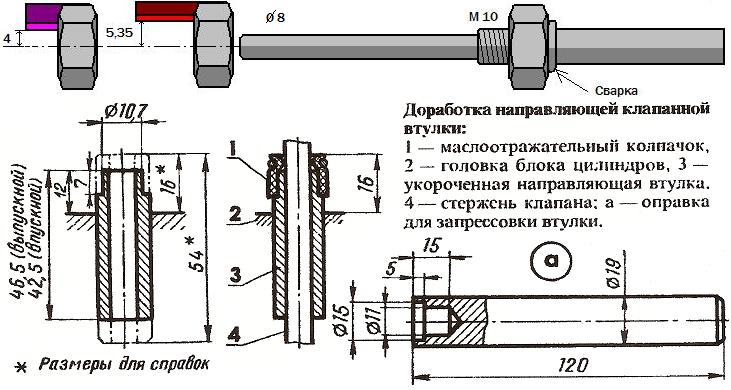 Зенковки должны быть гладкими, круглыми, плоскими в нижней части, и они должны быть отцентрованы относительно направляющих для правильного совмещения и хорошей теплопередачи между седлом и головкой.
Зенковки должны быть гладкими, круглыми, плоскими в нижней части, и они должны быть отцентрованы относительно направляющих для правильного совмещения и хорошей теплопередачи между седлом и головкой.
 Поддевание сиденья также может сработать, если под внутренним краем сиденья достаточно выступа (опять же, не повредите расточенное отверстие).
Поддевание сиденья также может сработать, если под внутренним краем сиденья достаточно выступа (опять же, не повредите расточенное отверстие). В некоторых дизельных двигателях используются покрытия, такие как фосфатирование или другая термическая обработка, для уменьшения износа при использовании топлива с низким содержанием серы. Бронзовые направляющие клапанов преимущественно используются в серийных двигателях европейских производителей оригинального оборудования и во многих гоночных автомобилях.
В некоторых дизельных двигателях используются покрытия, такие как фосфатирование или другая термическая обработка, для уменьшения износа при использовании топлива с низким содержанием серы. Бронзовые направляющие клапанов преимущественно используются в серийных двигателях европейских производителей оригинального оборудования и во многих гоночных автомобилях.
 Например, если у вас небольшая мастерская и вы обнаружите, что вам не хватает места, многоцелевой обрабатывающий центр может освободить место, сочетая головную работу с наплавкой и расточкой. Вы также должны определить, сколько стоит новая машина по сравнению с потенциальной прибылью от нее. По большей части цена — это последнее, на что следует обращать внимание, но мы знаем, что у каждого есть бюджет, в рамках которого он должен оставаться.
Например, если у вас небольшая мастерская и вы обнаружите, что вам не хватает места, многоцелевой обрабатывающий центр может освободить место, сочетая головную работу с наплавкой и расточкой. Вы также должны определить, сколько стоит новая машина по сравнению с потенциальной прибылью от нее. По большей части цена — это последнее, на что следует обращать внимание, но мы знаем, что у каждого есть бюджет, в рамках которого он должен оставаться. Ищите машину, которая будет приносить вам деньги и давать солидную отдачу от ваших инвестиций. Вы всегда должны стремиться к повышению качества и производительности, что, в свою очередь, повысит прибыльность вашего бизнеса.
Ищите машину, которая будет приносить вам деньги и давать солидную отдачу от ваших инвестиций. Вы всегда должны стремиться к повышению качества и производительности, что, в свою очередь, повысит прибыльность вашего бизнеса. Помните, что ни один станок не стоит того, если он не может себя окупить. Качественное выполнение работы является одним из важнейших показателей вашего успеха и, в конечном итоге, принесет вам больше прибыли. Независимо от того, покупаете ли вы новое или бывшее в употреблении сиденье и направляющее устройство, оно должно помочь вам расширить свои возможности и выполнять работу, на которую не способны ваши нынешние сиденье и направляющее устройство.
Помните, что ни один станок не стоит того, если он не может себя окупить. Качественное выполнение работы является одним из важнейших показателей вашего успеха и, в конечном итоге, принесет вам больше прибыли. Независимо от того, покупаете ли вы новое или бывшее в употреблении сиденье и направляющее устройство, оно должно помочь вам расширить свои возможности и выполнять работу, на которую не способны ваши нынешние сиденье и направляющее устройство.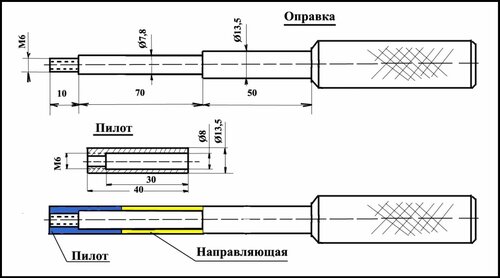 Следующим был подход к аэропорту Столичного города (KCXY) недалеко от Гаррисберга, штат Пенсильвания. Выяснив, как заставить Grand Rapids EFIS правильно отображать CDI / HSI от Garmin 430W, мы приступили к делу. Затем была тренировочная заминка, за которой последовал заход на посадку по GPS в Йорк, штат Пенсильвания (KTHV).
Следующим был подход к аэропорту Столичного города (KCXY) недалеко от Гаррисберга, штат Пенсильвания. Выяснив, как заставить Grand Rapids EFIS правильно отображать CDI / HSI от Garmin 430W, мы приступили к делу. Затем была тренировочная заминка, за которой последовал заход на посадку по GPS в Йорк, штат Пенсильвания (KTHV). Взгляд на монитор двигателя показал, в чем была основная причина проблемы: EGT для цилиндра № 2 отсутствовал. ХТ быстро снижалась. Было ясно, что цилиндр № 2 не производит мощность.
Взгляд на монитор двигателя показал, в чем была основная причина проблемы: EGT для цилиндра № 2 отсутствовал. ХТ быстро снижалась. Было ясно, что цилиндр № 2 не производит мощность. Мы сняли кожух и начали копаться вокруг цилиндра №2. Наличие полного монитора двигателя с датчиками на каждом цилиндре было жизненно важно для выяснения, с чего начать поиск. Обе свечи зажигания выглядели в отличном состоянии (E-MAG на верхней свече с автоматической свечой, Slick mag на нижней с массивной электродной свечой). Далее была проверка компрессии — 78/80, с небольшой течью через кольца (слышен шум через маслозаливную трубку).
Мы сняли кожух и начали копаться вокруг цилиндра №2. Наличие полного монитора двигателя с датчиками на каждом цилиндре было жизненно важно для выяснения, с чего начать поиск. Обе свечи зажигания выглядели в отличном состоянии (E-MAG на верхней свече с автоматической свечой, Slick mag на нижней с массивной электродной свечой). Далее была проверка компрессии — 78/80, с небольшой течью через кольца (слышен шум через маслозаливную трубку). Обычно, когда инжектор засоряется, EGT поднимаются, выхлоп издает хлопающий звук, и проблема не решается сама собой.
Обычно, когда инжектор засоряется, EGT поднимаются, выхлоп издает хлопающий звук, и проблема не решается сама собой.

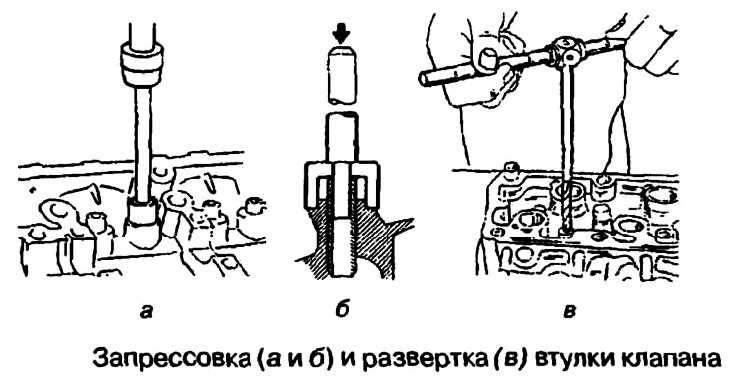 Обычно это происходит при первом запуске двигателя, потому что зазор между стержнями клапанов и направляющими клапанов минимален, когда двигатель холодный. Другие признаки утреннего недомогания включают более холодные, чем обычно, EGT и CHT для определенного цилиндра. В моем случае я не могу вспомнить ни одного случая, когда мой двигатель работал с перебоями при первом запуске. Тем не менее, за последние несколько месяцев я заметил, что двигатель отсутствует в круизной конфигурации, работающей на обедненной смеси. Хотя у меня нет косвенных данных о том, что этот промах был признаком заедания клапана, я могу с уверенностью сказать, что с тех пор у меня не было промахов в круизе.
Обычно это происходит при первом запуске двигателя, потому что зазор между стержнями клапанов и направляющими клапанов минимален, когда двигатель холодный. Другие признаки утреннего недомогания включают более холодные, чем обычно, EGT и CHT для определенного цилиндра. В моем случае я не могу вспомнить ни одного случая, когда мой двигатель работал с перебоями при первом запуске. Тем не менее, за последние несколько месяцев я заметил, что двигатель отсутствует в круизной конфигурации, работающей на обедненной смеси. Хотя у меня нет косвенных данных о том, что этот промах был признаком заедания клапана, я могу с уверенностью сказать, что с тех пор у меня не было промахов в круизе. иметь его и перейти на Aeroshell W100. Другая теория заключалась в том, что я должен использовать добавку в своем топливе, чтобы убрать потенциальное накопление свинца. TCP Fuel Treatment и Marvel Mystery Oil были двумя продуктами, которые мне порекомендовали добавить в топливо. И, наконец, мне рекомендовали не использовать обедненный пик, так как «устранение проблем с запуском LOP обходится дороже, чем экономия топлива при LOP». Хотя я любезно принял и оценил совет, последние две рекомендации также были перечислены в служебном письме Lycoming L19.7А. Я считаю, что причиной моих проблем было сочетание слишком быстрого набора высоты, а также несколько наземных пробегов, когда мой самолет был новым, и я работал над некоторыми проблемами. Тем не менее, я собираюсь начать добавлять немного масла Marvel Mystery Oil в свое топливо и отслеживать любые материальные доказательства того, что оно помогает двигателю лучше очищать свинец.
иметь его и перейти на Aeroshell W100. Другая теория заключалась в том, что я должен использовать добавку в своем топливе, чтобы убрать потенциальное накопление свинца. TCP Fuel Treatment и Marvel Mystery Oil были двумя продуктами, которые мне порекомендовали добавить в топливо. И, наконец, мне рекомендовали не использовать обедненный пик, так как «устранение проблем с запуском LOP обходится дороже, чем экономия топлива при LOP». Хотя я любезно принял и оценил совет, последние две рекомендации также были перечислены в служебном письме Lycoming L19.7А. Я считаю, что причиной моих проблем было сочетание слишком быстрого набора высоты, а также несколько наземных пробегов, когда мой самолет был новым, и я работал над некоторыми проблемами. Тем не менее, я собираюсь начать добавлять немного масла Marvel Mystery Oil в свое топливо и отслеживать любые материальные доказательства того, что оно помогает двигателю лучше очищать свинец.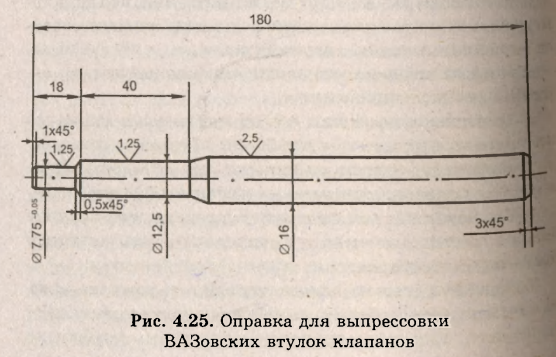 Компрессор пружин
Компрессор пружин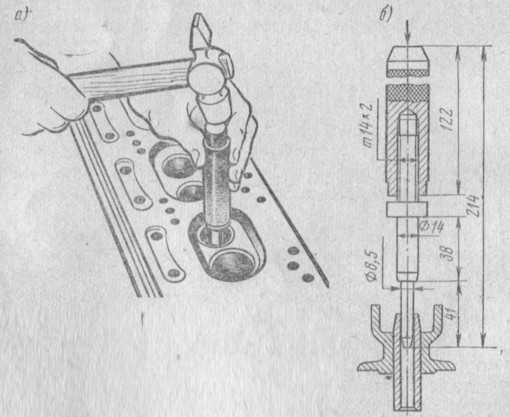 Кроме того, я должен четко указать, что я не являюсь A&P и не имею формального обучения ремонту авиационных двигателей. Вся эта информация была собрана путем разговоров с друзьями, несколькими A&P и исследованиями в Интернете. Действовать с осторожностью!
Кроме того, я должен четко указать, что я не являюсь A&P и не имею формального обучения ремонту авиационных двигателей. Вся эта информация была собрана путем разговоров с друзьями, несколькими A&P и исследованиями в Интернете. Действовать с осторожностью!